Изобретение относится к способу детектирования положения линии сгиба или аналогичной неровности на движущемся упаковочном полотне на подобном материале. Изобретение также относится к устройству для осуществления этого способа.
Линию сгиба на упаковочном полотне можно рассматривать как изогнутый желобок: вдоль которого сгибается упаковка, которая изготавливается из этого упаковочного полотна. Каждая упаковочная заготовка имеет несколько линий сгиба, которые могут проходить в различных направлениях на упаковочном полотне.
В различных случаях могут существовать причины для управления последующим процессом, использующим линию сгиба, которая может быть поперечной или продольной. Например, когда отрывная лента должна размещаться в точно определенном месте вблизи поперечной линии сгиба, для того, чтобы затем выполнить предназначенную ей функцию в полученной в конечном счете упаковке. Другой пример, когда требуется уменьшить ширину упаковочного материала (например, с четырехкратного до двукратного размера, соответствующего ширине упаковки) за счет использования линий сгиба без выполнения отпечатанного оттиска.
В настоящее время для контролирования процесса обрезки упаковочного полотна на бумаге печатается продольная линия. Если возможно проконтролировать продольную линию сгиба, то можно уменьшить затраты на пропечатывание линии и уменьшить количество отходов, которые существуют при использовании контрольной линии в виде черного оттиска.
Из-за того, что трудно определить положение линии сгиба, в более ранних подходах ориентировались по характерному оттиску красящим материалом на упаковочном полотне; и этот оттиск считался точно расположенным по отношению к линиям сгиба. Однако по ряду различных причин при выполнении оттиска не удается получить положение этого оттиска относительно линий сгиба с удовлетворительной точностью. Это означает, следовательно, что, например, отрывная лента, которая ориентируется относительно оттиска, не обязательно окажется в правильном положении относительно предполагаемой линии сгиба.
Таким образом, при определении местоположения, например, отрывной ленты желательно исходить от положения первичного элемента, "линии сгиба", а не вторичного элемента, "оттиска".
Как правило, линия сгиба видна в виде очень слабо заметной выпуклости на обратной стороне упаковочного полотна. Обычная линия сгиба может иметь ширину 1,8 мм и высоту только 0,03 мм. Кроме того, линия сгиба не очень четко определена по форме. Более того, высота линии сгиба настолько мала, что неровности упаковочного полотна могут вызвать трудности при детектировании линии сгиба.
Трудности по определению местоположения линии сгиба на упаковочном полотне особенно значительные, когда полотно покрыто алюминием, что бывает довольно часто, но даже еще большие трудности возникают, когда алюминиевое покрытие отсутствует.
В начале исследовательской работы, которая привела к созданию настоящего изобретения, для детектирования линии сгиба были опробованы несколько оптических методов. Свет направлялся различными путями на движущееся упаковочное полотно и с помощью фотодетекторов принятый свет преобразовался в измерительный сигнал. Оказалось, что некоторые из этих методов совершенно непригодны; определенные методы могли подходить при работе с полотном, покрытым алюминием, но они не подходили, если полотно не было покрыто алюминием.
Уже упоминалось, что линия сгиба имеет очень маленькую высоту, так что иногда она не отличима от обычных поверхностных шероховатостей. Это означает, что трудно не только получить сигнал от этой линии сгиба, но также трудно затем обработать этот сигнал таким образом, чтобы можно было получить надежную и точную идентификацию местоположения линии сгиба.
Изобретение
Решение вышеупомянутой проблемы по детектированию положения лини сгиба на движущемся упаковочном полотне согласно изобретению заключается в том,
что свет, отраженный от упаковочного полотна и линии сгиба и исходящий из светового пучка, направленного на полотно под углом к отраженному свету, принимается с помощью, по меньшей мере, одного фотодетектора, который формирует электрический сигнал или картину упаковочного полотна и линии сгиба;
что два электрических сигнала, генерируемых за счет света с двух направлений, соединяются вместе для формирования измерительного сигнала, который сравнивается с опорным сигналом в электронном сигнальном процессоре, опорный сигнал хранится в процессоре и соответствует эталонной линии сгиба, и
что линия сгиба устанавливается, когда величина корреляционного сигнала, который является результатом расчета соответствия между измерительным сигналом и опорным сигналом, достигает максимума.
Этот максимум должен превышать определенный уровень для того, чтобы он воспринимался как величина корреляции для линии сгиба.
Другими словами, используется оптический контрастный метод, где часть падающего света собирается с помощью фотодетектора, и метод измерения корреляции в электронном сигнальном процессоре. Световой пучок, направленный на полотно, предпочтительно генерируется с помощью лазера или светового диода и ему придается форма щели, а угол между падающими пучками и световым пучком, принятым фотодетектором, составляет, например, 60o. Трудно выявить точное местоположение линии сгиба путем измерения сигналов с фотодетекторов. Этим сигналы включают шум, особенно обусловленный структурой бумаги. Кроме того, сигналы линий сгиба имеют различные величины, и в некоторых случаях они ассиметричные. От бумаги различного качества получаются различные измерительные сигналы.
Для того, чтобы уменьшить шум, обусловленный структурой бумаги, из электрических сигналов, полученных с фотодетектора или фотодетекторов, формируется разностный сигнал. Еще более низкий уровень шума достигается в том случае, когда окончательный измерительный сигнал формируется как отношение разности между электрическими сигналами к их сумме.
Сигнал, соответствующий линии сгиба, все еще остается почти на уровне шума, и отсутствуют четкие, хорошо идентифицируемые фронты сигнала, для того, чтобы можно было выявить его. Однако все сигналы, соответствующие линии сгиба, обычно имеют форму наклоненной буквы N, причем расстояние между положительной вершиной и отрицательным "дном" имеет постоянную величину, и она связана с шириной линии сгиба. Это условие означает, что положение линии сгиба может быть установлено с хорошей точностью с помощью вышеупомянутого метода корреляции.
Основной принцип корреляционных измерений заключается в том, что измерительный сигнал сравнивается с опорным сигналом и вычисляется соответствие между этими двумя сигналами. Существует несколько различных алгоритмов для выполнения корреляционного измерения. Алгоритм, выбранный для способа согласно настоящему изобретению, дает в результате коэффициент корреляции, который равен нулю, или отрицательный, если установлено отсутствие корреляции, а если корреляция установлена, то этот коэффициент положительный.
