Настоящее изобретение относится к способу улучшения формы или калибровки запечатанного упаковочного контейнера, который изготовлен из гибкого упаковочного материала и в котором находится пластичное несжимаемое содержимое. Настоящее изобретение также относится к устройству для улучшения формы или калибровки уплотненных упаковочных контейнеров, заполненных жидким содержимым, причем контейнеров такого типа, которые изготовлены из гибкого упаковочного материала.
В пищевой промышленности обычной практикой является упаковывание жидкого содержимого, например сока или молока, в упаковочные контейнеры одноразового использования, которые изготавливают из гибкого, непроницаемого жидкостью упаковочного материала. Упаковочные контейнеры, фактически имеющие форму параллелепипеда и поступающие на рынок с товарным знаком Tetra Brik®, подробно описаны в европейском патенте EP 91712, на который мы ссылаемся, при этом их изготавливают из гибкого упаковочного ламината, который содержит базовый или срединный слой из волокнистого материала, например из бумаги, покрытый с каждой стороны относительно тонкими слоями термопластичного материала, обычно полиэтилена. Упаковочный ламинат также может включать в себя дополнительные слои материала, например барьерные слои из металла, либо другие барьерные материалы, с тем чтобы обеспечить улучшенную защиту от проникновения света или кислорода, когда упаковке подлежат особенно восприимчивые к ним продукты.
При изготовлении вышеупомянутых известных упаковочных контейнеров используется упаковочная или наполнительная машина, которая постепенно преобразует предпочтительно лентообразный упаковочный ламинат в отдельные заполненные упаковочные контейнеры. Для того, чтобы облегчить процесс формования, упаковочный ламинат снабжают системой линий сгиба или складывания, которые образуют путем сдавливания упаковочного ламината между роликами с взаимодействующими выступами и впадинами, которые прежде всего вследствие размягчения волокнистого слоя обеспечивают тенденцию материала к сгибу по ослабленным линейным зонам, созданным в этом процессе. При этом будет облегчено преобразование первоначально фактически подушкообразных заполненных и уплотненных упаковочных контейнеров в контейнеры, имеющие форму параллелепипеда. Так называемое конечное формование прежде всего предусматривает плоское прижатие, сгибание вовнутрь и уплотнение образованных угловых клапанов с наружной стороной упаковочного контейнера, так что фактически получается конфигурация, представляющая собой параллелепипед. Поскольку главным образом по экономическим причинам в этой отрасли делаются попытки свести к минимуму количество материала, включенного в упаковочный ламинат, сам по себе упаковочный ламинат является относительно тонким, в результате чего разница в отношении тенденции к сгибу между частями ламината, которые снабжены линиями сгиба или складывания, и частями, на которых они отсутствуют, относительно невелика. Следовательно, преобразование ламината в упаковочные контейнеры и, в частности, так называемая операция конечного формирования, может привести к получению упаковочного контейнера, которому не всегда приданы желательные четко образованные края и углы, с наличием тенденции к получению более закругленной переходной зоны между разными стеночными поверхностями упаковочного контейнера, расположенными под углом друг к другу. Более неопределенная конфигурация, кроме того, предполагает тот недостаток, что упаковочный контейнер в готовом состоянии будет для потребителя ощутимо более податливым и неустойчивым, что может помешать обращению потребителя с упаковочным контейнером, главным образом в связи с выливанием содержимого контейнера.
Естественно, способ и устройство по изобретению также могут использоваться и в случае других, например призматических, конфигураций упаковочных контейнеров, которые также изготавливают посредством сгиба и уплотнения гибкого упаковочного ламината.
Таким образом, в этой отрасли есть общая необходимость в создании упаковочного контейнера вышеупомянутого типа, имеющего четко определенную или откалиброванную конфигурацию, а также повышенные жесткость и устойчивость. Для решения этой задачи в этой отрасли делались попытки модификации упаковочного ламината посредством введения слоев из материала разного типа и с разными свойствами, однако обычно это приводило к удорожанию упаковочного ламината. Также испытывались различные типы линий сгиба или ослабленных линий для получения более выраженного ослабления материала для облегчения сгиба и формирования, однако реального улучшения достигнуть не удавалось. Для того, чтобы получить упаковочный контейнер, обладающий четко определенной или откалиброванной конфигурацией и повышенной устойчивостью, единственный путь, который указан в уровне техники, состоит в увеличении толщины упаковочного ламината и, в частности, волокнистого слоя, что, естественно, повышает стоимость, а в результате используется на практике ограничено.
