Изобретение относится к области точного приборостроения и может быть использовано при изготовлении шаровых гироскопов с электростатическим подвесом ротора.
Известен способ изготовления чувствительного элемента (ЧЭ) электростатического гироскопа (ЭСГ) [1], содержащий изготовление ротора в виде полой сферы с тонким цилиндрическим наружным фланцем, располагаемым по экватору и определяющим наклон оси вращения ротора, формообразование корпусных элементов гирокамеры в виде двух идентичных полусфер с выполнением на внутренней поверхности полусфер электродов подвеса, сборку гирокамеры с помещенным внутрь ротором, откачку и герметизацию ЧЭ. Фланец ротора в данном случае размещается в кольцевой выборке, предусмотренной в полусферах гирокамеры, при этом фланец и электроды, выполненные в зоне указанной выборки, образуют несколько пар конденсаторов, от которых поступает выходной информационный сигнал.
Главным недостатком приведенного аналога является наличие больших вредных моментов, вызываемых рассеивающими полями, которые сосредотачиваются во фланце, что резко снижает точность и надежность гироскопа. Указанный недостаток устраняется в известном способе ЧЭ ЭСГ с полностью сферическим ротором и системой оптического съема выходной информации [2]. Способ включает изготовление сферического ротора с высокой точностью обработки, формообразование корпусных элементов гирокамеры, фиксацию на внутренней сферической поверхности гирокамеры электродов подвеса посредством использования аксиального давления специальных пружин, сборку и вакуумирование ЧЭ.
Наиболее существенными недостатками в данном случае являются относительно невысокие функциональные характеристики гироскопа и ограниченные технологические возможности его изготовления. Это связано со сложностью и низкой точностью процесса формообразования системы электродов подвеса, что исключает возможность создания строго равномерного зазора между ротором и сферой, ограничивающий электроды подвеса, и не позволяет варьировать величину этого зазора для создания заданных условий работы гироскопа.
В качестве прототипа по наибольшему числу общих существенных признаков принят способ изготовления ЧЭ ЭСГ [3], при котором осуществляют формообразование керамических полусфер, керамического центрирующего кольца, и бериллиевого сферического ротора с наружным диаметром, меньшим диаметра внутренней поверхности полусфер, выполнение, например, методом термического испарения в вакууме, на внутренней сферической поверхности полусфер металлических электродов подвеса в виде пленочного покрытия толщиной 2-5 мкм, балансировку ротора с контролем таких параметров, как дисбаланс, форма и диаметр, по достижении определенной величины которых заканчивают балансировку, сборку полусфер с помещенным внутрь ротором на центрирующем кольце, вакуумирование и герметизацию ЧЭ.
Недостатками способа-прототипа являются сложность получения требуемого уровня точности и надежности гироскопа и ограниченные технологические возможности процесса его изготовления, что обусловлено:
1) отклонениями рабочей поверхности электродов подвеса от требуемой единой сферы, что связано как с исходной несоосностью внутренней сферической поверхности полусфер относительно посадочных элементов на полусферах, обеспечивающих их фиксацию в центрирующем кольце, так и с возможной разнотолщинностью пленочных электродов подвеса;
2) противоречиями, которые заключаются в необходимости при балансировке ротора обеспечить совокупность требуемых величин одновременно трех параметров: дисбаланса, отклонения формы и диаметра ротора, поскольку устранение дисбаланса методом направленной доводки искажает форму, а восстановление формы, также связанное со съемом материала, ухудшает дисбаланс. Проблема решается путем последовательного приближения к требуемым значениям, однако возникает неопределенность в отношении диаметра ротора, который также задается конкретной величиной, исходя из необходимого зазора между ротором и сферой электродов подвеса. Реально решение в данной технической ситуации лежит в области компромисса, когда расширяются допуски на конечные величины указанных параметров (дисбаланс, искажение формы и диаметр ротора), что, помимо снижения точности ротора, связано с невозможностью обеспечить стабильную величину указанного зазора между ротором и электродами, и определяет неустойчивость функциональных характеристик ЧЭ ЭСГ.
