Настоящее изобретение относится к способу стерилизации упаковок, готовых к заполнению. Более точно, изобретение касается способа стерилизации закрытого контейнера, готового к заполнению, причем указанный контейнер образован первым однородным плоским листом и вторым неоднородным листом, имеющими по существу плоские внутренние стороны и с промежутком между ними.
Уже длительный период времени в области упаковки пищевых продуктов существует потребность в быстром способе стерилизации упаковочного материала без использования химических веществ. Более того, зачастую очень важно совсем отказаться от использования стерилизующих устройств в разливочных или иных наполнительных машинах, т.е. чтобы упаковку можно было простерилизовать заранее, еще на стадии изготовления материала. Если бы предварительно изготовленные упаковки имелись в достаточном количестве в различных местах заполнения упаковок продуктами с помощью наполнительных машин, то в этом случае наполнительные машины можно было бы изготавливать по более низкой цене и появилась бы возможность снизить инвестиционные расходы, поскольку меры предосторожности для асептического наполнения стали бы минимальными. Кроме того, использование подобных машин может снизить эксплуатационные расходы, что само по себе является большим достижением.
В настоящее время упаковочные материалы стерилизуют посредством их обработки паром, паром/конденсацией или перекисью водорода. В зависимости от типа упаковочного материала внутреннюю сторону упаковки можно стерилизовать с помощью перекиси водорода, в жидкой или газообразной фазе, ультрафиолетового света, в случае необходимости в комбинации с перекисью водорода, или с помощью ультрафиолетового, инфракрасного и видимого света в форме, которую обычно называют "импульсным светом". Однако полностью закрытую упаковку невозможно стерилизовать вышеописанным способом. В связи со стерилизацией упаковочных материалов была проведена серия испытаний по использованию бета- или гамма-излучения с целью дезактивации и/или уничтожения микроорганизмов и вирусов. Обычно предпочтение отдается бета-излучению (воздействием электронов), поскольку этот тип стерилизации является менее опасным и не является слишком дорогостоящим при его реализации.
Однако при воздействии электронов происходит преобразование кислорода воздуха в озон. Озон является сильным окислителем органических веществ, и присутствующий в упаковке озон вступает в реакцию с внутренней стенкой упаковочного материала, при этом продукты подобной реакции создают нежелательные остаточные запахи. Образование озона ограничивает диапазон продуктов, которые можно упаковывать с такой стерилизацией, то есть этот способ трудно использовать для чувствительных продуктов. В принципе, к такому типу продуктов относятся все продукты, содержащие воду: чем больше воды в продукте, тем большее количество образующих нежелательные привкусы соединений выделяется из пластического материала. Присутствие остаточного запаха в продукте можно уничтожить за счет улучшения качества пластика в этом материале. Однако материалы с хорошей невосприимчивостью к озону являются дорогими и их не всегда можно использовать в качестве упаковочного материала для специфических целей.
Известна возможность облучения внутренней стороны, а также внешней стороны еще не герметизированного упаковочного материала с помощью электронной пушки (электронного ускорителя). Также известна возможность стерилизации упаковки, готовой к заполнению, посредством воздействия электронов, причем упаковка подвергается воздействию пучка электронов из окна электронной пушки при вращении упаковки. Энергию пучка электронов рассчитывают таким образом, чтобы пучок электронов постоянно проникал через стенку упаковки, обращенную в сторону окна, и достигал противоположной внутренней стенки упаковки. Однако при использовании этого типа стерилизации для заполненной упаковки энергия пучка электронов должна постоянно адаптироваться к геометрии упаковки, а также к толщине упаковочного материала, т.е. если упаковка не будет полностью симметричной, тогда ее внутренняя сторона не получит равномерной дозы облучения. Это означает, что в течение облучения энергию будет необходимо либо повышать, либо изменять, что, в свою очередь, усложняет процедуру стерилизации и/или вообще приведет к напрасной трате энергии. В то же время очень важно, чтобы доза облучения не была превышена, что может в итоге привести к ухудшению упаковочных свойств и к тому, что обычно называют "несвойственным привкусом".
Задачей настоящего изобретения является создание способа указанного типа, который низкозатратным путем посредством воздействия электронов позволяет стерилизовать упаковку, готовую для заполнения.
Поставленная задача решается способом стерилизации закрытого контейнера, имеющего по существу плоские внутренние слои, готового к заполнению и который находится по существу в форме двух упаковочных половинок из одного и того же упаковочного ламинированного материала, причем первая половинка контейнера является по существу однородной, а вторая половинка контейнера на наружной стороне снабжена по меньшей мере одним выступающим элементом, и согласно этому способу указанные две упаковочные половинки полностью сжимают вместе таким образом, чтобы внутренние слои почти целиком взаимодействовали друг с другом, и указанные внутренние слои, а также пространство между ними стерилизуют посредством электронного облучения внешней стороны первой половинки контейнера.
