Изобретение относится к машиностроению и может быть использовано на всех металлообрабатывающих предприятиях, практикующих шлифование заготовок на металлорежущих станках с применением автоматических устройств управления подачей шлифовального круга.
Известен способ переключения скорости быстрого подвода шлифовального круга на рабочую подачу (см. авт. свид. СССР N 544545, кл. B 24 B 49/10, 1975 г.), в котором высокую производительность обеспечивают путем увеличения чувствительности к изменениям нагрузки на двигатель привода шлифовального круга при инвариантности переключающего сигнала по отношению к изменениям диаметра шлифовального круга, для чего изменяющийся сигнал датчика активной мощности двигателя привода круга складывают с изменяющимся сигналом датчика упругой деформации системы СПИД (технологической системы), полученную сумму сигналов сравнивают с заданным сигналом, пропорциональным оптимальной величине врезания круга в заготовку, и при равенстве их сумму сигналов преобразуют в импульс, с помощью которого формируют команду на включение рабочей подачи.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе не достигается высокая точность оптимизации величины врезания, так как при формировании сигнала для переключения скорости быстрого подвода шлифовального круга на рабочую подачу не учитывается режущая способность шлифовального круга, что приводит к уменьшению производительности, так как для обеспечения безопасной работы скорость быстрого подвода ограничивают наихудшей режущей способностью шлифовального круга.
Наиболее близким способом того назначения к заявленному изобретению по совокупности признаков является способ переключения скорости быстрого подвода шлифовального круга на рабочую подачу (см. авт. свид. СССР N 607725, кл. B 24 B 49/10, 1978 г.), в котором, с целью повышения производительности и безопасности работы, измеряют сигнал, характеризующий режущую способность шлифовального круга, и измеренный сигнал алгебраически складывают с суммой сигналов датчика мощности в цепи электродвигателя и датчика упругой деформации системы СПИД, а результирующий сигнал сравнивают с заданной оптимальной величиной.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе не достигается стабильность обработки и высокая точность оптимизации величины врезания, поскольку не разработан (и, разумеется, не используется) динамический критерий, однозначно определяющий (оценивающий) режущую способность шлифовального круга в процессе шлифования в зависимости от условий обработки, что приводит к снижению ее производительности.
Сущность изобретения заключается в следующем. С целью повышения производительности и точности обработки за счет более полного использования режущей способности шлифовального круга в течение всего периода его стойкости переключение скорости быстрого подвода шлифовального круга на рабочую подачу производят на основе результатов измерения звукового давления акустического сигнала в процессе быстрого подвода и врезания круга в заготовку.
Технический результат - повышение производительности обработки точности величины врезания, а также стабильности обработки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе переключения скорости быстрого подвода шлифовального круга на рабочую подачу, включающем измерение сигнала, характеризующего режущую способность шлифовального круга, особенность заключается в том, что измеряют величину звукового давления акустического сигнала, создаваемого шлифовальным кругом в момент подвода и врезания в заготовку, характеризующее текущее состояние режущей способности шлифовального круга, и сравнивают измеренную величину звукового давления с оптимальным значением уставки, величину которой определяют по времени достижения расчетного значения припуска на этапе врезания, и при равенстве их производят переключение скорости подвода шлифовального круга на рабочую подачу.
