Изобретение относится к области формования и соединения пластиков, а более конкретно к способам термоформования полимерных листов для покрытия поверхности изделий и может быть использовано для изготовления деталей стола, в частности столешницы.
Из патентной литературы известны способы формования полых изделий из листов термопласта в обогреваемой матрице избыточным давлением воздуха (распределенной нагрузкой) с последующим охлаждением в форме (см., например, патенты РФ N 2001773, B 29 C 59/06, 1993 г. и N 2111119, B 29 C 51/10, 1998 г.). Эти технические решения позволяют формировать объемные изделия, которые используются автономно, так как из-за большого градиента в усадке материала по периметру затруднительна их сборка с унифицированными изделиями заданных размеров и габаритов.
Для непосредственного покрытия поверхности предметов термоформовкой листового полимерного материала, на которую предварительно наносят связующее, используют способы, описанные в патентах РФ N 2089392, B 29 C 63/20, 1997 г. и ДЕ N 3225533, B 29 C 17/03,1984 г., ДЕ N 3819434, B 29 C 51/10, 1989 г. , включающие операции нанесения связующего на поверхность изделия, скрепления с совмещаемой пленкой, прижимаемой распределенной нагрузкой (давлением вакуума) при нагреве конвективным теплообменом от удаленного нагревателя изолированной печи с последующим охлаждением в сборе, что обеспечивает их механическое адгезионное скрепление.
Недостатки этих способов заключаются в ограниченном использовании только для пленочных полимерных материалов и аппаратурная сложность вакуумного нагружения скрепляемых деталей, увеличивающая общие затраты на техпроцесс изготовления сборных изделий.
Технологические сложности заключаются в том, что для равномерного прижима полимерной пленки и поверхности основы используют компрессию для перепада давлений по границе раздела, а при нагреве необходимо выдерживать точную температуру, чтобы избежать прожоги и проплавления. Кроме того, затруднительно обеспечить гладкую, ровную поверхность покрытия без складок, морщин и т.п. дефектов.
Наиболее близким по числу совпадающих признаков аналогом является способ покрытия полимерным листовым материалом поверхности металлического изделия, имеющего меньшие габаритные размеры, включающий размещение листового материала на металлическом изделии, нагрев с формированием отбортовки на листовом материале по периметру изделия, соединение листового материала и изделия с использованием связующего и распределенной нагрузки давлением, который описан в европейском патенте EP N 0251546, кл. B 29 C 51/16, 07.01.88.
Покрытие металлического изделия защемленным по периметру в матрице полимерным листом с использованием связующего и вакуумирования обеспечивает плотное прилегание и жесткое адгезионное сцепление полимеризующимся связующим. При вакуумировании с нагревом отбортовка листового материала создает неразъемное соединение геометрическим замыканием полимерного материала по профилю металлического изделия.
Однако недостатком известного способа является его технологическая и инструментальная сложность, необходимость в дополнительной операции обрубки припуска на зажим в матрице листового материала по профилю готового изделия.
Использование вакуумирования для распределенной нагрузки при соединении с поверхностью металлического изделия листового материала и формировании на нем отбортовки определяет дополнительные технические и энергетические затраты, что увеличивает трудоемкость работ и изделий в целом. Известный способ имеет ограниченное использование по номенклатуре композитных изделий при неразъемном соединении полимерного листа на металлическом основании.
Задачей, на решение которой направлено настоящее изобретение, является упрощение техпроцесса и расширение области его использования, расширение технологических и функциональных возможностей для изготовления сборных изделий в конструкторско-художественном единстве и образной выразительности.
Требуемый технический результат достигается тем, что в известном способе покрытия поверхности изделий полимерным листовым материалом, включающем размещение листового материала на металлическом изделии, имеющем меньшие габаритные размеры, нагрев с формированием отбортовки на листовом материале по периметру изделия, соединение листового материала и изделия с использованием связующего и распределенной нагрузки, нагрев проводят при температуре 200-210oC в течение 7,5-8,0 часов, а после формирования отбортовки на листовом материале осуществляют охлаждение, затем отбортованный материал снимают с изделия и на него наносят связующее для их последующего соединения под гнетом.