В способе, согласно настоящему изобретению, измерительный сигнал снимается с определенной длины продвижения упаковочного полотна в качестве базовой. В практическом варианте осуществления изобретения длина продвижения полотна между импульсами с мерного ролика, связанного с упаковочным полотном, составляет 80 мкм, что при скорости упаковочного полотна, не превышающей 350 м/мин, дает расстояние между центром действительной линии сгиба на упаковочном полотне и вершиной корреляционного сигнала, равное 2,56 мм, а сигнал, который характеризует внешний размер линии сгиба, получается затем через 0,32 мм.
Таким образом, вершина корреляционного сигнала, указывающая наибольшее соответствие между измерительным сигналом и опорным сигналом, будет появляться с определенной задержкой из-за существования длины отсчета (опорной длины). При появлении вершины сигнала с учетом известной фиксированной разности в расстоянии, существующей при установлении положения линии сгиба, может использоваться метод детектирования местоположения поперечной линии сгиба, например, для размещения отрывного язычка в правильном положении по отношению к линии сгиба с очень хорошей точностью. В другом варианте метод детектирования положения продольной линии сгиба может использоваться, например, при установлении опорного места при выполнении разрезания полотна.
Конкретные решения проблем детектирования положения поперечной линии сгиба приведены в пунктах 2 и 3 формулы изобретения, а конкретные решения для детектирования положения продольной линии сгиба приведены в пунктах 4 и 5 формулы.
Изобретение также касается устройства для осуществления вышеупомянутых способов детектирования положения линии сгиба на движущемся упаковочном полотне.
Это устройство согласно изобретению характеризуется,
по меньшей мере, одним источником света для направления светового пучка, по существу, перпендикулярно полотну,
по меньшей мере, одним фотодетектором для приема света, отраженного от упаковочного полотна с двух направлений поперек линии сгиба и под относительно большим углом, например 60o, по отношению к световому пучку, падающему на полотно, и
электронным сигнальным процессором, в котором электрический измерительный сигнал, генерируемый фотодетектором, сравнивается с опорным сигналом, который хранится в процессоре и является представлением эталонной линии сгиба, и в котором вычисляется корреляционный сигнал, представляющий собой величину соответствия между измерительным сигналом и опорным сигналом и максимум которого является индикацией линии сгиба.
Источник света - предпочтительно лазер или светодиод. Лазер и фотодетекторы могут быть размещены в корпусе. Предпочтительные варианты устройства для детектирования положения поперечной линии сгиба раскрыты в пунктах 10-13 формулы изобретения, а предпочтительные варианты устройства для детектирования положения продольной линии сгиба раскрыты в пунктах 14-17 формулы.
В вышеприведенных рассуждениях использовался термин "линия сгиба", однако очевидно, что способ и устройство согласно настоящему изобретению могут применяться для детектирования положения любой выпуклости на полотне, направленной наружу или вовнутрь. Также очевидно, что способ и устройство согласно настоящему изобретению могут применяться не только для детектирования положения линии сгиба, но могут также использоваться для установления внешнего вида линии сгиба, а также для определения ее качества.
Краткое описание чертежей
Изобретение будет более подробно описано ниже со ссылкой на прилагаемые чертежи, на которых фиг. 1 иллюстрирует оптическую схему детектора согласно настоящему изобретению для детектирования положения в случае поперечной линии сгиба, фиг. 2A, B и C иллюстрируют оптические пути пучка при перемещении поперечной линии сгиба относительно детектора согласно изобретению, фиг. 3 и 4 изображают два примера конкретных вариантов оптической схемы детектора согласно изобретению для детектирования положения поперечной линии сгиба, фиг.5 - графическое представление сигнала от линии сгиба и корреляционного сигнала, фиг. 6 - блок-схема сигнального процессора (устройство обработки сигнала), выбранного в качестве примера из различных вариантов его выполнения, фиг. 7 - аналогичным образом, как и на фиг. 1, проиллюстрирована оптическая схема детектора согласно изобретению, но для детектирования положения продольной линии сгиба, фиг. 8 и 10 иллюстрируют оптическую схему модифицированного детектора в двух рабочих режимах для детектирования положения продольной линии сгиба, фиг. 9 и фиг. 11 - графические представления сигналов линии сгиба, полученных с детектора, при двух рабочих режимах, соответствующих фиг. 8 и фиг. 10 соответственно, и фиг. 12 - графическое представление разностного сигнала, полученного из двух сигналов линии сгиба, соответствующих фиг. 9 и 11.
Подробное описание вариантов осуществления изобретения.
Теперь два принципиально различных варианта изобретения будут описаны со ссылками на чертежи, на которых фиг. 1 - 6 иллюстрируют изобретение, использованное для детектирования положения поперечной линии сгиба, а фиг. 7 - 12 иллюстрируют изобретение, используемое для детектирования положения продольной линии сгиба.
На фиг. 1 цифровой позицией 1 обозначено упаковочное полотно, которое может быть расположено на вращающемся цилиндре, как здесь показано, или может перемещаться по плоской поверхности. Упаковочное полотно 1 имеет поперечную линию сгиба 2, положение которой в продольном направлении требуется определить с высокой точностью. Полотно 1 может иметь или не иметь алюминиевое поверхностное покрытие. В качестве альтернативы линии сгиба 2 может быть также на полотне любая выпуклость, направленная наружу или вовнутрь, но в тексте описания везде используется термин "линия сгиба".
Линия сгиба на упаковочном полотне может рассматриваться как изогнутый желобок, и выступает она на материале благодаря объединению выступов и канавок двух цилиндров, между которыми перемещается упаковочное полотно. Обычная линия сгиба может иметь ширину 1,8 мм и высоту 0,03 мм. Очень маленькая высота означает, что линия сгиба может быть с трудом различима на движущемся упаковочном полотне, особенно, если полотно не покрыто алюминием и, следовательно, имеет некоторую контрастность.
Теоретические оценки и практические испытания показали, что наилучшие результаты достигаются с помощью контрастного метода с оптическим детектированием угловых вариаций (отклонений) на поверхности упаковочного полотна, когда свет направляется перпендикулярно поверхности, а отраженный свет детектируется с двух направлений под большим углом к падающему свету. В альтернативном варианте возможно использование обратного (реверсированного) пути пучка, т.е. свет, падающий наклонно с двух направлений, детектируется в основном в направлении, перпендикулярном поверхности.
