Изобретение относится к системе заполнения, которую применяют для распределения первичного и вторичного продуктов в контейнеры в наполнительной машине. Одна такая машина раскрыта в заявке на патент США, N 08/315246, поданной 29 сентября, 1994 (PCT W 096/09957) и озаглавленной "Система упаковочной машины для заполнения контейнера первичными и вторичными продуктами".
Эта система со специальной конструкцией принимает непрерывную подачу первичных и вторичных продуктов из баков для хранения, например, на молочном заводе. Однако в системе такой структуры налагаются ограничения в отношении скорости заполнения. В данной конструкции могут образовываться нежелательные воздушные пузырьки в системе и продукте. Таким образом, желательно улучшить упомянутую систему для повышения скорости наполнения и надежности, а также для улучшения рабочих характеристик системы во время таких рутинных операций как, например, очистка и выпуск жидкости.
Сущность настоящего изобретения заключается в следующем.
Предложена наполнительная система для применения в упаковочной машине для заполнения контейнера первичным и вторичным продуктами. Наполнительная система содержит системы для заполнения первичного и вторичного продуктов. Первичная система имеет промежуточный бак для хранения первичного продукта, имеющий впускное отверстие, соединенное с источником первичного продукта, и выпускное отверстие. Первичная наполнительная система имеет также трубопровод для заполнения первичного продукта, содержащий впускное и выпускное отверстия, причем выпускное отверстие расположено на пути обработки контейнера, на котором контейнеры заполняются продуктом и герметически заделываются упаковочной машиной. Предусмотрен также первичный насос для накачки заданного количества первичного продукта из выпускного отверстия первичного промежуточного бака для хранения во впускное отверстие наполнительного трубопровода.
Аналогично, система заполнения вторичного продукта имеет вторичный промежуточный бак для хранения с впускным отверстием, соединенным с источником вторичного продукта. Вторичный наполнительный трубопровод расположен концентрично в первичном наполнительном трубопроводе и имеет выпускное отверстие на пути обработки контейнера. Предусмотрен также вторичный насос для накачки заданного количества вторичного продукта из выпускного отверстия вторичного промежуточного бака для хранения во вторичный наполнительный трубопровод.