Целью настоящего изобретения является повышение точности и надежности ЧЭ ЭСГ и расширение технологических возможностей. Согласно изобретению указанная цель достигается тем, что пленочные металлические электроды подвеса после окончания процесса балансировки ротора обрабатывают до образования ограничивающей электроды подвеса сферической поверхности диаметром Dэ, определяемым из соотношения:
Dэ= Dp+2Δ,
где Dр - фактический диаметр ротора после окончания балансировки.
Δ\ - требуемый радиальный зазор между ротором и сферой электродов подвеса,
при этом относительно центра сферы диаметром Dэ на каждой из полусфер осуществляют формообразование плоскости разъема и посадочных элементов, фиксирующих полусферы в центрирующем кольце.
Сущность изобретения поясняется чертежом, на котором представлена сборка ЧЭ ЭСГ. На чертеже обозначены:
1 - керамические полусферы;
2 - керамическое центрирующее кольцо;
3 - бериллиевый полый ротор;
4 - пленочные электроды подвеса;
5 - гермовводы, выполненные в полусферах 1 для подачи на электроды подвеса 4 электрического потенциала,
6 - плоскости разъема полусфер 1, сопрягаемые при сборке в центрирующем кольце 2,
7 - посадочные элементы полусфер 1 в виде цилиндрических поясков для фиксации в требуемом положении в центрирующем кольце,
8 - внутренний направляющий цилиндр центрирующего кольца 2;
9 - оптическое окно для съема сигнала с ротора;
Dп - диаметр внутренней поверхности полусфер 1;
Dр - фактический диаметр ротора 3 после балансировки;
D'э - исходный диаметр сферы электродов 4;
Dэ - конечный диаметр сферы электродов 4;
Δ - радиальный зазор между ротором 3 и сферой электродов подвеса 4;
О - центр сферической поверхности диаметра Dэ.
Способ заключается в выполнении совокупности и последовательности следующих технологических операций.
1. Средствами механической обработки (резание, шлифование, доводка) осуществляют формообразование двух керамических полусфер 1 и керамического центрирующего кольца 2, на котором с требуемой точностью (десятые доли и единицы микрометра) выполняют внутренний направляющий цилиндр 8 и торцевые плоскости. На полусферах 1 формируют внутреннюю сферическую поверхность диаметром Dп, точность обработки (некруглость, шероховатость, допуск на номинальное значение Dп) которой зависит от материала электродов подвеса, толщины пленки, условий последующей обработки электродов и т.д., и для каждого конкретного случая может быть различной. Диаметр цилиндрического пояска посадочных элементов 7 полусфер 1 и смещение плоскостей разъема 6 от центра D'э (на чертеже не показан) сферы диаметра Dп выполняют с учетом их последующей обработки относительно направляющего цилиндра 8 кольца 2 и сферы диаметра Dэ полусфер 1 соответственно.
2. На внутренней сферической поверхности полусфер 1 диаметра Dп осуществляют формирование пленочных металлических электродов подвеса 4 с исходным диаметром D'э ограничивающей их сферы. В данном случае может использоваться технология, позволяющая получить толщину покрытия от сотых долей до единиц миллиметров - термическое испарение в вакууме, магнетронное, ноноплазменное напыление и т. д. , в зависимости от технических условий и применяемого материала электродов, которым может быть молибден, титан, хром, тантал и др.
Очевидно, что диаметры Dп и D'э определяются исходя из величины съема материала электродов при их окончательной обработке и предполагаемых значений (с учетом допусков и возможных отклонений) диаметра Dр ротора 3 и зазора Δ.
Возможны различные варианты выполнения требуемого рисунка электродов 4 - как на стадии их исходного формообразования с использованием соответствующих масок и трафаретов, так и после окончательной обработки электродов 4 (т.е. получение сферы электродов диаметра Dэ) посредством, например, методов фотолитографни. Для настоящего изобретения это не является принципиальным.
Очевидно, что в процессе формообразования в зависимости от реальной конструкции ЧЭ на различных этапах на полусферах 1 посредством пайки или сварки выполняются гермовводы 5 для подачи на электроды электрического потенциала, оптические окна 9 для съема с ротора 3 информационного сигнала. Кроме того, на полусферах 1 и на кольце 2 предусматривается выполнение не указанных на чертеже различных функциональных элементов: узлов крепления микронасоса для поддержания в ЧЭ вакуума, гермовводов для снятия заряда с ротора, опорных узлов для посадок ротора и т.д., что не является существенным для данного изобретения.