Одна из задач настоящего изобретения заключается в создании способа улучшения формы или калибровки упаковочного контейнера, изготовленного из гибкого упаковочного материала и содержащего предпочтительно жидкое содержимое, который позволил бы исключить вышеупомянутые недостатки и получить упаковочный контейнер, обладающий повышенными жесткостью и устойчивостью, а также более четко образованным контуром.
Другая задача изобретения заключается в создании способа, который позволяет легким и несложным образом откалибровать упаковочный контейнер с получением заданной конфигурации с высокой степенью точности.
Еще одна задача изобретения заключается в создании способа придания упаковочному контейнеру острых, четко определенных кромок и углов, за счет чего улучшаются внешний вид и устойчивость контейнера.
Вышеупомянутые и другие задачи решаются изобретением посредством того, что способу типа, описанного во вводной части, придан тот отличительный признак, что упаковочный контейнер окружают формующим устройством для получения желаемой конечной формы упаковочного контейнера, при этом формующее устройство содержит формующие части, перемещаемые друг к другу таким образом, что свободное пространство, доступное для упаковочного контейнера, кратковременно уменьшается.
Предпочтительные варианты выполнения способа по изобретению имеют дополнительные отличительные признаки, указанные в прилагаемых зависимых пунктах 2 - 4 формулы изобретения.
Второй объект изобретения касается устройства для калибровки уплотненных упаковочных контейнеров, изготовленных из гибкого упаковочного материала и заполненных жидким содержимым. Устройство по изобретению должно иметь простую, надежную конструкцию и должно быть выполнено таким образом, чтобы оно могло быть объединено с существующими упаковочными машинами для производства, например, упаковочных контейнеров типа Tetra Brik®.
Еще одна задача изобретения заключается в создании устройства вышеупомянутого типа, экономичного в отношении изготовления и работы, и в то же время обеспечивающего возможность надежного окончательного формования или калибровки изготовленных упаковочных контейнеров.
Вышеупомянутые и другие задачи изобретения достигаются тем, что устройству такого типа, описанного во вводной части, приданы отличительные признаки, заключающиеся в том, что оно содержит формующее устройство, состоящее из подвижных формующих частей с возможностью перемещения между открытым положением и закрытым положением, в котором полость, образуемая формующими частями, имеет объем, составляющий от 100 до 110% теоретического минимального объема обрабатываемого упаковочного контейнера.
Предпочтительные варианты выполнения устройства по изобретению имеют частные признаки, указанные в зависимых пунктах 6 - 11 формулы изобретения.
Способ и устройство обеспечивают выполнение окончательного формования или калибровки известных по себе упаковочных контейнеров и придают упаковочным контейнерам значительно более четко определенную конфигурацию, а также повышенные жесткость и устойчивость, в результате чего достигается более приятное пользование упаковкой. Вследствие временного уменьшения объема, имеющего место при осуществлении способа по изобретению, упаковочный контейнер принудительно принимает внутреннюю конфигурацию формующего устройства, в результате чего, в частности вдоль кромочных линий и углов контейнера, волокнистому слою материала придаются более четко образованные сгибы.
