Настоящее изобретение относится к способу предохранения оборудования, работающего под давлением, при контактировании с коррозионными жидкостями и к усовершенствованной установке для осуществления этого способа.
В частности, настоящее изобретение относится к способу предохранения установки, обычно работающей под давлением в контакте с коррозионными жидкостями и поэтому имеющей антикоррозионную облицовку, перекрывающую герметизирующую конструкцию (выдерживающий давление корпус).
Типичными установками такого типа, присутствующими во множестве химических заводов, являются, например, реакторы, теплообменники, конденсаторы и испарители, рабочие условия включают давления от 50 до 1000 бар (от 50•105 Па до 1000•105 Па) и температуры от 100 до 500oC при контактировании с кислыми, основными или обычно соляными жидкостями, имеющими высокий коррозионный потенциал, особенно, в отношении углеродистой или низколегированной стали, обычно выбираемой в качестве материала для герметизирования установки.
Типичными процессами, требующими применения оборудования высокого давления при контактировании с коррозионными жидкостями, являются, например, процессы для получения мочевины путем прямого синтеза из аммиака и двуокиси углерода. В этих процессах аммиак, обычно в избытке, и двуокись углерода реагируют в одном или более реакторах при давлениях обычно от 100 до 250 бар (от 100•105 до 250•105 Па) и температурах от 150 до 240oC с получением на выходе смеси, содержащей водный раствор мочевины, карбамата аммония, не превратившегося в мочевину, и избытка аммиака, используемого в синтезе. Реакционную смесь очищают от содержащегося в ней карбамата аммония путем его разложения при работе аппаратов для разложения последовательно при постепенно снижающихся давлениях. В большинстве существующих процессов первый из этих аппаратов для разложения работает при давлениях, в основном, равных давлению синтеза или несколько ниже последнего, при этом обычно используют "отпарные (десорбирующие)" реагенты для разложения карбамата аммония с одновременным удалением продуктов разложения. В качестве "отпарных (десорбирующих)" реагентов могут использоваться инертные газы или аммиак, или двуокись углерода, или смеси инертных газов с аммиаком и/или двуокисью углерода, "отпаривание (десорбция)" также может осуществляться путем использования избытка аммиака, растворенного в смеси, поступающей из реактора (автоотпаривание), без подачи любого внешнего реагента.
Продукты разложения карбамата аммония (NH3 и CO2) вместе с возможными "отпарными" реагентами, за исключением инертных газов, обычно конденсируются в соответствующих конденсаторах с получением жидкой смеси, содержащей воду, аммиак и карбамат аммония, которая рециркулируется в реактор для синтеза. В более технологически усовершенствованных установках, по крайней мере, одну стадию конденсации осуществляют при давлениях, в основном, равных или несколько ниже, чем давления в реакторе.
Для справки можно привести из множества других известных патентов патенты США N 3,886,210, N 4,314,077, N 4,137,262 и опубликованную Европейскую заявку N 504,966, в которых описаны процессы для получения мочевины с вышеупомянутыми характеристиками. Широкий круг процессов, применяемых, главным образом, для получения мочевины, описан в "Encyclopedia of Chemical Technology", 3o Edition (1983), vol. 23, pages 548-574, Jhon Wiley & Sons Ed.
Наиболее критическими стадиями в процессе являются стадии, в которых карбамат аммония находится в его наивысшей концентрации и при наивысшей температуре, эти стадии совпадают с реактором и последующими аппаратами для разложения (или отпаривания) и конденсации карбамата аммония, работающими при аналогичных или сходных с условиями реактора условиях. Проблемой, которая должна решаться в этом оборудовании, является проблема коррозии и/или эрозии, обусловленной карбаматом аммония, аммиаком и двуокисью углерода, которые действуют как высоко коррозионные реагенты, особенно, в присутствии воды, при высоких температурах и давлениях, необходимых для синтеза мочевины.
Были предложены различные решения проблемы коррозии вышеописанного типа, многие из которых применяются в существующих промышленных установках. В действительности известно множество металлов и сплавов, способных в течение достаточно продолжительных периодов времени при различных обстоятельствах сопротивляться возможным коррозионным условиям, создающимся внутри промышленного химического оборудования. Из них можно упомянуть свинец, титан, цирконий, тантал и различные нержавеющие стали, как, например, стали AISI 316L (сорт для мочевины), INOX 25/22/2 Cr/Ni/Mo, аустенитно-ферритные стали и др. Однако по экономическим соображениям оборудование вышеописанного типа обычно не конструируется полностью из этих коррозионностойких сплавов и металлов. Обычно из обычной углеродистой или низколегированной стали, возможно, из нескольких слоев с толщиной, изменяющейся от 20 до 400 мм в зависимости от геометрии и давления, которое необходимо поддерживать, изготавливают полые корпуса, контейнеры или колонны (выдерживающие давление корпуса), в которых поверхность, контактирующая с коррозионными или эрозионными жидкостями, равномерно покрыта антикоррозионной металлической облицовкой толщиной от 2 до 30 мм.
В упомянутом выше заводском оборудовании или установках антикоррозионную облицовку изготавливают путем сборки и сварки многочисленных элементов, профилированных соответствующим образом, и соединения настолько близко, насколько это возможно, с формой устойчивого к давлению корпуса для образования в конечном счете конструкции, герметично уплотненной от высокого рабочего давления. Для этой цели выполняют различные соединения и сварные швы, которые часто требуют применения специальных технологий в зависимости от геометрии и природы соединяемых деталей.
В то время, как нержавеющая сталь может быть приварена к нижележащему "выдерживающему давление корпусу", хотя имеет более высокий коэффициент термического расширения, который в процессе работы способствует образованию трещин вдоль линии сварного шва, титан не может быть приварен к стали и в любом случае имеет аналогичные проблемы растрескивания в сварных швах, так как он имеет коэффициент расширения, намного более низкий, чем коэффициент расширения углеродистой стали.
По этой причине для технологий, требующих комплекса оборудования и рабочих процедур, проводят пересортировку. В некоторых случаях облицовку выполняют путем наплавки вместо приваривания пластин друг к другу и к устойчивому к давлению корпусу. В других случаях, особенно в случае материалов, которые не могут быть сварены друг с другом, необходимо "взрывать" облицовку на выдерживающем давление корпусе для гарантирования достижения удовлетворительной опоры.
Однако для обнаружения возможной утраты антикоррозионной облицовки во всем вышеописанном устройстве используют определенное количество "дренажных каналов".
