Область техники
Настоящее изобретение относится к способу и устройству для контролирования приводки между отпечатанным изображением и трехмерными структурами, например бигами и отверстиями, в упаковке. Настоящее изобретение также относится к способу, согласно которому указанное контролирование применяется при управлении повторными резками на полотне материала в движении.
Уровень техники
При изготовлении заготовок для разных типов упаковочных контейнеров полотно материала должно, на некотором этапе процесса преобразования, снабжаться индикациями сгиба, так называемыми бигами, и, возможно, также отверстиями, предназначенными для открывающих устройств. Заготовка, вырезанная из полотна, затем должна складываться вдоль бигов для формирования законченного упаковочного контейнера. В частности, это относится к полотну материала, состоящему из, или включающему в себя, слой бумаги или картона для изготовления многослойных упаковочных материалов, пригодных для упаковки жидких продуктов питания. Помимо бигов, лист материала также снабжается отпечатанными изображениями, и, таким образом, ряд биговальных устройств, часто роликов, координируется с печатной машиной. Чтобы законченный упаковочный контейнер приобрел желаемые внешний вид и конфигурацию, с правильно расположенным отпечатанным изображением, важно, чтобы отпечатанное изображение, биги и возможные отверстия правильно располагались относительно друг друга на полотне материала. При последующем формировании упаковок важно, чтобы отпечатанный шаблон, складки и отверстия находились в правильных взаимных отношениях или совмещении, чтобы не нарушать функцию последующей машины заполнения, и чтобы отпечатанный шаблон и биги оказывались в назначенных им положениях на законченной упаковке. В настоящее время эта точная регулировка отпечатанного изображения и бигов относительно друг друга происходит по существу вручную, когда печатная машина готова к запуску. В ходе работы обычно не производится никакого контролирования в отношении того, находятся ли отпечатанное изображение и биги в правильном отношении друг к другу, в результате чего многие упаковочные контейнеры могут отклоняться от упаковочной и наполняющей машины с более или менее неправильным согласованием между отпечатанным декоративным изображением и рисунком бигов, или отверстиями.
Биговальные линии проходят поперек, или по диагонали, или, альтернативно, вдоль направления перемещения листа материала, и позиции отверстий (при наличии) могут опционально располагаться между биговальными линиями.
Отверстия, предназначенные для открывающих устройств, можно проделывать в полотне материала разными способами. Традиционно, отверстия механически пробивают в такой же операции или в операции, аналогичной той, в которой полотно материала снабжается индикациями сгиба. Согласно более современной технологии, отверстия вырезаются в операции, следующей за преобразованием полотна материала, где это преобразование приводит к формированию многослойного упаковочного материала.
Сущность изобретения
Задачей настоящего изобретения является облегчение мониторинга и контролирования приводки между отпечатанным изображением и трехмерными структурами, например бигами и/или отверстиями, и осуществление корректировок при необходимости. Это осуществляется непрерывно в ходе работы. Кроме того, осуществляется использование одного и того же оборудования для идентификации позиции отпечатанного изображения и бигов/отверстий. Отверстия можно механически пробивать или формировать с использованием другого подходящего перфорационного оборудования.
Для идентификации трехмерных структур, в частности бигов, а также отверстий (при наличии), и регистрации их позиций осуществляется использование триангуляционной технологии. Согласно настоящему изобретению осуществляется использование источника сфокусированного света высокой интенсивности, например лазерного источника света или СИД (светодиода), и камеры, которая образует соответственно фиксированный угол, например, 45°. Источник сфокусированного света, предпочтительно лазер, испускает пучок к полотну, причем линейный пучок проецируется как линия на поверхности полотна материала, причем эта линия проекции отклоняется на биге или отверстии, поскольку биг выступает вверх или вниз относительно остального полотна материала и поскольку отверстие представляет отсутствие материала. Отклонение линии проекции регистрируется камерой и с помощью зарегистрированного изображения можно вычислить позицию и геометрию бига таким же образом, как можно определить позицию и геометрию отверстия. Это называется измерением в трех измерениях (3D).
