Настоящее изобретение относится к способу синтеза мочевины, включающему две отдельные реакционные зоны.
В частности, настоящее изобретение относится к способу, для которого характерна высокая степень конверсии в процессе синтеза мочевины, который включает взаимодействие аммиака и двуокиси углерода, осуществляемое, по крайней мере, в две стадии и практически при одном том же высоком значении давления, последующее отделение мочевины от смеси, содержащей непрореагировавшие продукты, и возвращение их для повторной обработки еще хотя бы на одну реакционную стадию.
Мочевина представляет собой широко распространенный промышленный продукт, используемый обычно как удобрение, однако она также находит применение в фармацевтической области и в производстве полимерных материалов (мочевинно-формальдегидных смол).
Практически все способы промышленного изготовления мочевины основаны на проведении прямого синтеза в соответствии с приведенной ниже полной реакцией:
2NH3 + CO2 <---> CO(NH2)2 + H2O (I)
Указанная реакция осуществляется в две четко различающиеся стадии с образованием в качестве промежуточного продукта карбамата аммония:
NH3 + CО2 <---> (NH2)COONH4 (1a)
(NH2)COONH4 <---> CO(NH2)2+H2O (1b)
На первом этапе (1а) проходит экзотермическая реакция, равновесие которой при комнатной температуре смещается вправо (в сторону образования карбамата аммония), при этом требуется высокое давление для того, чтобы создать благоприятные условия для смещения при высоких температурах равновесия реакции в сторону осуществления следующей стадии (1b) с получением удовлетворительного выхода. На втором этапе (1b) имеет место эндотермическая реакция, которая только при высоких температурах (> 150oC) достигает удовлетворительных значений скорости реакции для целей применения в процессе промышленного производства, однако для нее характерно такое состояние равновесия, при котором конверсия CO2 в стехиометрической смеси реагентов при температуре 185oC происходит не более чем на 53%. Указанная неудовлетворительная степень конверсии может быть поднята за счет увеличения соотношения NH3/CO2, которое затем вновь снижается при добавлении воды. Последняя обработка оказывает также неблагоприятное воздействие на общую кинетику процесса.
Обычно обе вышеприведенные стадии процесса происходят одновременно в одном реакторе, и в этой связи реакционная смесь включает мочевину, воду, аммиак, двуокись углерода и карбамат аммония в относительных концентрациях, зависящих в разных точках реактора от различных термодинамических и кинетических факторов, которые вносят свой вклад в течение процесса.
Процессы такого рода, используемые для промышленного получения мочевины, достаточно полно описаны в специальной литературе. Подробный обзор способов, используемых для промышленного получения мочевины, приведен, например, в публикации "Энциклопедия по химической технологии" ("Encyclopedia of Chemical Technology", Ed. Kirk-Othmer, Wiley Interscience, third ed., 1983, vol. 23, pp. 551-561).
В процессах промышленного получения мочевины синтез проводят обычно в диапазоне температур от 170 до 200oC при давлении не менее 130 ата в реакторе, в который подают NH3, CO2 и водные растворы карбоната аммония (нестабильного предшественника карбамата - (NH4)2CO3) и/или карбмата, поступающие из рециркулирующих потоков непревращенных реагентов, так что происходит образование жидкой фазы со значениями молярного коэффициента NH3/CO2 в диапазоне от 2,5 до 4,5, вычисленными на основе суммы питающих потоков. Молярный коэффициент H2O/CO2 потока, подаваемого в реактор, составляет обычно от 0,5 до 0,6. В этих условиях выходящий из реактора продукт характеризуется уровнем конверсии от 50 до 65% относительно подаваемого CO2. При этом в связи с образованием воды и наличием в питании избытка NH3 вытекающий из реактора поток содержит все еще высокие количества непревращенного CO2 преимущественно в виде непревращенного карбамата аммония.
Отделение мочевины от этих продуктов осуществляется в нескольких функциональных отсеках при высокой температуре и сниженном давлении, при этом происходит как разложение карбамата аммония до NH3 и CO2 (образуемые продукты направляются в реактор для рециркуляции), так и выпаривание воды из реакционной смеси, так что в результате получают мочевину высокой степени чистоты, пригодную для направления на следующую стадию гранулирования.
