Изобретение относится к машиностроению, а именно к обработке металлов шлифованием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Известно устройство для подачи СОЖ (А.с. СССР 757311 МКИ3 B 24 В 55/02. Устройство для подачи СОЖ. /Ю.В. Полянсков и И.Л. Худобин (СССР). 2931782/08; Заявл. 18.12.79; Опубл. 30.11.80. Б.И. 31), включающее сопло для подачи водной СОЖ и дополнительное сопло для подачи масляной СОЖ, подпружиненный ролик из пористого материала, закрепленный на шарнирной опоре, соединенный с гидроцилиндром.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства для поэтапной подачи СОЖ, относится то, что при его применении отработавшая СОЖ требует разделения на водную и масляную фазы, сложность устройства, поскольку к устройству необходимо осуществлять непрерывный подвод двух видов СОЖ и жидкости под давлением, что затрудняет его монтаж и эксплуатацию, а также неравномерность пропитки пористого ролика, усложняющая регулирование расхода масляной СОЖ.
Известно устройство для подачи СОЖ (А.с. СССР 772834 МКИ3 В 24 В 55/02. Устройство для подачи смазочно-охлаждающих жидкостей. /И.Л. Худобин (СССР). 3124135/08; Заявл. 18.12.79; Опубл. 04.12.80. Б.И. 39), включающее сопло для подачи водной СОЖ и дополнительное сопло для подачи масляной СОЖ, подпружиненный ролик из пористого материала, закрепленный на штоке, и электромагнитную катушку.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства для поэтапной подачи СОЖ, относится то, что при его применении отработавшая СОЖ требует разделения на водную и масляную фазы, сложность устройства, поскольку к устройству необходимо осуществлять непрерывный подвод двух видов СОЖ, что затрудняет его монтаж и эксплуатацию, а также неравномерность пропитки пористого ролика, усложняющая регулирование расхода масляной СОЖ.
Наиболее близким устройством того же назначения к заявленному устройству по совокупности признаков является выбранное в качестве прототипа устройство для поэтапной подачи СОТС (А.с. СССР 865641 МКИ3 В 24 В 55/02. Устройство для поэтапной подачи СОЖ. /Л.В. Худобин и И.Л. Худобин. 2816754/25-08; Заявл. 06.09.79; Опубл. 23.09.81, Б.И. 35), включающее клиновое сопло и оснащенное подпружиненным штоком и электромагнитной катушкой дополнительное сопло, позволяющее осуществлять поэтапную подачу водной и масляной СОЖ.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства для поэтапной подачи СОЖ, принятого за прототип, относится то, что при его применении отработавшая СОЖ требует разделения на водную и масляную фазы, сложность устройства, поскольку к устройству необходимо осуществлять непрерывный подвод двух видов СОЖ и сжатого воздуха, что затрудняет его монтаж и эксплуатацию.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время требований к производительности операций механической обработки, в частности шлифования, сделало особенно актуальной проблему повышения режимов обработки при обеспечении заданного качества обработанных поверхностей деталей. Одним из путей достижения указанной интенсификации является рационализация применения СОТС.