На фиг. 1 показан вид в перспективе механических элементов собранной наполнительной системы;
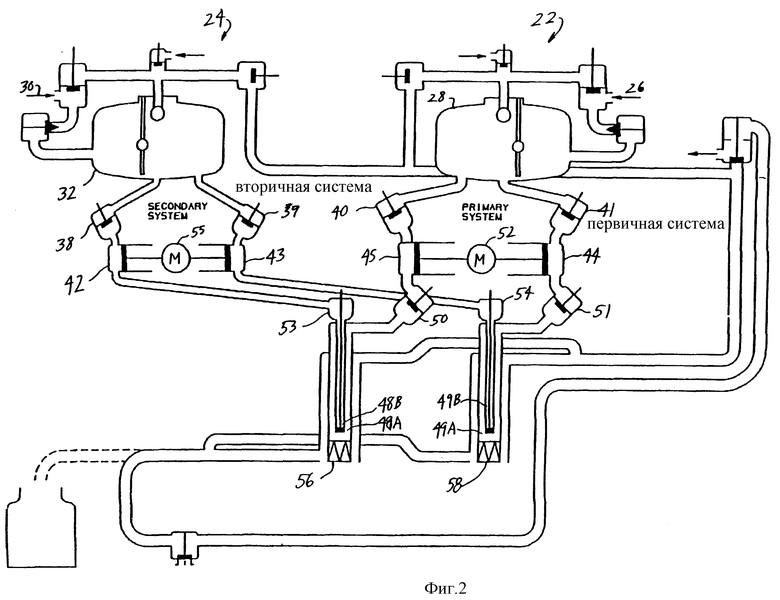
на фиг. 2 - схематический вид конструкции системы во время операции предварительного нагрева, при которой нагревают сопла для заделки на упаковочной машине, содержащей настоящую систему, до начала операций формования, заполнения и заделки контейнеров на упаковочной машине;
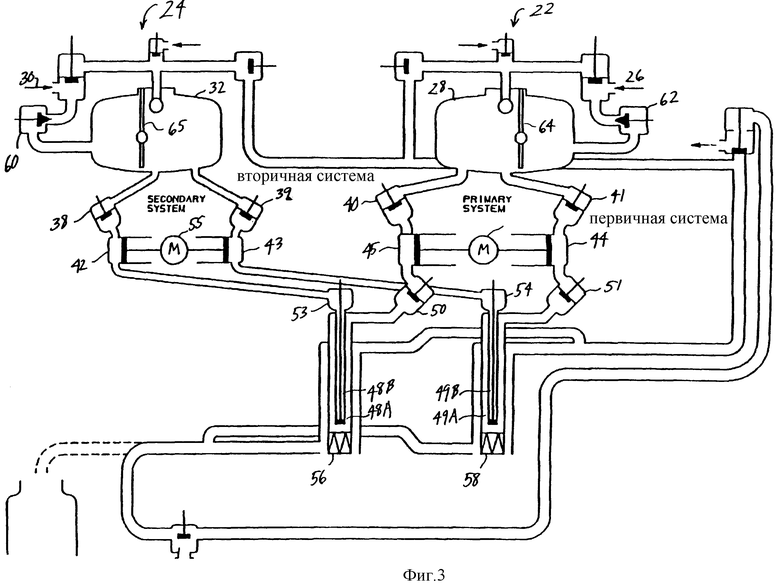
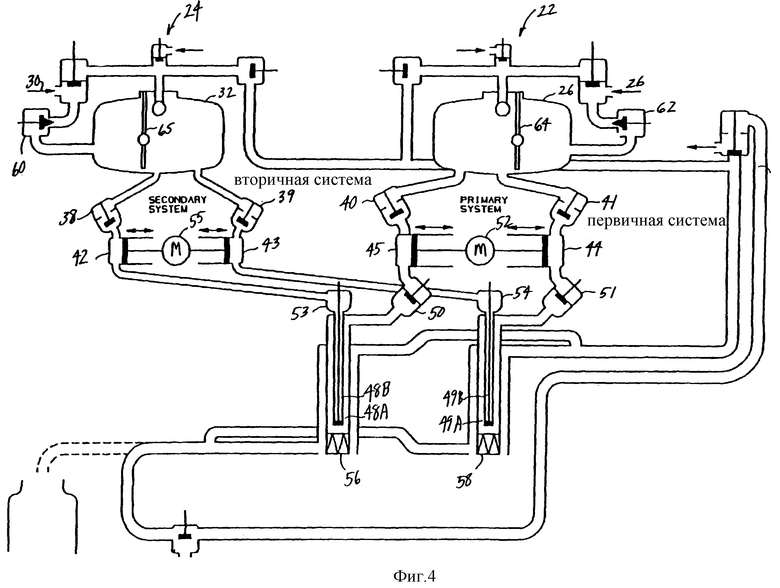
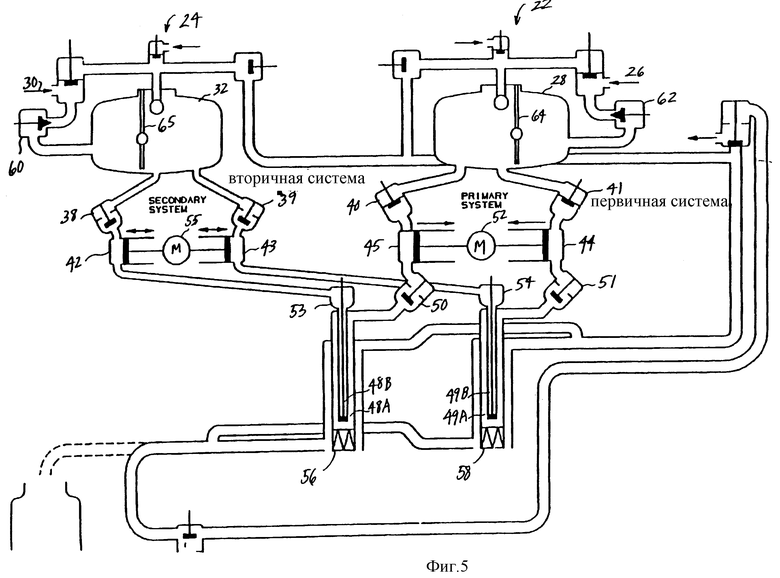
фиг. 3 - 5 представляют схематически конфигурации системы во время начального заполнения системы первичным и вторичным продуктами;
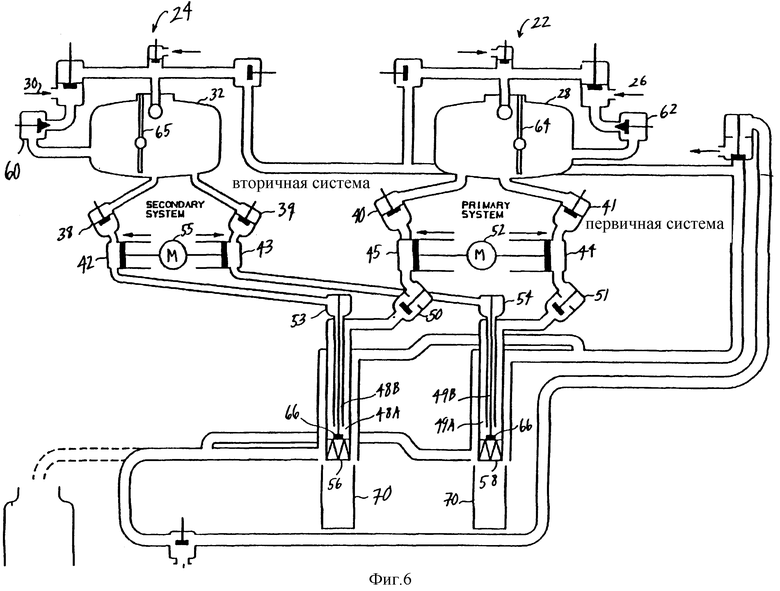
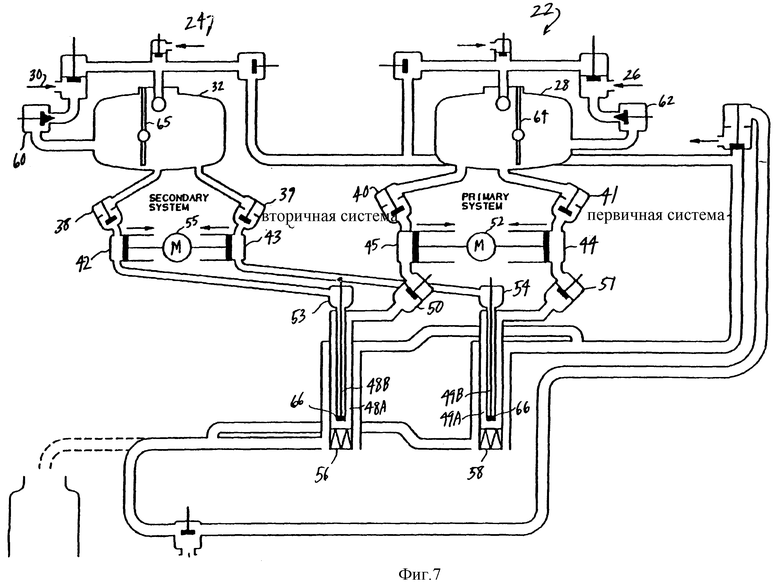
фиг. 6 и 7 представляют схематически конфигурации системы во время засасывания продукта из промежуточных баков и раздачи его в контейнер;
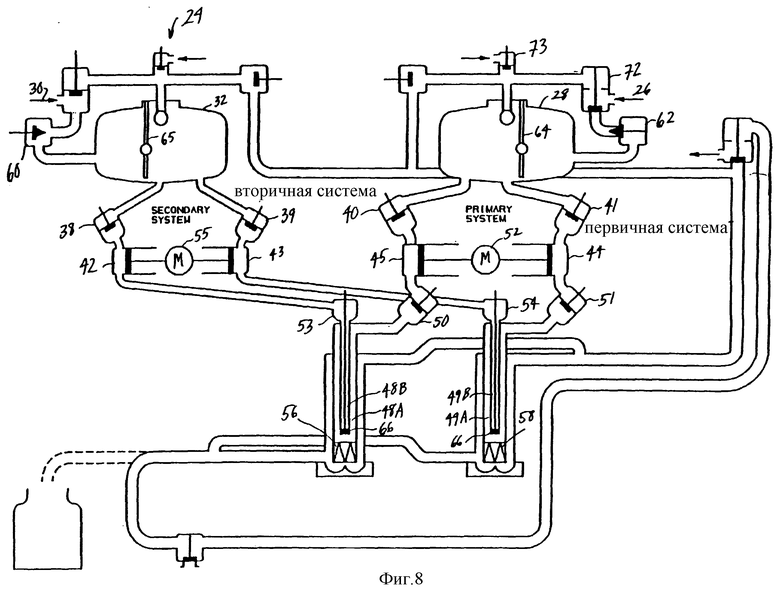
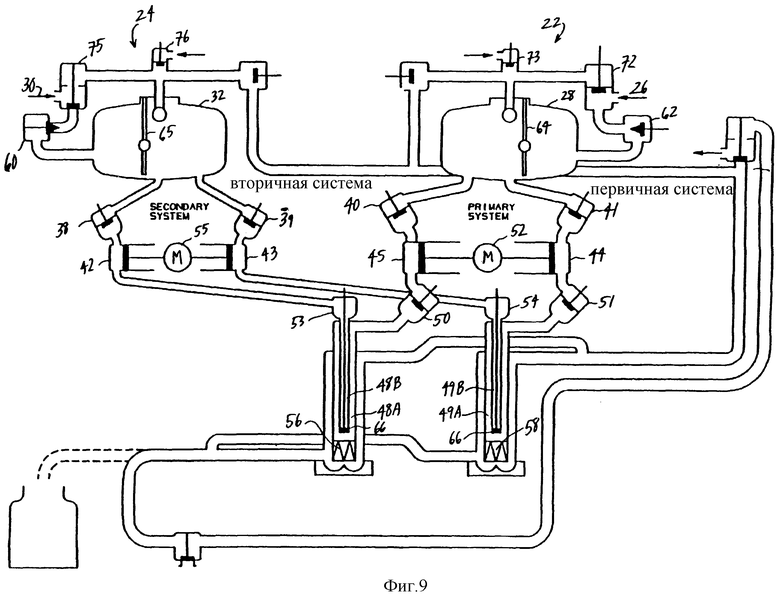
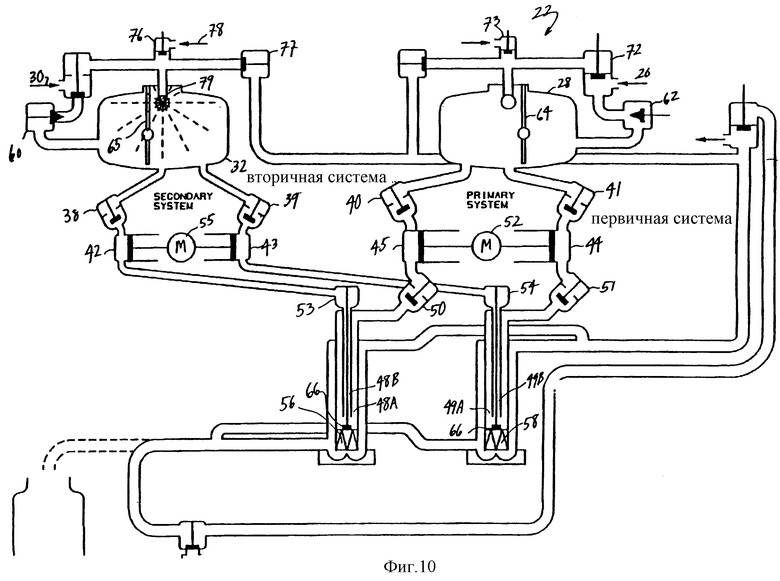
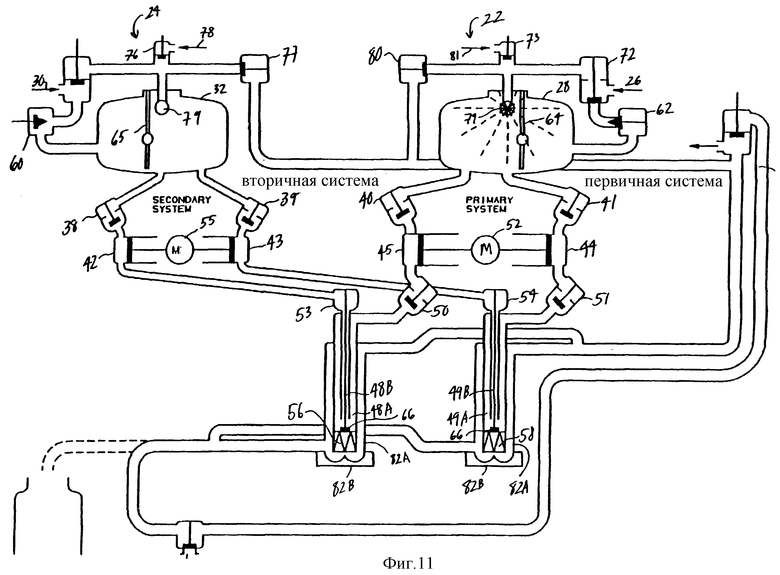
фиг. 8 - 11 представляют схематически конфигурации системы во время циркуляции через систему очищающей жидкости;
