Изобретение относится к области точного приборостроения и может быть использовано при изготовлении электростатического гироскопа (ЭСГ).
Известен ЭСГ с емкостным съемом информации об угловом положении ротора [1] , стр. 170, [2], стр. 17-19, имеющий экваториальный дебаланс. Вращение ротора с экваториальным дебалансом с частотой, превышающей собственную частоту подвеса, происходит вокруг оси, проходящей через центр тяжести (вокруг оси, смещенной относительно геометрического центра ротора). В этом случае в измерительной схеме системы подвеса ротора по каждой из координат возникает напряжение, модулированное частотой вращения ротора. Сдвиг по фазе напряжений, выработанных в двух различных координатах системы, зависит от углового положения оси вращения ротора относительно этих координат (относительно корпуса гироскопа).
Однако ЭСГ с таким ротором имеет ряд недостатков:
появление в следящих системах подвеса дополнительных высоковольтных напряжений от радиального дебаланса ротора;
при разгоне, в резонансе (при прохождении скорости, равной собственной частоте подвеса) возможно возникновение нагрузок, способных привести к нарушению работы гироскопа;
для повышения точности углового съема необходимо увеличивать радиальный дебаланс, однако увеличение дебаланса требует значительной энергии и времени для раскрутки ротора до номинальной скорости, так как подвес своим полем тормозит вращающийся ротор тем больше, чем больше дебаланс ротора;
требование к выполнению формы ротора с погрешностью, не превышающей величин дебаланса, так как любая погрешность ротора за исключением местных искажений воспринимается емкостным датчиком как радиальный дебаланс ротора.
Однако при определенных условиях форма ротора может, как и радиальный дебаланс, служить источником для измерения его углового положения.
Известен способ уменьшения деформаций внешней поверхности тонкостенных сферических роторов гироскопов [3] стр. 114-119, с помощью которого можно изготовить эллипсоидальный, полый, герметичный ротор со сплюснутым эллипсоидом инерции путем механической притирки его наружной поверхности в среде избыточного давления. Ротор, изготовленный таким способом, имеет форму эллипсоида с осью симметрии, направленной по оси вращения. При введении в него экваториального дебаланса можно осуществлять, как и в аналогах, емкостной съем информации об угловом положении ротора с присущими этому методу недостатками, так и оптический съем информации, требующий дополнительных оптико-электронных каналов связи, что усложняет ЭСГ.
В качестве прототипа принят ротор ЭСГ [2], стр. 19-20. Для реализации емкостного съема информации о положении вектора кинетического момента ротора с устранением недостатков, присущих аналогам, необходимо изготовить ротор, асферичный в области, перпендикулярной оси вращения, и не имеющий радиального дебаланса. В этом случае наружную поверхность ротора в виде тонкостенной герметичной оболочки с вакуумом внутри нее механически притирают до сферы в среде избыточного давления, которое определяется по формуле:
где
E - модуль упругости материала ротора;
δ - величина асферичности ротора;
R - радиус наружной поверхности;
ν - коэффициент Пуассона;
hэ - толщина оболочки в экваториальной плоскости симметрии;
hо - толщина оболочки на полюсах;
при этом совмещают геометрический центр ротора с центром масс, в радиус внутреннего профиля ротора удовлетворяет уравнению:
r(Q) - (R-ho) + (ho-hэ)sin2Q,
где
r(Q) - радиус внутренней поверхности ротора;
Q - угол, отсчитываемый от оси полюсов ротора.
На фиг. 1 показан в разрезе ротор ЭСГ. Ротор в виде оболочки со сферической внешней поверхностью 1 состоит из двух симметричных полусфер 2 и 3, которые соединены между собой по плоскости разъема 4 по основному материалу в вакууме методом диффузионной сварки (ДСВ). Внутренняя поверхность 5 каждой полусферы выполнена переменным радиусом r, плавно увеличивающимся от полюса к плоскости разъема 4, при этом толщина стенки плавно уменьшается от hо на полюсе до hэ в экваториальной плоскости разъема 4 по закону квадрата синуса угла Q, отсчитываемого от оси полюсов ротора.