Устройство для осуществления этого способа показано на фиг. 1. Лазер 3 направляет свет, например, видимый красный свет, перпендикулярно к поверхности упаковочного полотна 1. Линза 4 (т.е. обычно система линзовых элементов) располагается на пути пучка от лазера 3 и имеет назначение - формировать щелевидные, сфокусированные на упаковочное полотно 1 пучки лучей. Щелевидная форма пучка имеет продольную ось поперек направления движения упаковочного полотна и может иметь длину, например, 5 мм или больше, а ширину 0,1 мм.
Свет, отраженный от упаковочного полотна 1, детектируется с помощью двух фотодетекторов или фотодиодов 5, на которые свет может фокусироваться с помощью линз 6. Фотодетекторы 5 расположены вдоль продольного направления упаковочного полотна 1 и могут образовывать угол, например, 60o, с нормалью к упаковочному полотну. Сигналы, полученные с фотодетекторов 5, например, силиконовых детекторов с площадью поверхности 5 мм2, обрабатываются в электронном устройстве, как показано ниже.
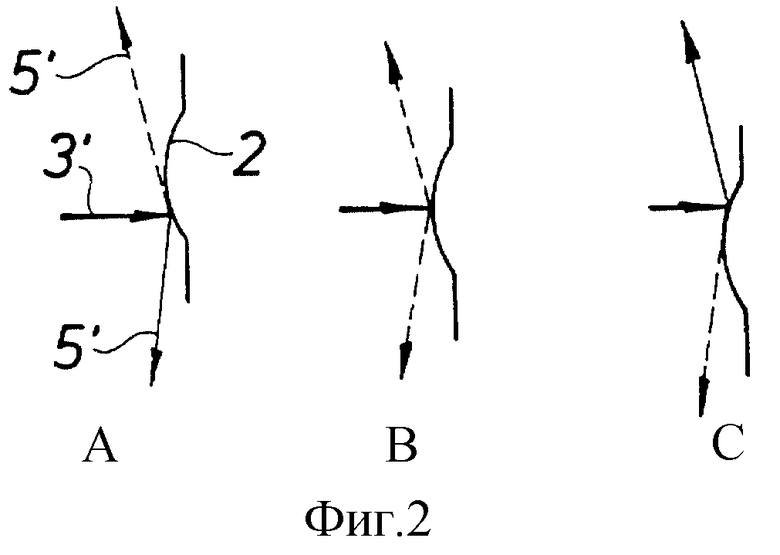
Фиг. 2A-C иллюстрируют в схематичном виде, как свет 3' от лазера 3 в виде отраженного света 5' направляется в два фотодетектора 5 при пересечении линии сгиба 2. На фиг. 2A первая часть или "поднимающаяся" часть линии сгиба 2 попадает под лазерный свет 3'. В соответствии с обычными законами оптического отражения отраженный свет 5' отражается в направлении более низко расположенного фотодетектора 5, а не в направлении верхнего фотодетектора. На фиг. 2B показано, что лазерный свет попадает на вершину линии сгиба, и приблизительно одинаковое количество света отражается в направлении обоих фотодетекторов. На фиг. 2C показано, что линия сгиба, наконец, передвинулась настолько, что последняя ее часть или "ниспадающая" часть попадает под лазерный свет; в этом случае больше света будет отражаться в направлении верхнего фотодетектора, а не в направлении нижнего фотодетектора.
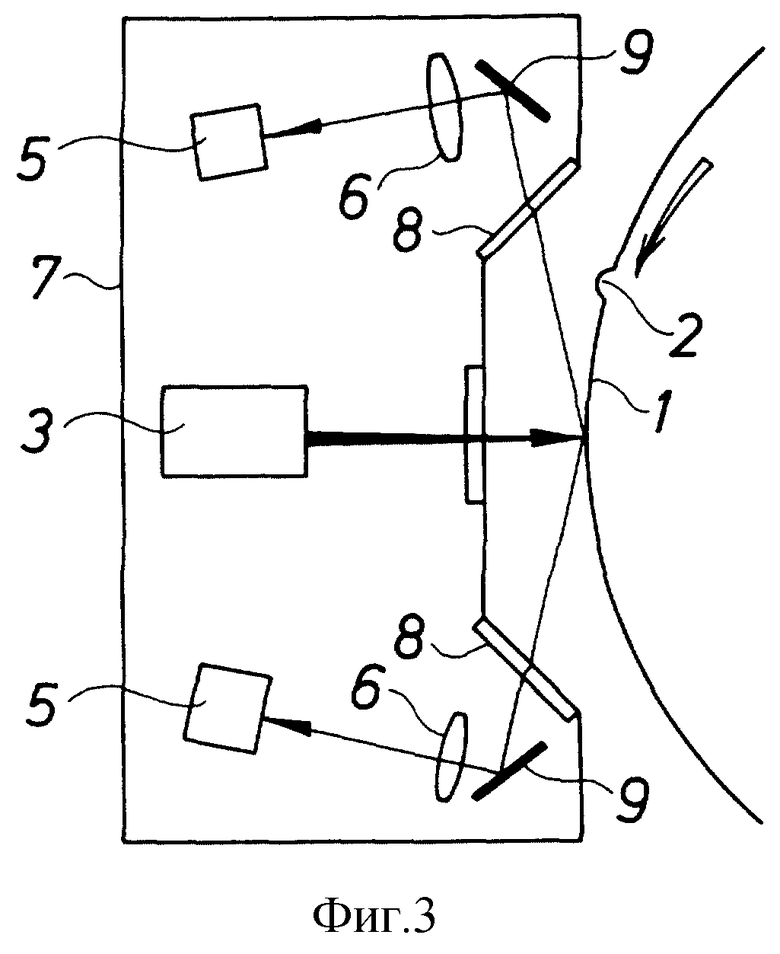
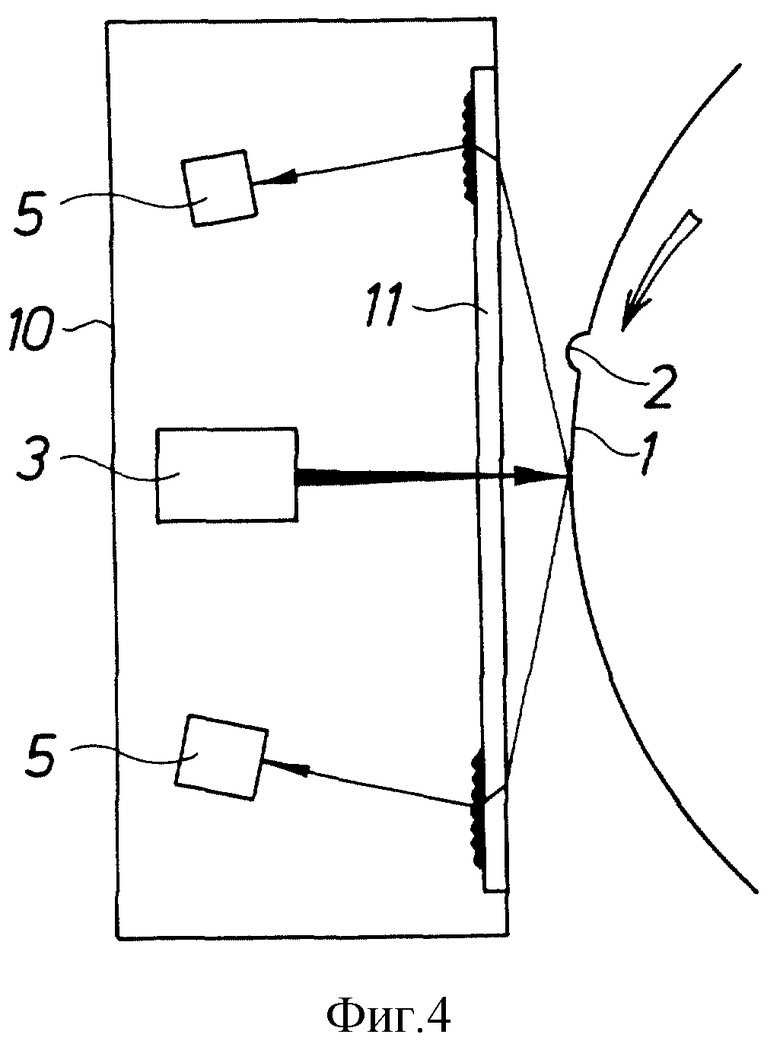
На фиг. 3 и фиг. 4 показаны упрощенно и схематично два примера конструкции оптической части устройства согласно изобретению.