Дренажный канал обычно представляет собой небольшую трубку диаметром 5-30 мм, выполненную из материала, устойчивого к коррозии, которая вводится в устойчивый к давлению корпус до тех пор, пока она не достигает точки контакта между последним и облицовкой из коррозионностойкого сплава или металла. Если вследствие высокого давления происходит утрата облицовки, внутренняя жидкость, которая является коррозионной жидкостью, сразу же распространяется по всему промежуточному участку между облицовкой и устойчивым к давлению корпусом и, если это не обнаружено, вызывает быстрое корродирование углеродистой стали, из которой изготовлен этот корпус. Присутствие дренажных каналов обеспечивает возможность обнаружения такой утраты облицовки. По этой причине все промежуточные участки под антикоррозионной облицовкой должны сообщаться, по крайней мере, с одним дренажным каналом. Количество дренажных каналов для каждого кольца составляет от 2 до 4, следовательно, например, в реакторе средних размеров, имеющем поверхность (реакционного) пространства около 100 м2, обычно имеется около 20 дренажных каналов.
Вышеупомянутое устройство также имеет, обычно в верхней части, по крайней мере, одно круглое отверстие, называемое "смотровым отверстием", которое обеспечивает возможность доступа для операторов и осмотра установки и небольших внутренних ремонтов. Эти отверстия обычно имеют диаметр от 45 до 60 см и в лучшем случае обеспечивают проход через них объектов, сечение которых находится в пределах этих размеров.
Несмотря на вышеупомянутые размеры, широко известно, что линии сварки швов и точек защитной "облицовки" являются слабым местом в конструкции химического оборудования. В действительности в процессе работы можно обнаружить микротрещины, образующиеся по вышеупомянутым причинам вследствие различного термического расширения материалов устойчивого к давлению корпуса и антикоррозионной облицовки, а также в результате предпочтительной коррозии на сварных швах или окружающих их участках вследствие несовершенства структуры металла и различия в электрохимических потенциалах свариваемых металлов. Следовательно, наиболее вероятно, что утрата защитной облицовки происходит вблизи мест ее приваривания. С другой стороны, на практике невозможно использовать моноблочную облицовку.
Как уже упоминалось, в случае утраты защитной облицовки жидкость протекает наружу за облицовку и заполняет трещины или промежутки или проходит мимо каналов, находящихся между облицовкой и устойчивым к давлению корпусом. В этих случаях протечку обычно обнаруживают через дренажные каналы, однако, прежде, чем протечка будет обнаружена, может произойти корродирование нижележащей углеродистой стали, и даже более интенсивное. В наиболее серьезных случаях, которые могут привести к серьезной коррозии и взрыву оборудования, вытекающая жидкость, например, концентрированный раствор карбамата аммония в установке для синтеза мочевины, может образовать полутвердые смеси с коррозионными остатками, блокирующими проходы к дренажным каналам, и таким образом исключить саму возможность обнаружения протечки. На месте протечки, которая в дальнейшем не может быть обнаружена, коррозионная жидкость продолжает свое воздействие на устойчивый к давлению корпус, глубоко корродирует конструкцию, делая ее непригодной, или, что еще хуже, обуславливая взрыв установки.
Для исключения этих явлений было предложено множество решений, как, например, в патенте Германии DE 2,052,929, согласно которому покрытие выполняют в виде двойной облицовки, прерываемой сообщающимися каналами, что влечет за собой значительное увеличение затрат на изготовление устройства, однако не дает удовлетворительного решения проблемы контактирования выдерживающего давление корпуса с технологической жидкостью в случае возможной утраты облицовки. В патенте Германии DE-A-3720603 описан способ повышения надежности устройства, работающего под давлением, в корпусе которого выполняют множество дренажных каналов в определенных местах сварных швов коррозионностойкой облицовки вплоть до этой облицовки в соответствующих точках. Затем помещают пластины, накрывающие сварные швы, при этом каждой пластиной образуется щелевое пространство или зазор, соединенный с дренажным каналом.
На практике, однако, большинство существующих химических установок, особенно установок более ранней конструкции, имеет простую облицовку с круговыми и продольными сварными швами, в которых в качестве единственного надежного элемента для обнаружения протечки представлены дренажные каналы. Для надежного регулирования, требуемого в настоящее время, это решение является совершенно неудовлетворительным и поэтому существует большая потребность в отношении как среднего срока службы, так и возможности и быстрого обнаружения возможной утраты облицовки (с последующим повышением надежности) химической установки при контактировании с коррозионными жидкостями.
Заявитель нашел удовлетворительное и усовершенствованное решение устранения вышеописанных недостатков с простым и новым подходом, позволяющее увеличить срок службы и надежность устройства, работающего под давлением, содержащего выдерживающий давление корпус, состоящий из материала, подверженного воздействию коррозии вследствие контактирования с технологической жидкостью, и внутренней антикоррозионной облицовки, контактирующей с жидкостью, даже когда это устройство уже работает в установке. В частности, в последнем случае способ предохранения может быть осуществлен без удаления устройства из установки с использованием смотрового отверстия только в качестве оперативного доступа внутрь устройства.
Настоящее изобретение, следовательно, относится к способу предохранения устройства, работающего под давлением, содержащего внутреннюю камеру, пригодную для вмещения технологической жидкости, окруженную выдерживающим давление корпусом, оснащенным дренажными каналами и состоящим из материала, подвергаемого воздействию коррозии при контактировании с жидкостью, покрытым с внутренней стороны антикоррозионной облицовкой, выполненной из нескольких элементов, приваренных друг к другу, путем исключения контактирования упомянутого выдерживающего давление корпуса с технологической жидкостью в результате возможной утраты сварных швов, упомянутый способ включает следующие операции:
а) продлевание, по крайней мере, части дренажных каналов через облицовку для образования выходных отверстий на внутренней поверхности устройства;
б) покрывание сварных швов сопряженными полосами или пластинами из того же самого материала, что и облицовка, или другого антикоррозионного материала, который можно приварить к последней, предварительно профилированных таким образом, чтобы они могли лежать на поверхности облицовки вблизи сварных швов;
в) размещение на выходных отверстиях дренажных каналов дополнительных полос из того же самого материала, что и облицовка, или из другого антикоррозионного материала, которые можно приваривать к последней, при этом каждая из них сопряжена, по крайней мере, с одной из вышеупомянутых полос из операции (б) до тех пор, пока не будут накрыты все выходные отверстия;
г) герметичное сваривание кромки каждой полосы из операций (б) и (в) на облицовке и кромки других сопряженных полос для получения между каждой из этих полос и нижележащей поверхностью облицовки и/или ее сварных швов герметичного относительно внутренней камеры щелевого зазора, пригодного для протекания технологической жидкости,
отличающийся тем, что, по крайней мере, часть сварных швов между сопряженными кромками сопряженных полос выполняют таким образом, что под любым таким сварным швом между существующими щелевыми зазорами на каждой стороне сварного шва образовалось отверстие, при этом эти отверстия герметичны относительно внутренней камеры, причем имеется такое количество отверстий и они расположены таким образом, чтобы каждый щелевой зазор сообщался, по крайней мере, с одним из выходных отверстий дренажных каналов.