Предпочтительно, выступающий элемент является горловиной для заполнения контейнера заполнительным материалом.
В другом варианте выполнения выступающий элемент является захватным средством для манипулирования с контейнером.
Упаковочный ламинированный материал обычно имеет заданный рисунок линий сгиба для складывания контейнера.
Для более подробного объяснения изобретения дается ссылка на сопровождающие чертежи, на которых:
фиг.1 - схематический поперечный разрез контейнера, предназначенного для обработки способом по изобретению,
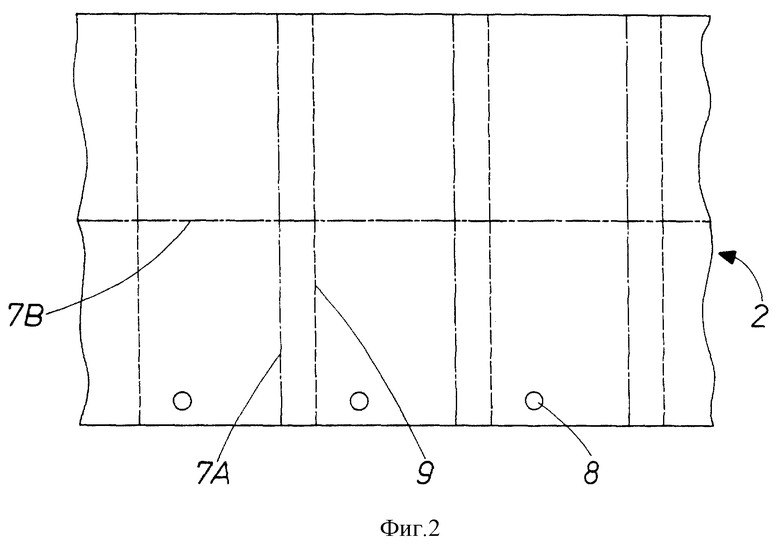
фиг.2 - схематический вид изготовления упомянутого контейнера,
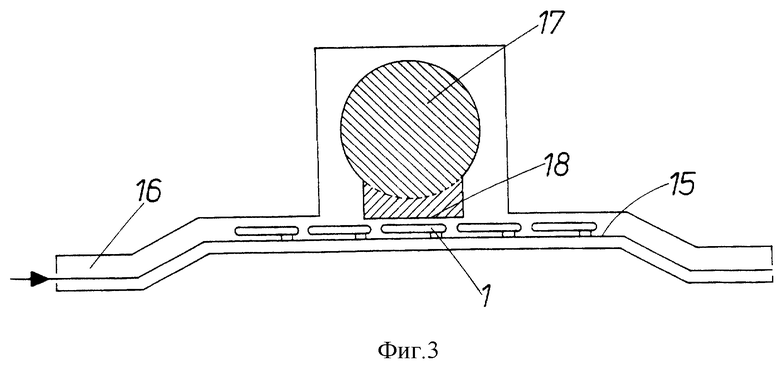
фиг. 3 - вид одного из вариантов изобретения, схематически показывающий поперечный разрез электронного ускорителя и конвейер с контейнерами.
Способ по изобретению может использовать в качестве исходного материала такой упаковочный материал, который с целью образования упаковочного ламината может иметь волокнистую или пластиковую основу, ламинированную различными типами пластика и, в случае необходимости, барьерными слоями для света и/или кислорода.
На фиг.1 изображен плоский герметизированный контейнер 1, выполненный из двух контейнерных половинок 2А и 2В из одного и того же упаковочного ламината 2. Рекомендуется, чтобы с внешней и внутренней стороны ламинат был выполнен с внешним слоем 3 из полиэтилена, который обычно экструдируют на основной слой 4 в количестве около 13 г/м2. Основной слой может быть представлен волокнистой основой, предпочтительно бумагой, или пластиковой основой. Внутрь от основного слоя 4 расположен барьерный слой 5, например, слой алюминиевой фольги. Внутренний слой 6 образован на барьерном слое 5 (по направлению к предполагаемой внутренней стороне контейнера) либо в виде двух слоев экструдированного полиэтилена, или в виде полиэтиленовой пленки, нанесенной раздувом на барьерный слой.