Как видно на фиг. 3, различные средства, показанные на фиг. 1, а именно лазер 3, линза 4, фотодетекторы 5 и линзы 6, размещены в корпусе 7. Световые пучки, отраженные от упаковочного полотна 1, имеющего линию сгиба 2, входят в корпусе 7 через окна 8 и попадают на фотодетекторы 5 с помощью зеркал 9. В конкретном случае корпус 7 может находиться на расстоянии 12 мм от упаковочного полотна 1.
В варианте изобретения, соответствующем фиг. 4, лазер 3 и фотодетекторы 5 размещены в корпусе 10, где для фокусировки и собирания света используется голографический оптический элемент 11. Преимущество такого решения состоит в том, что получается очень компактное оптическое устройство или детектор и требуется только несколько оптических элементов. Таким образом, это техническое решение хорошо подходит при изготовлении большого количества приборов.
В других вариантах в оптическом устройстве или детекторе возможно использование призм, френелевой оптики или световодов.
Достаточно трудно определить точное положение детектируемой линии сгиба с помощью электрических сигналов от двух фотодетекторов 5. Сигналы содержат много шума, особенно от бумажной структуры, кроме того, линия сгиба просто не определены, имеют различные размеры и в некоторых случаях несимметричны. Измеряемые сигналы также зависят от качества используемой бумаги.
Электрические сигналы от двух фотодетекторов 5 обрабатываются с помощью электронных средств. Очевидно, что электронное оборудование для этой обработки сигналов может быть выполнено в различных вариантах, а конкретное устройство будет рассмотрено подробно ниже со ссылкой на фиг. 6.
Первый этап при обработке сигнала заключается в формировании разностного сигнала из сигналов от двух фотодетекторов 5 для уменьшения шума, обусловленного структурой бумаги. Дальнейшее снижение уровня шума достигается на последующем этапе, на котором формируется сигнал, соответствующий отношению вышеупомянутого разностного сигнала и суммы сигналов от двух фотодетекторов.
Даже после выполнения этих операций сигнал линии сгиба содержит довольно много шума и едва ли содержит сколько-нибудь ясный и легко различимый профиль, который можно выделить. Однако оказывается, что все сигналы линий сгиба имеют определенные общие характерные черты в своем внешнем виде. А именно сигнал линии сгиба обычно имеет форму наклонной буквы N, где расстояние между положительной вершиной и отрицательным нижним концом, т.е. между двумя экстремумами сигнала линии сгиба, зависит от ширины линии сгиба, а именно в практически используемом случае составляет 1,8 мм.
Это означает, что возможно с помощью метода корреляции установить положение линии сгиба с очень высокой точностью. Все измерения, полученные при прохождении линии сгиба, используются в методе корреляции. В этом случае может быть уменьшен шум.
Основной принцип метода корреляции состоит в том, что получаемый измерительный сигнал сравнивается с опорным сигналом, который хранится в электронном устройстве, и что вычисляется корреляция между измерительным сигналом и опорным сигналом. В методе корреляции могут использоваться различные алгоритмы. Алгоритм, выбранный здесь, дает в результате коэффициент корреляции, который равен нулю или отрицательный, если корреляция не обнаружена, а если корреляция существует, то коэффициент корреляции положительный. Максимальная корреляция наблюдается, когда корреляционная кривая или корреляционный сигнал достигает максимума.
В данном случае, по сути, непрерывный измерительный сигнал снимается с определенными интервалами. Полученный измерительный сигнал сравнивается или коррелируется в электронном устройстве, в котором хранится опорный сигнал. Корреляционный сигнал будет иметь максимум, когда измерительный сигнал в наиболее возможной степени соответствует опорному сигналу. Вследствие того, что существует длина опорной области, вершина корреляционного сигнала будет смещена во времени относительно измерительного сигнала, положение максимума корреляционного сигнала дает расстояние до центра линии сгиба, вычисленное исходя из ряда измерений.