3. Исходя из конкретной конструкции ЧЭ ЭСГ, изготавливают заготовку сферического ротора 3, например, посредством диффузионной сварки по плоскостям разъема двух одинаковых бериллиевых полусфер с переменной от полюса к экватору толщиной стенки, что обеспечивает создание требуемого момента инерции ротора. После операции диффузионной сварки осуществляют балансировку ротора 3 с использованием методов направленной доводки для устранения дисбаланса до необходимого уровня и обкатки в трехпритирочном устройстве, обеспечивающем получение сферы требуемой точности. Конкретное значение конечного диаметра Dр ротора 3 при этом не задается.
При необходимости на финишном этапе обработки обкатка может совмещаться с операцией асферизации для придания ротору формы эллипсоида вращения, вытянутого вдоль оси симметрии, что позволяет обеспечить сферическую форму ротора при его вращении на рабочих оборотах (десятки тысяч оборотов в минуту) за счет возникающих при этом центробежных сил.
Очевидно, что получение ротора 3 с заданными значениями дисбаланса и формы осуществляется путем последовательного приближения, используя поочередно операции направленной доводки и сферодоводки. По достижении требуемых величин указанных параметров балансировку заканчивают и определяют фактически полученный при этом диаметр Dр ротора 3. В данном случае устраняется неопределенность, имеющая место в способе-прототипе и связанная с необходимостью одновременно обеспечивать совокупность трех взаимообусловленных параметров - дисбаланса, формы и диаметра ротора. В конечном счете, это существенно улучшает условия процесса формообразования ротора в целом и позволяет повысить точность его формы и минимизировать дисбаланс.
Реально, учитывая существующий уровень технологии, значения конечных диаметров Dр роторов конкретного типа могут отличаться на величину не более 0,1 мм, учитываемую, как указывалось выше, при определении диаметров Dп и D'э в процессе формообразования керамических полусфер 1 и пленочных электродов подвеса 4.
4. Исходя из фактически полученного диаметра Dр ротора 3 и величины зазора Δ, определяемой техническими требованиями и условиями функционирования ЧЭ, производят обработку (например, с помощью грибкового притира) пленочных электродов подвеса 4 до образования ограничивающей их рабочей сферической поверхности диаметром Dэ= Dp+2Δ. Современная технология доводки с использованием соответствующих материалу электродов доводочных паст и конфигураций притиров в сочетании с бесконтактными (оптическими) средствами метрологии позволяет обеспечить точность геометрии поверхности электродов 4 в пределах десятых долей микрометра.
5. Базируясь относительно центра О полученной сферы электродов 4 диаметром Dэ, на каждой полусфере 1 производят финишную обработку посадочных элементов 7, представляющих собой цилиндрический поясок, обеспечивая строгую соосность этого пояска сфере электродов диаметром Dэ и согласованность его диаметра с диаметром направляющего цилиндра 8 центрирующего кольца 2. Далее на полусферах 1 выполняют плоскости разъема 6, перпендикулярные оси указанного цилиндрического пояска посадочных элементов 7, с расположением на этих плоскостях центров О сферы электродов 4.
6. Осуществляют очистку и сборку полученных узлов ЧЭ, помещая внутрь полусфер 1 ротор 3 и устанавливая полусферы 1 в центрирующем кольце 2 со стыковкой их по плоскостям разъема 6, получая плоскость сопряжения, в которой будет лежать общий центр О единой сферы электродов 4 диаметра Dэ. Очевидными являются необходимые дополнительные сборочные операции - размещение на торцевых поверхностях кольца 2 уплотнителя (индиевая проволока), подсоединение микронасоса и штенгеля для откачки ЧЭ и т.д., что не является принципиальным для настоящего изобретения и на чертеже не обозначено.
7. Далее собранный ЧЭ устанавливают на вакуумный откачной пост, вакуумируют (через технологический штенгель) обезгаживают и герметизируют (при использовании штенгеля посредством его перекусывания).