Технический результат - увеличение производительности обработки при обеспечении заданного качества обработанных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и известное устройство, заявленное устройство содержит клиновое сопло для подачи водной СОЖ, особенность заключается в том, что к соплу прикреплено устройство для подачи твердого смазочного материала, выполненное в виде корпуса прямоугольного сечения, который содержит электромагнитную катушку, подпружиненный шток, ввернутый в стакан, несущий брикет ТСМ, на выходной части корпуса установлен ряд нитей накаливания, включенных в цепь постоянного тока.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве для подачи СОТС и изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства для подачи СОТС. Результаты поиска показали, что заявленное изобретение не вытекает явным образом для специалиста из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи либо изменении их вида.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
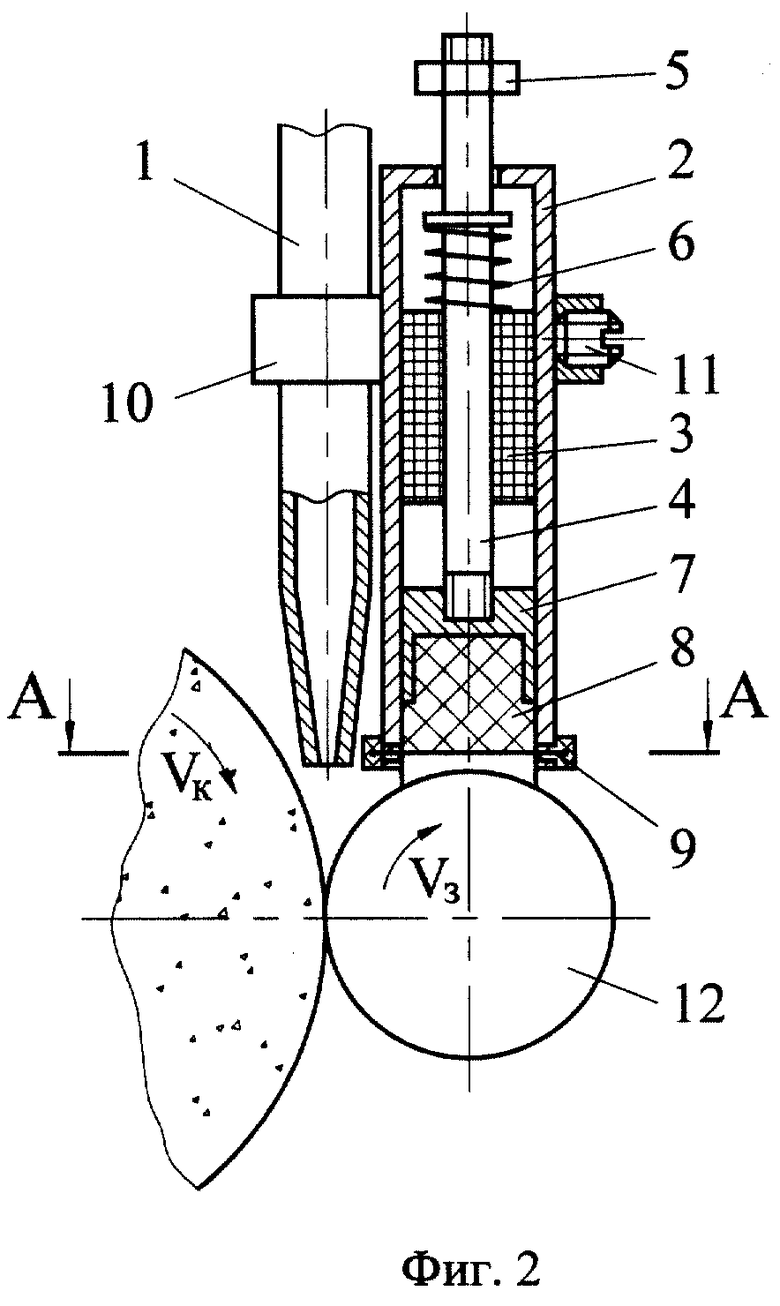
На чертежах представлены: фиг.1 - схема шлифования с подачей водной СОЖ на этапах врезания и съема основного припуска; фиг.2 - схема шлифования с подачей ТСМ на обрабатываемую поверхность заготовки (без подачи СОЖ); фиг.3 - разрез А-А по фиг.2.
Сведения, подтверждающие возможность осуществления каждого объекта заявленного изобретения с получением вышеуказанного технического результата:
Устройство для подачи СОТС включает клиновое сопло 1 и устройство для подачи ТСМ, состоящее из разъемного корпуса 2 прямоугольного сечения, внутри которого расположены электромагнитная катушка 3, шток 4, несущий ограничительную гайку 5, подпружиненный пружиной 6 и ввернутый в стакан 7, в котором закреплен брикет ТСМ 8; на выходной части корпуса 2 установлен ряд нитей накаливания 9, включенных в цепь постоянного тока; корпус 2 крепится к клиновому соплу 1 с помощью планки 10 и винта 11.