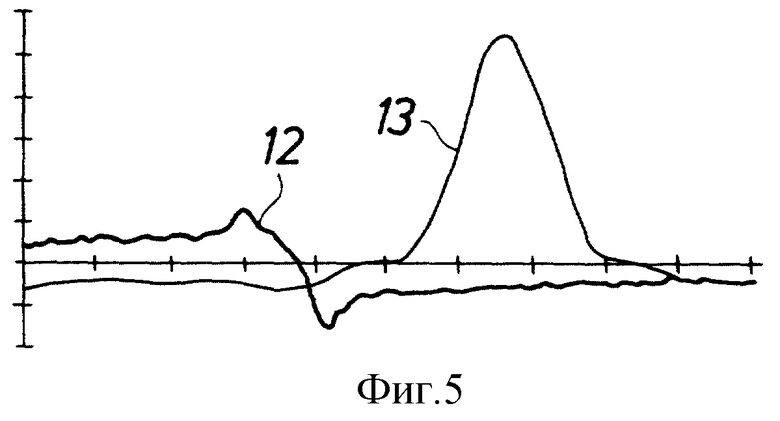
Внешний вид измерительного сигнала или сигнала линии сгиба 12 и корреляционного сигнала 13, смещенного по времени относительно него, показан графически на фиг. 5. В практическом варианте изобретения мерный ролик, связанный с упаковочным полотном 1, подает на электронное устройство измерительные импульсы или синхронизирующие импульсы. Длина продвижения между импульсами определяется равной 80 мкм (но может изменяться при желании), она соответствует расстоянию между центром реальной линии сгиба на упаковочном полотне 1 и выходным сигналом сигнального процессора, указывающим линию сгиба, равному 2,88 мм.
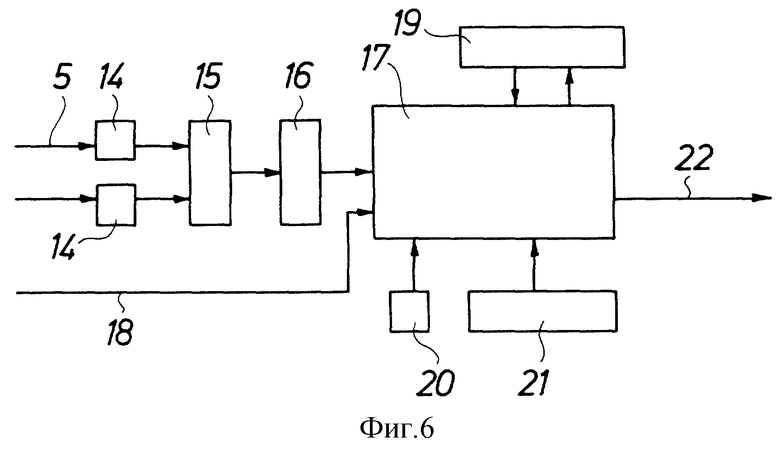
Ранее указывалось, что обработка сигнала может производиться в каком-нибудь электронном устройстве, и специалист в данной области техники может найти для этого различные технические решения. На фиг. 6 показан один пример блок-схемы устройства, подходящего для этой цели.
Сигналы с каждого из двух фотодетекторов 5 подаются на S/H блок 14 ("выборка и хранение"), далее на общий мультиплексор 15 и аналого-цифровой преобразователь 16 и, наконец, в процессор 17 цифрового сигнала. Импульсы 18 от мерного ролика упаковочного полотна также подаются на этот блок 17, RAM (ОЗУ) 19, осциллограф 20 и EPROM (стираемое программируемое ПЗУ) 21 также подключены к этому блоку 17. Сигнал 22, соответствующий детектируемой линии сгиба, выводится из блока 17.
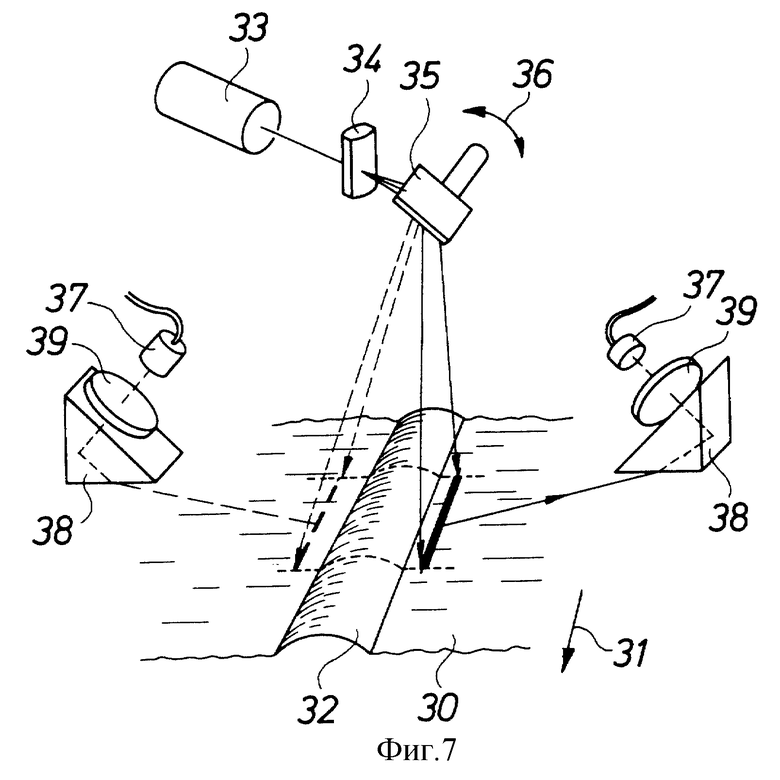
На фиг. 7 цифровая позиция 30 обозначает упаковочное полотно, которое перемещается в направлении стрелки 31, каким способом - не опасно. Упаковочное полотно 30 имеет продольную линию сгиба 32, положение которой в поперечном направлении требуется определить с большой точностью. В отношении сведений, касающихся свойств упаковочного полотна и линии сгиба, следует обращаться к вышеизложенному описанию.
Светодиод 33 или аналогичный источник света направляет свой свет через линзу 34 (или систему линз) - для получения светового пучка щелевидной формы - на зеркало 35, которое, как обозначено стрелкой 36, совершает колебательное перемещение с высокой частотой, например, несколько кГц, так что определенная область упаковочного полотна 30 сканируется пучком света за счет его быстрого колебательного смещения.
Свет, отраженный вследствие этого от упаковочного полотна 30, имеющего линию сгиба 32, детектируется с помощью фотодетекторов или фотодиодов 37, на которые свет попадает и фокусируется с помощью призм 38 и линз 39. Датчики, состоящие из фотодетекторов 37, призм 38 и линз 39, расположены в поперечном направлении по отношению к упаковочному полотну.
Сигналы, полученные с фотодетекторов 37, обрабатываются с помощью электронных средств аналогичным образом, как уже было описано выше со ссылками на фиг. 1-6.
Следует заметить, что призмы могут быть использованы и в вариантах изобретения, соответствующих вариантам, показанным на фиг. 3 и фиг. 4, в которых детектируются поперечные линии сгиба.