Секция, в которой производится разделение продуктов и направление карбамата на рециркуляцию, характеризуется высокими затратами на капитальные вложения, которые, в свою очередь, значительно влияют на стоимость конечного продукта. Из этой секции смесь CO2 и часть NH3, которые одновременно присутствуют в ней, становятся доступными для рециркуляции в виде аммониевых солей (в виде карбоната и/или бикарбоната, и/или карбамата в зависимости от температуры), что приводит к необходимости использования воды в качестве растворителя для перемещения их с целью избежания осаждения солей и последующего блокирования нужных линий. Однако возвращение воды в реактор может, в свою очередь, привести к снижению степени конверсии в качестве побочного эффекта реакции (1b). С целью более четкого объяснения вышеприведенных процедур следует отметить, что количество воды, направляемое обычно для рециркуляции в реактор, приблизительно равняется ее количеству, образуемому в ходе реакции, так что в результате этого количество воды внутри реактора удваивается. В частности, традиционные реакторы были забракованы именно в связи с высокой концентрацией воды, возникающей сразу с момента начала реакции, при этом упомянутая концентрация продолжает повышаться и дальше, достигая максимума в терминальной зоне реактора, где, наоборот, было бы полезно для индуцирования процесса конверсии остаточного карбмата иметь как можно меньшую концентрацию воды. Известные в технике способы, которые действуют в рамках вышеприведенной общей схемы, описаны, например, в патентах США 4092358, 4208347, 4801745 и 4354040.
С целью повышения уровня конверсии двуокиси углерода в мочевину был предложен способ синтеза, включающий, по крайней мере, две реакционные зоны, которые отделены друг от друга и функционируют в разных условиях температуры и давления. Так, например, опубликованная Европейская заявка на патент 544056 содержит описание процесса, включающего две независимые реакционные зоны, в которые подаются аммиак и двуокись углерода, при этом одна из упомянутых зон функционирует в традиционном режиме, тогда как другая работает при повышенных значениях температуры и давления, соответственно выше 200oC и 300 бар. Несмотря на то, что такая организация процесса позволяет увеличить общий уровень конверсии за один проход, использование таких высоких значений температуры и давления во второй реакционной зоне создает проблемы безопасности и коррозии используемого для этого оборудования, а это, в свою очередь, приводит к увеличению затрат на капитальные вложения и эксплуатационные расходы.
В настоящее время сохраняется большая потребность в способах производства мочевины, отличающихся повышенной производительностью в сочетании со сниженными энергопотреблением, затратами на капитальные вложения и эксплуатационными расходами, особенно если рассматривать его в приложении к продукту, характеризующемуся широким диапазоном применения и низкой добавленной стоимостью, в случае которого возникает потребность в эксплуатации заводов большой емкости, производящих до 2000 тонн в сутки, а усовершенствования, направленные на улучшение выхода продукта и/или показателей энергопотребления в расчете на единицу произведенного продукта, даже если они производят впечатление не очень значительных, способны привести к большим экономическим выгодам.
Заявитель нашел способ, который оказался свободным от упомянутых выше трудностей и ограничений, которые свойственны традиционным промышленным процессам, и в том числе не требует использования чрезвычайно высокого давления, достигая при пропускании CO2 степени конверсии его в мочевину более чем на 65%, а в норме в пределах от 70 до 85% в зависимости от условий функционирования и характера используемой установки.
В этой связи настоящее изобретение относится к усовершенствованному способу синтеза мочевины из аммиака и двуокиси углерода с образованием карбамата аммония в качестве промежуточного соединения, который включает:
(а) взаимодействие на реакционной стадии аммиака и двуокиси углерода при поддержании общего давления от 90 до 250 ата с поддержанием молярного отношения NH3/CO2 как таковых или в виде карбамата аммония в пределах от значений 2,1 до 10,0, предпочтительно от 2,1 до 6,0, с образованием первой жидкой смеси, содержащей мочевину, карбамат аммония, воду и аммиак;
(б) перенос упомянутой жидкой смеси как минимум на одну стадию разложения-упаривания;
(в) нагревание упомянутой первой жидкой смеси на упомянутой стадии разложения-упаривания, используя для этого в основном то же самое давление, которое было применено на предыдущей стадии (а) с достижением разложения хотя бы части имеющегося на этой стадии карбамата аммония и образования первой газообразной смеси, содержащей аммиак и двуокись углерода, а также второй жидкой смеси, содержащей мочевину, воду, аммиак и не разложившуюся часть карбамата аммония;
(г) перенос, по крайней мере, части первой газообразной смеси как минимум на одну стадию конденсации, на которой практикуется применение в основном того же самого давления, что и на стадии (а), и конденсирование перенесенной смеси с образованием третьей жидкой смеси, содержащей карбамат аммония, воду и аммиак;
(д) перенос упомянутой третьей жидкой смеси и оставшейся части первой газообразной смеси на реакционную стадию (а);
(е) регенерацию мочевины, содержащейся во второй жидкой смеси в результате одной или более последовательных стадий разложения, конденсации и разделения с получением практически чистой мочевины и введения в рецикл синтеза непрореагировавших аммиака и двуокиси углерода (самих по себе или в виде карбмата аммония),
который характеризуется тем, что:
вышеупомянутая реакционная стадия (а) осуществляется с участием, по крайней мере, двух четко различающихся зон, сообщающихся друг с другом и поддерживаемых практически при одном и том же давлении, с тем условием, что первая зона функционирует в диапазоне температур от 170 до 230oC с образованием упомянутых первой жидкой смеси и второй преимущественно газообразной смеси, содержащих в основном аммиак, воду, двуокись углерода и по мере прохождения реакции инертные газы, а вторая зона функционирует при более низкой температуре, чем первая, так что, по крайней мере, 5% по весу второй преимущественно газообразной смеси относительно веса вышеупомянутой первой жидкой смеси, а предпочтительно количество, равное или более 10% по весу, более предпочтительно в количестве от 20 до 40% по весу, переносят из первой во вторую зону с последующим образованием в ней еще одной жидкой смеси, содержащей аммиак, карбамат аммония и, в конечном счете, мочевину, которую вновь переводят из второй зоны в первую реакционную зону.