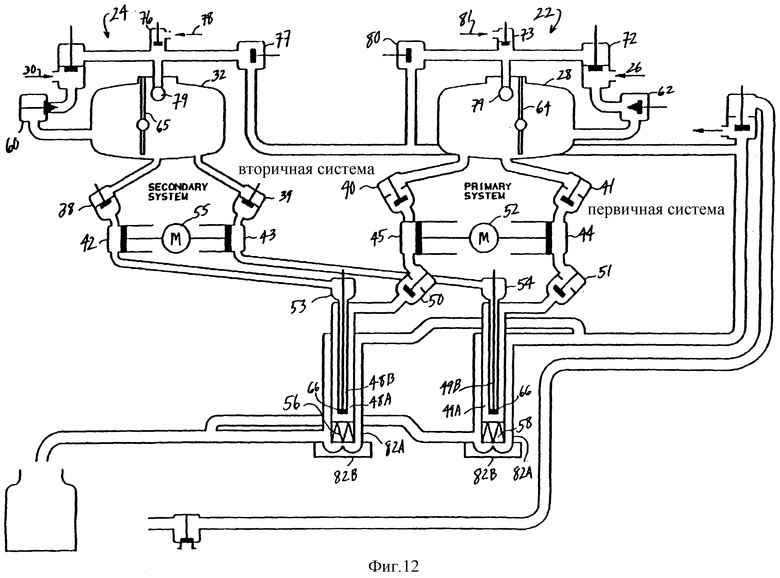
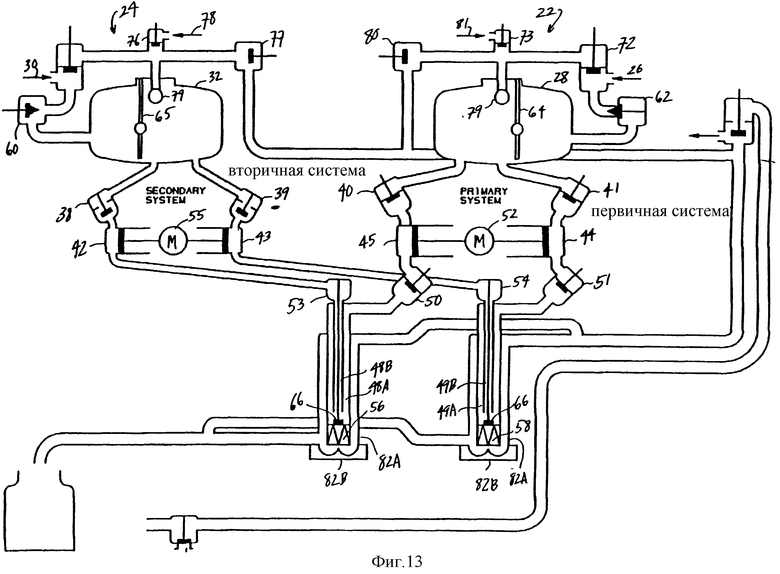
фиг. 12 - 14 показывают схематически конфигурации системы во время различных процессов выпуска жидкости.
Подробное описание настоящего изобретения
Фиг. 1 представляет вид в перспективе различных элементов одного варианта наполнительной системы 20. Показанная наполнительная система 20 включает две параллельные позиции наполнения, которые расположены над соответствующими параллельными путями обработки контейнеров, вдоль которых заполняются и заделываются соответствующие линии контейнеров. Каждая наполнительная позиция распределяет первичный и вторичный продукты в каждый контейнер во время перемещения контейнеров по их соответствующим путям для обработки контейнеров. Наполнительную систему 20 можно разместить на опорной раме 21. Хотя показаны две отдельные наполнительные позиции, однако предполагается также одна позиция, пригодная для применения в упаковочной машине.
Наполнительная система 20 имеет систему 22 для заполнения первичного продукта в систему 24 для заполнения вторичного продукта. Система 22 для заполнения первичного продукта имеет впускное отверстие 26 для приема первичного продукта, например, снятого молока из бака (не показан) для хранения первичного продукта в промежуточный бак 28 для хранения первичного продукта. Впускное отверстие 30 для вторичного продукта соединено для приема вторичного продукта, например сливок из бака (не показан), для хранения вторичного продукта в промежуточный бак 32 для хранения вторичного продукта.
Промежуточные баки для хранения 32, 28 имеют соответствующие выпускные отверстия 34, 35 и 36, 37. Выпускные отверстия 34-37 из промежуточных баков для хранения 28, 32 сообщаются с соответствующими клапанами 38, 39 и 40, 41, которые наклонены, например, под углом ~30o. Клапаны 38, 39 регулируют поток жидкости во вторичном промежуточном баке 32 к паре двухпоршневых насосов 42, 43 для вторичного продукта.
Аналогично, клапаны 40, 41 регулируют поток жидкости в первичном промежуточном баке 28 к паре двухпоршневых насосов 44, 45 для первичного продукта. Потоки жидкости из насосов 44, 45 первичной системы в выпускные сопла 48A, 49A (см. фиг. 2) регулируются соответствующими клапанами 50 и 51, которые наклонены, например, под углом 45o. Первичная система 22 также включает в себя двигатель 52 для насоса.