Ниже подробно описан один из предпочтительных вариантов выполнения способа и устройства по изобретению со ссылками на прилагаемые схематические чертежи, на которых показаны только те части, которые важны для понимания настоящего изобретения. На чертежах:
фиг. 1 - вид в перспективе известного упаковочного контейнера типа, к которому на практике может быть применено настоящее изобретение;
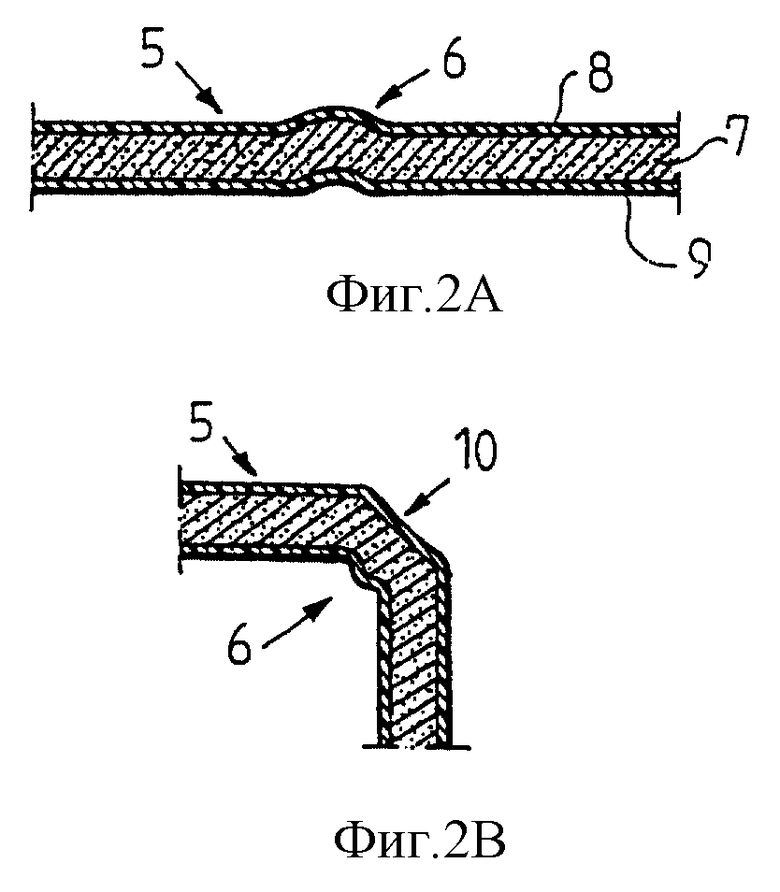
фиг. 2A - в увеличенном масштабе, сечение части известного по себе упаковочного ламината, снабженного линиями складывания или сгиба;
фиг. 2B - упаковочный ламинат по фиг. 2A после сгиба;
фиг. 3 - вид в перспективе устройства по изобретению;
фиг. 4 - в увеличенном масштабе, сечение части устройства согласно фиг. 3;
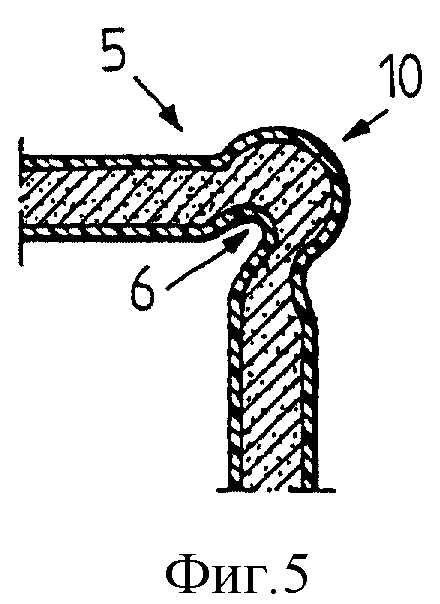
фиг. 5 - в увеличенном масштабе, сечение согнутой части упаковочного контейнера, к которому применен способ по изобретению.
Способ и устройство по изобретению предназначены для улучшения формы или калибровки запечатанного упаковочного контейнера, изготовленного из гибкого упаковочного материала и который включает в себя несжимаемое содержимое, с целью придания упаковочному контейнеру улучшенной конфигурации с четко обозначенными "острыми" краями и углами, при этом упаковке придаются большие жесткость и устойчивость, а также улучшенный внешний вид. Способ и устройство по изобретению описаны ниже применительно к известному упаковочному контейнеру типа параллелепипеда (Tetra Brik®), конструкция которого, а также способ его изготовления раскрыты в европейском патенте EP 91712. Естественно, способ и устройство могут быть применены к любому данному типу упаковочного контейнера, но лишь при единственном условии, что упаковочный материал обладает достаточной гибкостью при приложении к нему физического воздействия, и что упаковочный контейнер целиком или частично заполняют пластичным и несжимаемым содержимым, например содержимым, большую или меньшую часть которого составляет жидкость.