Устройство работает следующим образом. На этапах врезания и съема основного припуска в зону обработки поливом свободно падающей струей через сопло 1 подается водная СОЖ, обладающая хорошими охлаждающим и моющим свойствами, брикет ТСМ 8 находится в отведенном положении под действием пружины 6 (фиг.1). При переходе на выхаживание подача водной СОЖ прекращается, одновременно подается питание на электромагнитную катушку 3, вследствие чего брикет ТСМ 8 прижимается к обрабатываемой поверхности заготовки 12 (фиг.2) и запитываются нити накаливания 9 (фиг.3), установленные в корпус 2, которые, прорезая брикет ТСМ 8, производят нагрев объема брикета, непосредственно прилегающего к поверхности его контакта с заготовкой, по всей площади этой поверхности; по окончании цикла шлифования электромагнитная катушка 3 обесточивается, брикет ТСМ 8 под действием пружины 6 отводится в исходное положение, показанное на фиг.1, и затем обесточиваются нити накаливания 9. Подача на этапе выхаживания ТСМ, обладающего хорошими смазочным и демпфирующим свойствами, позволяет сформировать прочные смазочные пленки на обрабатываемой поверхности заготовки и рабочей поверхности круга и тем самым снизить интенсивность трения в контакте абразивного зерна и связки с обрабатываемым материалом, а также существенно уменьшить уровень колебаний технологической системы благодаря демпфирующему действию смазки, способствуя в итоге значительно более быстрому достижению заданного качества обработанной поверхности. Поскольку во время подачи ТСМ не производят подачу водной СОЖ, исключается ее отрицательное воздействие на создаваемые на поверхностях круга и заготовки смазочные пленки. Нагрев объема брикета, непосредственно прилегающего к поверхности его контакта с заготовкой, по всей площади этой поверхности с помощью нитей накаливания позволяет обеспечить оптимальный для данных условий обработки расход ТСМ, а, следовательно, и наибольшую эффективность шлифования.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного устройства для подачи СОТС следующей совокупности условий:
- устройство для подачи СОТС, воплощающее заявленное изобретение при его осуществлении, предназначено для использования в машиностроении, а именно на операциях шлифования заготовок с применением шлифовальных кругов и СОТС;
- для заявленного устройства для подачи СОТС в том виде, как оно охарактеризовано в независимом пункте формулы изобретения, подтверждена возможность его применения с помощью описанных в заявке или известных до даты приоритета средств и методов;