Помимо биговальных линий и возможных отверстий, согласно настоящему изобретению, также производится измерение позиции отпечатанных, контрастных приводочных меток, которое происходит посредством измерения, которое можно описать как происходящее в двух измерениях (2D). Приводочные метки указывают позицию отпечатанного изображения. При измерении приводочной метки осуществляется использование диспергированного, рассеянного света, что, предпочтительно, происходит за счет отражения света от лазерной линии, менее предпочтительно, от другого источника света, чтобы получать изображение приводочной метки в то же время, когда определяются позиция и геометрия бига или отверстия. Когда лазерный пучок или лазерная линия отражается к поверхности полотна материала, его свет диспергирует под разными углами к поверхности в диффузном, несфокусированном режиме. Диспергированный свет отличается от сфокусированного света, который, например, поступает непосредственно из лазерного источника света и образует параллельный пучок и не диспергирует. Когда сфокусированный свет достигает матовой, не сильно отражающей поверхности, например поверхности бумаги, он отражается в плоскости поверхности бумаги, благодаря чему она будет освещаться по большей площади. Строго сфокусированный свет от лазерного источника света также рассеивается на поверхности бумаги подобным образом, и по этой причине диспергированный, рассеянный свет также формируется из лазерного пучка, который проецируется как линия на поверхности полотна материала. Дисперсия света максимальна на поверхности материала, если материал состоит из бумаги или картона, но также происходит на других поверхностях. В частности, такая дисперсия света происходит аналогичным образом на поверхности бумаги, покрытой пластиком, поскольку слой пластика тогда действует как линза, которая позволяет пропускать падающий свет дальше вниз к нижележащей поверхности бумаги. Благодаря использованию диспергированного света из отраженной лазерной линии дополнительный источник света не требуется для двухмерного измерения, что позволяет упростить измерительное устройство и способ измерения. Термин «сильно отражающая поверхность» применяется здесь для обозначения блестящих металлических поверхностей и поверхностей, выступающих в роли зеркала.
Посредством обоих раскрытых выше одновременных измерений в 3D и 2D, соответственно, можно в одном и том же изображении устанавливать, соответствует ли расстояние от приводочной метки до по меньшей мере одной биговальной линии и/или пробитого отверстия заданному значению. Если измерение значения не соответствует заданному значению, происходит взаимная регулировка инструмента для образования бигов, любого возможного устройства перфорации и печатной машины. Оба измерения можно проводить одновременно даже при относительно больших расстояниях между отпечатанной меткой 3 и биговальной линией 2, например, вплоть до длины одного повторяющегося элемента в печатной машине, в частности, длины упаковки, даже если разрешение и точность в обоих изображениях приводочной метки и биговальной линии, соответственно, будет, естественно, тем выше, чем меньше расстояние между ними.
Таким образом, согласно одному аспекту изобретение относится к способу контролирования приводки между приводочной меткой и по меньшей мере одной трехмерной структурой в полотне материала для упаковочных контейнеров, при этом согласно способу сфокусированный пучок света располагают в направлении пересечения с указанной структурой, причем структуру идентифицируют путем триангуляции в трехмерном измерении, а приводочную метку регистрируют путем двухмерного измерения в диспергированном свете из источника света.
Предпочтительно, приводочную метку регистрируют путем двухмерного измерения с использованием диспергированного света, который возникает вследствие отражения света сфокусированного пучка света на поверхности полотна материала.
Сфокусированный пучок света предпочтительно является лазерной линией.
Измерения предпочтительно осуществляют с помощью лазера, расположенного под углом относительно камеры, расположенной прямо над измеряемой областью, и расстояние между приводочной меткой и трехмерной структурой устанавливают путем анализа изображений.
Результаты анализа совокупности изображений, взятых в быстрой последовательности на одной и той же паре приводочной метки и трехмерной структуры, предпочтительно используют для получения статистического среднего значения фактического расстояния между приводочной меткой и указанной структурой.
Трехмерная структура предпочтительно состоит из бига или отверстия.
Статистическое среднее значение предпочтительно сравнивают с заданным желаемым значением и скоростью инструмента для образования бигов, и устройство выполнения отверстий и/или печатную машину регулируют, если измеренное значение отличается от заданного значения на определенную величину, причем величину изменения скорости определяют как разность между измеренным значением и заданным значением.
Устройство выполнения отверстий предпочтительно состоит из перфоратора.
Измерение предпочтительно производят на одном из совокупности параллельных полотен, при этом во время фазы точной настройки измерения производят последовательно на всех полотнах для идентификации разных типов полотен и характеристики расстояния между приводочной меткой и трехмерной структурой для каждого полотна.
Согласно другому аспекту изобретение относится к устройству для контролирования приводки между приводочной меткой и по меньшей мере одной трехмерной структурой полотна материала для упаковочных контейнеров согласно способу по любому из предыдущих пунктов, при этом устройство содержит лазер и камеру, расположенные под углом относительно друг друга.
Указанный угол предпочтительно равен примерно 45°.
Лазер и камера предпочтительно установлены на общем кронштейне, причем кронштейн установлен в направляющей с возможностью перемещения.