Каждый существенный признак необходим, а их устойчивая взаимосвязь в совокупности являются достаточными для достижения новизны качества, нового сверхэффекта, неприсущего признакам в их разобщенности, то есть эффекта суммы, а не суммы эффектов.
Использование металлической основы композиционной столешницы повышает ее конструкционную прочность и функциональную надежность, которая служит формой для образования заданной конфигурации покрытия и аккумулятором тепла для температурного градиента в покрытии, изгибающего материал при нагреве и совместном охлаждении. Нагрев свободно уложенного покрытия из листового материала за счет теплопередачи от столешницы обеспечивает автоматическое образование вертикальной отбортовки покрытия без инструмента и приложения механических усилий и нагрузки, под действием сил гравитации, что упрощает технологию и снижает расходы.
Меньшие габариты столешницы гарантируют припуск листового материала по периферии на величину отбортовки, обеспечивая формование покрытия коробчатой формы. На закругленных углах металлической столешницы произвольным, естественным путем образуются вертикальные гофры покрытия, которые выполняют свою декоративную функцию художественного образа в виде скатерти.
Использование в сборе двух материалов (полимер-металл) с заметной разницей коэффициентов линейного и объемного расширения технологически обеспечивает между ними зазор для разделения и нанесения связующего, при полимеризации создающего композитный монолит столешницы.
Новый порядок проведения известных операций позволил получить изделие с лучшими служебными характеристиками и функциональными возможностями: увеличена несущая прочность при снижении массы стола, достигнута художественная выразительность утилитарного предмета социального назначения.
Изготовление полимерного покрытия непосредственно на металлической столешнице обеспечивает адекватность формы, плотное и прочное прилегание по периметру, конструктивное единство соединяемых деталей в виде композитной столешницы.
Границы температурного диапазона нагрева полимерного листа определяют доверительный диапазон в промышленной технологии вязкотекучего состояния материала покрытия, в котором происходит самопроизвольная необратимая деформация точной отбортовки покрытия по периметру столешницы.