Такая форма внутренней поверхности 5 легко обеспечивается точением на станках с программным управлением (ЧПУ) с высокой точностью по размерности профилей полусфер 2 и 3. Известно, что одним из основных факторов, влияющих на точность ЭСГ является дебаланс, обусловленный несовпадением геометрического центра и центра масс ротора [2], стр. 25-26.
Для повышения точности ЭСГ необходимо осуществлять балансировку на различных этапах изготовления ротора. На практике чаще всего встречаются случаи, когда тело одновременно является неуравновешенным как статически, так и динамически, что объясняется неизбежными неточностями размеров деталей, неравномерной плотностью материала и наличием в нем местных вкраплений и пористостей, а также несимметричностью формы относительно оси вращения. С целью уменьшения величин дебаланса на ранних стадиях изготовления ротора для полусфер 2 и 3 используются заготовки в виде прутков из изостатически прессованного порошка, при этом обеспечивается изотропность физико-механических свойств материала. Полусферы изготавливаются попарно из одного прутка с общей плоскостью их разъема. Изготовленные с высокой размерной точностью полусферы перед сваркой контролируются по весу.
После сварки осуществляется механическая притирка при нормальном давлении в трехшпиндельной установке до точной сферы и балансировка с использованием воздушного подвеса. Таким образом, до механической притирки в камере высокого давления основная часть дебаланса устранена и геометрический центр и центр масс ротора с определенной точностью совмещены. Ротор, помещенный в среду с избыточным давлением, деформируется.
Известно, [4] , стр. 204, что радиальная деформация Wg, поверхности тонкостенного ротора от избыточного давления P, определяется выражением:
где
h - толщина стенки ротора.
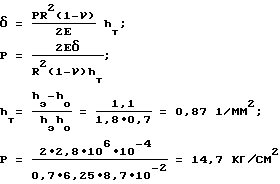
Величина деформации ротора на экваторе
на полюсе
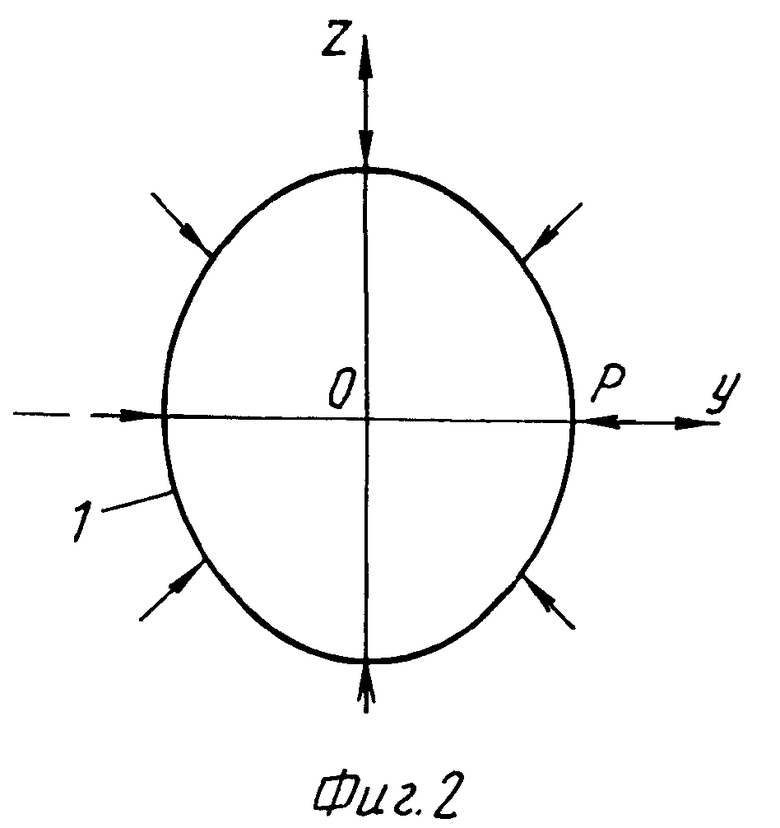
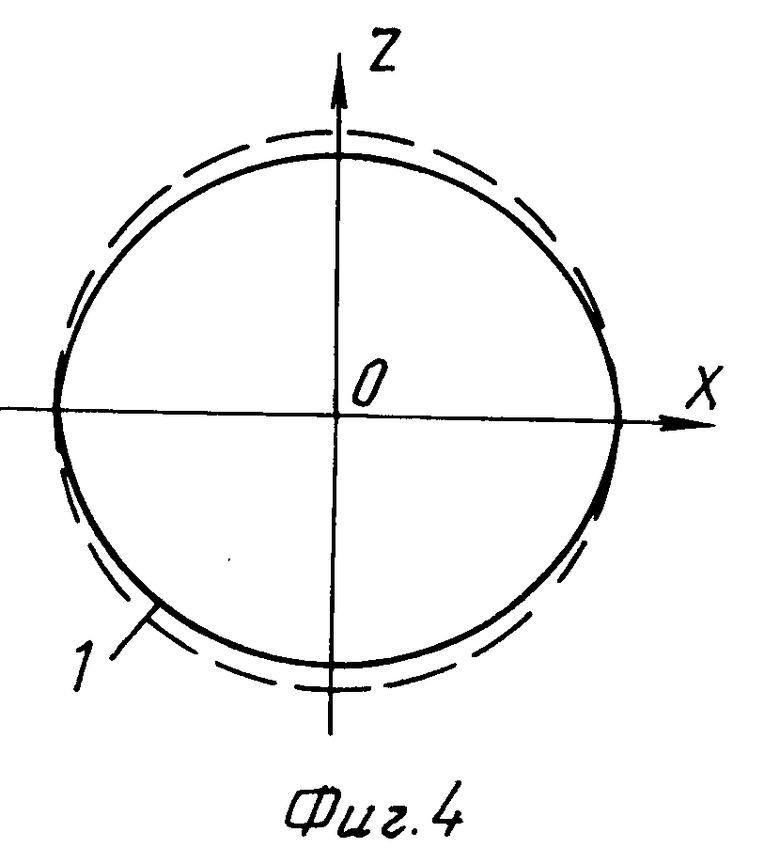