Согласно вышеописанному способу различные накрывающие элементы располагают таким образом, чтобы они образовали внутреннюю стенку устройства с тем, чтобы в случае протечки в точке вблизи сварного шва, контактирующего с технологической жидкостью, сама жидкость прежде, чем она достигнет одного из дренажных каналов, соответствующим образом продолженных в направлении облицовки (обычно соответствующих уже существующим дренажным каналам до вмешательства способа предупреждения настоящего изобретения), контактировала только с поверхностями из коррозионностойкого материала, в результате чего исключается любое возможное повреждение выдерживающего давление корпуса. В то же самое время расположение различных частей внутри устройства и присутствие прохода между сварными швами двух сопряженных накрывающих полос гарантирует быстрое обнаружение жидкости, текущей из места возможной протечки, за счет использования тех же самых дренажных каналов, которые уже существовали до вмешательства настоящего изобретения. Следовательно, можно быстро обнаружить в процессе работы возможную протечку из сварного шва составной облицовки и в то же самое время поддерживать целостность ранее существующей конструкции, так как обычно нет необходимости использования других дренажных каналов, а также исключить всякое контактирование выдерживающего давление корпуса с технологическими жидкостями в момент возможной протечки.
Однако из области применения настоящего изобретения не исключено использование в процессе осуществления варианта способа одного или более дренажных каналов в дополнение к уже используемым дренажным каналам, особенно, в тех случаях, когда конкретная геометрия и расположение элементов делают это необходимым (например, вблизи выходных отверстий), имея в виду, что их число ограничивается обычно менее, чем 30%, предпочтительнее, менее, чем 10% от исходных дренажных каналов.
Еще одним объектом настоящего изобретения является устройство для осуществления варианта вышеупомянутого способа. В этом устройстве исходные сварные швы облицовки не контактируют с технологической жидкостью в процессе работы, так как они герметично укрыты вышеупомянутыми полосами (или пластинами) из коррозионностойкого материала. Таким образом исключается риск пролонгированного воздействия технологической жидкости на эти сварные швы, обусловленного их перфорацией, за счет локальной коррозии или эрозии с последующим гибельным воздействием вытекающего потока жидкости при прямом контакте с легко корродируемым материалом выдерживающего давление корпуса. В случае возможной протечки одного из сварных швов, которая затем воздействует на кромки накрывающих полос, для гарантирования герметичного уплотнения нижележащих промежуточных щелевых зазоров технологическая жидкость направляется в последние до тех пор, пока она не достигнет ближайшего выходного отверстия дренажного канала, но не оказывая корродирующего воздействия, по крайней мере, в течение очень короткого времени, необходимого для обнаружения протечки, на поверхность материалов, с которыми она контактирует, так как эти материалы в соответствии с настоящим изобретением являются коррозионностойкими.
Как уже указывалось ранее, способ настоящего изобретения может применяться, в частности, к секциям высокого или умеренного давления установки для синтеза мочевины. Они, в основном, могут быть установлены в реакторах для синтеза мочевины, аппаратах для разложения не превратившегося карбамата и контейнерах для конденсации NH3 и CO2 г с образованием карбаматных растворов.
Термин "сопряженные полосы (или пластины)", используемый в настоящем описании и формуле изобретения, относится к двум или более полосам, каждая из которых имеет, по крайней мере, часть кромки, сопряженной или контактирующей, по крайней мере, с частью другой. Термин "сопряженные кромки" относится к тем кромкам полос, которые сопряжены, примыкают друг к другу или контактируют друг с другом.
Термин "сообщение", используемый в настоящем описании и формуле изобретения, должен рассматриваться как относящийся к поведению жидкости, при котором две точки (или участка) сообщаются друг с другом, если жидкость, в частности, технологическая жидкость, может течь от одной к другой. Термин "исходный", используемый в настоящем описании далее со ссылкой на элементы устройства, как, например, сварные швы, облицовка, дренажные каналы и т.п., идентифицирует элементы, которые уже присутствовали в устройстве до применения способа настоящего изобретения.
Устройство, к которому может быть применен способ настоящего изобретения, может быть любым известным устройством, работающим под давлением и контактирующим с потенциально коррозионными жидкостями в процессе работы. Это устройство обычно содержит стальной, выдерживающий давление корпус, способный выдерживать очень высокие рабочие давления (вплоть до 1000 бар и выше, предпочтительнее, от 100 до 500 бар [до 1000•105 Па, предпочтительнее, от 100•105 до 500•105 Па]), но подверженный воздействию коррозии, если он непосредственно контактирует с технологической жидкостью. В зависимости от требований проекта он может состоять из нескольких слоев или иметь одну стенку, возможно, подвергнутую отжигу. Во внутренней камере имеется облицовка из коррозионностойкого материала, контактирующая с технологической жидкостью, при этом эта облицовка обычно выполнена из металла, выбранного из группы, включающей нержавеющую сталь, специальные аустенитно-ферритные стали, свинец, титан, цирконий, ванадий, тантал или один из их сплавов. Облицовка может быть приварена к выдерживающему давление корпусу или, во многих случаях, просто пригнана к нему. В соответствии с известным уровнем техники облицовку изготавливают путем сваривания пластин (или колец) подгоняемых друг к другу до тех пор, пока они полностью не укроют выдерживающий давление корпус, а также участки внутри выходных отверстий и смотрового отверстия, которые по оценкам специалистов обычно составляют от 70 до 100% существующих отверстий, в зависимости от размеров и геометрии устройства и плотности поверхности самих отверстий.
Однако из области применения настоящего изобретения не исключается использование в процессе осуществления варианта способа одного или более дренажных каналов в дополнение к уже существующим дренажным каналам, особенно, в случаях, когда конкретная геометрия и расположение элементов делает это необходимым (например, вблизи выходных отверстий, имея в виду, что их количество ограничено обычно до менее чем 30%, предпочтительнее, менее чем 10% от исходных дренажных каналов).
В операциях стадии (б) способа настоящего изобретения сварные швы облицовки накрывают соответствующим образом профилированными полосами (или пластинами), устойчивыми к коррозии в условиях работы устройства. В большинстве случаев, и, в частности, в установках для получения мочевины химическое оборудование имеет цилиндрические или изогнутые секции. Поэтому вышеупомянутые полосы должны быть соответствующим образом изогнуты или профилированы с тем, чтобы они сами могли быть пригнаны к накрываемой поверхности. Однако, поскольку они слегка деформированы, соответствующая кривизна может быть достигнута посредством обычных инструментов, известных специалистам.