Упаковочный контейнер 1 в виде параллелепипеда, который выбран для иллюстрации способа и устройства по изобретению, содержит по существу плоскую верхнюю часть 2, аналогичную плоскую донную часть (не видна) и четыре по существу плоские боковые панели 3, расположенные под прямым углом по отношению друг к другу. Упаковочный контейнер 1 производят посредством сгиба, резки и уплотнения лентообразного гибкого упаковочного материала, причем в процессе формирования остаются излишки материала, которые известным по себе способом плоско складывают в виде треугольных угловых клапанов 4. Только один из них виден на виде фиг. 1, поскольку оба угловых клапана 4, расположенных в верхнем конце упаковочного контейнера, после операции плоского сжатия загибают вниз и запечатывают по двум боковым панелям 3 упаковочного контейнера 1, в то время как два угловых клапана упаковочного контейнера, расположенных в его нижнем конце, складывают в плоское состояние и запечатывают по нижней поверхности упаковочного контейнера, которая на чертеже не видна.
Подобно многим аналогичным упаковочным контейнерам упаковочный контейнер 1 изготавливают из ламинированного упаковочного материала 5, который для облегчения сгиба и формирования имеет несколько линий 6 сгиба или складывания, которые в виде желаемого рисунка расположены на поверхности упаковочного материала. Линии 6 сгиба выполняют в этом материале известным по себе способом до его преобразования в отдельные упаковочные контейнеры, причем это делается путем пропускания материала между двумя роликами, которые имеют желаемый рисунок линий соответственно в форме охватываемых и охватывающих частей. Упаковочный материал 5 включает в себя базовый, относительно толстый слой 7 из волокнистого (бумажного) материала, который с каждой стороны покрыт относительно тонкими пластиковыми слоями 8, 9 термопластического материала, предпочтительно полиэтилена. Два пластиковых слоя 8 и 9, с одной стороны, служат в качестве влагонепроницаемых слоев и, с другой стороны, в качестве уплотняющего материала, поскольку при преобразовании упаковочного ламината в отдельные упаковочные контейнеры они используются для теплового запечатывания упаковочного материала.
На фиг. 2B представлен известный упаковочный материал по фиг. 2A после его сгиба на 90o по линии сгиба 6, которая, например, соответствует сечению одной из вертикальных кромочных линий 10 упаковочного контейнера 1, показанного на фиг. 1. Из фиг. 2B очевидно, как упаковочный материал 5 после операции сгиба создает кромочную линию 10, обеспечивающую относительно расплывчатый контур, что отчасти тесно связано со структурой базового слоя 7 упаковочного материала 5 и отчасти с относительно нечеткой формующей операцией, которую в настоящее время применяют для придания упаковочному контейнеру желаемой окончательной конфигурации параллелепипеда. Слишком нечеткая форма кромочных линий 10 ухудшает внешний вид упаковочного контейнера и, кроме того, снижает возможность использования кромочных линий 10 в качестве элементов жесткости в весьма гибкой упаковочной конструкции.
Когда способ по изобретению применяют на практике в отношении упаковочного контейнера 1, представленного на фиг. 1, предпочтительно используют формующее устройство 11 такого типа, которое представлено на фиг. 3. Формующее устройство содержит несколько взаимоподвижных формующих частей, а именно по существу прямоугольные платформенные верхнюю и нижнюю формующие части 12a и 12b, и две боковые формующие части 13a, 13b, которые имеют по существу U-образное поперечное сечение. Формующие части взаимоподвижны и могут перемещаться из открытого в закрытое положение (показано на фиг. 3 посредством стрелок), и наоборот. Внутренние образующие поверхности 14a, 14b, которые обеспечивают U-образую форму двух боковых формующих частей 13a и 13b, определяют пространство, которое имеет прямоугольное поперечное сечение, а размер и форма которого фактически соответствуют конфигурации поперечного сечения упаковочного контейнера 1, что более подробно описано ниже. Верхняя и нижняя формующие части 12a и 12b имеют такой размер, что при смещении в направлении стрелок они могут перемещаться и приспосабливаться к пространству, образуемому боковыми формующими частями 13a и 13b, с тем чтобы таким образом сжать упаковочный контейнер 1, расположенный в пространстве, что более подробно будет описано ниже. В верхней зоне формующего устройства 11 обеспечено несколько сгибающих и направляющих элементов 15, которые взаимоподвижны, например, с возможностью скольжения или поворота, чтобы, с одной стороны, облегчить подачу упаковочного контейнера 1 в формующее устройство 11 и удаление из него и, с другой стороны, направлять части упаковочного контейнера 1 при калибровке (штамповке сгиба), осуществляемой посредством формующего устройства 11).