Лазер и камера предпочтительно подключены к компьютеру для управления, регистрации и анализа изображений, причем компьютер также используется для управления скоростью инструмента для образования бигов/перфорационного инструмента и печатной машины.
Камера предпочтительно состоит из камеры на ПЗС.
Согласно еще одному аспекту изобретение относится к способу управления позицией блока, оказывающего повторяющееся воздействие на полотно материала, при этом согласно способу указанной позицией блока управляют с использованием указанного выше способа контролирования приводки.
Позицию приводочной метки предпочтительно принимают в качестве исходной точки, от которой измеряется позиция желаемого выреза.
Измерение позиции для приводочной метки предпочтительно корректируют согласно изменению предварительно измеренного расстояния между оттиском и трехмерной структурой.
Блок для операции вырезания предпочтительно состоит из блока лазерной резки.
Идентификацию приводочной метки предпочтительно используют для управления конфигурацией, размером и позицией выреза.
Согласно еще одному аспекту настоящего изобретения предложен способ управления позицией блока для повторяющегося вырезания из полотна материала, согласно которому указанной позицией блока управляют с использованием указанного выше способа контролирования приводки.
Таким образом, согласно данному аспекту настоящего изобретения измеренная позиция приводочной метки, кроме того, используется для управления устройством для вырезания отверстий, перфорации и т.п. в операции, следующей за преобразованием полотна материала. Согласно этому аспекту отверстия вырезаются или перфорации производятся посредством лазера, согласно известной технологии, вместо механического формирования отверстий в связи с операцией образования бигов. При использовании этого режущего устройства рисунок повторяющихся отверстий создается в движущемся полотне материала, причем эти отверстия, например, предназначены для формирования части открывающего устройства в законченной упаковке.