Потоки жидкости из насосов 42, 43 вторичной системы в выпускные сопла 48B, 49B регулируются соответствующими клапанами 53 и 54. Вторичная система 24 также включает в себя двигатель 55 для насоса.
Клапаны могут быть изготовлены в соответствии с одним или более способами, описанными в патентах США NN 3643679, 4913185 и в Европейском патенте N 191192B1. Для обеспечения гигиенической работы системы каждый клапан можно подсоединить к вакуумному генератору, вакуум которого изолирует подвижные элементы нескольких клапанов от клапанной камеры. Насосы могут включать в себя блок поршня-диафрагмы, который описан, например, в предварительной заявке на патент 60/006175, озаглавленной "Узел поршня-диафрагмы" (N 11342US01 в реестре поверенного), поданной 2 ноября 1995 и указанной здесь полностью для справки.
Все различные показанные трубопроводы для передачи продуктов, которые применяют в настоящей системе заполнения, могут быть наклонены. Таким образом, упрощается по существу выполнение задач по выпуску жидкости из системы и также исключается образование воздушных пузырьков в системе, когда она заполнена.
Наполнительную систему 20 можно использовать для замены системы заполнения одного продукта в существующей упаковочной машине. В таком случае желательно обеспечить опорную раму 21 в качестве элемента общей системы заполнения 20. Например, показанную наполнительную систему 20 можно установить для применения на упаковочной машине модели TR/7, доступной в настоящее время от фирмы Тетра Рекс Пэкеджинг Системз, Инк. ов Буффало Гров. ИЛ.
Фиг. 2 представляет схематический вид конфигурации наполнительной системы 20 во время операции предварительного нагрева. Во время этой операции сопла 56, 58 для заделки контейнеров в упаковочной машине, включающей в себя настоящую систему, нагревают до начала операций формования, заполнения и герметичной заделки на упаковочной машине. В настоящей конфигурации все клапаны в системе находятся в закрытом положении. Предпочтительно клапаны удерживаются на месте соответствующей пружиной без давления воздуха.
Фиг. 3-5 показывают схематически конфигурации системы во время начального заполнения системы первичными и вторичными продуктами. Как показано на фиг. 3, вторичный продукт подается через впускное отверстие 30 для вторичного продукта. Открывается клапан 60, позволяя вторичному продукту проходить и заполнять промежуточный бак 32 для вторичного продукта в системе 24 для вторичного продукта. Клапаны 38 и 39 закрываются для исключения утечки вторичного продукта из вторичного промежуточного бака 32.
Первичному продукту позволяют течь через впускное отверстие 26 для первичного продукта, через клапан 62 и в промежуточный бак 28 для хранения первичного продукта в первичной системе 22. Клапаны 40 и 41 закрывают для исключения утечки первичного продукта из промежуточного бака 28. Положения клапанов 62 и 60 регулируют на основе уровня продукта в соответствующих промежуточных баках 28, 32, определяемого соответствующими контактными датчиками уровня 64, 65.
После достижения первичным и вторичным продуктами требуемых уровней в соответствующих промежуточных баках клапаны 38, 39, 40 и 41 открываются для упрощения дальнейшего потока продуктов через соответствующие системы 22, 24. Эта стадия показана на фиг. 4. Поток продуктов ускоряется за счет работы двигателей 52, 55 насосов систем 22, 24 для первичного и вторичного продуктов. Наконец, заполняются остальные части системы, когда клапаны 50 и 51 открываются, как показано на фиг. 5, в течение этого времени приводятся насосы 44, 45 первичной системы 22 для создания всасывающего усилия для исключения открывания гибких полимерных сопл 56, 58 для герметичной заделки.
Фиг. 6 и 7 показывают схематически конфигурации системы во время засасывания продукта из промежуточных баков 28, 32 и его раздачи в контейнер 70. Во время засасывания и заполнения продукта приводятся в действие датчики уровня 64, 65 в промежуточных баках 28, 32 для регулирования уровня вторичного и первичного продуктов в соответствующем промежуточном баке 28 или 32. Как показано на фиг. 6, открываются клапаны 50, 51, чтобы позволить проходить потоку первичного продукта. Срабатывают также клапаны 53, 54 для открывания уплотнительного элемента 66 для регулирования потока вторичного продукта через трубопроводы 48B, 49B для заполнения вторичного продукта.
Таким образом система 20 обеспечивает заполнение контейнеров жидким продуктом без завихрения благодаря промежуточным бакам для хранения 28, 32 и соответствующего регулирования при помощи системы клапанов. Это является преимуществом в сравнении с известными системами, в которых поток продукта был прямо из источника. Система 20 также уменьшает потери продукта, поскольку продукты из промежуточных баков для хранения 28, 32 можно выливать более полно.