Термин "сообщающиеся" используется в контексте настоящего описания и в формуле изобретения применительно к двум различным зонам или аппаратам, применяемым по способу настоящего изобретения, подразумевая при этом, что количества материала, на постоянной основе или через интервалы времени, обмениваются друг с другом либо непосредственно, с помощью одной или более соединительных линий, либо опосредованно, с применением способа, включающего функционирование как соединительных линий, так и других участков оборудования.
В соответствии со способом настоящего изобретения, который обычно используется в непрерывном режиме на соответствующей установке, практикуют непрерывную подачу свежих аммиака и двуокиси углерода на установку до достижения баланса соответствующего количества реагентов, используемых для образования мочевины, которая имеет место на выходе секции окончательного разделения и гранулирования описываемой установки. Все оборудование, входящее в контакт с коррозирующими смесями, содержащими аммиак, воду, карбамат аммония и двуокись углерода, как таковыми или смешанными друг с другом, обычно изготавливают или покрывают устойчивыми к коррозии металлами или сплавами, в соответствии с нормами и правилами, предъявляемыми к конструкциям, используемым в установках такого типа.
Свежие аммиак и двуокись углерода могут поступать непосредственно на реакционную стадию, однако предпочтительно они используются, по крайней мере, частично в качестве движущейся жидкости в одном или более эжекторов с целью придания необходимого напора рециркулирующим жидкостям, таким, например, как первый газовый поток, выходящий со стадии упаривания (в), и/или карбамат аммиака, поступающий со стадии конденсации (г). Для этой цели используют предпочтительно аммиак.
Альтернативно или одновременно с использованием эжекторов могут использоваться свежие аммиак или двуокись углерода либо полностью, либо частично в качестве вымывающей жидкости в выпарном аппарате и/или направляться непосредственно в конденсатор.
Как уже указывалось, реакционная стадия (а) осуществляется с участием двух четко различающихся зон, функционирующих практически при одном и том же значении давления в диапазоне от 90 до 250 ата, предпочтительно при давлении от 130 до 180 ата. Термин "практически при одном и том же давлении" означает в контексте настоящего изобретения и формулы изобретения, что допускаются небольшие различия в давлении, однако не очень значительные относительно имеющегося внутри значения давления. Сюда входят также небольшие вариации давления, которые могут возникнуть в результате определенного расположения установки, а также под влиянием различной высоты интересующих зон и/или под воздействием использования эжекторов.
При проведении процесса по способу настоящего изобретения на стадии (а) практикуют использование избытка аммиака над двуокисью углерода относительно их стехиометрического соотношения с целью продуцирования карбамата аммония и, следовательно, мочевины (2/1, в молях), при этом поток, покидающий первый реактор, и, как правило, большая часть жидких потоков, которые образуются в соответствии с настоящим способом, обычно содержат избыток аммиака. В ходе настоящего описания следует остановиться на составе этих жидких потоков и смесей (а также двухфазных систем), полагая традиционно, что вся двуокись углерода находится в виде карбамата аммония, а оставшийся избыток аммиака представлен в виде раствора свободного аммиака или, еще проще, в виде аммиака самого по себе.
Кроме того, для упрощения настоящего описания термин "жидкость" используется применительно как к потокам, так и к смесям настоящего процесса, без проведения между ними различий, которые состоят либо из единственной жидкой фазы, либо из смешанной парожидкостной, в которой преобладает жидкость (составляет более 50% по весу).
По способу настоящего описания все жидкие потоки, содержащие карбамат аммония, находятся преимущественно при температуре, равной 130oC или выше.
И наконец, в соответствии с настоящим изобретением термин "газовый" используется применительно к тем потокам или смесям, в которых жидкая фаза по существу отсутствует, тогда как термин "преимущественно газообразная", применяемый в отношении к реакционным смесям или потокам, следует интерпретировать таким образом, что и газ, и жидкость присутствуют в состоянии равновесия, однако газовая фаза составляет более 50% по весу, предпочтительно более 70% по весу, по отношению к общему весу (или общей массе движущегося потока, в норме потока в непрерывном процессе) интересующей смеси.