При нагреве формируемой сборной столешницы в течение менее 7,5 часов не произойдет полной отбортовки покрытия с плотным прилеганием как к поверхности металлической столешницы, так и к ее торцам, особенно на скругленных углах, где не завершится формообразование вертикальных складок-гофров.
При выдержке в нагретом состоянии сборки более 8,0 часов листовое покрытие заклинивает на столешнице отбортовкой с отрицательным углом, а в гофрах образуются утонения и могут быть разрывы при охлаждении или в эксплуатации.
Сущность изобретения поясняется чертежом, где изображены:
на фиг. 1 - фотография стола;
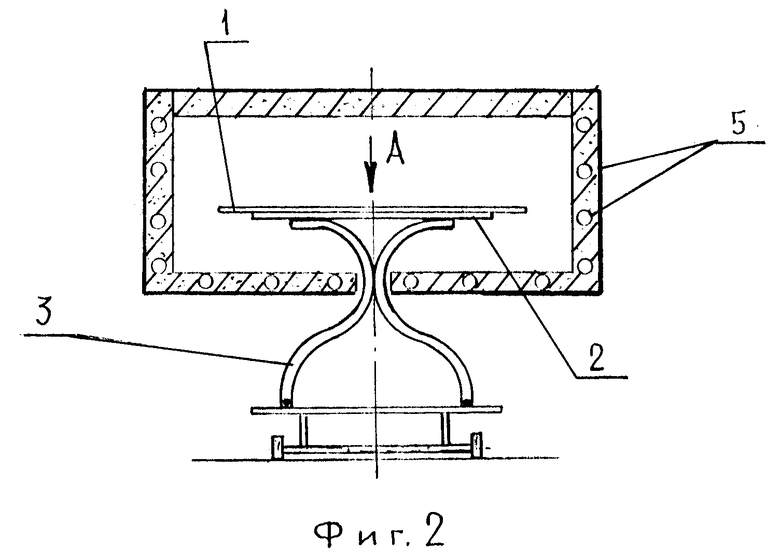
на фиг. 2 - схема печи;
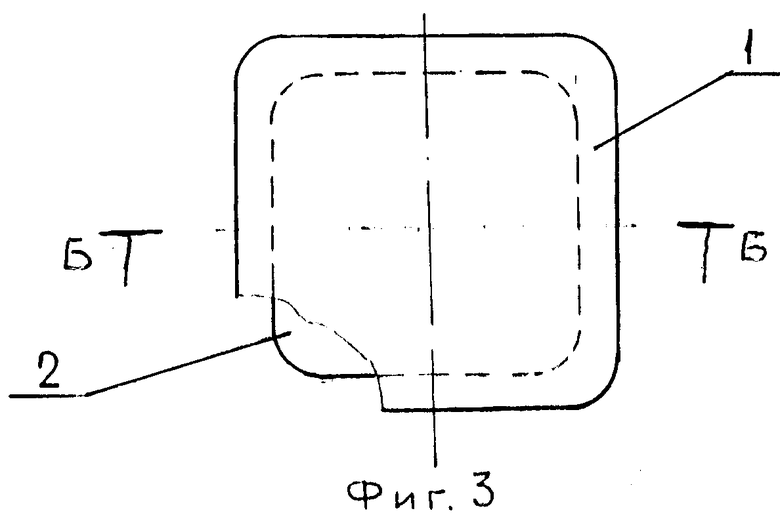
на фиг. 3 - вид по стрелке А на фиг. 2;
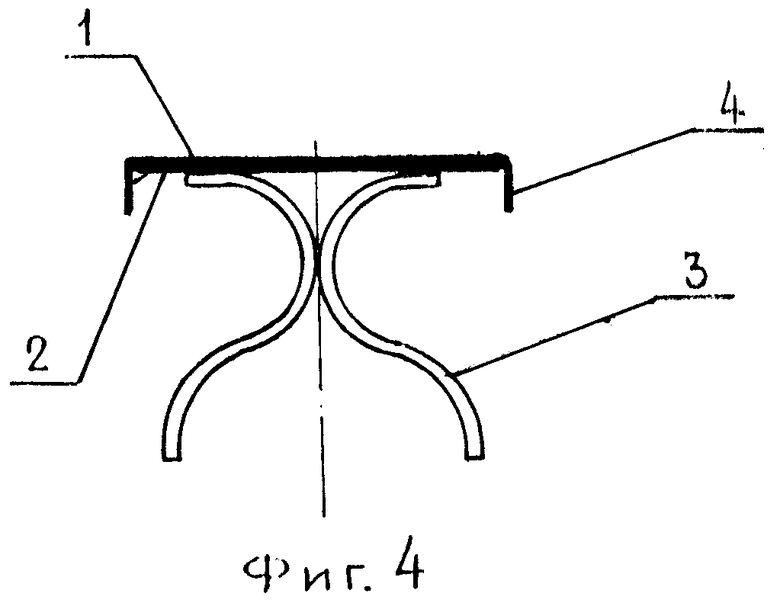
на фиг. 4 - разрез по Б-Б на фиг. 3.
Стол с полистирольным покрытием 1 (фиг. 1) металлической столешницы 2 (фиг. 2, 3), которое стилизовано под скатерть, предназначен для предприятий общественного питания, интерьера загородных усадьб, веранд и т.п. применения. Металлическая столешница 2 с закругленным углами (радиус 150 мм) закреплена на трубчатой опоре 3.
Покрытие 1 коробчатой формы с гофрами по углам изготавливается и крепится на столешнице 2 следующим образом.
Лист полистирола толщиной 4,0 мм габаритами, на 80-100 мм превышающими размеры столешницы 2, укладывают на последнюю равномерно, оставляя припуск на все стороны для отбортовки 4 (фиг. 4).
Далее сборку помещают в футерованную электропечь (фиг. 2) с ТЭН-ами 5 в качестве теплоносителей. Внутри печи устанавливают температуру 200-210oC, где выдерживают формируемое покрытие 1 со столешницей 2 в течение 7,5-8,0 часов. При этом материал покрытия 1 достигает вязкотекучего состояния и под действием гравитации припуск деформируется, облегая плотно профиль столешницы 2, образуя борта 4 (фиг. 4). Избыток материала покрытия 1 на углах столешницы 2 устанавливается гофрами, вертикальными складками, стилизованно изображающими естественное облегание тканой скатерти, без разрывов, утяжек и трещин.