Фиг. 8 - 11 представляют схематически конфигурации системы во время циркуляции очищающей жидкости через систему. Как показано на фиг. 8, во время стадии циркуляции А жидкость для очистки вводят во вторичный промежуточный бак 32 вторичной системы 24, причем очищающую жидкость также вводят через клапан 72 для очистки клапана 73, когда клапан 73 открывается на короткий отрезок времени ("слегка поворачивается").
Систему для вторичного продукта 24 очищают в конфигурации, показанной на фиг. 10 как стадия циркуляции C. Во время этой операции положения клапанов 76 и 77 зависят от уровня очищающей жидкости в промежуточном баке 32 вторичной системы 24. Более конкретно, клапан 76 срабатывает для ввода стерильного воздуха под высоким давлением 78 в промежуточный бак 32 для вторичного продукта через шаровое сопло 79 вместе с очищающей жидкостью, когда уровень очищающей жидкости в промежуточном баке 32 для вторичного продукта превышает заданный уровень. Ввод стерильного воздуха под высоким давлением 78 во вторичный промежуточный бак 32 упрощает более быструю циркуляцию и выпуск очищающей жидкости через вторичную систему 24 и из нее.
Аналогично очищают первичную систему 22 в конфигурации, показанной на фиг. 11 как стадия циркуляции Д. Во время этой операции положения клапанов 73 и 80 зависят от уровня очищающей жидкости в промежуточном баке 28 первичной системы 22. Стерильный воздух под высоким давлением 81 вводят через клапан 73.
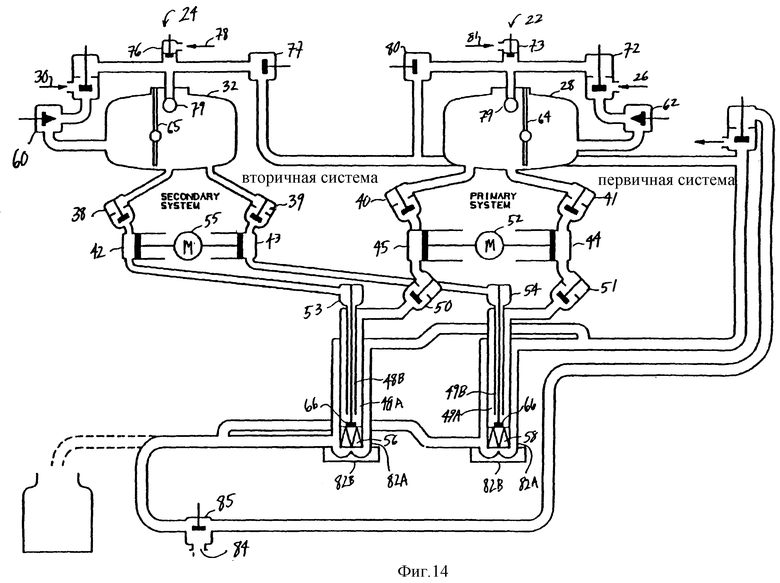
Фиг. 12 - 14 показывают схематически конфигурации системы, которые применяют во время различных процессов выпуска жидкости. Более конкретно, фиг. 12 показывает конфигурацию системы во время выпуска первичного продукта. Как показано, клапаны 62, 80, 40, 41, 50, 51 первичной системы 22 открыты. Вокруг трубопроводов 48A, 49A для заполнения первичным продуктом расположен также рукав 82A для очищающей жидкости. Вблизи рукава 82A для очищающей жидкости расположен кожух 82B, который окружает каждое сопло для герметической заделки 56, 58 во время работы наполнительных систем 20.
Фиг. 13 показывает конфигурацию системы во время выпуска вторичного продукта. Как показано, клапаны 60, 77, 38, 39, 53, 54 вторичной системы 24 открыты. На месте также кожухи 82B для очистки. Фиг. 14 показывает конфигурацию системы во время выпуска воды из системы, например, после промывки системы струей воды. Выпускное отверстие 84 для выпуска жидкости открывается через спускной клапан 85. Хотя были описаны и показаны конкретные элементы, варианты и применения настоящего изобретения, однако должно быть ясно, что настоящее изобретение не ограничено, конечно, ими, поскольку специалисты в этой области могут сделать модификации особенно в свете упомянутых его отличительных особенностей. Таким образом предполагается, что приложенная формула изобретения охватывает такие модификации, поскольку она включает в себя те признаки, которые находятся в объеме настоящего изобретения.