- устройство для подачи СОТС, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ СРЕДСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176587C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176948C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1999 |
|
RU2162403C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 1999 |
|
RU2167046C1 |
| СПОСОБ ПОЭТАПНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2009 |
|
RU2424104C1 |
| СПОСОБ ПОЭТАПНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2011 |
|
RU2469835C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1999 |
|
RU2162399C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2153966C2 |

Изобретение относится к машиностроению и может быть использовано на операциях шлифования заготовок из различных материалов. Устройство содержит клиновое сопло для подачи водной смазочно-охлаждающей жидкости (СОЖ). К соплу прикреплено устройство для подачи твердого смазочного материала (ТСМ). Последнее выполнено в виде разъемного корпуса прямоугольного сечения, который содержит электромагнитную катушку, подпружиненный шток, ввернутый в стакан, несущий брикет твердого смазочного материала. На выходной части корпуса установлен ряд нитей накаливания, включенных в цепь постоянного тока. Такая конструкция обеспечивает поэтапную подачу смазочно-охлаждающих средств при съеме основного припуска и выхаживании, исключающую воздействие СОЖ и ТСМ друг на друга и позволяющую осуществлять эффективное шлифование. 3 ил.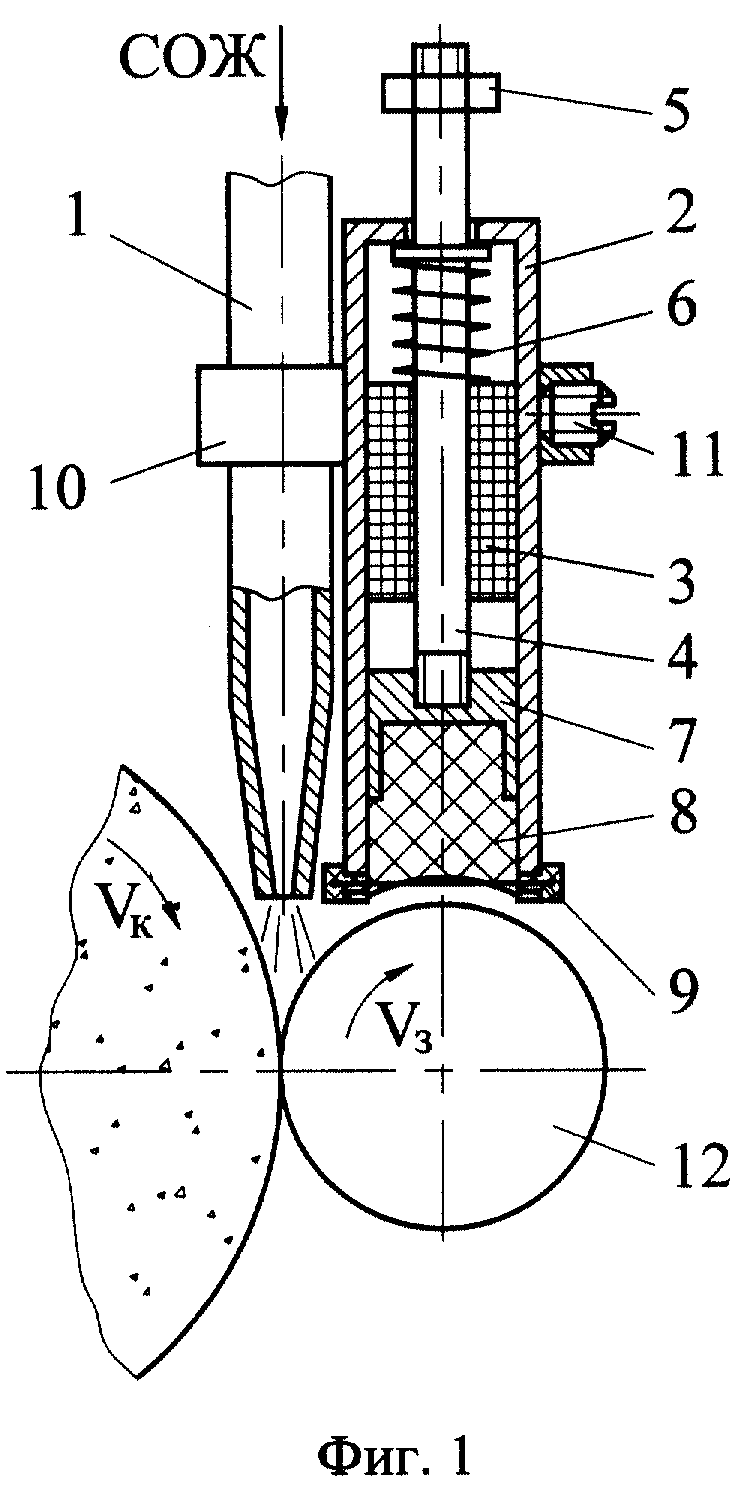
Устройство для подачи смазочно-охлаждающих технологических средств, включающее клиновое сопло для подачи водной смазочно-охлаждающей жидкости, отличающееся тем, что к соплу прикреплено устройство для подачи твердого смазочного материала, выполненное в виде разъемного корпуса прямоугольного сечения, который содержит электромагнитную катушку, подпружиненный шток, ввернутый в стакан, несущий брикет твердого смазочного материала, на выходной части корпуса установлен ряд нитей накаливания, включенных в цепь постоянного тока.
| Устройство для поэтапной подачи смазочно-охлаждающих жидкостей | 1979 |
|
SU865641A1 |
| Устройство для подачи смазочно- охлаждающих жидкостей | 1979 |
|
SU772834A1 |
| Способ подачи смазочно-охлаждающего технологического средства | 1983 |
|
SU1093518A1 |
| Способ подачи смазочно-охлаждающего технологического средства (СОТС) | 1982 |
|
SU1060447A1 |
| DE 2900409 В2, 27.03.1980 | |||
| DE 19652134 А1, 25.06.1998. | |||