В соответствии с настоящим изобретением упомянутая выше первая из двух реакционных зон функционирует в диапазоне температур от 170 до 230oC, а предпочтительно от 190 до 210oC. Различные потоки, происходящие от рециклирующего карбамата, не трансформированного в мочевину, и избыток мочевины, поступающей от расположенных ниже стадий разделения, а также питающие потоки, несущие свежие реагенты (последний компонент может быть смешан с рециркулирующими потоками), равно как и еще один жидкий поток, поступающий из второй реакционной зоны, преимущественно направляются для питания этой первой реакционной зоны. Значения молярного соотношения: аммиак/двуокись углерода в общем питании составляют предпочтительно от 2,1 до 6,0, более предпочтительно от 2,5 до 4,5. Условия в первой реакционной зоне (или в основном реакторе) способствуют формированию значительного количества паровой фазы, смешанной с жидкой фазой, при этом паровая фаза концентрируется в верхней части реактора, так что вершина состоит преимущественно из газовой фазы, которая переносится затем во вторую зону.
Кроме того, что первая реакционная зона функционирует в условиях повышенных температур, она также отражает, в основном, характеристики нормального реактора, применяемого для синтеза мочевины в ходе традиционного процесса. Реактор в нормальной ситуации снабжен несколькими пластинами, относящимися к тому типу, который был отобран из различных известных в технике типов с целью создания оптимальных условий для прохождения потоков. Реактор может, в свою очередь, быть разделен на несколько реакционных зон, подходящим образом связанных одна с другой, предпочтительно с образованием каскада, при этом, возможно, на разных высотах будут использоваться разные питающие потоки.
Повышают температуру, при этом в более общем случае температурный режим реактора в первой зоне стадии (а) может регулироваться температурным уровнем питающих потоков двуокиси углерода и/или аммиака, направляемыми в реактор, и/или на основе разделения таких питающих потоков между выпарным аппаратом, конденсатором и реактором и/или посредством контроля количества теплоты, оставляемой в конденсаторе.
Первый реактор должен обладать удерживающей способностью для жидкости, с тем чтобы обеспечить время пребывания в установке в пределах от нескольких до десятков минут, предпочтительно в диапазоне от 5 до 40 минут, для того, чтобы дать возможность осуществить дегидратацию карбамата аммония, образованного в результате реакции аммиака с двуокисью углерода, до мочевины.
Вторая реакционная зона в соответствии с настоящим изобретением функционирует при температурах, более низких, чем в первой зоне, обычно в диапазоне от 140 до 200oC, предпочтительно от 150 до 185oC, при наличии температурных различий между этими двумя зонами предпочтительно в диапазоне значений от 5 до 60oC. Ее питают вторым предпочтительно газообразным потоком, поступающим с вершины первой зоны, который в основном включает аммиак, воду, двуокись углерода и, возможно, инертный газ, такой как азот, аргон, а также небольшие количества кислорода, вводимого для ограничения коррозии установок в соответствии с известными в технике методами. В связи с возможностью использования для питания второй реакционной зоны также части реагентов в виде аммиака и двуокиси углерода, необходимых для компенсации трансформированного в мочевину и/или использованного для питания их количества, как полностью, так и частично, вышеупомянутая первая газообразная смесь, выходящая из выпарного аппарата на стадии (в), не исключается из охвата настоящего изобретения. Молярные отношения: аммиак/двуокись углерода в этой второй реакционной зоне, в норме зависящие от условий работы реактора в первой реакционной зоне, определяют состав преимущественного газообразного потока, подаваемого во вторую зону. Молярные отношения могут, однако, варьировать в пределах относительно широкого диапазона, в зависимости от условий перегонки, характерных для установки, и составляют предпочтительно в общем потоке, питающем второй реактор, от 2,1 до 7,0.
Вторая реакционная зона стадии (а) настоящего способа включает в норме реактор, снабженный теми же самыми антикоррозийными приспособлениями, которые были упомянуты выше. Она может состоять, например, из второго реактора, отделенного от первого, перед которым помещен конденсатор, находящийся на питающей линии, идущей от первого реактора, или может состоять из конденсаторного теплообменника, выделяющего пар или тепло для нагревания различных жидкостей или потоков, в которых конденсаторный теплообменник может совпадать с тем же самым конденсатором, как и на стадии (г).
В частном варианте настоящего изобретения вторая реакционная зона осуществляется в обменнике-дефлегматоре, расположенном на вершине первого реактора, что приводит к получению на практике единого прибора. Этот обменник-дефлегматор отделен от основного реактора, расположенного ниже, элементом, представляющим собой, например, мембрану или контактную пластину, которые снабжены устройством, позволяющим осуществлять проход паровой фазы от первой ко второй реакционной зоне, и сбор жидкости, образованной во второй зоне. Упомянутая жидкость переносится в расположенный ниже основной реактор с помощью соответствующих линий для рециркуляции, с тем чтобы предпочтительно осуществлять подачу в нижнюю его часть.