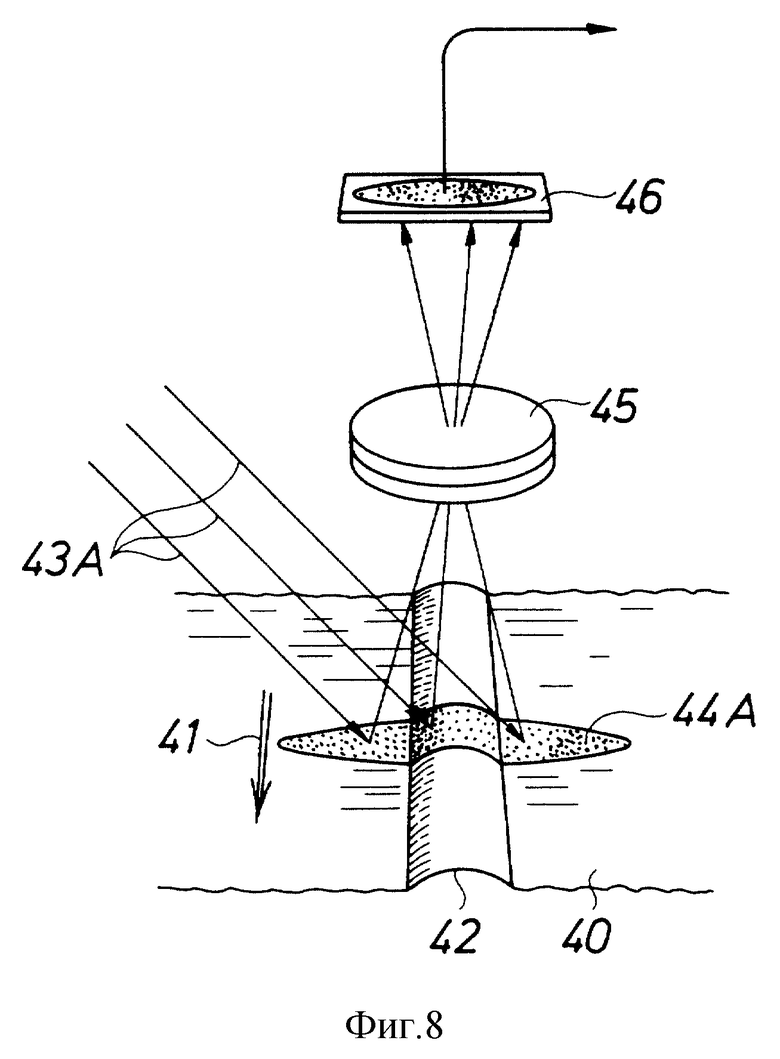
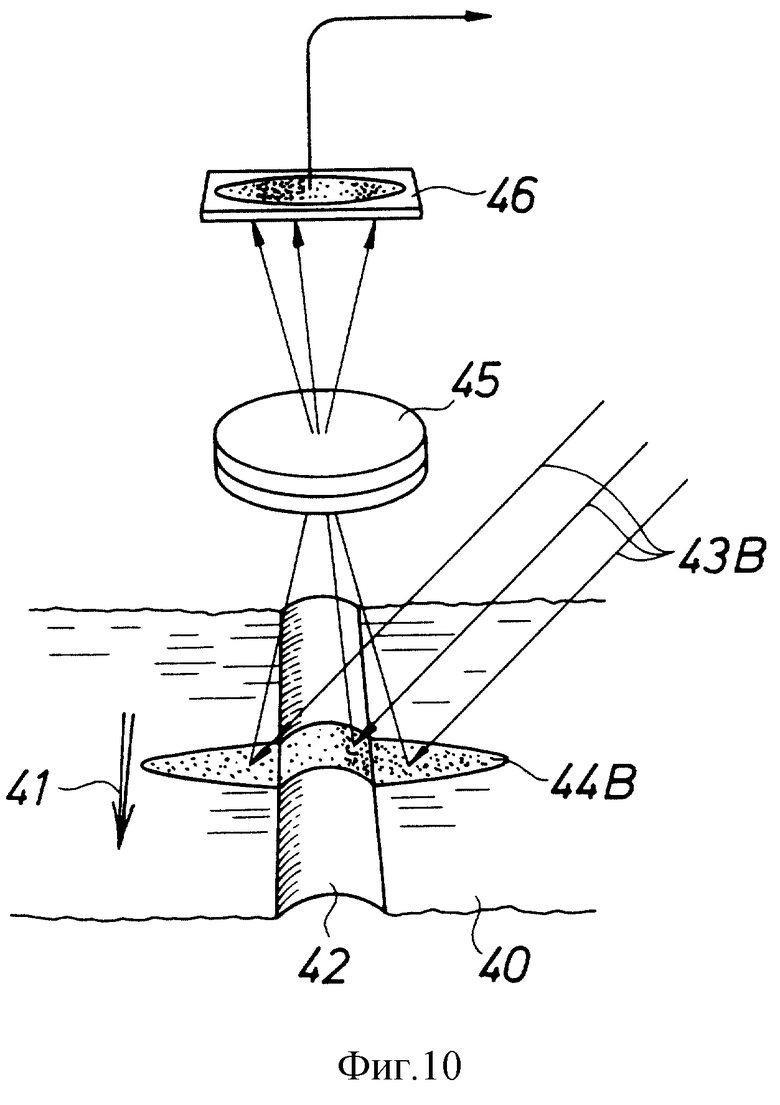
Другой вариант осуществления изобретения для детектирования продольной линии сгиба показан на фиг. 8 и фиг. 10. Эти фигуры следует рассматривать вместе, они иллюстрируют два рабочих режима. Упаковочное полотно 40 совершает перемещение в направлении, обозначенном стрелкой 41, каким образом - не описано. Упаковочное полотно 40 имеет продольную линию сгиба 42, положение которой в поперечном направлении требуется определить с большой точностью. И опять, в отношении сведений, касающихся свойств упаковочного полотна и линии сгиба, ссылка делается на вышеприведенное описание.
В отличие от всех ранее рассмотренных вариантов, в которых свет падает перпендикулярно упаковочному полотну, в этом случае свет падает наклонно к упаковочному полотну 40 с двух направлений, перпендикулярных направлению перемещения полотна. На фиг. 8 свет 43А от источника света ( не показан), предпочтительно светодиодов, падает слева наклонно на область, включающую линию сгиба 42, а на фиг. 10 свет 43В от соответствующего источника света падает наклонно справа на ту же самую область. Углы падения света на бумагу могут быть около 50o. Свет с двух направлений может подаваться попеременно с очень большой частотой, возможно, несколько кГц.