Согласно настоящему изобретению измерение приводочной метки можно, таким образом, применять как для управления, чтобы биги появлялись в правильной позиции, так и для управления инструментом, который оказывает некоторое воздействие на полотно материала. На основании позиции отпечатка можно, таким образом, гарантировать, что биги находятся в правильной позиции и что возможные отверстия или перфорации оказываются в правильной позиции.
Для анализа изображений в соответствии с вышеизложенным, идентификации типа упаковки на основании приводочной метки и осуществления возможных корректировок инструмента для образования бигов, устройства перфорации и/или печатной машины осуществляется использование компьютера. В этом случае на компьютере обычно вводятся заданные значения текущих расстояний, подлежащих измерению для конкретного типа упаковки, причем тип упаковки идентифицируется с помощью приводочной метки и позиций любых возможных бигов.
Другие задачи и преимущества настоящего изобретения станут очевидными для специалиста в данной области из нижеследующего подробного описания предпочтительных в настоящее время вариантов осуществления.
Краткое описание чертежей
Ниже настоящее изобретение будет описано более подробно с помощью предпочтительных в настоящее время вариантов осуществления и со ссылкой на прилагаемые чертежи. На прилагаемых чертежах:
фиг.1 - вид в перспективе, схематически иллюстрирующий принцип измерения согласно настоящему изобретению;
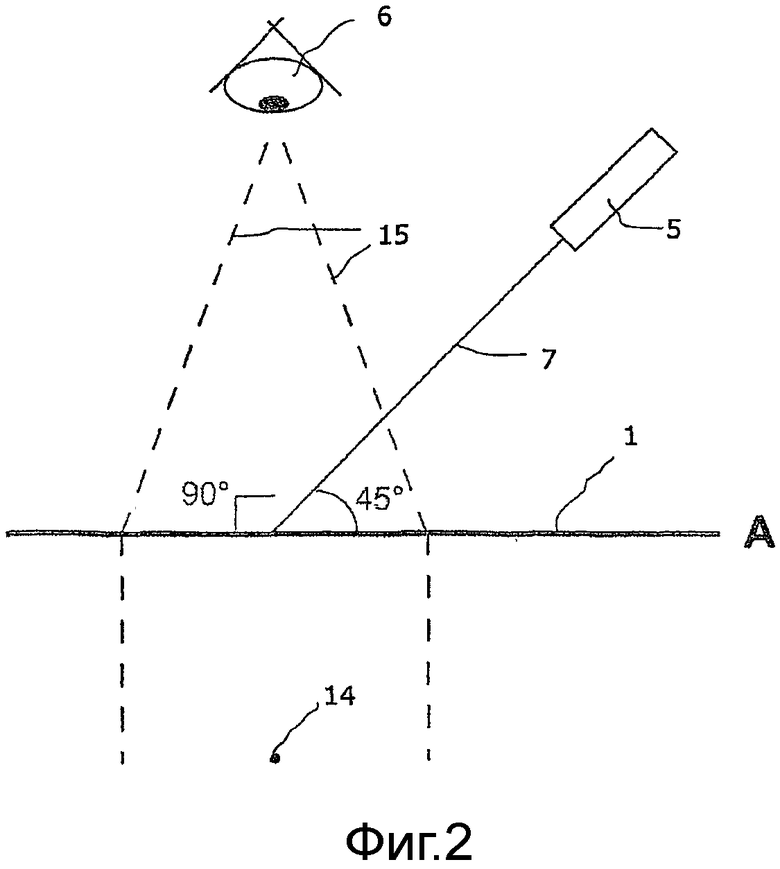
фиг.2 - вид сбоку, схематически иллюстрирующий соответствующий принцип измерения;
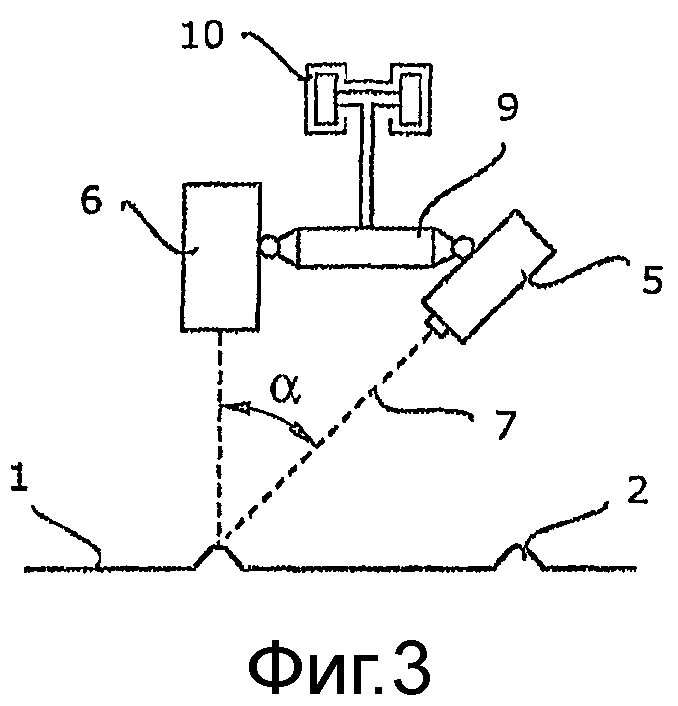
фиг.3 - упрощенный вид сбоку одного примера измерительного устройства согласно настоящему изобретению;
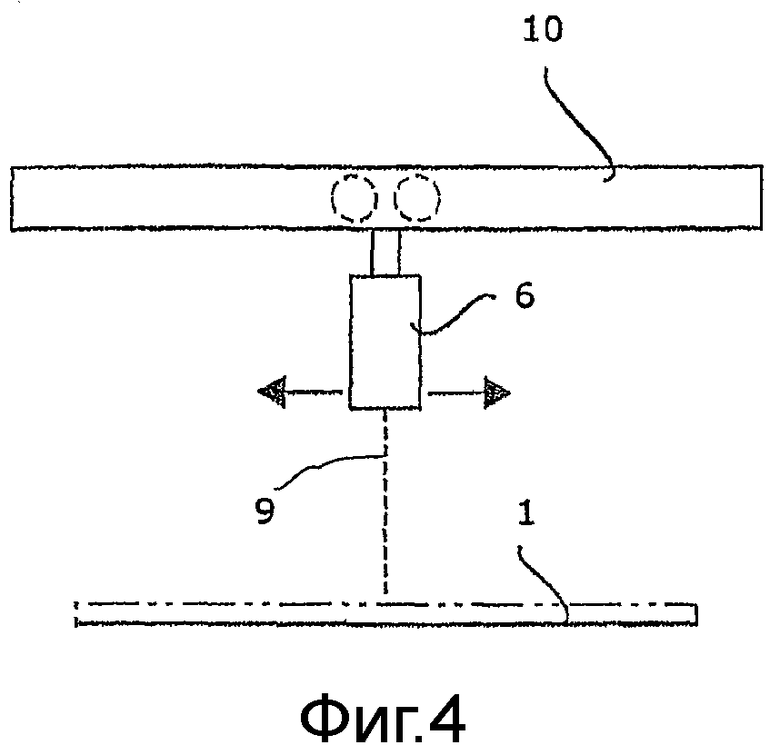
фиг.4 - вид сбоку измерительного устройства согласно фиг.3; и
