Изобретение относится к машиностроению и может быть использовано при разработке автоматических устройств управления врезной подачей шлифовальных станков, а также при анализе нестационарных процессов в механических системах.
Известен способ определения постоянной времени Тп процесса шлифования (см. Чубуков А.С. Адаптивное управление круглошлифовальными станками с помощью малой ЭВМ / А.С.Чубуков, А.С.Коньшин // Станки и инструмент.- 1978. - №9. - С.22-24) на основе измерения кинематического параметра - припуска, снятого за время переходного процесса tпп при врезании шлифовального круга в заготовку, заканчиваемого практически за время 3Тп, откуда постоянную времени определяют как Тп=0,33·tпп.
Недостатком данного способа является невысокая точность определения момента затухания переходного процесса при врезании за счет искажения сигналов, поступающих от прибора активного контроля съема припуска, из-за вибраций измерительных наконечников и их износа.
Известен также способ определения постоянной времени Тп процесса шлифования при врезании на основе информации, поступающей от датчика мощности (силы) резания (см. Чубуков А.С. Адаптивное управление круглошлифовальными станками с помощью малой ЭВМ / А.С.Чубуков, А.С.Коньшин // Станки и инструмент.- 1978. - №9. - С.22-24), при котором фиксируют время переходного процесса tпп, а величину постоянной времени определяют по зависимости Тп=0,33·tпп.
Недостатком данного способа, как и при определении постоянной времени по съему припуска, является невысокая точность определения последней из-за случайных помех и большой инерционности датчика мощности.
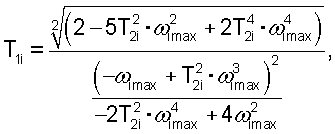
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ определения постоянной времени механических и электромеханических колебательных систем при наличии двух интегрирующих усилителей в цепи измерения (см. авт. свид. №2163361 С1, кл. G01М 7/02, 1999 г.), по которому возбуждают колебания системы гармоническим воздействием в диапазоне ее собственных частот, измеряют кинематический параметр колебания, регистрируют амплитудно-фазовую частотную характеристику измеряемого кинематического параметра, для каждой степени свободы фиксируют характерные частоты, соответствующие экстремумам действительной и мнимой составляющих кинематического параметра, и рассчитывают по этим частотам постоянные времени и коэффициенты усиления. В качестве кинематического параметра используют двойной интеграл от выходного сигнала колебательной системы, а передаточную функцию системы представляют в виде двойного интеграла суммы передаточных функций колебательных звеньев системы:
 ,
,
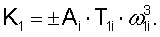
для которой постоянные времени и коэффициенты усиления рассчитывают по формуле:

К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что известный способ определения постоянной времени не отличается быстродействием, операция интегрирования приводит к аппаратурному усложнению измерительной схемы и дополнительным погрешностям, а сложность математического аппарата также не способствует повышению точности определения постоянной времени.
Сущность изобретения заключается в следующем. С целью повышения быстродействия и точности определения постоянной времени в качестве кинематического параметра используют амплитуду звуковых колебаний, возникающих при врезании шлифовального круга в заготовку в диапазоне собственных частот технологической системы, по изменению которой фиксируют продолжительность полного затухания переходного процесса, по которой определяют постоянную времени технологической системы.
Технический результат - повышение быстродействия и точности определения постоянной времени, а следовательно, повышение производительности и точности врезного шлифования.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе определения постоянной времени особенность заключается в том, что в качестве кинематического параметра используют амплитуду Аз звуковых колебаний, возникающих при врезании шлифовального круга в заготовку, фиксируют время полного затухания tпп переходного процесса согласно условию:

ограничиваемое величиной уставки амплитуды звуковых колебаний, а постоянную времени Тп определяют по формуле:

где  и
и  - среднее значение амплитуды звуковых колебаний (звукового
- среднее значение амплитуды звуковых колебаний (звукового
давления) в двух последовательных точках измерения;  - среднее значение амплитуды звуковых колебаний, измеряемое непосредственно перед врезанием круга в заготовку; Кз - коэффициент, характеризующий затухание переходного процесса.
- среднее значение амплитуды звуковых колебаний, измеряемое непосредственно перед врезанием круга в заготовку; Кз - коэффициент, характеризующий затухание переходного процесса.
Между отличительными признаками и вышеизложенным техническим результатом существует причинно-следственная связь, заключающаяся в том, что переходный процесс на этапе врезания шлифовального круга в заготовку сопровождается изменением скорости амплитуды dAз/dt звуковых колебаний в диапазоне собственных частот технологической системы по экспоненциальной функции:  , адекватно реализуемой бесступенчатым увеличением скорости врезной подачи и являющейся оптимальным алгоритмом управления, в котором корректирующий сигнал формируется в функции постоянной времени Тп, при этом скорость изменения амплитуды
, адекватно реализуемой бесступенчатым увеличением скорости врезной подачи и являющейся оптимальным алгоритмом управления, в котором корректирующий сигнал формируется в функции постоянной времени Тп, при этом скорость изменения амплитуды  в установившемся режиме ограничивается величиной уставки амплитуды звуковых колебаний по заданному качеству шлифованной поверхности заготовки.