В предлагаемой технологии процесс балансировки ротора 3 основан на достижении требуемых значений только двух основных параметров - остаточного дисбаланса и формы,
По окончании балансировки определяется фактический диаметр Dр ротора 3. В целом эго позволяет получить значительно меньший дисбаланс ротора 3 при одновременном улучшении геометрии, что существенно повышает точность ротора и, в конечном счете, точность и надежность ЧЭ ЭСТ. Взаимообусловленной в данном случае является операция финишной доводки электродов подвеса 4 исходя из фактического значения диаметра Dр ротора 3 для получения требуемой величины зазора Δ, которая может определяться напряжением подвеса, жесткостью подвеса и другими характеристиками, задаваемыми условиями функционирования ЧЭ ЭСГ. Возможность использования различных типов роторов и варьирования величиной зазора Δ и другими указанными характеристиками значительно расширяет области применения ЧЭ ЭСГ в части его целевого назначения для решения различных задач.
При этом финишная доводка электродов позволяет устранить возможные отклонения рабочей поверхности электродов от требуемой сферы, исключить влияние разнотолщинности пленочного покрытия на геометрию внутренней сферы гирокамеры, дает возможность использовать в качестве электродов пленочные покрытия больших толщин (до 1 мм), стабилизируя их электрические свойства.
Более эффективным является и формирование посадочных элементов 7 и плоскостей разъема 6 на полусферах 1 относительно окончательно выполненной сферы электродов 4 диаметром Dэ, что позволяет в процессе сборки ЧЭ с высокой точностью обеспечить получение единой сферы электродов 4 гирокамеры с центром симметрии О.
В целом это значительно повышает точность и надежность ЧЭ ЭСГ и существенно расширяет технологические возможности его изготовления.
Таким образом, поставленная цель достигнута, что обеспечивается единством существенных признаков способа, их устойчивой взаимосвязью и взаимообусловленностью, соблюдением принципа необходимости и достаточности признаков.
Предлагаемый способ был опробован в ЦНИИ "Электроприбор" при изготовлении опытных образцов ЧЭ ЭСТ различных типов, в том числе бескарданный вариант, с получением положительных результатов, которые показали существенные преимущества данной технологии по сравнению с известными техническими решениями-аналогами.
В настоящее время на предприятии отрабатывается техническая документация для использования способа в серийном производстве электростатических гироскопов.
Технико-экономическая эффективность способа заключается в расширении технологических возможностей производства гироприборов, повышении их точности и надежности, повышении эффективности систем и комплексов, где эти гироскопы используются.
Литература
1. Langford R.C. - "AIAA Paper N 65-401, AIAA 2nd Annual Meeting". 1965, Yuly, 26-29, (русск. пер. "Вопросы ракетной техники", 1966, N 9; с. 68-89).
2. П. И. Малеев, "Новые типы гироскопов". Л., Судостроение. 1971 г., с, 19-24.
3. А.Г.Щербак, В.Г.Кедров "Технология прецизионной диффузионной сварки в точном приборостроении", СПб, ГНЦ РФ-ЦНИИ "Электроприбор", 1997 г., стр. 7-10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 1999 |
|
RU2164665C1 |
| Способ изготовления чувствительного элемента криогенного гироскопа | 2017 |
|
RU2678706C1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ГИРОСКОПА С ЭЛЕКТРИЧЕСКИМ ПОДВЕСОМ РОТОРА | 1994 |
|
RU2116624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕРИЛЛИЕВОГО РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2004 |
|
RU2257548C1 |