В соответствии со способом настоящего изобретения образование карбамата аммония в упомянутой второй зоне происходит в соответствии с реакцией (1а), которой благоприятствует сниженная в сравнении с первой зоной температура, а, кроме того, по-видимому, в ней осуществляется частичное образование мочевины в соответствии с реакцией (1b) в зависимости от условий функционирования второго реактора. Вследствие этого происходит образование жидкой смеси, содержащей карбамат аммония и остаточное количество аммиака от имевшегося в питающем потоке его избытка и предпочтительно включающей также мочевину и соответственно образованную воду. Затем эту жидкую смесь переносят и вновь вводят в первую реакционную зону, подавая преимущественно в ее нижнюю часть. Она может быть также объединена с рециркулирующими жидкими потоками, поступающими из секций, расположенных ниже от стадии (а), перед вводом в реакционную зону на повторную обработку.
Использование во второй реакционной зоне реактора, которому предшествует обменник/конденсатор, питаемый преимущественно газообразным потоком, поступающим из первого реактора, дает возможность значительно повысить количество мочевины (а также карбамата), образуемых во вторичном реакторе; альтернативное использование в качестве вторичного реактора единственного конденсатора, расположенного выше основного реактора, или реактора, характеризующегося ограниченным временем пребывания и в основном высокой скоростью реакции, приводит к преимущественному образованию карбамата; в обоих случаях жидкая смесь, покидающая реакционную стадию (а) и направляемая в конденсатор, состоит из потока с пониженной концентрацией карбамата, возникшей в связи с повышенным температурным уровнем основного реактора.
В соответствии с настоящим изобретением существенно, что соответствующее количество преимущественно газообразной смеси, которая образуется в первой реакционной зоне, переносится во вторую реакционную зону. Этот перенос может быть осуществлен с помощью различных способов в зависимости от условий функционирования синтетического цикла и от схемы процесса. В частности, например, газовая смесь может быть уже в первой зоне отделена от первой жидкой смеси, выходящей из реакционной стадии, и направлена во вторую зону из головной части первого реактора. Или упомянутые первая жидкая смесь и газовая смесь могут быть отобраны вместе в виде единой двухфазной смеси из первой реакционной зоны с последующим разделением на два компонента фаз (жидкий и газообразный, с помощью, например, подходящего сепаратора фаз) и перенесены соответственно во вторую реакционную зону и на вышеупомянутую стадию разложения-упаривания (в). В последнем случае разделение двух фаз может иметь место на входе той же самой стадии разложения-упаривания с использованием, например, головной части выпарного аппарата в качестве сепаратора фаз, на которую подают двухфазную смесь.
По способу настоящего изобретения третий газовый поток, обогащенный инертными продуктами, которые должны быть выгружены, может быть отделен от головной части второй реакционной зоны. Этот газовый поток, перед разгрузкой инертных продуктов, подвергают конденсации с возможным использованием фазового сепаратора, регенерируя при этом содержащиеся в нем аммиак и двуокись углерода, которые затем направляются на рециркуляцию непосредственно на одну из двух реакционных зон.
В другом варианте изобретения эта третья газовая смесь подвергается противоточному промыванию с применением рециркулирующего газообразного потока, поступающего со стадии (a), что приводит к образованию газообразной фазы, содержащей в основном инертные продукты, которые выгружаются, и жидкого потока, который, как правило, подается в конденсатор.
Еще в одном варианте настоящего изобретения третий газовый поток направляют на рециркуляцию с использованием его в качестве вымывающего агента в один из аппаратов, необходимых для осуществления стадии (e), таких, например, как секция концентрирования и очистки мочевины или секция разложения карбамата при среднем или низком давлении.
Стадия разложения-упаривания (в) в норме осуществляется в выпарном аппарате, обычно нагреваемом опосредованно с помощью пара, находящимся под высоким давлением. Температура в выпарном аппарате составляет в норме от 160 до 220oC, тогда как давление должно либо равняться, либо быть незначительно ниже значений, характерных для реактора, с целью создания благоприятных условий для направления на рециркуляцию разложившихся продуктов (первого газового потока) с помощью эжекторов или с применением расположенного на разной высоте оборудования.
В вышеупомянутых условиях карбамат аммония проявляет тенденцию к быстрому разложению с образованием аммиака и двуокиси углерода, которые одновременно удаляются из жидкой фазы при упаривании, тогда как мочевина, уже образовавшаяся в реакторе, остается практически неизменной. Упаривание может осуществляться с использованием свежих аммиака или двуокиси углерода в качестве газа-носителя. В литературе описаны различные примеры способов синтеза мочевины с использованием вышеупомянутого принципа. Так, например, патент США 3356723 СТАМИКАРБОН (STAMICARBON) описывает использование двуокиси углерода в качестве инертного газа, используемого в процессе выпаривания. С другой стороны, Патент Великобритания GB 1016220 СНАМПРОГЕТТИ (SNAMPROGETTI) описывает использование аммиака с той же целью.