Для использования этого упаковочного материала в уже существующем производстве его изготавливают в виде рулонов гибкого листа или полотна материала, т. е. точно так же, как это обычно делают при изготовлении водонепроницаемых упаковочных контейнеров с хорошей формостабильностью. Упомянутый упаковочный контейнер можно, например, изготавливать в соответствии с фиг.2 следующим образом. Упаковочный материал снабжают специфическим рисунком линий сгиба 7А, 7В, чтобы облегчить процесс складывания материала в упаковочный контейнер. Линии сгиба, облегчающие сгибание материала, могут продолжаться параллельно, перпендикулярно и поперечно продольному направлению материала соответственно. Для большей простоты на упомянутом чертеже показано только несколько таких линий. Демаркационные поверхности контейнера определяются именно с помощью этих линий сгиба.
В полностью ламинированном и предварительно согнутом упаковочном материале образованы отверстия 8 в местах, где это требуется для предназначенного использования тары, при этом материал разрезают на куски приемлемого и заранее намеченного размера вдоль линий 9. В каждое отверстие 8 вводят средство 10, которое предпочтительно выполнено из пластика и состоит, например, из горловины 11 (см. фиг. 1), снабженной фланцем 12 с резьбой на его внешней стороне (не показана) так, чтобы фланец 12 плотно взаимодействовал с внутренней стороной соответствующего контейнера, т.е. контейнерной половинкой 2В. Горловину 11 выполняют таким образом, чтобы полностью заполнить отверстие 8. После этого упаковочный материал сгибают по линиям сгиба 7В, а фланец 12 запечатывают к внутренним слоям 6 двух контейнерных половинок упаковочного ламината 2, т. е. и к контейнерной половинке 2А. Внутренние слои 6 полностью сжимают вместе так, чтобы они почти целиком взаимодействовали друг с другом. Затем с помощью продольных и поперечных запечатывающих швов 13 происходит соединение трех остающихся продольных кромок. Благодаря подобной конструкции контейнера исключается направление незащищенных кромок разреза в сторону внутренней поверхности контейнера, а бумажные волокна не будут растрепываться и контактировать с внутренней стороной контейнера на последующих стадиях изготовления.
В результате этих мероприятий расстояние между внутренними слоями будет локально соответствовать толщине вплоть до толщины фланца 12, которая составляет около 0,5 мм. Следовательно, на данной стадии контейнер будет настолько плоским, что в ходе выполнения описанной процедуры в образуемом между контейнерными половинками пространстве 14 будет содержаться очень незначительное количество или вообще не будет воздуха. Это означает, что будет образовываться лишь незначительное количество озона с минимальным последующим влиянием озона на упаковочный материал.
Следовательно, этим способом можно получить нестерильную складываемую и абсолютно непроницаемую упаковку, в которую не сможет проникнуть воздух вместе с микроорганизмами или вирусами, если таковые имеются. Одна половина контейнера будет по существу однородной, тогда как другая снабжена горловиной 11, которая, следовательно, на этой стороне контейнера будет выступающим наружу элементом. Если предполагается, что контейнер будет снабжен дополнительными выступающими элементами, то эти элементы согласно изобретению будут располагаться на той же стороне, что и средство 10, т.е. на или в контейнерной половинке 2В.
Упомянутые элементы с учетом предназначения контейнера могут быть представлены захватными средствами для манипулирования контейнером, съемными печатными изделиями и т.д.
На фиг.3 схематически показан пример стерилизации контейнера по изобретению. Предварительно изготовленный вышеописанным способом закрытый контейнер размещают на плоском конвейере 15 или ином подобном устройстве, перемещающем контейнеры по одному через защищенный от радиации туннель 16 под электронной пушкой 17, которая через окно 18 воздействует на каждый контейнер с его внешней стороны предпочтительно непрерывным образом и непосредственно через упаковочный материал до противоположной внутренней стороны контейнера. При проходе электронная пушка располагается по существу над одной половинкой контейнера, боковая сторона которого направлена вниз и снабжена шейкой. Следовательно, стерилизация осуществляется с верхней стороны однородного и плоского упаковочного материала по всей его поверхности. Это означает, что имеется возможность добиться абсолютно равномерной дозы излучения через упаковочный материал. Следовательно, поскольку контейнер имеет однородную форму, доза излучения, абсорбированная в различных точках внутреннего ламината упаковки, будет одинаковой вплоть до достижения излучением внутреннего ламината. Следовательно, в данном случае имеется возможность регулировать дозу излучения, получаемую каждым контейнером, посредством регулирования параметров самого процесса. Таким образом, глубину проникновения можно оптимизировать для различных типов упаковок.