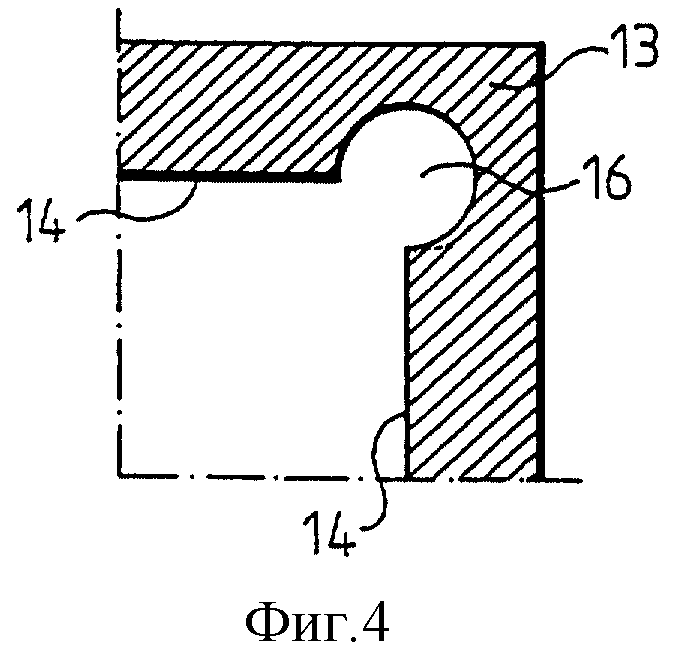
На фиг. 4 представлено сечение угла боковой формующей части 13, включенной в формующее устройство 11, и показано, как она вдоль своих вертикальных углов обеспечивает углубление 16, которое имеет форму канавки с приемлемым поперечным сечением, например, с по существу круглым поперечным сечением. Однако могут иметь место и другие конфигурации. Углубление имеет ширину от 1 до 4 мм, а его глубина составляет от 0,4 до 1,2 ширины канавки. Расположение углубления 16 совпадают с линиями 6 сгиба, выполненными в упаковочном материале 5, а это приводит к тому, что формующее устройство 11 главным образом создает углубления 16 вдоль тех вертикальных углов, в которых при обработке располагаются кромочные линии 10 упаковочного контейнера 1. Однако углубления 16 в форме канавок или поверхностей с разной геометрической формой при желании также могут быть расположены в других местах формующего устройства 11, с тем чтобы, например, обозначать или упрочнять упаковочный материал вокруг зоны отверстия, расположенной в упаковочном материале в той части упаковочного контейнера, которая служит в качестве зоны захвата, или в какой-либо другой части упаковочного контейнера, где продавливаемая структура, созданная с помощью углублений, может служить в качестве желаемого элемента жесткости и/или в качестве декоративной структуры, включенной в печатное художественное оформление упаковочного контейнера.