В предпочтительном варианте настоящего изобретения стадия разложения-упаривания проводится с использованием в качестве газа-носителя того самого аммиака, который присутствует в избытке в потоке, выходящем из реактора. Дальнейшие детали этой используемой в предпочтительном варианте технологии могут быть найдены, например, в Патенте США 3876696 СНАМПРОГЕТТИ (SNAMPROGETTI), содержание которого включено в настоящее описание в качестве ссылки. Эта технология обозначается далее в изобретении термином "аутоупаривание".
В соответствии с настоящим изобретением стадия разложения-упаривания может также выполняться с привлечением двух последовательно соединенных участков оборудования (выпарных секций), возможно, различного типа, функционирующих в отличающихся друг от друга условиях, как это описано, например, в Патенте Великобритании GB 1581505, содержание которого включено в настоящее описание в качестве ссылки.
В соответствии с настоящим изобретением первую газовую смесь, содержащую аммиак, двуокись углерода и воду, получают на стадии разложения и упаривания (в), которая характеризуется в норме наличием воды в диапазоне от 0,0 до 15%, предпочтительно от 0,5 до 10,0% по весу, от общего веса газовой смеси. Содержание воды приблизительно соответствует тому ее количеству, которое в норме образуется в операциях упаривания, осуществляемых при высоком давлении в соответствии с вышеописанным способом.
Стадия (в) может проводиться с использованием, в качестве инертного газа для процесса выпаривания, подходящего количества газовой смеси, которая образуется на стадии (а) либо в первой, либо во второй реакционной зоне. Так, например, количество газовой смеси, которое переносится на стадию (в) в качестве вещества, способствующего выпариванию, может представлять собой часть газовой смеси, выходящей из первой реакционной зоны, тогда как оставшаяся часть, переносимая независимо во вторую реакционную зону, или упомянутая газовая смесь могут представлять собой газообразный поток, содержащий инертный газ, отбираемый из головной части второй реакционной зоны.
В соответствии с частным вариантом настоящего изобретения вся упомянутая вторая преимущественно газообразная смесь, отбираемая из первой реакционной зоны, перед подачей во вторую реакционную зону пропускается через упомянутую стадию разложения-упаривания. Предпочтительно в этом случае, чтобы вторая реакционная зона совпадала с конденсатором, имеющимся на стадии конденсации (г). Газовая смесь из второй реакционной зоны и газы, образованные в ходе стадии разложения-упаривания, смешиваются и подаются вместе в конденсатор - второй реактор. При этом в ходе осуществления процесса настоящего изобретения, в соответствии с его частным вариантом, достигается помимо увеличения степени конверсии реагирующих веществ дополнительное преимущество, заключающееся в повышении эффективности функционирования стадии разложения-упаривания, вследствие чего вторая жидкая смесь, выходящая из нижней части выпарной секции, содержит меньшее количество непрореагировавшего карбамата аммония, предпочтительно менее 5% по весу. Следовательно, стадия разделения (е) является намного менее дорогостоящей с точки зрения затрат на функционирование и на капитальные вложения, чем соответствующая стадия в традиционных процессах, а также характеризуется меньшей потребностью в воде для возвращения карбамата с целью повторной обработки на реакционную стадию.
Стадия разложения-упаривания (в) выполняется обычно на оборудовании, снабженном связкой труб, с применением технологии образования жидких пленочных капель. Предпочтительно смесь, покидающая реактор, вместе, по крайней мере, с частью четвертой жидкой реакционной смеси, поступающей со стадий, расположенных ниже выпарной секции, подается в головную часть оборудования и образует пленочную каплю на стенах связки труб. Другие известные виды оборудования, подходящие для описываемой цели, также могут использоваться по способу настоящего изобретения.
Стадия конденсации (г) способа настоящего изобретения в норме осуществляется в подходящих конденсаторах, например в конденсаторах в связке труб, в которых для нагревания других жидкостей используют теплоту конденсации. Упомянутая теплота конденсации используется предпочтительно для образования пара, но может также применяться для непосредственного снабжения теплом последующих стадий разложения карбамата аммония при среднем или низком давлении. Стадия конденсации может проводиться в обычных условиях (температура, давление и состав), применяемых в известных процессах, при условии, что их значения таковы, чтобы препятствовать образованию твердых накипей или отложений карбомата аммония в конденсаторе и/или линиях, отходящих от конденсатора. Конденсация проводится в основном при температурах выше 140oC, предпочтительно в диапазоне температур от 150 до 180oC, при давлении незначительно ниже давления в реакторе.
В соответствии с одним из вариантов настоящего изобретения не вся первая газовая смесь, поступающая от стадии упаривания (в), направляется в конденсатор (г), но часть ее, предпочтительно от 5 до 50% по весу, направляется в качестве таковой на реакционную стадию (предпочтительно в первую зону, функционирующую при повышенной температуре) для создания условий, благоприятствующих энтальпическому контролю реактора.