Ускорение электронов в электронной пушке адаптировано с таким расчетом, чтобы внутренние ламинаты получали достаточную для стерилизации дозу излучения. Та половина контейнера, которая обращена в сторону электронной пушки, стерилизуется как на внешней, так и на внутренней сторонах, тогда как другая половина получает лишь небольшую дозу излучения.
Глубина проникновения дозы излучения зависит главным образом от ее мощности и массы облучаемого материала. В данном случае глубина проникновения регулируется таким образом, чтобы в пространстве 14 и на смежных внутренних слоях 6 двух контейнерных половинок 2А и 2В упаковочного ламината была получена оптимальная для уничтожения микроорганизмов доза. Таким образом, какая-то конкретная сверхдоза будет получена верхней половиной упаковочного материала 2А, тогда как нижняя сторона ламината 2В, снабженная шейкой, почти вообще не получит никакой дозы, так как в процессе прохождения электронов через упаковочный материал будет уменьшаться мощность излучения. Следовательно, эта половинка контейнера получает сравнительно небольшую дозу излучения, а в конечном результате на физические свойства этой половинки не будет оказано вредного влияния, что важно для последующей обработки контейнера. А это, в свою очередь, может улучшить так называемую "целостность упаковки".
В процессе облучения энергия электронной пушки адаптируется к линейной плотности (вес на единицу площади) материала для каждого типа тары. Плотность упаковочного материала может изменяться незначительно и вплоть до величины, которая определяется электронной пушкой. Наиболее часто встречающееся значение плотности жесткого упаковочного материала составляет 250-750 г/м2. Ускорительное напряжение электронной пушки может изменяться в диапазоне от 100 до 500 кВт в зависимости от упаковочного материала.
Следовательно, вместо общепринятого в данной области техники материала можно использовать более толстый основной слой, например, из бумаги. За счет этого можно будет получать контейнерны большего объема по сравнению со стандартными процедурами добавления наполнительного материала. Является предпочтительным использовать контейнеры объемом от примерно 0,5 л до примерно 4,5 л.
Предпочтительно изготавливать стерилизованный изнутри и герметизированный контейнер на технологическом оборудовании так, чтобы позже его можно было распределять по различным местам в мире для заполнения на соответствующих машинах, где и происходит открытие, наполнение и герметизация тары.
На наполнительных машинах горловину 11 стерилизуют химическим веществом, приемлемым для этой цели, предпочтительно перекисью водорода, ультрафиолетовым светом или комбинацией того и другого. Остающаяся перекись водорода, если таковая имеется, высушивается, а контейнер открывают посредством отрезания фланца 12 операцией перфорирования через материал горловины 11. Поскольку эта средняя часть фланца уплотнена на противоположной внутренней стороне контейнера, то она не будет попадать в продукт, а останется на контейнере.
Операцию перфорирования можно успешно осуществить путем соединения наполнительной трубки с горловиной 11, после чего пространство 14 становится относительно доступным, а сам контейнер наполняется соответствующим асептическим или стерильным продуктом. В качестве наполнительного материала выступает жидкий материал, например молоко, соки и чай, но наполнительный материал может также содержать какие-то конкретные частицы. В связи с наполнением контейнер принимает форму вследствие давления заполнения и благодаря предварительно выполненным линиям сгиба так, чтобы контейнер предпочтительно приобрел по существу прямоугольное основание с по существу параллельными боковыми сторонами. Однако понятно, что возможны и другие варианты.
Благодаря плоской конструкции контейнера, а следовательно, и небольшому пространству 14, в нем вообще не образуется озона, а если он и образуется, то в очень небольшом количестве, так что наличие озона не приводит к появлению в заполненной упаковке остаточного привкуса продукта. В связи с наполнением также отпадает необходимость в вентилировании какого-либо воздуха из контейнера. Это практически сводит к минимуму риск повторного загрязнения.
За счет предварительной стерилизации контейнера в момент ее наполнения отпадает необходимость в использовании того, что называют "асептическим помещением", в которое контейнеры подают через промывное отделение и которое должно быть полностью стерильным. Это позволяет использовать более простые по конструкции машины, а последнее положительно сказывается на сокращении инвестиционных затрат.