На фиг. 2, 3, 4 изображен процесс последовательных изменений формы ротора: на фиг. 2 - под действием давления; на фиг. 3 - при притирке; на фиг. 4 - после притирки, в вакууме, сечение, проходящее через ось симметрии;
Величина давления, при котором притирается ротор для получения заданной асферизации δ = Wgэ-Wgo , определяется по формуле
Числовой пример: расчет давления, необходимого для образования ротора с асферичностью δ = 1 мкм, R = 25 мм, hо = 1,8 мм, hэ = 0,7 мм, E = 2,8•106 кг/см2, ν = 0,3.
Процесс механической притирки в камере высокого давления осуществляют временными циклами с постепенным увеличением давления до заданного с промежуточными балансировками на воздушном подвесе и контролем эллипсоидальной формы. Корректировка неуравновешенности массы ротора осуществляется методами направленной доводки на ранних стадиях притирки и при финишной притирке на расчетном давлении с использованием точечных выжиганий материала лазерным лучом. Сочетание механической притирки при ступенчатом повышении давления с промежуточным контролем формы поверхности ротора и балансировками на воздушном подвесе обеспечивают с приемлемой точность совмещение геометрического центра ротора с центром масс.
Ротор, изготовленный предлагаемым способом, имеет вытянутый эллипсоид инерции (ось вращения, перпендикулярную к оси симметрии полусфер).
Наружная поверхность ротора имеет эллипсы в сечениях, перпендикулярных оси вращения ротора гироскопа.
Это позволяет определить направление вектора кинетического момента ротора по величине мгновенных значений сигналов системы электрического подвеса, пропорциональных величине зазора между электродами и ротором.
Осуществление емкостного съема информации об угловом положении ротора относительно корпуса гироскопа за счет формы ротора, полученной предлагаемым способом его изготовления с совмещением его геометрического центра с центром масс и центром системы подвеса, позволяет исключить биение поверхности ротора относительно системы электродов при вращении. Это позволяет устранить недостатки, присущие известному методу емкостного съема информации, что обеспечивает повышение точности ЭСГ.