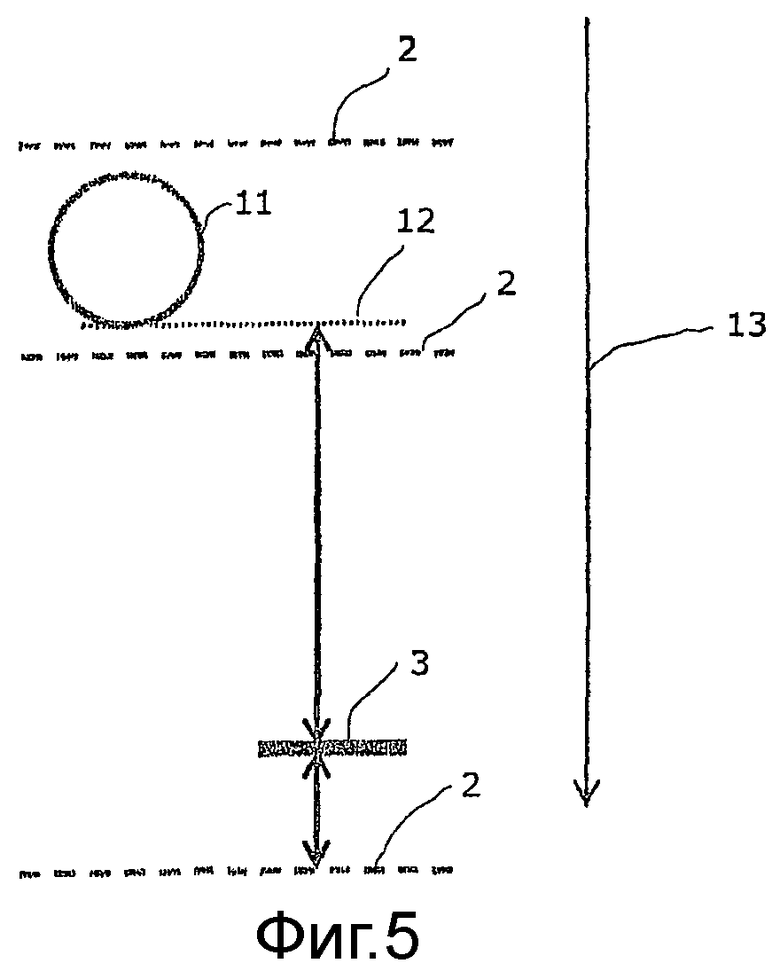
фиг.5 - упрощенная схема, иллюстрирующая управление, например, устройством лазерной резки.
Подробное описание предпочтительных вариантов осуществления
Согласно чертежам, до того, как полотно материала 1, из которого формируются упаковочные контейнеры для пищевых продуктов и т.п., оказывается в позиции измерения согласно настоящему изобретению, оно проходит через инструмент для образования бигов и печатную машину, в инструменте для образования бигов, биги или биговальные линии 2 формируются вдоль или поперек направления перемещения листа материала 1. Упаковки будут складываться по этим биговальным линиям 2, что образует трехмерную структуру. В печатной машине текст и/или изображения печатаются на полотне материала 1, причем печать изменяется в зависимости от внешнего вида законченной упаковки. Печать включает в себя так называемые приводочные метки 3, которые позволяют отслеживать и управлять позицией печати. Приводочную метку 3 можно формировать разными способами, например, для идентификации различных упаковок и заданного расстояния до бигов 2. Приводочная метка, предпочтительно, формируется с контрастирующими панелями и образует двухмерную структуру. Обычно, внешний вид разных приводочных меток хранится на компьютере, который используется для идентификации.
Полотно материала 1 часто имеет несколько параллельных частичных полотен, которые могут предназначаться для одного и того же типа упаковочных контейнеров или для разных типов упаковочных контейнеров.
При измерении и анализе согласно настоящему изобретению лазерная линия 4 ориентирована в направлении перемещения полотна материала, как показано на фиг.1 и 2, для измерения поперечных биговальных линий. Также можно располагать лазерную линию поперек направления перемещения, если требуется измерять продольные биговальные линии. Лазерная линия проходит по меньшей мере по одной биговальной линии и одной отпечатанной приводочной метке.