Перенос третьей жидкой смеси от конденсатора на стадии (г) на реакционную стадию (а), а также в том случае, если есть потребность в части неконденсированной газовой смеси, выходящей из выпарной секции, осуществляется в норме на стадии (д) с помощью эжекторов или падения (жидкой смеси). Различия в давлении, которые следует компенсировать за счет циркуляции интересующих потоков, достаточно малы, чтобы вызвать необходимость применения устройств для создания механического напора. В эжекторах в качестве движущей жидкости предпочтительно используется аммиак. Вышеприведенные смеси предпочтительно переносят на первую реакционную зону стадии (а).
Отделение мочевины от аммиака и карбамата аммония, все еще присутствующих во втором жидком потоке, покидающем стадию разложения-упаривания, проводится в соответствии со стадией (е) настоящего способа в ходе последовательного проведения процессов разложения (карбамата аммония) и разделения в секциях, функционирующих при среднем (от 15 до 25 ата) и/или низком давлении (от 3 до 8 ата). Для целей настоящего изобретения эта стадия разделения (е) может выполняться с применением любого метода, описанного в специфической литературе по данному профилю, который позволяет добиться рециркуляции жидкого потока, содержащего водный раствор карбамата аммония, и, возможно, также потока, который в норме подвергается повторной компрессии и соединяется с подаваемым свежим потоком аммиака.
Секции разложения, разделения и очистки, пригодные для целей настоящего изобретения, могут быть представлены, например, теми из них, которые изображены схематически на рисунках 1 - 5 упомянутой ранее публикации "Энциклопедия по химической технологии" (Encyclopedia of Chemical Technology).
Мочевина, практически отделенная от всего остаточного количества карбамата аммония на стадиях разложения и упаривания при среднем и низком значениях давления, направляется затем на конечную стадию дегидратации под вакуумом (вплоть до 0,1 ата), в ходе которой происходит удаление воды и завершается отделение от карбамата, что приводит к получению, с одной стороны, загрязненной отходами воды, а с другой стороны, практически чистой мочевины, которая направляется далее для проведения обычных процессов: гранулирования и т. д. Полученная таким образом загрязненная отходами вода, после проведения разделения и проведения через рецикл для извлечения последних примесей NH3 и CO2, выводится из установки.
В соответствии с предпочтительным вариантом настоящего изобретения различные потоки, содержащие карбамат аммония (и/или другие композитные формы двуокиси углерода), поступающие от различных подсекций стадии разложения (е) (разложение карбамата, дегидратация мочевины, очистка продуктов в отходах), объединяются вместе в вышеприведенном рециркулирующем потоке, который после рекомпрессии затем используется полностью или частично для подачи на стадию конденсации (г), которая может также совпадать с упомянутой выше второй реакционной зоной (а). Совпадение между стадией конденсации (г) и второй зоной реакционной стадии (а) связано с физическим совпадением оборудования, разработанного для этих целей, при этом значение и воздействие с технической точки зрения двух оставшихся стадий весьма различны.
В предпочтительном варианте настоящего изобретения от 50 до 100% по весу упомянутой рециркулирующей жидкой смеси подается на стадию разложения-упаривания (в) совместно с первой жидкой смесью, идущей от первой реакционной зоны. При использовании такого способа наблюдается при дальнейших пассажах существенное снижение количества воды, имеющейся в реакционной смеси, в сочетании с увеличением уровня конверсии.
В соответствии с определенными вариантами проведения разделения и очистки мочевины, которые также охватываются рамками настоящего изобретения, рециркулирующие аммиак и двуокись углерода могут находиться в виде карбоната аммония, бикарбоната или карбамата, а также их смеси в зависимости от температуры и давления смеси.
Способ настоящего изобретения позволяет значительно увеличить степень конверсии двуокиси углерода, при ее пропускании, в мочевину, которая может достичь, при оптимальных условиях, значений от 70 до 85%. При этом такое значительное увеличение было получено без применения в ходе работы очень высокого давления, а лишь с использованием тех преимуществ, которое дает проведение реакции в двух различных, сообщающихся друг с другом зонах, функционирование которых осуществляется при разных температурах, но практически при одном значении давления. Другое преимущество настоящего способа относится к меньшему потреблению пара в выпарной секции при высоком давлении (стадия (в)), что связано с присутствием меньшего количества карбамата относительно мочевины в первой жидкой смеси, покидающей реакционную стадию.
Кроме того, настоящий способ характеризуется тем преимуществом, что он может быть легко проведен с некоторыми простыми модификациями в традиционных, существовавших ранее установках.