Полосы располагают с примыканием одна к другой на все сварные швы с тем, чтобы образовалась правильная поверхность без зазоров. Предпочтительнее использовать полосы с шириной от 50 до 300 мм и длиной, изменяющейся от нескольких сантиметров до нескольких метров, в зависимости от требований. Однако длину и форму полос, предпочтительнее, выбирают таким образом, чтобы обеспечить возможность свободного доступа внутрь устройства через смотровое отверстие. Предпочтительнее, используют полосы толщиной от 2 до 30 мм, причем выбор осуществляют на основе возможного коррозионного и/или эрозионного воздействия технологической жидкости.
В соответствии с настоящим изобретением две сопряженные полосы могут быть размещены различными способами с учетом того, что должно быть обеспечено получение герметичной сварной системы кромок полос, изолирующей нижележащие сварные швы облицовки от воздействия технологической жидкости в процессе обычной работы (согласно операции (г) ниже), и соответствующее сообщение для потока жидкости между промежуточными щелевыми участками под каждой из двух сопряженных полос. Обычно полосы должны быть последовательными, т.е. соединены одна за другой поперечными кромками, или полосы должны быть перпендикулярны друг другу, при этом поперечная кромка соединяется с продольной кромкой (параллельно накрываемому сварному шву). При соединении двух сопряженных полос могут приниматься различные меры, которые все входят в сферу применения настоящего изобретения. Возможно, например, разместить короткую часть кромки одной из полос поверх кромки другой полосы, придавая шаблону S-образную форму. Сопряженные кромки могут быть помещены следом друг за другом или вновь, металлическая пластина может быть помещена под двумя сопряженными кромками смежно с участком соединения, возможно, с образованием полости в нижележащей облицовке (и сварном шве), пригодной для вмещения пластины, для улучшения опоры для этих сопряженных кромок.
Согласно настоящему изобретению накрывающие полосы выполнены из того же самого металла, что и исходная облицовка, или металла, или сплава, свариваемого с ней. Его каждый раз можно выбирать из материалов, известных как коррозионностойкие в условиях работы оборудования. Этот металл или сплав, предпочтительнее, выбирают из группы, включающей титан, цирконий, или их сплавы, или, в особенности, нержавеющие стали, как например, сталь AISI 316L (сорт для мочевины), сталь INOX 25/22/2 Cr/Ni/Mo, специальные аустенитно-ферритные стали и т.п. Выбор металла, имеющего более высокую коррозионную стойкость (измеренную), чем коррозионная стойкость исходной облицовки, остается за специалистами.
Полосы, накрывающие сварные швы, могут быть по очереди закреплены перед сваркой посредством обычных, известных специалистам способов с учетом того, что они должны быть совместимы с рабочими условиями оборудования. Обычно могут использоваться механические крепления или точечная сварка.
Перед накрыванием сварных швов облицовки согласно операции (б) в соответствии с настоящим изобретением предпочтительнее механически обработать поверхности сварных швов и облицовки, на которые должны быть помещены полосы, например, путем шлифовки, для их очистки и для того, чтобы они были более единообразными и без дефектов.
Операции стадии (в) настоящего способа, в основном, осуществляют аналогично операциям стадии (б) с той разницей, что в данном случае каждая полоса (или пластина) предназначена не для накрывания сварного шва облицовки, но должна быть размещена на поверхности облицовки, примыкая, по крайней мере, к одной из накрывающих полос, размещенной согласно операции стадии (б), в направлении, по крайней мере, одного дренажного канала до тех пор, пока выходное отверстие на поверхности самой облицовки не будет полностью накрыто. Таким образом, путем сваривания кромок согласно последующей операции стадии (г) образуются промежуточные щелевые участки, сообщающиеся с этим выходным отверстием и, непосредственно или косвенно, по крайней мере, с некоторыми промежуточными щелевыми участками, образованными вблизи исходных сварных швов облицовки. В соответствии со способом настоящего изобретения все выходные отверстия дренажных каналов накрывают полосами, как описано выше, с образованием за счет нижележащих промежуточных щелевых участков, полученных после сварки на стадии (г), двусторонних проходов от каждой точки исходных сварных швов облицовки до, по крайней мере, одного выходного отверстия дренажного канала.
Если одно или более из выходных отверстий дренажных каналов применяют в одном из исходных сварных швов, оператор должен накрыть выходное отверстие той же самой полосой, которая используется для накрывания сварных швов, очевидно без использования любой дополнительной полосы согласно стадии (в).
Кроме того, на стадии (в) может оказаться преимущественным проведение различных операций, сходных с операциями стадии (б). В частности, например, прошлифовать опорную поверхность полосы для ее очистки и сделать ее более единообразной и без дефектов.
В соответствии с предпочтительным вариантом настоящего способа на стадиях (б) и (в) в поверхности облицовки или ее сварных швов под накрывающими полосами выполняют канавку. Канавка обычно имеет ширину от 5 до 20 мм, глубину от 1 до 5 мм, которые обычно выбирают на основе толщины облицовки и реологических свойств технологической жидкости. В частности, согласно настоящему изобретению глубина этой канавки составляет, предпочтительно, менее 30% толщины исходной облицовки.
Такую канавку, предпочтительнее, выполняют вдоль всех исходных сварных швов облицовки и в ее поверхности, в которой нет сварных швов, как в случае размещения полос в соответствии со стадией (в). Назначением канавки является способствование течению жидкости, поступающей из возможной утраты сварного шва вдоль кромок полос, обеспечивая возможность более быстрого и надежного обнаружения утраты. Размещение канавки близи соединений между двумя сопряженными полосами (или пластинами) является особенно предпочтительным.
Стадия (г) способа настоящего изобретения включает сваривание кромок полос (или пластин), профилированных и расположенных, как описано в стадиях (б) и (в). Способ сварки не является критичным, при этом могут быть использованы любые известные способы, которые могут гарантировать получение коррозионностойких сварных швов и механических свойств, соответствующих условиям работы оборудования.
Обычно осуществляют дуговую сварку или дуговую сварку с вольфрамовым электродом в защитном газе. Продольные кромки сваривают на поверхности нижележащей облицовки, затем приваривают друг к другу сопряженные кромки каждой пары полос. Таким образом, ниже между поверхностью каждой полосы (или пластины) и поверхностью облицовки вблизи исходного сварного шва образуется промежуточный щелевой участок, пригодный для течения жидкости в процессе возможной протечки.