На фиг. 5 представлено сечение упаковочного материала 5 в части вертикальной кромочной линии 10 упаковочного контейнера 1, обрабатываемого способом по изобретению. Из фигуры очевидно, как кромочной линии 10 способом по изобретению придается значительно более четко выраженная выступающая конфигурация, которая лучше отформована и обеспечивает "более острый " угол, чем в случае известных упаковочных контейнеров (фиг. 2). Внешний вид, показанный на фиг. 5, достигается по изобретению за счет того, что упаковочный контейнер после его изготовления известным способом заполнения, например, жидким содержимым и уплотнения помещают в формующее устройство 11 по изобретению. Точнее, упаковочный контейнер 1 вводят в него с помощью направляющих рельсов, на которые опираются угловые клапаны упаковочного контейнера. При этом положение упаковочного контейнера будет определено надлежащим образом, вследствие чего внутренние образующие поверхности 14a, 14b формующих частей 13a и 13b примыкают к боковым панелям 3 упаковочного контейнера 1. В этом положении верхняя и нижняя формующие части соответственно 12a и 12b приводятся в действие и смещаются в направлении стрелок соответственно к верхней части 2 и нижней части упаковочного контейнера. При необходимости, частям упаковочного контейнера 1 (например, угловым клапанам, расположенным в нижней части, которая на чертеже не видна) придается направление с помощью сгибающих и направляющих элементов 15, причем в то же самое время верхняя и нижняя формующие части, соответственно 12a и 12b, приводятся в состояние упора соответственно к верхней 2 и нижней частям упаковочного контейнера 1. Верхняя и нижняя формующие части 12a, 12b смещаются по направлению друг к другу до тех пор, пока объем, образуемый формующими частями 12 и 13, не будет уменьшен до 100-110% теоретического минимального объема, который упаковочный контейнер 1 (упаковочный материал совместно с объемом содержимого) может занимать (нижняя процентная величина имеет место в случае упаковочных контейнеров, которые не полностью заполнены жидкостью, то есть которые содержат заданное количество сжимаемого газа). При уменьшении свободного пространства, предназначенного для упаковочного контейнера, упаковочный материал 5 посредством деформации базового слоя 7 и двух наружных пластиковых слоев 8 и 9 принудительно подается в углубления или канавки 16, расположенные в формующем устройстве 11, так что штампуются, а тем самым упрочняются линии 9 сгиба и получается четко определенный внешний вид, который представлен на фиг. 5. После кратковременного сжатия упаковочного контейнера (обычно в течение 1 секунды) формующие части устройства 11 вновь раскрываются, так что откалиброванный контейнер 1 может быть удален из формующего устройства. Посредством размещения формующего устройства 11 в качестве узла известной по себе упаковочной и наполняющей машины желаемая обработка упаковочных контейнеров может выполняться как часть надлежащего производственного цикла без необходимости уменьшения скорости или производительности машины.
Способ и устройство по изобретению при необходимости могут быть модернизированы, чтобы дополнительно оптимизировать выполняемую функцию. В случае калибровки упаковочных контейнеров 1, имеющих более сложную конфигурацию, чем представленная конфигурация в виде параллелепипеда, либо в тех случаях, когда упаковочный контейнер имеет наружную поверхность, обработка которой выполняется с относительно высоким коэффициентом трения, для обеспечения формующей операции может быть приемлемым оснащение внутренних образующих поверхностей 14 формующего устройства 11 низкофрикционным материалом, например тетрафторэтиленом. Для того, чтобы дополнительно облегчить перемещение между упаковочным материалом и формующим устройством 11, и для гарантии того, что упаковочный материал 5 отформован с наибольшей возможной степенью отслеживания контура углубления 16, также можно осуществлять вибрацию формующего устройства 11 в течение операции сжатия, при этом вибрация может выполняться посредством подсоединения формующего устройства 11 к известному по себе вибрационному устройству. При вибрационном движении также может иметь место смыкание отдельных формующих частей 12 и 13 формующего устройства 11. Устройство, предназначенное для придания направления различным частям формующего устройства 11 и для их смещения, может представлять собой устройство известного типа и поэтому более подробно не описывается. Поскольку в упаковочных и наполняющих машинах такого типа, которые служат для изготовления, например, упаковочного контейнера, представленного на фиг. 1, часто используются кулачковые поверхности и стержни для получения желаемых четко определенных перемещений, подобная технология, безусловно, также может быть применена для получения желаемого характера перемещения разных формующих частей 12 и 13. Естественно, с подобным же результатом могут быть применены и другие технологии, например с применением гидравлических или пневматических средств. Схематически показаны два сгибающих или направляющих элемента 15, причем их конструкция может быть приспособлена к тем требованиям, которые имеют место при калибровке упаковочных контейнеров разных типов, когда упаковочный контейнер включает в себя части, которые нелегко согнуть, например уплотняющие ребра, угловые клапаны или тому подобное, сгибающие и направляющие элементы 15 могут быть сконструированы таким образом, что они совместно со смыканием разных формующих частей 12, 13 устройства 11, либо до этого, совершают вращение или линейное перемещение, с тем чтобы воздействовать на упаковочный материал в направлении желаемого конечного положения, перед тем как происходит окончательное сжатие с помощью формующего устройства 11. В тех случаях, когда при калибровочной операции осуществляется тепловое уплотнение угловых клапанов или уплотняющих ребер, сопла для горячего воздуха (не показаны) или другие устройства, обеспечивающие нагрев, также используются до операции сжатия для нагрева внешних термопластичных слоев 8 и 9 упаковочного материала 5 до температуры размягчения в тех зонах, где должно быть осуществлено герметизирующее запечатывание. Однако такая технология также хорошо известна в этой отрасли и обеспечивает для квалифицированных специалистов в этой отрасли возможность свободного выбора.