В примере, показанном на фиг.2, облучение с помощью лазерной линии 4 происходит под углом 45° относительно полотна материала 1. Прямо над областью, где лазерная линия 4 сформирована на полотне материала, располагается камера 6 для воспроизведения отклонения спроецированной лазерной линии, обусловленного присутствием бигов или других трехмерных структур, например отверстий, на полотне. Камера 6 может быть, например, камерой на ПЗС (приборах с зарядовой связью). Таким образом, лазер 5 предназначен для испускания лазерного пучка 7 под углом 45° к полотну материала 1. Лазерная линия 4 прерывается на бигах 2, что регистрируется как изменение воспринимаемой линии 8 камерой 6, что обозначено на фиг.1 пунктирными линиями. Для восприятия и регистрации бига 2 не имеет значения, производится ли измерение со стороны впадины, как показано на фиг.1, или со стороны выпуклости. Регистрируется только изменение воспринимаемой линии 8. На фиг.2 точка 14 обозначает позицию лазерного пучка 7, воспринимаемого камерой 6. Благодаря использованию диспергированного, рассеянного света, который возникает, когда свет от лазерной линии 4 отражается на поверхности полотна материала, приводочная метка 3 также облучается, и, кроме того, получается двухмерное изображение приводочной метки 3 в камере 6, что также обозначено пунктирными линиями для воспринимаемой линии 8 на фиг.1.
Благодаря использованию камеры 6 воспринимается более обширная область, что показано на фиг.2 пунктирными линиями 15. Таким образом, приводочная метка 3 и биговальные линии 2 оказываются в одном и том же изображении, что позволяет получить фактическое расстояние между приводочной меткой 3 и складчатой линией 2 путем анализа изображений. Обычно при каждом прохождении соответствующей приводочной метки 3 и биговальной линии 2 делают несколько изображений, из которых вычисляют статистическое среднее значение расстояния. Тогда это среднее значение будет значением, которое задается для расстояния между приводочной меткой 3 и биговальной линией 2 для каждой упаковки. Эти точки на приводочной метке 3 и биговальных линиях 2, на основании которых измеряется расстояние, могут меняться, но должны быть строго заданы в каждом отдельном случае. Например, можно измерять расстояние от центра бига 2 до центра приводочной метки 3.
Компьютер (не показан) подключен к лазеру 5 и камере 6, а также к регулировочным устройствам для инструмента для образования бигов и печатной машины. Кроме того, в компьютере хранится текущая информация для разных типов упаковки, причем эта информация извлекается, когда соответствующее полотно материала 1 идентифицируется, с помощью приводочных меток, посредством ручного ввода или иными средствами. Компьютер также выполняет анализ изображений и расчеты, которые осуществляются на основании этого анализа. Поскольку разные части компьютера сами по себе не являются уникальными, они не будут дополнительно описаны в данном раскрытии.
Приводочную метку 3, которая обычно печатается темным цветом, также можно регистрировать, если она лежит на поверхности, где напечатан другой, более светлый цвет, чем регистрационный код, при условии наличия достаточного контраста между приводочной меткой 3 и поверхностью, снабженной оттиском. На практике, приводочную метку 3 можно воспринимать, если она не отпечатана на темной поверхности.
Согласно варианту осуществления, представленному на фиг.3 и 4, лазер 5 и камера 6 установлены в общем блоке. Лазер 5 и камера 6 установлены на общем кронштейне 9, который поддерживает лазер 5 и камеру 6 в заданных взаимных положениях. Кронштейн 9, в свою очередь, установлен с возможностью перемещения по направляющей 10. Кронштейн 9 может перемещаться благодаря колесам, катящимся по направляющей 10. Специалисту в данной области техники должно быть очевидно, что блок, который содержит лазер 5 и камеру 6, может располагаться по-разному в зависимости от требований к конструкции и подвижности. В наиболее общем случае двойные пары лазеров 5 и камер 6 располагаются на каждом кронштейне 9, где соответствующие блоки установлены под определенными углами относительно друг друга.
Во время первой точной настройки измерение происходит последовательно лист за листом на совокупности параллельных полотен, для регистрации любых возможных различий между полотнами. Как описано выше, как правило, имеется совокупность параллельных полотен, причем количество полотен часто варьируется от трех до десяти. После точной настройки измерение происходит постоянно на центральном полотне, поскольку соотношение этого полотна с остальными полотнами известно, и, таким образом, изменения в остальных полотнах можно легко вычислить. Первую точную настройку также можно использовать для идентификации соответствующего полотна и для извлечения из файла в компьютере желаемых заданных значений, которые применяются именно к этому полотну. Если статистическое среднее значение отклоняется от заданного, желаемого расстояния между приводочной меткой 3 и биговальной линией 2, на регулировочный механизм для инструмента для образования бигов и/или печатной машины поступает сигнал для регулировки скорости вращения каждого соответствующего блока. Таким образом, достигается автоматическая регулировка расстояния между приводочной меткой 3 и биговальной линией 2 в ходе работы.