Согласно настоящему изобретению сварку, по крайней мере, части сопряженных кромок полос осуществляют таким образом, чтобы под самим сварным швом сохранялось отверстие с тем, чтобы промежуточные щелевые участки, сообщающиеся с возможными канавками, существующими под полосами, помещались с каждой стороны сварного шва. Это отверстие (или проход) под сварным швом между сопряженными кромками должно быть герметичным в каждой точке относительно внутренней камеры оборудования, в которой обычно в процессе работы присутствует технологическая жидкость.
Согласно настоящему изобретению вид и размещение этих связанных отверстий не является критическим, имея в виду, что они должны подчиняться вышеупомянутым требованиям и их размещение, в целом, таково, что в случае протечки из сварных швов кромок полос они обеспечивают возможность течения технологической жидкости из любой точки вышеупомянутых промежуточных щелевых участков до тех пор, пока она не достигнет, по крайней мере, одного из выходных отверстий дренажных каналов. Однако нет необходимости в том, чтобы промежуточные щелевые зазоры (или участки) были связаны, так как достаточно, чтобы было сообщение, прямое или косвенное через ряд отверстий и промежуточных щелевых участков, по крайней мере, с одним из выходным отверстий дренажных каналов. Согласно настоящему изобретению предпочтительнее, чтобы только от 50 до 80% сварных швов между сопряженными кромками имели нижележащие взаимно сообщающиеся отверстия.
В зависимости от способа размещения сопряженных полос и кромок на стадиях (б) и (в) существуют различные решения для практического варианта изобретения.
Например, если сопряженные кромки двух полос частично налагаются друг на друга (как схематически изображено на фиг. 4 и 6), обычно достаточно приварить все внешние кромки самих полос к нижележащей облицовке и друг к другу. Кромки нижележащей полосы на участке наложения остается на внутренней стороне и поэтому не приварены, предотвращая локальное блокирование промежутка (или канавки) наплавленным сварным швом и таким образом гарантируя присутствие сообщающегося в двух направлениях отверстия.
Согласно другому варианту на стадиях (б) и/или (в) (как уже упоминалось) под соединением двух сопряженных полос помещена плоская пластина из того же материала, что и материал пластины, предпочтительнее, в полости, специально выполненной в исходном сварном шве и/или облицовке, и их сопряженные кромки размещены поверх нее смежно друг к другу. Этот вид размещения соответствует виду, изображенному на фиг. 3. Плоская пластина имеет такие ширину и длину, которые позволяют полностью укрыть ее полосами, а толщина составляет от около 2 до 4 мм. Кромки полос затем герметично приваривают друг к другу (когда они сопряжены) и к нижележащей облицовке. Плоская пластина под сопряженными полосами предотвращает блокирование нижележащего промежуточного щелевого участка (или канавки) наплавкой сварного шва.
В еще одном варианте, особенно предпочтительном, сопряженные кромки помещают смежно друг с другом и только частично сваривают, оставляя несваренным, по крайней мере, участок в центральной зоне. Длина этого не сваренного участка, образующего сообщающееся отверстие между промежуточными щелевыми зазорами под каждой полосой у боковых сторон сварного шва, составляет предпочтительно от 5 до 30 мм.
Несваренные участки затем накрывают, помещая поверх них металлические пластины, соответствующим образом профилированные и из того же антикоррозионного материала, что и материал полос, и затем герметично приваривают их кромки на нижележащий металл. Эту операцию должны проводить таким образом, чтобы гарантировать герметичное уплотнение всей поверхности, на которую оказывают воздействие технологические жидкости. Плоские пластины, пригодные для этого варианта настоящего изобретения, имеют размеры, адекватные для укрывания всей длины прерванных участков и, предпочтительнее, имеют квадратную или прямоугольную форму. Размеры, предпочтительнее, составляют от 20 до 200 мм. Толщина пластин, предпочтительнее, составляет от 4 до 25 мм.
Этот последний вариант настоящего изобретения обеспечивает размещение существенных элементов, соответствующее размещению, схематически изображенному на фиг. 2 и 5.
Однако из сферы действия настоящего изобретения не исключаются и другие варианты описанного ранее способа, в частности, применения способа к одному виду оборудования.
В предпочтительном случае, когда канавки выполняют перед помещением и сваркой полос, как описано выше, эти канавки, проходящие под сварными швами между сопряженными кромками, сами образуют превосходные сообщающиеся отверстия.
Согласно конкретному варианту настоящего изобретения стадии (а), (б), (в) и (г) осуществляют одновременно в том смысле, что каждая из вышеупомянутых стадий может действовать независимо на различных участках оборудования, например, может оказаться преимущественным, особенно, в оборудовании больших размеров, осуществлять сварку кромок полос согласно стадии (г) на определенных участках, в которых исходные сварные швы облицовки и выходные отверстия дренажных каналов уже были накрыты, и в то же время осуществлять операции накрывания (б) и (в) на других участках. Однако на каждом участке оборудования вмешательство согласно способу настоящего изобретения осуществляют путем проведения операции (г) после операций (а), (б) и (в) и операции (в) после операции (а), тогда как рабочий порядок между операциями (б) и (в) не является очень существенным.
Способ настоящего изобретения обеспечивает возможность осуществления предупредительных операций на существующем оборудовании, либо новом, либо уже действующем в химической установке. Однако сфера действия настоящего изобретения также включает применение этого способа в процессе сборки и конструирования нового оборудования для повышения его срока службы и надежности.
Одним из преимуществ этого способа является возможность придания нужных размеров полосам и плоским пластинам и соответствующего профилирования полос и пластин с тем, чтобы их можно было ввести через единственное смотровое отверстие, обычно имеющееся в каждом оборудовании. Способ также может включать использование относительно небольших пластин иногда длиной в несколько десятков сантиметров, но это не создает риска для достижения требуемых мер безопасности, поскольку согласно настоящему изобретению ни один из промежуточных щелевых участков, образующихся под ними после сварки, как бы мал он ни был, не остается изолированным от, по крайней мере, одного дренажного канала. После осуществления способа настоящего изобретения гарантируется защита сварных швов исходной облицовки при быстром и надежном обнаружении возможных протечек в процессе работы в любой точке накрывающих полос и сварных швов на ней и без необходимости выполнения новых дренажных каналов или в любом случае и в каждом конкретном случае выполнения только незначительного количества новых дренажных каналов относительно их общего количества.
Кроме того, по тем же вышеупомянутым причинам способ настоящего изобретения может осуществляться без удаления любых частей оборудования и без их удаления из места работы. Способ фактически можно осуществить в течение недели, например, в течение обычной остановки установки для ее осмотра (также называемой нерабочим периодом).
