Изобретение относится к области обработки деталей с помощью газопламенного напыления.
По литературному источнику [1] известна головка газоплазменного металлизатора с подачей сжатого воздуха через дополнительный канал, который требует более сложной конструкции головки при увеличении ее веса и габаритов, при подаче воздушной струи в факел под углом 25-30o, что снижает качество газопламенной струи, т.к. происходит ее завихрение, а также для наличия в струе металла подается металл в виде проволоки, что также снижает качество газометаллической струи. А также по А.С. SU 1551483, МПК7 B 23 K 5/18, 23.03.90, в котором металл подают в порошковом виде через направляющую втулку (взятый за аналог).
Предлагаемый способ отличается тем, что у его устройства (головки) вместо дополнительного канала для подачи сжатого воздуха сделан штуцер, через который происходит подача сжатого воздуха прямо в центральный канал, где вместо проволоки подается металл в порошковом виде, что обеспечивает более ровную подачу воздушного потока в ацетилено-кислородное пламя, давая этим более высокое качество газопламенной струи при обеспечении качества распыляемого (расплавленного) металла, подаваемого в виде порошка.
На чертеже показана схема применяемого способа.
Осуществление газопламенного напыления производится при помощи специальных аппаратов, в которых плавление напыляемого металла производится ацетилено-кислородным пламенем, а его распыление - струей сжатого воздуха. Подача металла в порошковом виде производится через входное отверстие с подачей в нее металла в порошковом виде (наибольшее применение для газопламенного напыления проволокой нашли аппараты МГН-1-57, ГНМ-1 и др.), с подачей кислорода в канал 7 через смесительную камеру 6 и подачей через направляющую втулку 9, к которой установлен штуцер 10, для подачи воздушного потока с металлом в порошковом виде, а также ацетилена через канал 8, создавая ацетилено-кислородное пламя 11, которое, расплавляя, распыляя подаваемую порошковую смесь создает газопламенную струю 12, которая наносится на обрабатываемую поверхность 13.
Сама головка состоит из корпуса 1 с штуцером 3, который накручивается на корпус, фиксируясь гайкой 2, с сопловой головкой 4, которая фиксируется с помощью гайки 5. Внутри корпуса и штуцера установлена направляющая втулка 9 со штуцером 10 для подсоединения трубопровода. Подача ацетилена происходит через внутренний канал 8 основного штуцера поверх направляющей втулки 9.
Преимуществом газопламенного напыления этим способом является небольшое окисление металла, мелкое его распыление, достаточно высокая прочность покрытия.
Литература
1. Р. Е.Есенберлин. Капитальный ремонт автомобилей. М.: Транспорт, 1989 г., стр.173.
Способ может быть использован при восстановлении и упрочнении поверхностей деталей. Напыляемый металл подают в порошковом виде через направляющую втулку распылительной головки струей сжатого воздуха. Подачу смеси осуществляют через штуцер, установленный на направляющей втулке. Для подачи сжатого воздуха в распылительной головке выполнен центральный канал. 1 з.п.ф-лы, 1 ил.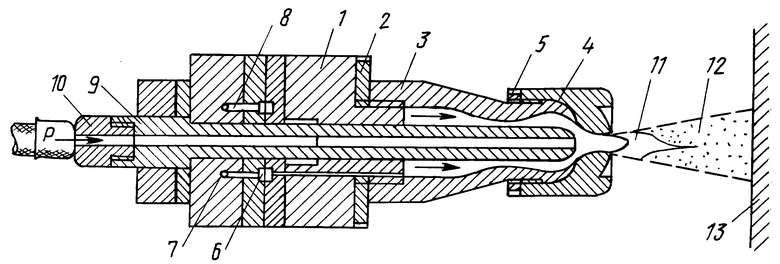
| Устройство для газопорошковой наплавки | 1987 |
|
SU1551483A1 |
| SU 431367, 19.11.1974 | |||
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1989 |
|
RU2015738C1 |
| МУНДШТУК ГОРЕЛКИ ДЛЯ ГАЗОВОЙ СВАРКИ | 1992 |
|
RU2032855C1 |
| US 3443754, 13.05.1969 | |||
| Топка с колосниковой решеткой для сжигания кускового топлива | 1981 |
|
SU1087088A3 |
| СИДОРОВ А.И | |||
| Восстановление деталей машин напылением и наплавкой | |||
| - М.: Машиностроение, 1987, с.44 - 45 | |||
| БОРИСОВ Ю.С | |||
| и др | |||
| Газотермические покрытия из порошковых материалов | |||
| Справочник | |||
| - Киев: Наукова Думка, 1987, с.9 - 10, рис.1.2, с.47 - 49, 106 - 111. | |||