Наполнительная система для применения в упаковочной машине. Она включает промежуточный бак для хранения первичного продукта, имеющий впускное отверстие, соединенное с источником первичного продукта, выпускным отверстием и первичным наполнительным трубопроводом. Трубопровод имеет впускное отверстие и выпускное отверстие, расположенное над путем обработки контейнера. Предусмотрен насос для первичного продукта для накачки заданного количества первичного продукта из выпускного отверстия промежуточного бака для хранения первичного продукта во впускное отверстие первичного наполнительного трубопровода. Аналогично наполнительная система включает в себя промежуточный бак для хранения вторичного продукта с впускным отверстием, соединенным с источником вторичного продукта, выпускным отверстием и вторичным наполнительным трубопроводом. Трубопровод имеет впускное отверстие и выпускное отверстие над путем обработки контейнера. Предусмотрен также вторичный насос для накачки заданного количества вторичного продукта из выпускного отверстия промежуточного бака для хранения вторичного продукта во впускное отверстие вторичного наполнительного трубопровода. Система обеспечивает надежную с повышенной скоростью наполнения работу. 13 з.п.ф-лы, 14 ил.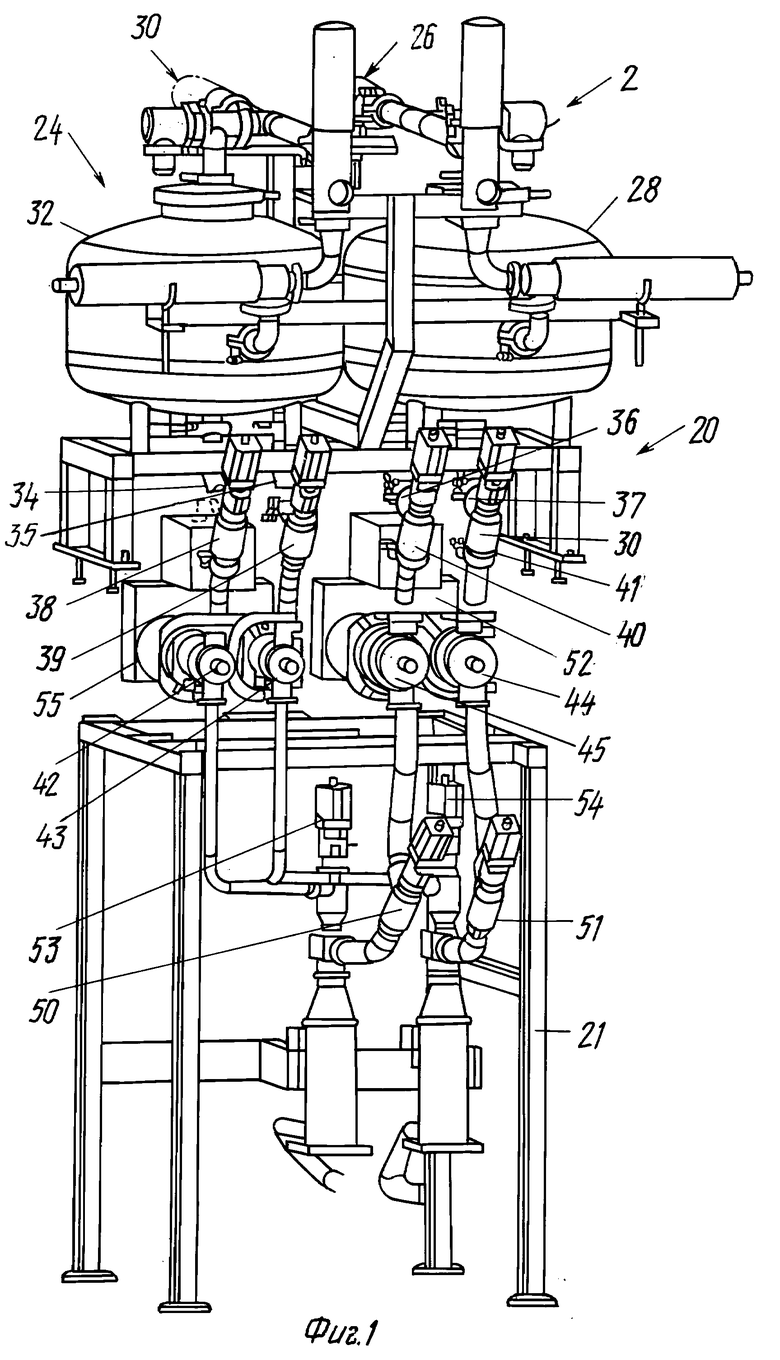
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| US 3789746 A, 05.02.1974 | |||
| Устройство для автоматизированного розлива сметаны во фляги | 1990 |
|
SU1730029A1 |
| ЛИНИЯ ЗАДЕРЖКИ | 0 |
|
SU280537A1 |