Между отличительными признаками и вышеизложенным техническим результатом существует причинно-следственная связь, заключающаяся в повышении уровня звукового давления акустического сигнала при шлифовании заготовок по мере увеличения глубины снимаемого слоя обрабатываемого материала заготовки (припуска). В то же время, как показали экспериментальные исследования, при постоянной скорости съема припуска режущая способность круга, в течение периода стойкости уменьшается вследствие его износа, затупления и засаливания, что приводит к увеличению звукового давления, т.е. чем больше энергия звукового излучения, тем меньше режущая способность круга, которую можно определить через коэффициент  режущей способности круга по формуле
режущей способности круга по формуле
где W - скорость съема материала заготовки; Pз - звуковое давление.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. В частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращение продолжительности процесса и пр.);
- увеличение количества однотипных элементов, действий, для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этой технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи, либо каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены, исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
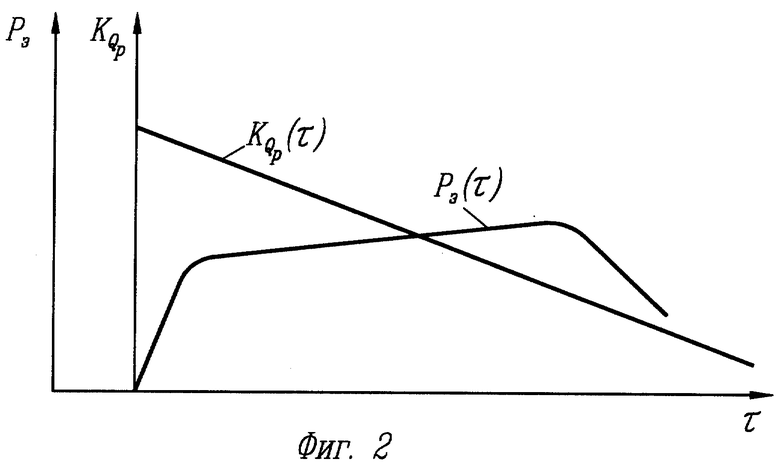
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата: на фиг. 1 дана блок-схема реализации способа; на фиг. 2 - график изменения звукового давления Pз (или его амплитуда Aз) и режущей способности  круга во времени τ.
круга во времени τ.
Способ переключения скорости быстрого подвода шлифовального круга на рабочую подачу осуществляют по схеме, представленной на фиг. 1.
Преобразователь 1 звуковых колебаний, например, микрофон, устанавливают вблизи торцовой поверхности шлифовального круга 2, размещенного в кожухе 3. Преобразователь 1 электрически связан с узкополосным фильтром 4, пороговым усилителем звуковой частоты 5, детектором 6, блоком сравнения 7 и микропроцессором 8 управления поперечной подачей шлифовальной бабки (шлифовального круга).
Звуковое давление (или его амплитуда) акустических колебаний, возникающих в процессе шлифования заготовки 9, регистрируется преобразователем 1 и преобразуется в электрический сигнал, который передается в блоки обработки сигнала - узкополосный фильтр 4, усилитель звуковой частоты 5 и детектор 6, а с него - в блок сравнения 7, где он сравнивается с уставкой Pз (или Aз), величина которой соответствует времени достижения расчетного значения припуска на этапе врезания. Звуковое давление регистрируется в диапазоне частот (1500 - 1600) Гц, в котором устраняются посторонние шумы технологической системы.
В начале цикла шлифования, когда съем припуска еще не происходит, режущая способность круга имеет максимально значение (см. фиг. 2), а звуковое давление Pз на выходе преобразователя 1 имеет значение, близкое к нулю (сила резания отсутствует), поэтому сигнал ΔPз= ΔPзОПТ-Pз на выходе сравнительного элемента 7 будет иметь максимальное значение, где ΔPзОПТ - сигнал задатчика, оптимальный по технологическим условиям. В момент врезания круга 2 в заготовку 9 сигнал звукового давления Pз постепенно возрастает (см. фиг. 2), вследствие чего сигнал ΔPз будет уменьшаться, что в свою очередь приведет к соответствующему уменьшению скорости поперечной подачи St. Уменьшение скорости поперечной подачи St будет происходить до тех пор, пока сигнал ΔPз не достигнет значения уставки, т. е. ΔPз= ΔPзуст. Далее съем припуска будет происходить при предельно допустимом (по технологическим условиям) звуковом давлении, поэтому несмотря на некоторое снижение режущей способности круга в любой момент периода стойкости круга скорость съема припуска будет иметь максимально возможное значение, благодаря чему повышается производительность и стабильность обработки, а следовательно, и точность диаметральных размеров заготовки.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно на металлообрабатывающих предприятиях, применяющих обработку абразивными кругами, особенно в условиях автоматизированного производства;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке средств и методов.