Соответствующие характеристики применимости способа настоящего изобретения лучше иллюстрируются со ссылкой на чертежи и диаграммы, изображенные на приложенных чертежах, на которых:
фиг.1 является схематическим изображением вида сечения стенки известного устройства, контактирующей с коррозионными технологическими жидкостями, например стенки реактора для синтеза мочевины;
фиг. 2 является схематическим изображением вида спереди части (внутренней стороны) продольного сечения устройства, к которому применен способ настоящего изобретения;
фиг. 3 является схематическим детальным изображением (вида спереди и продольного и поперечного сечений) части сварной облицовки после помещения накрывающей пластины настоящего изобретения, включая соединение и сварной шов между двумя смежными частями плоской пластины;
фиг. 4 является схематическим детальным изображением (видов спереди и продольного и поперечных сечений), аналогичным виду фиг. 3, в котором соединение двух частей плоской пластины выполнено согласно второму варианту настоящего изобретения;
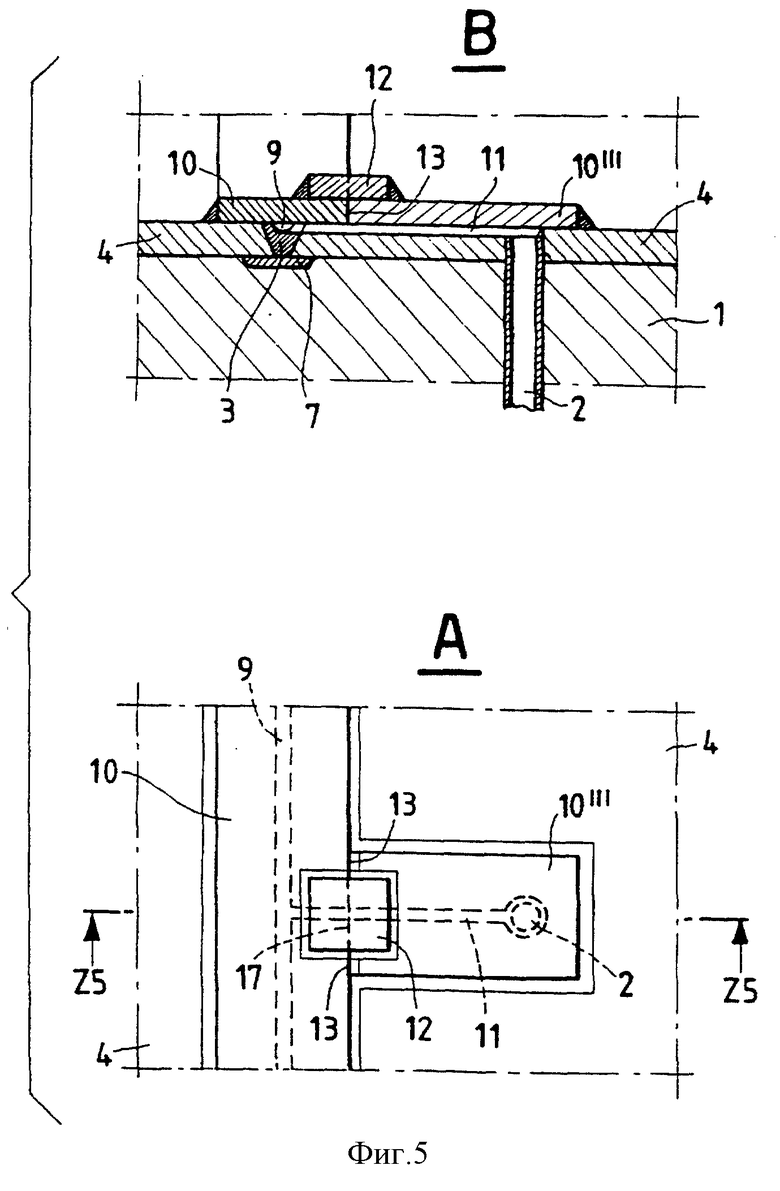
фиг. 5 является схематическим детальным изображением (видов спереди и сечения) части сварной облицовки после применения предупредительных мер настоящего изобретения, включая точку ответвления и соединение с дренажным каналом;
фиг. 6 является схематическим детальным изображением (видов спереди и сечений), аналогичным виду фиг. 5, в котором ответвление и соединение с дренажным каналом выполнены согласно другому варианту настоящего изобретения.
На чертежах соответствующие детали для упрощения имеют идентичные номера позиций. Кроме того, различные детали изображены не в масштабе относительно друг друга для лучшей иллюстрации отличительных признаков настоящего изобретения, но никоим образом не для ограничивания сферы применения настоящего изобретения.
На фиг. 1 изображено сечение выдерживающего давление корпуса 1, обычно изготовленного из обычной углеродистой стали, и исходная облицовка 4 реактора, изготовленная из коррозионно-стойкого материала, имеющая линию сварного шва 3, перекрытого плоской пластиной или полосой 7 из того же самого материала, что и материал облицовки, для исключения прямого контакта собственно сварного шва со сталью устойчивого к давлению корпуса. С поверхностью под облицовкой контактирует дренажный канал 2, содержащий внутреннюю облицовку 8, сообщающуюся с промежуточным щелевым участком, образованным между собственно облицовкой и выдерживающим давление корпусом, показанным линией 5. Возможная протечка из сварного шва 3 следует в направлении 6, обозначенном пунктирной линией.
На фиг. 2 вновь показан выдерживающий давление корпус 1, исходная облицовка реактора 4 и сварные швы 3 с подстилающими плоскими пластинами 7. Также схематично показаны канавки 9 и 11 сообщения, выполненные, соответственно, на сварных швах уже существующей облицовки и вдоль линий сообщения с существующими дренажными каналами 2, проходящими через собственно облицовку. Над канавками находятся накрывающие полосы 10, поочередно приваренные кромками к нижележащей облицовке и проходящие до дренажных каналов. На участках 13, где встречаются и свариваются две сопряженные полосы, находятся плоские пластины 12, приваренные над полосами шаблона, герметично накрывающие несваренные участки 17, образующие отверстия для сообщения между канавками. Также видно соединение 20 между двумя сопряженными полосами, сваренное полностью и без отверстия для сообщения, в котором нет необходимости, так как обе стороны сварного шва уже сообщены, по крайней мере, с одним дренажным каналом.