Световые области 44A и 44B, соответственно возникающие на упаковочном полотне 40, предпочтительно имеют форму щелевидную или эллипсоидную, вытянутую в поперечном направлении по отношению к направлению движения полотна и, следовательно, в поперечном направлении по отношению к продольной линии сгиба 42. Длина "щели" будет перекрывать ширину линии сгиба и некоторую область вне линии, т.е. "область сканирования". На практике длина щели может быть примерно 30 мм.
Отраженное изображение световых областей 44A и 44B попеременно попадает через линзы 45 (т.е. на практике, через систему линз) на фотодетектор 46. Этот фотодетектор может быть детектором матричного типа, предпочтительно, чтобы в нем непосредственно на кристалле интегральной схемы возможно было осуществлять обработку сигнала. Может также использоваться и обычная матрица ПЭС.
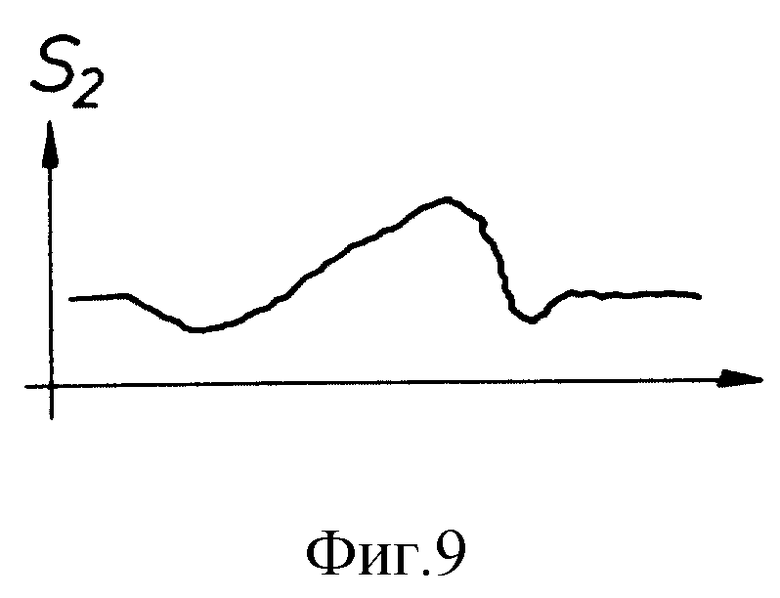
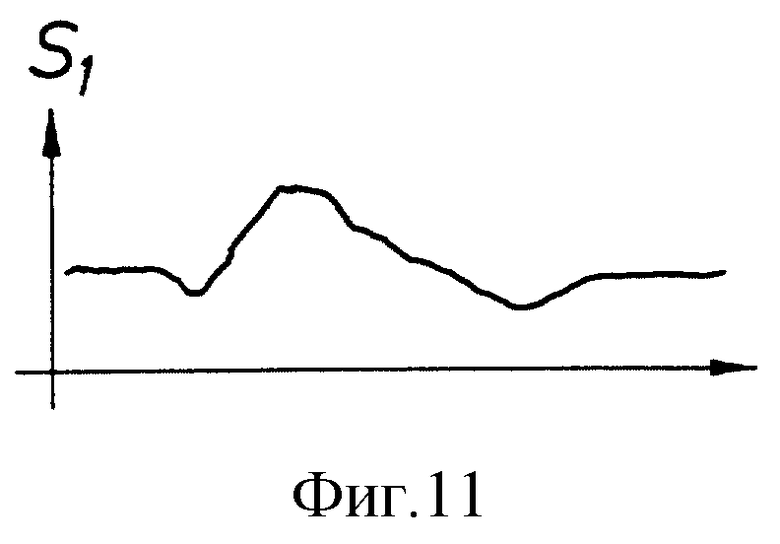
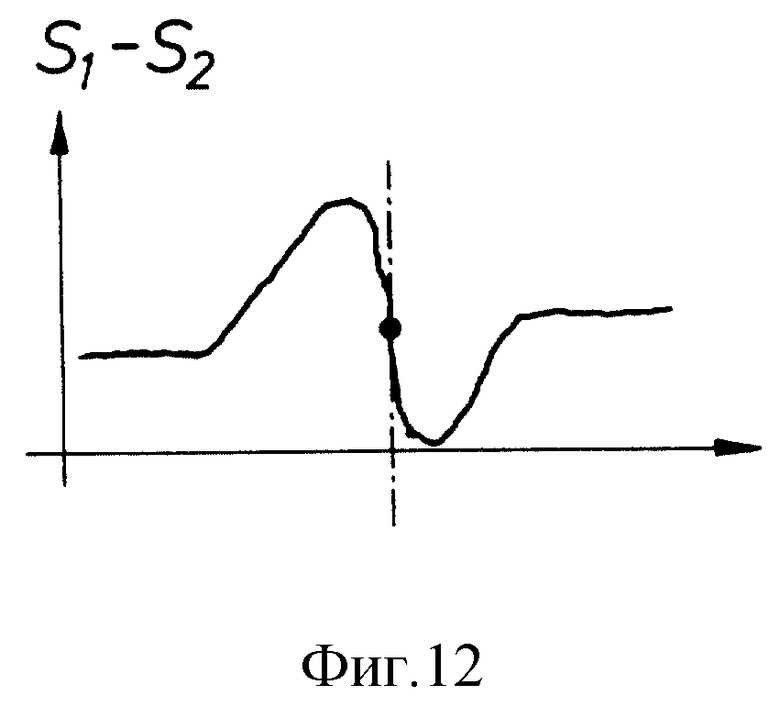
Сигнал или "картина", полученная с фотодетектора 46 при падении света слева на фиг. 8, может иметь вид, соответствующий фиг. 9, а соответствующий сигнал, полученный при падении света справа, соответствующий фиг. 10, может иметь вид, показанный на фиг. 11. Вычитая вышеупомянутый сигнал из этого последнего сигнала, может быть получен разностный сигнал, вид которого показан, например, на фиг. 12.
Для того, чтобы определить положение линии сгиба 42, теперь применяется тот же метод корреляции, который описан выше для случая поперечной линии сгиба.
В этой связи следует заметить, что электронные средства в случае поперечной линии сгиба так же, как и в случае продольной линии сгиба, могут быть "самообучающимися". Это означает, что сигналы от линии сгиба, поступающие друг за другом, добавляются к первоначальному опорному сигналу, так что последний (сигнал) благодаря этому постепенно будет приобретать все более лучший вид, соответствующий сигналам от действительной линии сгиба.