В материале покрытия 1, свисающем над нагретой металлической столешницей 2, из-за разницы температур на внешней и внутренней его поверхностях, возникает изгибающий момент, в результате чего происходит отбортовка покрытия 1 по периметру столешницы 2.
При совместном охлаждении между пластмассовым покрытием 1 и металлической столешницей 2 формируется зазор в силу их различных коэффициентов теплового расширения и вследствие образующегося температурного напора теплопередачи.
При остывании на воздухе пластичные гофры покрытия 1 возможно вручную поправить, и дооформить до необходимого художественного образа.
Затем коробчатое покрытие 1 снимают со столешницы 2 и обрабатывают сопрягаемые поверхности клеем БФ 88 по традиционной технологии тонкими слоями с промежуточной сушкой, после чего покрытие 1 укладывают на столешницу 2 в положение термоформовки и нагружают распределенной нагрузкой (в нашем случае мешком с песком).
Режимы термообработки и геометрические параметры соединяемых элементов стола соотнесены и оптимизированы для вертикальной отбортовки полимерного листа покрытия 1 на формообразующей столешнице 2 под действием силы веса при вязкотекучем состоянии полистирола, нагретого до температуры, близкой к температуре текучести, при которой в нем происходят необратимые деформации, образующие необходимую форму покрытия 1.
Способ обеспечивает термоформование полимерного покрытия 1 на металлической основе столешницы 2, стилизованного под скатерть с вертикальными складками (гофрами) на ее углах, обеспечив монолитность соединения и конструкционную прочность.
Поверхность столешницы 2 гладкая блестящая, легко смывающаяся.
Стол легкий, удобный в эксплуатации, имеет большой срок службы.
Предложенная совокупность существенных признаков не известна по доступным источникам информации уровня техники, из которого явным образом не следует для специалистов машиностроения и мебельщика, и может быть серийно воспроизведена в промышленном производстве, то есть соответствует критериям патентоспособности.
Новый порядок операций изготовления композитной столешницы обеспечил товарный вид ее поверхности, сохраняемый в течение всего срока службы, гарантированное качество формы и прочность скрепления сопрягаемых конгруэнтных деталей в готовом виде после совместной термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО АКРИЛОВОГО ТЕРМОПЛАСТА | 2013 |
|
RU2562653C2 |
| СТУЛ | 1998 |
|
RU2124856C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПЛАСТМАССОВОЙ МЕБЕЛИ, СНАБЖЕННЫХ ПОЛИМЕРНЫМ ЛИСТОВЫМ ПОКРЫТИЕМ | 2002 |
|
RU2194428C1 |
| КРЕСЛО | 2001 |
|
RU2189771C1 |
| МЕБЕЛЬ ДЛЯ СИДЕНИЯ | 1998 |
|
RU2121805C1 |
| СИСТЕМА, СПОСОБ И УСТРОЙСТВО ДЛЯ МАГНИТНЫХ ПОКРЫТИЙ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2721047C2 |