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2837483C1 |
| ГИРОКАМЕРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2001 |
|
RU2193159C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ РИСУНКОВ НА СФЕРИЧЕСКИХ ПОВЕРХНОСТЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2140623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 1994 |
|
RU2116622C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ПОЛУСФЕР РОТОРА ШАРОВОГО ГИРОСКОПА | 1994 |
|
RU2085348C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОЙ СИСТЕМЫ НА СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ВАКУУМНОЙ КАМЕРЫ ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 1996 |
|
RU2127868C1 |
Способ предназначен для использования при изготовлении шаровых гироскопов с электростатическим подвесом ротора. Способ включает формообразование керамических центрирующего кольца и полусфер гирокамеры и сферического бериллиевого ротора, выполнение на внутренней сферической поверхности каждой полусферы пленочных электродов подвеса, балансировку ротора, сборку и вакуумирование чувствительного элемента. Процесс балансировки ротора осуществляют, контролируя достижение требуемых значений только двух параметров - дисбаланса и формы, устанавливая при этом фактически полученную величину диаметра ротора Dp, исходя из которой производят обработку пленочных электродов подвеса до образования ограничивающей их рабочей сферической поверхности диаметра Dэ= Dp+2Δ, где Δ - заданное расчетное значение радиального зазора между ротором и сферой электродов подвеса. Кроме того, базируясь относительно сферы диаметром Dэ, на каждой из полусфер осуществляют формообразование плоскости разъема и посадочных направляющих элементов, фиксирующих полусферы в центрирующем кольце. Обеспечивается повышение точности и надежности чувствительного элемента, существенно расширяются технологические возможности его изготовления. 1 ил.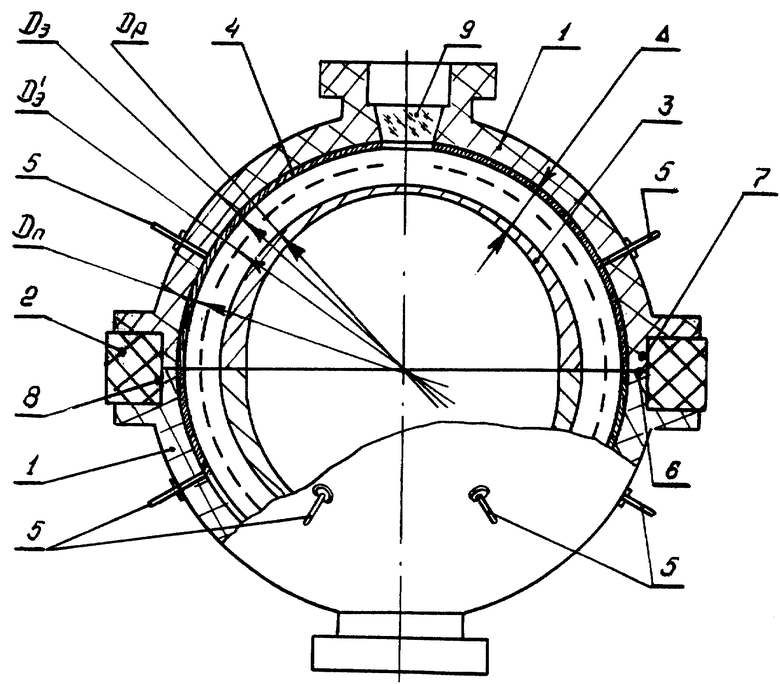
Способ изготовления чувствительного элемента электростатического гироскопа, содержащий формообразование керамических полусфер, керамического центрирующего кольца и бериллиевого сферического ротора с наружным диаметром, меньшим диаметра внутренней сферической поверхности керамических полусфер, выполнение на внутренней сферической поверхности каждой полусферы пленочных металлических электродов подвеса, балансировку ротора с контролем параметров, по достижении определенной величины которых заканчивают балансировку, сборку керамических полусфер с помещенным внутрь ротором на центрирующем кольце, вакуумирование и герметизацию чувствительного элемента, отличающийся тем, что пленочные металлические электроды подвеса после окончания процесса балансировки ротора обрабатывают до образования ограничивающей электроды подвеса сферической поверхности диаметром Dэ, определяемым из соотношения
Dэ= Dp+2Δ,
где Dр - фактический диаметр ротора после окончания балансировки;
Δ - требуемый радиальный зазор между ротором и электродами подвеса,
при этом относительно центра сферы диаметром Dэ на каждой из полусфер осуществляют формообразование плоскости разъема и посадочных направляющих элементов, фиксирующих полусферы в центрирующем кольце.
| Щербак А.Г | |||
| и др | |||
| Технология прецизионной диффузионной сварки в точном приборостроении | |||
| Санкт-Петербург, ГНЦ РФ - ЦНИИ "Электроприбор", 1997, с.7 - 10 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 1994 |
|
RU2116622C1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ГИРОСКОПА С ЭЛЕКТРИЧЕСКИМ ПОДВЕСОМ РОТОРА | 1994 |
|
RU2116624C1 |