Следовательно, заявленное изобретение соответствует условиям "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152295C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2002 |
|
RU2215640C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2181323C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176587C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОСТОЯННОЙ ВРЕМЕНИ МЕХАНИЧЕСКИХ КОЛЕБАТЕЛЬНЫХ СИСТЕМ | 2007 |
|
RU2328711C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2191672C1 |
Изобретение относится к машиностроению и предназначено для использования на всех металлообрабатывающих предприятиях, практикующих шлифование заготовок с применением автоматических устройств управления подачей шлифовального круга. Технический результат - повышение производительности и точности величины врезания, а также стабильности обработки. Предлагается способ переключения скорости быстрого подвода шлифовального круга на рабочую подачу, при котором измеряют звуковое давление акустического (звукового) сигнала, создаваемого кругом в момент подвода и врезания в заготовку, характеризующее текущее состояние режущей способности круга. Сравнивают измеренное звуковое давление с оптимальным значением уставки, величину которой определяют по времени достижения расчетного значения припуска на этапе врезания, и при равенстве их производят переключение скорости подвода круга на рабочую подачу. 2 ил.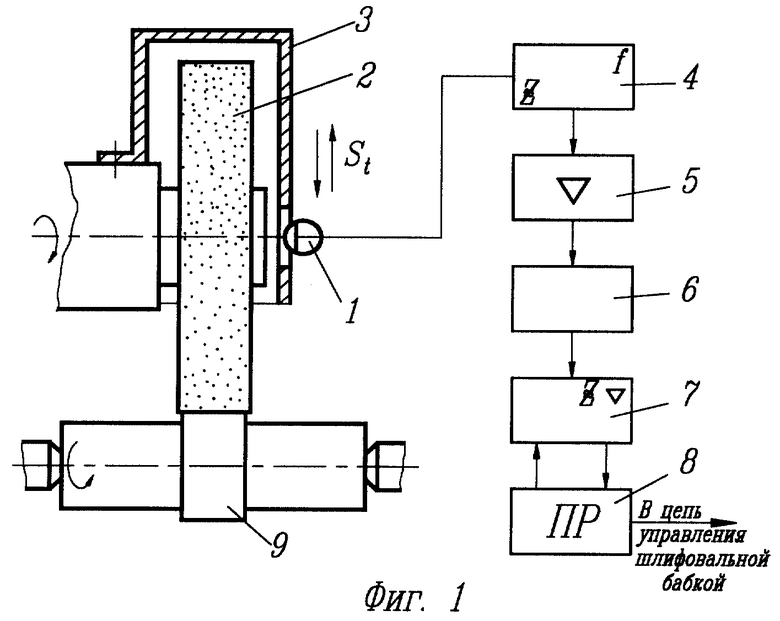
Способ переключения скорости быстрого подвода шлифовального круга на рабочую подачу, включающий измерение сигнала, характеризующего режущую способность шлифовального круга, отличающийся тем, что измеряют величину звукового давления акустического сигнала, создаваемого шлифовальным кругом в момент подвода и врезания в заготовку, характеризующее текущее состояние режущей способности шлифовального круга, и сравнивают измеренную величину звукового давления с оптимальным значением уставки, величину которой определяют по времени достижения расчетного значения припуска на этапе врезания, и при равенстве их производят переключение скорости подвода шлифовального круга на рабочую подачу.
| Способ переключения скорости быстрого подвода шлифовального круга на рабочую подачу | 1976 |
|
SU607725A2 |
| Система управления врезанием шлифовального круга в изделие | 1975 |
|
SU545455A1 |
| US 5222329 A, 29.06.1993 | |||
| 0 |
|
SU377796A1 | |
| ЗАПИСЫВАЮЩАЯ ГОЛОВКА | 2011 |
|
RU2517561C1 |
| DE 4215723 A1, 18.11.1993. | |||