В варианте осуществления изобретения, проиллюстрированном на фиг. 8 и фиг. 10, свет поочередно, с высокой частотой, падает слева и справа. В качестве альтернативного варианта можно иметь две схемы, расположенные близко друг к другу вдоль линии сгиба, одна из которых обеспечивает получение сигнала, соответствующего случаю падения света слева, а другая схема обеспечивает получение сигнала в случае падения света справа. Естественно, что благодаря этому источники света могут испускать непрерывный свет.
Варианты осуществления изобретения, описанные со ссылками на фиг. 7-12 для детектирования продольной линии сгиба, могут также в соответствующих частях использоваться в качестве альтернативы для вариантов осуществления изобретения, описанных со ссылками на фиг. 1-4 для детектирования поперечной линии сгиба.
Количество света, отраженного от фотодетекторов устройств, определяется:
- поглощением,
- показателем преломления,
- топографией поверхности,
глянцевитостью (т.е. микротопографическим параметром) упаковочного полотна или поверхности.
Если материал прозрачный, то будут влиять также оптические характеристики нижней поверхности.
Способ детектирования положения линии сгиба, согласно настоящему изобретению, минимизирует влияние изменения таких параметров, как поглощение, показатель преломления, микротопография и глянцевитость, а также изменения топографии вдоль линии сгиба. В сигнале будет полностью отражено только влияние изменения топографии поперек линии сгиба. т.е. формы самой линии сгиба.
Окончательная форма упаковки характеризуется изогнутыми желобками, сформированными на упаковочном материале, т.е. линиями сгиба. Если картина линий сгиба используется в качестве шаблона при обрезке, нанесении чего-либо или в других процессах, то определение их положения может быть выполнено с очень высокой точностью. В этом случае снижается количество брака и уменьшается величина возможных отклонений во внешних и функциональных параметрах упаковок.
Изобретение касается способа и устройства для детектирования положения поперечной линии сгиба на движущемся упаковочном полотне. Для этого свет, отраженный от полотна и излучаемый лазером, направленным перпендикулярно полотну, принимается фотодетекторами с двух направлений, или два наклонных световых пучка направляются на движущееся полотно с противоположных направлений и детектируются отраженные лучи по перпендикуляру к полотну, или световой пучок направляется перпендикулярно движущемуся полотну, а детектируется сначала первый отраженный луч под первым углом, а затем второй луч - под вторым углом. Электрический измерительный сигнал с фотодетекторов сравнивается в электронном сигнальном процессоре с опорным сигналом, который хранится в процессоре и является представлением эталонной линии сгиба. Линия сгиба определяется по максимуму корреляционного сигнала, который представляет собой результат расчета по установлению соответствия между измерительным и опорным сигналами. Изобретение позволяет упростить детектирование линии сгиба на упаковочном полотне. 4 с. и 16 з.п. ф-лы, 12 ил.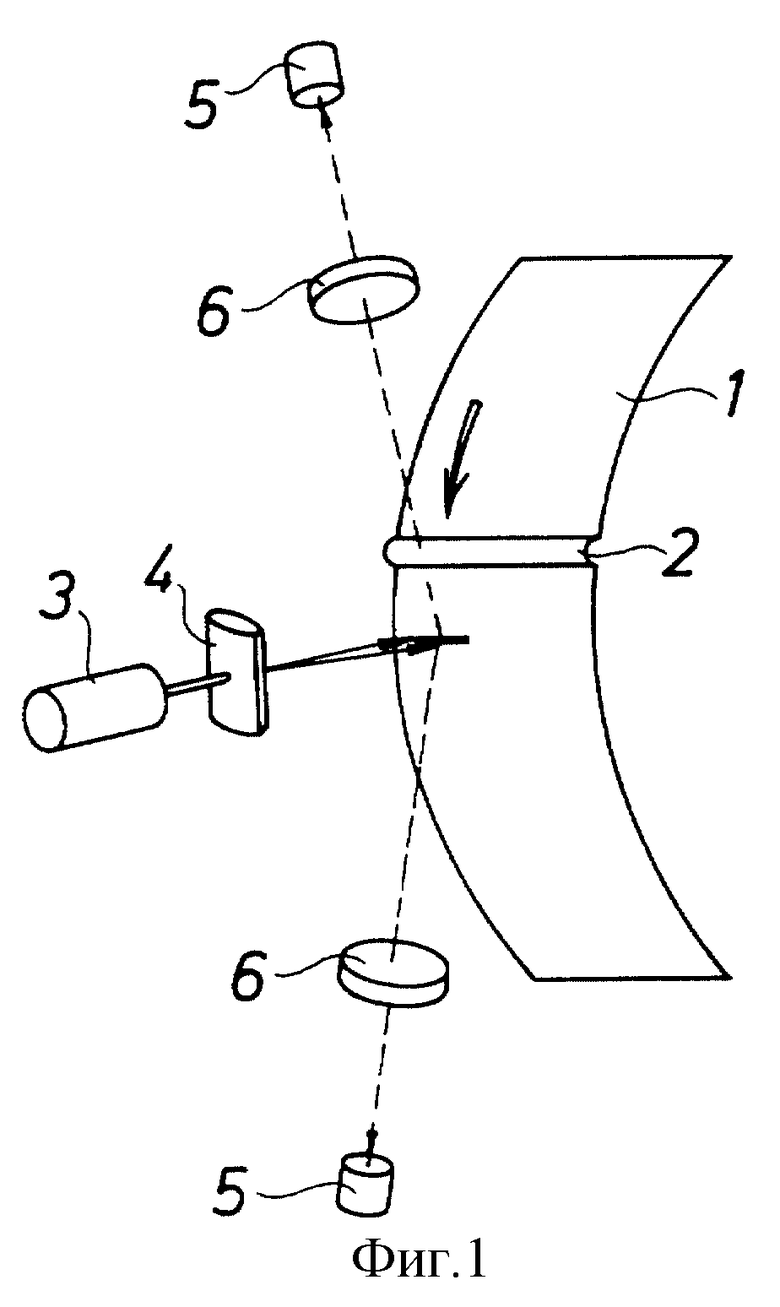
| US 3125265 A, 17.03.1964 | |||
| ПОДСТВОЛЬНЫЙ ГРАНАТОМЕТ | 1997 |
|
RU2117897C1 |
| Прибор для измерения качества поверхности изделия | 1981 |
|
SU1024708A1 |