Посредством создания способа и устройства по изобретению обеспечивается благоприятная возможность для того, чтобы подвергнуть упаковочные контейнеры, изготовленные из гибкого упаковочного материала, процессу доработки, который придает упаковочному контейнеру четко определенную конфигурацию с прямыми, жесткими контурными линиями и оказывает определенное влияние на рельеф, который не только придает упаковочному контейнеру более четкий внешний вид, но также значительно повышает жесткость и улучшает свойства упаковочного контейнера, касающиеся обращения с ним.
Настоящее изобретение может быть также модифицировано без отхода от его существа и объема, определяемых пунктами формулы изобретения.

Изобретение относится к способу улучшения формы или калибровки запечатанного упаковочного контейнера и к устройству для осуществления способа. Способ предусматривает стадии окружения упаковочного контейнера формующим устройством и смещение частей формующего устройства по направлению друг к другу так, что свободное пространство для упаковочного контейнера на короткий период сжимается. При этом части упаковочного материала вдавливаются в канавки формующего устройства. Устройство для осуществления способа по изобретению содержит формующее устройство с подвижными формующими частями, которые в замкнутом положении образуют формующую полость, объем которой составляет 100-110% теоретического минимального объема обрабатываемого упаковочного контейнера. Обеспечивается получение упаковочного контейнера, обладающего повышенной жесткостью и устойчивостью. 2 с. и 8 з.п. ф-лы, 5 ил.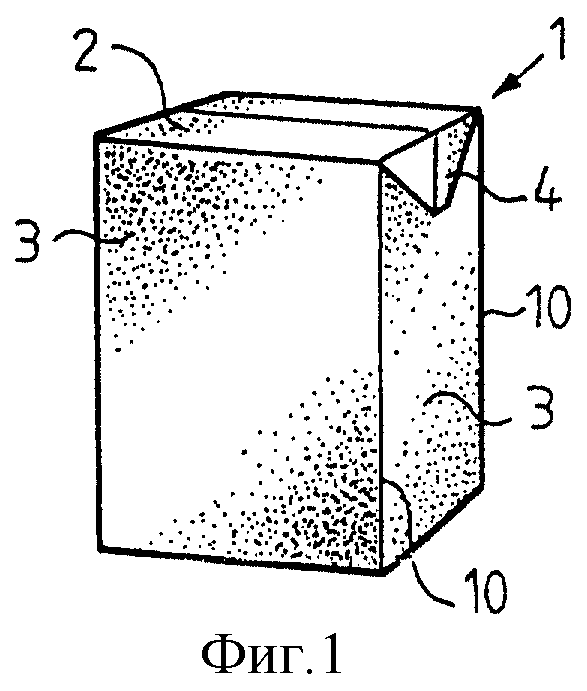
| US 3857223 A, 31.12.1974 | |||
| Самоцентрирующий трехкулачковый патрон | 1950 |
|
SU91712A1 |
| Упаковочный контейнер | 1979 |
|
SU1111682A3 |