Для осуществления изобретения используется установка, представляющая собой камеру высокого давления, в которой размещено трехшпиндельное притирочное устройство. Внутренний профиль полусфер ротора формируется по программе на станках ЧПУ. Диффузионная сварка полусфер осуществляется в высоковакуумной сварочной установке. При изготовлении ротора используется высокоточное балансировочное и метрологическое оборудование.
Изготовленный предлагаемым способом ротор может быть использован в ЭСГ с емкостным съемом информации о положении вектора кинетического момента.
Источники информации
1. Мартыненко Ю. Г. Движение твердого тела в электрических и магнитных полях. М.:, Наука, 1988 г, с. 170.
2. Малеев П.И. Новые типы гироскопов, Л.: Судостроение, 1971, с. 17-19, 25-26.
3. Анфиногенов А.С., Парфенов О.И. Способ уменьшения деформаций внешней поверхности тонкостенных сферических роторов гироскопов, Л.: Судостроение, Морское приборостроение N 1, с. 114-119.
4. Справочник машиностроителя, т. 3, под редакцией С.В. Серенсена, изд. 1956 г., с. 204.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2837483C1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ ГИРОСКОПА С ЭЛЕКТРИЧЕСКИМ ПОДВЕСОМ РОТОРА | 1994 |
|
RU2116624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 1999 |
|
RU2164665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕРИЛЛИЕВОГО РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2004 |
|
RU2257548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 1999 |
|
RU2153649C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НОМИНАЛЬНОЙ ЧАСТОТЫ ВРАЩЕНИЯ РОТОРА ЭЛЕКТРОСТАТИЧЕСКОГО ГИРОСКОПА | 2004 |
|
RU2269745C1 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2289790C1 |
| ПРОЕКЦИОННОЕ УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ НА ПОЛУСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 1996 |
|
RU2135956C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ПОЛУСФЕР РОТОРА ШАРОВОГО ГИРОСКОПА | 1994 |
|
RU2085348C1 |

Способ может быть использован при изготовлении электростатического гироскопа (ЭСГ) с емкостным съемом информации о положении вектора кинетического момента. Способ заключается в механической притирке в среде избыточного давления наружной поверхности тонкостенного герметичного ротора с вытянутым эллипсоидом инерции, с переменной толщиной стенки и вакуумом внутри нее до сферы. Ротор в виде оболочки со сферической внешней поверхностью состоит из двух симметричных полусфер, которые соединены между собой по плоскости разъема по основному материалу в вакууме методом диффузионной сварки. Внутренняя поверхность каждой полусферы выполнена переменным радиусом r, плавно увеличивающимся от полюса к плоскости разъема, при этом толщина стенки плавно уменьшается от hо на полюсе до hэ в экваториальной плоскости разъема по закону квадрата синуса угла Q, отсчитываемого от оси полюсов ротора. 4 ил.
Способ изготовления полого ротора электростатического гироскопа, отличающийся тем, что наружную поверхность ротора в виде тонкостенной герметичной оболочки с вакуумом внутри нее механически притирают до сферы в среде избыточного давления, которое определяют по формуле
где E - модуль упругости материала ротора;
R - радиус наружной поверхности;
δ - величина асферичности ротора;
ν - коэффициент Пуассона;
hт = hэ - h0/hэ hо;
hэ - толщина оболочки в экваториальной плоскости симметрии;
hо - толщина оболочки на полюсах,
при этом совмещают геометрический центр ротора с центром масс, а радиус внутреннего профиля ротора удовлетворяет уравнению
r(Q) = (R - hо) + (hо - hэ)sin2Q,
где r(Q) - радиус внутренней поверхности ротора;
Q - угол, отсчитываемый от оси полюсов ротора.
| US, патент, 3274666, 27.09.66, кл.29-148.4 | |||
| Малеев П.И | |||
| Новые типы гироск опов | |||
| - Л.: Судостроение, 1971, с.19 - 20. |