Благодаря непрерывному измерению любые возможные отклонения регистрируются и могут быть быстро скорректированы. Кроме того, это осуществляется в замкнутом цикле. В результате, настоящее изобретение позволяет снизить допуск для расстояния между приводочной меткой 3 и биговальной линией 2 в десять раз по сравнению с традиционной технологией.
На некоторых типах упаковки отверстия проделываются или перфорации производятся в операции, следующей далее в линии преобразования для полотна материала. Предпочтительно, это происходит посредством лазерной резки согласно традиционной технологии. Эти отверстия и перфорации могут предназначаться для приема особых открывающих устройств, для приема соломинок для питья, для облегчения открывания упаковки и т.д. Важно, чтобы такие возможные отверстия и перфорации оказывались в правильной позиции относительно печати и биговальных линий.
Помимо описанного использования настоящего изобретения вышеописанную триангуляционную технологии можно, кроме того, применять для определения толщины листа материала и его положения в поперечном направлении при регулировке процесса преобразования согласно настоящему изобретению.
Согласно еще одному аспекту настоящего изобретения позиция и регистрация приводочной метки 3 используется для управления блоком, расположенным далее в линии преобразования, например блоком лазерной резки, для вырезания повторяющейся структуры, например отверстия 11 или перфораций, в полотне материала 1. Направление перемещения полотна материала 1 показано стрелкой 13 на фиг.5. При позиционировании блока лазерной резки исходной точкой, таким образом, является позиция приводочной метки 3 с поправками на изменение расстояния между печатью и бигами 2. Это позволяет размещать вырезаемую структуру, например отверстие 11, в правильной позиции относительно печати и бигов 2 упаковки. Формируя приводочные метки 3 разными способами, можно обнаруживать, нужно ли снабжать соответствующую упаковку отверстием 11, а также управлять конфигурацией и размером, которые должно иметь возможное отверстие 11. На фиг.5 схематически показано, как позиция 12, например, отверстия или другого выреза 11, определяется на основании приводочной метки 3 и ее соотношения с биговальными линиями 2.
Способ и устройство предназначены для контролирования приводки между приводочной меткой и трехмерной структурой в полотне материала для упаковочных контейнеров. Сфокусированный пучок света располагают в направлении пересечения с указанной структурой, структуру идентифицируют путем триангуляции в трехмерном измерении, а приводочную метку регистрируют путем двухмерного измерения в диспергированном свете из источника света. Способ и устройства могут быть использованы для управления блоком для повторяющегося вырезания или перфорации полотна материала, из которого формируются упаковки. Технический результат заключается в обеспечении возможности мониторинга и контролирования приводки между отпечатанным изображением и трехмерными структурами. 4 н. и 20 з.п. ф-лы, 5 ил.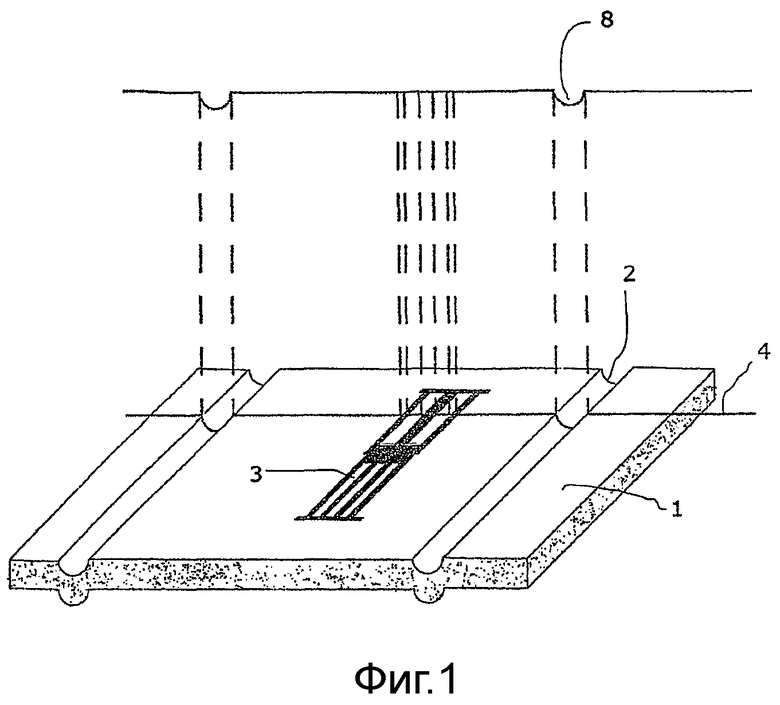
1. Способ контролирования приводки между приводочной меткой и по меньшей мере одной трехмерной структурой в полотне материала для упаковочных контейнеров, отличающийся тем, что сфокусированный пучок света располагают в направлении пересечения с указанной структурой, причем структуру идентифицируют путем триангуляции в трехмерном измерении, а приводочную метку регистрируют путем двухмерного измерения в диспергированном свете из источника света.