| УПАКОВКА ДЛЯ ЯИЦ | 2017 |
|
RU2679478C2 |
| Металло-композиционный щит отражающей поверхности зеркальной антенны и способ его изготовления | 1989 |
|
SU1773642A1 |
| ДЛИННОМЕРНАЯ ПУСТОТЕЛАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2211899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАТУННЫХ ДЕТАЛЕЙ ДЛЯ ИЗДЕЛИЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2012 |
|
RU2496593C1 |
Изобретение относится к формованию и соединению пластиков, а более конкретно к способам термоформования полимерных листов для покрытия поверхности изделий, и может быть использовано для изготовления деталей стола, в частности столешницы. Способ покрытия полимерным листовым материалом поверхности металлического изделия, имеющего меньшие габаритные размеры, включает размещение листового материала на металлическом изделии, нагрев с формированием отбортовки на листовом материале по периметру изделия и соединение листового материала и изделия. Нагрев свободно уложенного листового материала проводят при 200 - 210oС в течение 7,5 - 8,0 ч. После формирования отбортовки на листовом материале осуществляют охлаждение. Затем отбортованный материал снимают с изделия и на него наносят связующее для их последующего соединения под гнетом. Соединение осуществляют с использованием связующего и распределенной нагрузки. Изобретение позволяет упростить техпроцесс и расширить область его использования. 4 ил.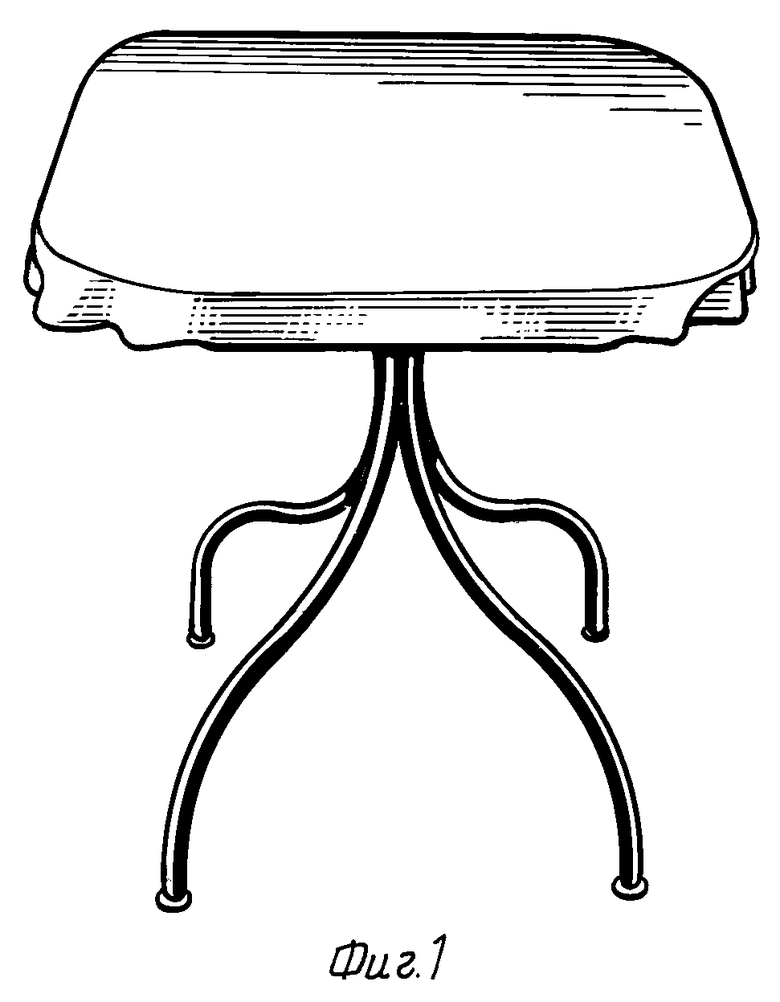
Способ покрытия полимерным листовым материалом поверхности металлического изделия, имеющего меньшие габаритные размеры, чем размеры листового материала, включающий размещение листового материала на металлическом изделии, нагрев с формированием отбортовки на листовом материале по периметру изделия, соединение листового материала и изделия с использованием связующего и распределенной нагрузки, отличающийся тем, что нагрев свободно уложенного листового материала проводят при 200 - 210oC в течение 7,5 - 8,0 ч, а после формирования отбортовки на листовом материале осуществляют охлаждение, затем отбортованный материал снимают с изделия и на него наносят связующее для их последующего соединения под гнетом.
| СПОСОБ РЕГЕНЕРАЦИИ КОБАЛЬТОВОГО КАТАЛИЗАТОРА ЖИДКОФАЗНОГО ОКИСЛЕНИЯ МЕТИЛНАФТАЛИНОВ | 0 |
|
SU251546A1 |
| .;СЬСОЮЗНЛЯ VNH'HQ-TEXHIiHECIi..' | 0 |
|
SU395466A1 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ КРУПНОГАБАРИТНОЙ ДЕТАЛИ | 0 |
|
SU389400A1 |
| DE 3819434 А1, 21.12.1989 | |||
| DE 3612898 А1, 28.01.1988 | |||
| Способ стимулирования роста и развития моркови | 2016 |
|
RU2620647C1 |
| 0 |
|
SU161892A1 | |
| Способ получения полимерного покрытия на металле | 1980 |
|
SU940405A1 |