в установившемся режиме ограничивается величиной уставки амплитуды звуковых колебаний по заданному качеству шлифованной поверхности заготовки.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует условию «новизна».
Для проверки соответствия заявленного изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи либо каждого из указанных признаков на технический результат и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию «изобретательский уровень».
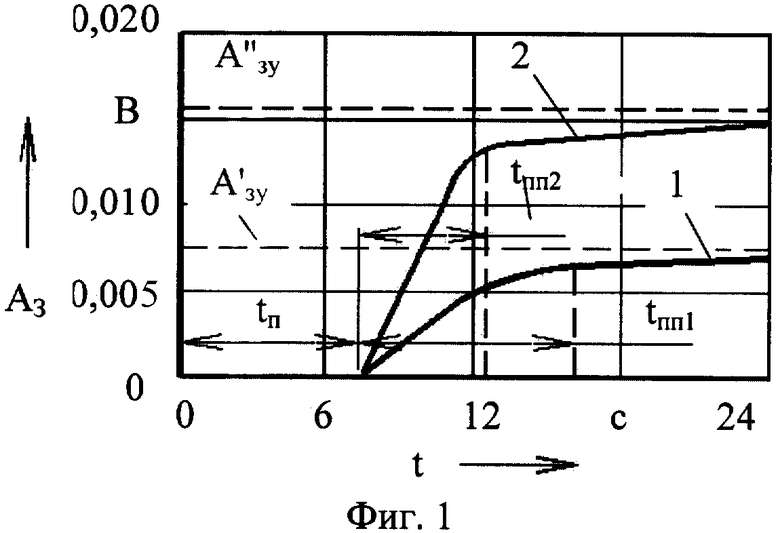
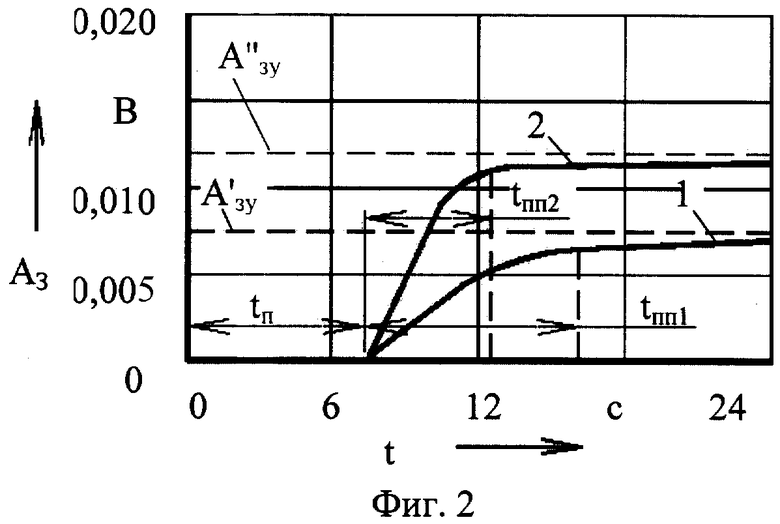
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата: на фиг.1 и 2 представлена зависимость амплитуды звукового давления Аз от режимов и времени шлифования t, где tпп1, tпп2 - соответственно время переходного процесса по стандартной схеме шлифования и по предложенному способу. На фиг.1 - величина снимаемого припуска z=0,2 мм; частота вращения заготовки nз=225 мин-1; 1 - врезная подача круга St=0,2 мм/мин; 2 - St=0,8 мм/мин. На фиг.2 - z=0,5 мм; nз=225 мин-1; 1 - St=0,2 мм/мин; 2 - St=0,8 мм/мин.
Проверка способа проводилась с помощью экспериментальной установки, смонтированной на базе круглошлифовального станка 3М152МВФ2. Заготовки шлифовали с окружной скоростью круга 35 м/с по двум вариантам: 1) по стандартной схеме, т.е. шлифовальный круг 24А25СМ17К5 быстро проходил большую часть расстояния до поверхности заготовки, затем вручную его подводили к заготовке до «касания по искре» за время tп и включали автоматический цикл обработки, продолжительность переходного процесса которого tпп1 определяли по заданной величине снимаемого припуска z; 2) контроль врезания круга в заготовку фиксировали по всплеску величины амплитуды звуковых колебаний Аз (звукового давления) на экране компьютера, после чего включали цикл шлифования, а продолжительность затухания переходного процесса tпп2 на этапе врезания ограничивали значением уставки величины амплитуды звуковых колебаний АЗУ. Величину уставки АЗУ в каждом случае выбирали из условия обеспечения максимальной производительности при заданной шероховатости шлифованной поверхности заготовок. Момент полного затухания переходного процесса на этапе врезания определяли из вышеприведенного условия (1).