2. Способ по п.1, в котором приводочную метку регистрируют путем двухмерного измерения с использованием диспергированного света, который возникает вследствие отражения света сфокусированного пучка света на поверхности полотна материала.
3. Способ по п.1 или 2, в котором сфокусированный пучок света является лазерной линией.
4. Способ по п.3, в котором сфокусированный пучок света проецируется как линия на поверхности полотна материала.
5. Способ по п.3, в котором измерения осуществляют с помощью лазера, расположенного под углом относительно камеры, расположенной прямо над измеряемой областью, и расстояние между приводочной меткой и трехмерной структурой устанавливают путем анализа изображений.
6. Способ по п.5, в котором результаты анализа совокупности изображений, взятых в быстрой последовательности на одной и той же паре приводочной метки и трехмерной структуры, используют для получения статистического среднего значения фактического расстояния между приводочной меткой и указанной структурой.
7. Способ по пп.1, 2, 4 или 6, в котором трехмерная структура состоит из бига.
8. Способ по п.3, в котором трехмерная структура состоит из бига.
9. Способ по пп.1, 2, 4 или 6, в котором трехмерная структура состоит из отверстия.
10. Способ по п.3, в котором трехмерная структура состоит из отверстия.
11. Способ по п.6, в котором статистическое среднее значение сравнивают с заданным желаемым значением и скоростью инструмента для образования бигов, и устройство выполнения отверстий и/или печатную машину регулируют, если измеренное значение отличается от заданного значения на определенную величину, причем величину изменения скорости определяют как разность между измеренным значением и заданным значением.
12. Способ по п.11, в котором устройство выполнения отверстий состоит из перфоратора.
13. Способ по пп.1, 2 или 5, в котором измерение производят на одном из совокупности параллельных полотен, при этом во время фазы точной настройки измерения производят последовательно на всех полотнах для идентификации разных типов полотен и характеристики расстояния между приводочной меткой и трехмерной структурой для каждого полотна.
14. Устройство для контролирования приводки между приводочной меткой (3) и по меньшей мере одной трехмерной структурой (2) полотна материала (1) для упаковочных контейнеров согласно способу по любому из предыдущих пунктов, отличающееся тем, что оно содержит лазер (5) и камеру (6), расположенные под углом (а) относительно друг друга.
15. Устройство по п.14, в котором угол (а) равен примерно 45°.
16. Устройство по п.14, в котором лазер (5) и камера (6) установлены на общем кронштейне (9), причем кронштейн (9) установлен в направляющей (10) с возможностью перемещения.
17. Устройство по п.14, в котором лазер (5) и камера (6) подключены к компьютеру для управления, регистрации и анализа изображений, причем компьютер также используется для управления скоростью инструмента для образования бигов/перфорационного инструмента и печатной машины.
18. Устройство по п.14, в котором камера (6) состоит из камеры на ПЗС.
19. Способ управления позицией блока, оказывающего повторяющееся воздействие на полотно материала, отличающийся тем, что указанной позицией блока управляют с использованием способа по любому из пп.1-13.
20. Способ по п.19, в котором позицию приводочной метки (3) принимают в качестве исходной точки, от которой измеряется позиция (12) желаемого выреза (11).
21. Способ по п.20, в котором измерение позиции для приводочной метки (3) корректируют согласно изменению предварительно измеренного расстояния между оттиском и трехмерной структурой (2).
22. Способ по п.19, в котором блок для операции вырезания состоит из блока лазерной резки.
23. Способ по любому из пп.19-22, в котором идентификацию приводочной метки (3) используют для управления конфигурацией, размером и позицией выреза (11).
24. Способ управления позицией блока для повторяющегося вырезания из полотна материала, отличающийся тем, что указанной позицией блока управляют с использованием способа по любому из пп.1-6, 9-13.
| US 5767975 A, 16.06.1998 | |||
| US 2006032928 A1, 16.02.2006 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ ЛИКЕРОВ ДЛЯ ШАМПАНСКОГО | 0 |
|
SU151275A1 |
| Способ изготовления полупроводниковых приборов | 1990 |
|
SU1830156A3 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2001 |
|
RU2264920C2 |