На фиг. 3 показан вид спереди (A) и виды продольного (B) и поперечного (C) сечений, соответственно, по линиям Z1 и Z2. Элементы, соответствующие элементам, уже указанным на фиг.2, имеют те же номера позиций. Детальное изображение сварного шва 13 между двумя сопряженными укрывающими полосами 10 показывает канавку 9 и плоскую пластину 14 под сварным швом 13, изготовленную из того же материала, что и облицовка, или другого коррозионностойкого материала, свариваемого с облицовкой. Функцией плоской пластины 14 является предотвращение в момент сварки шва 13 заполнения канавки 9 наплавкой шва и прерывания сообщения между промежуточными щелевыми зазорами под сопряженными полосами. Для того, чтобы облегчить рассмотрение, плоская пластина 7 под сварным швом 3 не показана на виде (A).
На фиг. 4 изображен вид спереди (A) и виды продольного (B) и поперечного (C) сечений, соответственно, вдоль линий Z3 и Z4. Элементы, соответствующие уже указанным на фиг. 2 элементам, обозначены теми же номерами позиций. Детальное изображение участка наложения 15 между двумя сопряженными укрывающими полосами 10' и 10'' показывает нижележащую канавку 9, обеспечивающую взаимное сообщение между промежуточными щелевыми зазорами, существующими между этими полосами, и облицовкой 4. Сварные швы вокруг участка наложения обеспечивают герметичность промежуточных щелевых каналов и канавки относительно технологических жидкостей. Такое размещение предотвращает блокирование канавки 9 поперечным сварным швом 16, в частности, выполненным между наложенными полосами 10' и 10''. В этом случае, так же как и на фиг. 3, на виде (A) не показана плоская пластина 7 под сварным швом 3.
Ha фиг. 5 схематически изображены вид спереди (A) и вид сечения (B) по линии Z5 варианта соединения между двумя перпендикулярными сопряженными полосами, одна из которых размещена, накрывая одно из выходных отверстий дренажных каналов. В частности, можно различить полосу 10, накрывающую канавку 9, выполненную на сварном шве 3 облицовки 4. Вблизи дренажного канала 2 имеется канавка 11, выполненная в облицовке, соединенная с канавкой 9. Плоская пластина 10''', приваренная кромками к нижележащей облицовке и к полосе 10 вдоль линии соединения 13, наложена на плоскую пластину 10'''. В центральной части соединительной линии 13 имеется несваренный участок 17, обеспечивающий сообщение между нижележащими канавками 9 и 11. Этот участок 17 в свою очередь накрыт плоской пластиной 12, кромки которой приварены к нижележащим полосам 10 и 10''' для гарантирования герметичного уплотнения от технологической жидкости.
На фиг. 6 схематично изображены вид спереди (A) и сечения (B) вдоль линии Z6 в деталях, аналогичные видам предыдущей фиг. 5, но в которых каналы сообщения между канавками и промежуточными щелевыми зазорами отличаются и в некоторых аспектах аналогичны решению, изображенному на фиг. 4, которые, однако, включены в сферу действия настоящего изобретения. В частности, можно различить полосу 10, накрывающую канавку 9, выполненную на сварном шве 3 облицовки 4. Вблизи дренажного канала 2 имеется канавка 11, выполненная в облицовке и соединенная с канавкой 9. Плоская пластина 10''', наложенная на канавку 11, приварена кромками к нижележащей облицовке и наложена на полосу 10, начиная от линии соединения 13. Детальное изображение участка наложения 18 между двумя накрывающими полосами 10 и 10''' показывает, что нижележащая канавка 11 никогда не контактирует со сварными швами, в частности, со сварным швом 19 и, таким образом, исключает любую возможность блокирования во время сварки, необходимой для гарантирования герметичного уплотнения системы от технологической жидкости.
Еще одним объектом настоящего изобретения является оборудование, работающее под давлением, с повышенной степенью надежности, которая достигается за счет вышеописанного способа, содержащее внутреннюю камеру, пригодную для вмещения технологической жидкости, окруженную выдерживающим давление корпусом, оснащенным дренажными каналами и выполненным из материала, подвергаемого воздействию коррозии при контактировании с упомянутой технологической жидкостью в процессе работы, облицованным с внутренней стороны антикоррозионой облицовкой, состоящей из нескольких элементов, соединенных друг с другою путем сварки, в котором, по крайней мере, часть дренажных каналов продолжена в направлении к упомянутой облицовке до тех пор, пока они не достигнут внутренней камеры, при этом упомянутые сварные швы облицовки и выходные отверстия дренажных каналов полностью накрыты сопряженными полосами (или плоскими пластинами) из того же самого материала, что и упомянутая облицовка, или другого коррозионностойкого материала, свариваемого с последней, герметично приваренными по кромкам к упомянутой облицовке и друг к другу для исключения контактирования упомянутых сварных швов облицовки и выходных отверстий с технологической жидкостью в процессе обычной работы с образованием в нижележащей зоне промежуточных щелевых участков, герметичных относительно внутренней камеры, отличающееся тем, что расположение и сварные швы между кромками, по крайней мере, части сопряженных полос выполнены таким образом, что под каждым из сварных швов между сопряженными кромками имеется отверстие между существующими промежуточными щелевыми участками на каждой стороне сварного шва, эти отверстия герметичны относительно внутренней камеры и их количество и расположение таково, что обеспечивает сообщение каждого промежуточного щелевого участка или их части, по крайней мере, с одним из выходных отверстий дренажных каналов.
Конкретные варианты вышеупомянутого оборудования, не ограничивающие сферу действия настоящего изобретения, включают конкретные размещения элементов, схематично изображенные на фиг. 2-6, описанные выше.
Следующий после вышеприведенного описания основных характеристик и деталей настоящего изобретения пример практического применения не должен рассматриваться как ограничивающий сферу действия самого изобретения.
ПРИМЕР
Вмешательство осуществляли согласно способу настоящего изобретения путем изолирования от технологической жидкости и применения надежного способа сварки облицовки реактора установки для получения 400 тонн в день мочевины.
Этот реактор работал при давлении 160 бар (160•105 Па) и температуре 190oC с реакционной смесью, содержащей при установившихся рабочих условиях NH3, CO2, мочевину, воду и воздух в качестве пассивирующего реагента. Реактор, в основном, содержит вертикальный сосуд, имеющий цилиндрический выдерживающий давление корпус с одной стенкой (подвергнутой отжигу, с толщиной около 65 мм) с внутренним диаметром 1,4 м и длиной 24 м, оснащенный двумя коваными полусферическими крышками примерно такой же толщины, размещенными на верхнем и нижнем концах. На верхнем конце имелось смотровое отверстие диаметром около 500 мм. Внутренняя антикоррозионная облицовка была изготовлена из стали ASIS 316L, сорт для мочевины, в центральном участке состояла из полуцилиндрических элементов, сваренных друг с другом, со средними размерами 2,2 х 5,0 м и толщиной около 10 мм. Вблизи выходных отверстий, крышек и смотрового отверстия облицовка состояла из элементов меньших размеров и более сложной геометрии. Поверхность пространства внутренней камеры реактора составляла около 110 м2. В выдерживающем давление корпусе имелось в сумме 20 дренажных каналов, каждый из которых имел диаметр 20 мм, расположенных на соответствующем расстоянии друг от друга. На фиг. 1, описанной выше, детально показано расположение элементов этого реактора вокруг дренажного канала вблизи сварного шва антикоррозионной облицовки.