Используя условие (1) и распечатки компьютерных диаграмм изменения величины Аз, определяли время полного затухания переходного процесса tпп на этапе врезания и рассчитывали величину постоянной времени Тп по зависимости (2) (см. Костюков К.М. Автоматические врезные устройства / К.М.Костюков, В.Н.Михелькевич. - М.: Машиностроение, 1980. - 136 с.).
Анализ информации, полученной путем обработки диаграмм амплитуды звуковых колебаний Аз, показал, что время полного затухания переходного процесса tпп (см. фиг.1) по предложенному способу в исследованном диапазоне режимов шлифования в среднем на 23-27% меньше, чем при работе по первому варианту, а абсолютная погрешность определения постоянной времени по звуковому излучению составляет не более 13%, что имеет существенное значение для повышения производительности процесса шлифования и точности обработки в автоматическом цикле управления.
Таким образом, изложенные сведения свидетельствуют при использовании заявляемого изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно на металлообрабатывающих предприятиях, применяющих обработку абразивными кругами, особенно в условиях автоматизированного производства;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке средств и методов.
Следовательно, заявленное изобретение соответствует условиям "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| СПОСОБ УПРАВЛЕНИЯ ДВУСТОРОННИМ ТОРЦОВЫМ ШЛИФОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2490110C2 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2400346C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| СПОСОБ ПЕРЕКЛЮЧЕНИЯ СКОРОСТИ БЫСТРОГО ПОДВОДА ШЛИФОВАЛЬНОГО КРУГА НА РАБОЧУЮ ПОДАЧУ | 1999 |
|
RU2155127C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2191672C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2192952C1 |
| Способ управления врезным шлифованием | 1981 |
|
SU1009733A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2285604C1 |
| СПОСОБ ШЛИФОВАНИЯ КОМБИНИРОВАННЫМ АБРАЗИВНЫМ КРУГОМ | 2004 |
|
RU2252124C1 |
Изобретение относится к измерительной технике и может быть использовано при разработке автоматических устройств управления врезной подачей шлифовальных станков, а также при анализе нестационарных процессов в механических системах. Способ заключается в использовании амплитуды звуковых колебаний в качестве кинематического параметра, возникающих при врезании шлифовального круга в заготовку в диапазоне собственных частот технологической системы. По изменению амплитуды фиксируют время полного затухания переходного процесса, ограничиваемое величиной уставки амплитуды звуковых колебаний, по которому определяют постоянную времени технологической системы. Технический результат заключается в повышении быстродействия и точности определения постоянной времени. 2 ил.
Способ определения постоянных времени механических колебательных систем, по которому возбуждают колебания системы врезанием шлифовального круга в заготовку в диапазоне ее собственных частот, измеряют кинематический параметр колебаний, регистрируют амплитудно-частотную характеристику кинематического параметра, отличающийся тем, что в качестве кинематического параметра используют амплитуду А3 звуковых колебаний, возникающих при врезании шлифовального круга в заготовку, фиксируют время tпп полного затухания переходного процесса согласно условию

ограничиваемое величиной уставки амплитуды звуковых колебаний, а постоянную времени Тп определяют по формуле
Tп=0,33·tпп,
где  и
и  - среднее значение амплитуды звуковых колебаний в двух последовательных точках измерения;
- среднее значение амплитуды звуковых колебаний в двух последовательных точках измерения;
 - среднее значение амплитуды звуковых колебаний, измеряемое непосредственно перед врезанием круга в заготовку;
- среднее значение амплитуды звуковых колебаний, измеряемое непосредственно перед врезанием круга в заготовку;
К3 - коэффициент, характеризующий затухание переходного процесса.
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОСТОЯННЫХ ВРЕМЕНИ МЕХАНИЧЕСКИХ И ЭЛЕКТРОМЕХАНИЧЕСКИХ КОЛЕБАТЕЛЬНЫХ СИСТЕМ ПРИ НАЛИЧИИ ДВУХ ИНТЕГРИРУЮЩИХ УСИЛИТЕЛЕЙ В ЦЕПИ ИЗМЕРЕНИЯ | 1999 |
|
RU2163361C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИНАМИЧЕСКОЙ МОДЕЛИ ЭКВИВАЛЕНТНОЙ УПРУГОЙ СИСТЕМЫ МЕТАЛЛОРЕЖУЩЕГО СТАНКА В ЗОНЕ РЕЗАНИЯ | 1996 |
|
RU2130598C1 |
| SU 1206713 А, 23.01.1986 | |||
| Чубуков А.С | |||
| Адаптивное управление круглошлифовальными станками с помощью малой ЭВМ / А.С.Чубуков, А.С.Коныпин // Станки и инструмент, 1978, №9, с.22-24. | |||