Изобретение касается способа стерилизации закрытого контейнера (1), имеющего по существу плоские внутренние слои, готового к заполнению и который находится по существу в форме двух упаковочных половинок из одного и того же упаковочного ламинированного материала, причем первая половинка контейнера является по существу однородной, а вторая половинка контейнера на наружной стороне снабжена по меньшей мере одним выступающим элементом. При осуществлении данного способа указанные две упаковочные половинки полностью сжимают вместе таким образом, чтобы внутренние слои почти целиком взаимодействовали друг с другом, и указанные внутренние слои, а также пространство между ними стерилизуют посредством электронного облучения внешней стороны первой половинки контейнера, например, на конвейере (15), перемещающем полностью сжатые контейнеры (1) под электронной пушкой (17), воздействующей через окно (18) на каждый контейнер с его внешней стороны. Способ позволяет получить заполненную упаковку без остаточного привкуса продуктов реакции озона с внутренней стенкой упаковочного материала. Отпадает необходимость в вентилировании воздуха из контейнера, что сводит к минимуму риск повторного загрязнения, а также в использовании "асептического помещения", которое должно быть полностью стерильным. Это позволяет использовать более простые по конструкции машины, снижая производственные затраты. 3 з.п. ф-лы, 3 ил.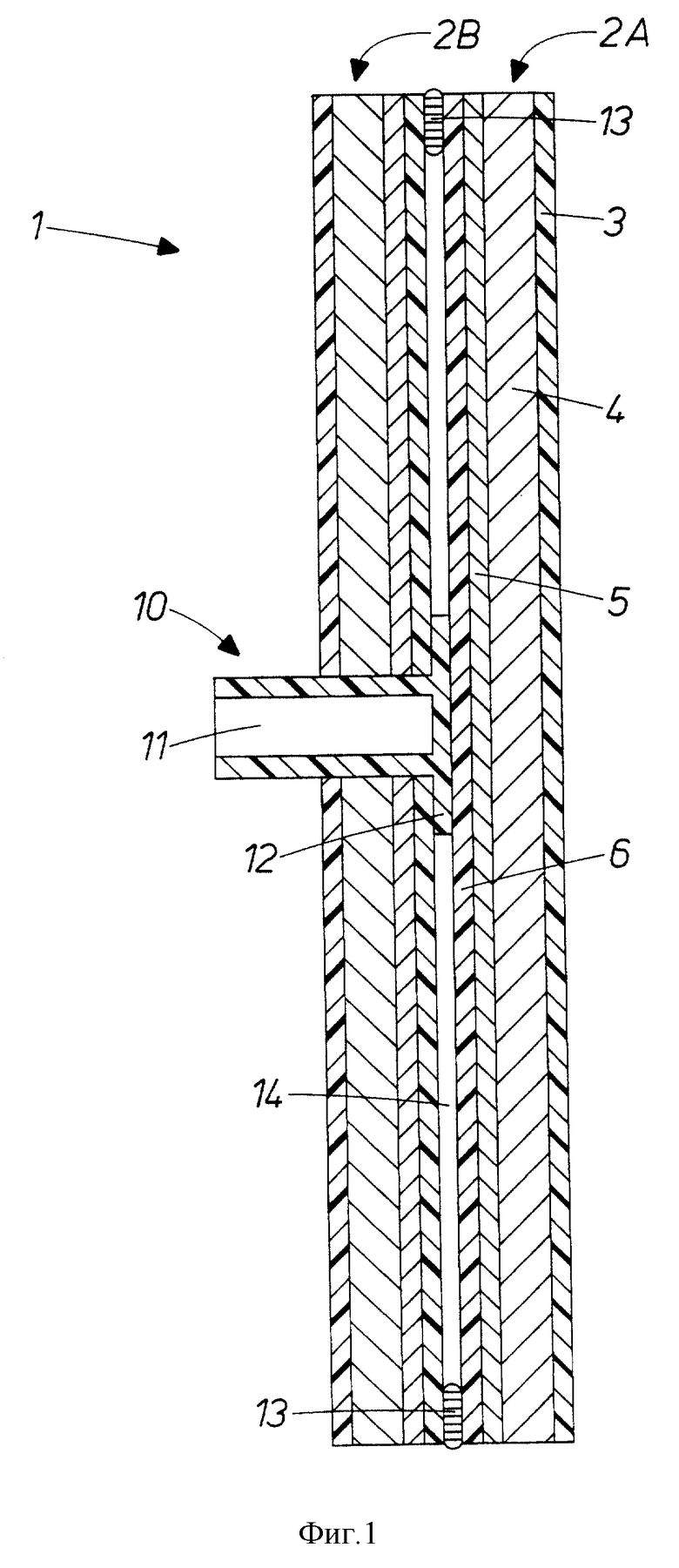
| US 4652763 А, 24.03.1987 | |||
| Экономайзер | 0 |
|
SU94A1 |
| US 4175140 А, 20.11.1979 | |||
| Устройство для упаковки продукта в асептических условиях | 1974 |
|
SU573123A3 |
| Способ обеззараживания поверхностей упаковочного материала | 1977 |
|
SU717995A3 |