После проверки целостности выдерживающего давление корпуса и гарантирования отсутствия дефектов или утраты сварных швов облицовки 15 из существующих дренажных каналов были удлинены и проведены через облицовку до тех пор, пока они не достигли поверхности внутренней камеры, гарантируя, что кромки каждого использованного отверстия приварены к самой облицовке для исключения, в случае утраты, инфильтрации технологической жидкости, оказывающей корродирующее воздействие на сталь выдерживающего давление корпуса.
Затем путем шлифовки обеих боковых сторон сварных швов облицовки подготавливали опорную поверхность накрывающих полос (или плоских пластин). Такая же операция была проведена вдоль линий соединения, предварительно размеченных на поверхности облицовки, между выходными отверстиями дренажных каналов и, по крайней мере, одним из крайних сварных швов.
Затем на сварных швах в крышках и вокруг выходных отверстий и смотрового отверстия, а также на линиях соединения до выходных отверстий дренажных каналов выполняли взаимно сообщающиеся канавки глубиной около 1-1,5 мм. Затем их накрывали пластинами, изготовленными из стали 25/22/2 Cr/Ni/Mo, шириной около 100 мм и толщиной 5 мм, адекватно предварительно профилированных и приспособленных путем давления к форме существующей облицовки. Накрывающие плоские пластины, большая часть которых имела длину от 1 м до 3 м, размещали с прилеганием друг к другу так, чтобы они полностью накрыли все канавки, выполненные на поверхности облицовки, и выходные отверстия дренажных каналов. Для того, чтобы это можно было выполнить, сопряженные кромки располагали смежно друг другу таким образом, чтобы они контактировали друг с другом, но не налагались друг на друга. Затем кромки плоских пластин герметично приваривали путем электродуговой сварки к нижележащей облицовке и друг к другу, если они были сопряженными, для того, чтобы в процессе приваривания друг к другу сопряженных кромок гарантировать, что в центральной части остается не сваренным участок длиной около 20 мм, приблизительно соответствующий нижележащей канавке.
Некоторые сопряженные кромки, однако, были полностью приварены друг к другу и к нижележащей облицовке в случае, когда в сообщении между нижележащими канавками не было необходимости, так как каждая из них уже была индивидуально сообщена, по крайней мере, с одним выходным отверстием дренажного канала. Эти операции способа, хотя и необязательные, обеспечивают разделение сетки канавок, выполненных в облицовке, на ограниченное количество участков, изолированных друг от друга (например, 4-5 участков), каждый из которых сообщается с 2-4 дренажными каналами.
Затем поверх каждого несваренного участка помещали квадратную пластину с боковой стороной около 40-50 мм из того же материала, что и плоские пластины, для того, чтобы полностью накрыть несваренные участки. Толщина пластины составляла около 5 мм. Кромки каждой пластины затем герметично приваривали на нижележащие сопряженные пластины.
В результате вмешательства каждая из канавок под накрывающими плоскими пластинами, в основном, сообщалась с двумя или тремя дренажными каналами без какой-либо необходимости выполнения любых дополнительных дренажных каналов относительно уже существующих в устойчивом к давлению корпусе. Внутренняя сторона реактора, модифицированная таким образом (центральный участок), соответствует схеме, представленной на фиг. 2, на которой, в частности, показаны пластины 10, размещенные поверх канавок 9 и 11, выполненных, соответственно, на сварных швах 3 облицовки 4 и на самой облицовке для обеспечения сообщения с выходными отверстиями дренажных каналов 2. Сопряженные кромки каждой пары сопряженных плоских пластин только частично приварены друг к другу по линии соединения 13, тогда как центральный участок 17 является не сваренным и герметично накрыт пластинами 12. С другой стороны, кромки 20 пары сопряженных плоских пластин, перпендикулярных друг к другу, полностью приварены друг к другу без всякого сообщения между канавками под каждой плоской пластиной, так как они уже сообщаются, по крайней мере, с одним дренажным каналом.
На фиг. 5 схематично показана существенная деталь внешнего вида реактора, полученная в соответствии с настоящим изобретением в изображенном варианте, касающаяся сборки различных элементов в зоне сообщения между канавками 9, выполненными на сварных швах 3, и дренажным каналом 2 через канавку 11. В частности, из чертежа видна частичная сварка сопряженных пластин 10 и 10''' и прерванный участок 17, накрытый пластиной 12.
После осуществления вмешательства реактор подвергали обычным испытаниям для гарантирования его работоспособности. В частности, были проведены следующие испытания:
- проверка сварного шва проникающими жидкостями согласно стандарту "ASME VIII, div. 1, appendix 8";
- испытание на герметичность по газу, проведенное с гелием согласно стандарту "ASME V, article 10";
- испытание на герметичность по давлению, проведенное путем доведения внутреннего давления реактора до значения, заданного в ТУ проекта (200 бар = 200•105 Па).
Все вышеупомянутые испытания показали удовлетворительные результаты.




Способ относится к повышению надежности и увеличению срока службы оборудования, работающего под давлением. Оборудование содержит внутреннюю камеру, пригодную для вмещения технологической жидкости, окруженную выдерживающим давление корпусом, оснащенным дренажными каналами и выполненным из материала, подверженного воздействию коррозии при контактировании в процессе работы с технологической жидкостью. Корпус покрыт с внутренней стороны антикоррозионной облицовкой, выполненной из нескольких элементов, сваренных друг с другом. Сварные швы облицовки полностью изолированы от контактирования с технологической жидкостью в процессе нормальной работы путем накрывания сопряженными полосами (или пластинами) из того же материала, что и упомянутая облицовка, или другого коррозионностойкого материала, свариваемого с последней. Полосы герметично приварены кромками к облицовке и друг к другу. Расположение и сварные швы кромок этих полос таковы, что они образуют сетку нижележащих зазоров, сообщающихся друг с другом и, по крайней мере, с одним дренажным каналом. 2 с. и 20 з.п. ф-лы, 6 ил.
| DE 3720603 A1, 05.01.1989 | |||
| US 4600139 A, 15.07.1986 | |||
| US 4541990 A, 17.09.1985 | |||
| RU 2055256 C1, 27.02.1996. |