Другим объектом настоящего изобретения в этой связи является способ усовершенствования существующего процесса производства мочевины, исходя из аммиака и двуокиси углерода, с образованием карбамата аммония в качестве промежуточного соединения, которое происходит в секции синтеза при высоком давлении и включает в себя:
- первый реактор синтеза мочевины, работающий в условиях избытка аммиака при значениях давления от 90 до 250 ата, приводящий к образованию выходящего жидкого потока, который содержит мочевину, воду, аммиак и карбамат аммония;
- стадию разложения карбамата аммония в упомянутом жидком потоке и стадию разделения (с упариванием) газового потока, содержащего двуокись углерода и образованного аммония, расположенные ниже относительно описываемого реактора; и
- конденсатор газового потока, выходящего из упомянутой стадии разложения-упаривания, приводящий к образованию жидкого потока, содержащего в виде рециркулирующего продукта карбамат аммония, который подается в упомянутый первый реактор,
характеризующийся тем, что включает следующие операции:
(i) установку второго реактора для образования карбамата аммония и, возможно, мочевины из исходных двуокиси углерода и избытка аммиака, который функционирует практически при том же давлении, что и первый реактор, и предпочтительно при температурах от 140 до 200oC, более предпочтительно в диапазоне температур от 140 до 185oC, при этом обозначенный второй реактор может совпадать с вышеупомянутым конденсатором карбамата;
(ii) установку подходящих элементов и соединительных линий для переноса материала от верхней части первого реактора ко второму реактору, а также для соответствующего переноса материала второго реактора к первому;
(iii) создание условий, благоприятствующих функционированию упомянутых первого и второго реакторов, в соответствии с которыми температура во втором реакторе снижается и становится в предпочтительном варианте на величину от 5 до 60oC ниже температуры в первом реакторе, с образованием в нем паровой фазы, смешанной с жидкой фазой;
(iv) перенос от вершины первого реактора ко второму реактору газового или преимущественно газового потока, содержащего двуокись углерода и аммиак, в количестве не менее 5% по весу, предпочтительно в количестве, равном или выше 10%, более предпочтительно в количестве от 20 до 40% по весу, от веса вышеупомянутого жидкого потока, выходящего из первого реактора, с последующим образованием во втором реакторе жидкой смеси, содержащей карбамат аммония и предпочтительно также мочевину, которая переносится в первый реактор, при этом подача осуществляется предпочтительно снизу.
Вышеупомянутый метод усовершенствования существующего способа получения мочевины [определяемого также широко используемым в специфической литературе английским термином ретрофитинг ("retrofitting" (повторное извлечение)] на практике приводит к разработке процесса, включающего две четко различающиеся реакционные зоны, в основных чертах аналогичного способу настоящего изобретения. Следовательно, все его различные варианты, а также описанные ранее предпочтительные условия реализации изобретения следует рассматривать в контексте вышеупомянутого метода ретрофитинга.
В соответствии с настоящим изобретением усовершенствованный способ иллюстрируется далее прилагаемыми четырьмя рисунками.
Фиг. 1 схематически изображает предпочтительный вариант реализации настоящего изобретения, отличающийся тем, что реакционная стадия в соответствии с ним осуществляется с помощью двух различных реакторов, сообщающихся друг с другом посредством элементов для обмена веществом.
Фиг. 2 схематически отображает предпочтительный вариант реализации настоящего изобретения, который отличается тем, что реакционная стадия осуществляется в одном аппарате, разделенном на две зоны, сообщающиеся друг с другом посредством обмена веществом.
На фиг. 3 схематически изображен предпочтительный вариант реализации изобретения, который отличается тем, что реакционная стадия осуществляется в двух реакторах, один из которых является также конденсатором для газов, выходящих при высоком давлении из выпарной секции.
На фиг. 4 схематически изображен предпочтительный вариант изобретения, который по существу близок к способу, изображенному на фиг. 3, за исключением того, что газы после первого (основного) реактора пропускают перед входом во второй реактор через выпаривание при высоком давлении вместо того, чтобы непосредственно направлять их в реактор.
На приведенных чертежах пунктирные линии обозначают не исключающие друг друга альтернативные варианты реализации настоящего изобретения. Функциональные детали, такие как насосы, клапаны и другие аппараты, не существенные для полного понимания изображенных процессов, не приведены под вышеуказанными рисунками. Выбор типа и положения таких участков оборудования, которые реализуются в установке для получения мочевины, в соответствии с настоящим изобретением основан на обычных критериях, применяемых для разработки традиционных установок, которые хорошо известны каждому специалисту со средним уровнем знаний в данной области. Способ настоящего изобретения ни в коем случае нельзя рассматривать только лишь в рамках, ограниченных тем, что изображено и написано на приведенных рисунках, которые выполняют лишь иллюстративную функцию.
Схема, приведенная на фиг. 1, показывает, что реактор R1 соединен с помощью слива и линии 4 с отпаривателем S1. Последний соединяется снизу с секцией разделения и очистки мочевины P, от которой отходит линия 5, для рециркулирующего карбамата. Линия 5 может, в свою очередь, непосредственно соединяться с конденсатором C2 через линию 5c или опосредованно, через линию 5b, или может присоединять к себе линию 4 с помощью линии 5a. Возможно также осуществление одновременно нескольких соединений с распределением потока линии 5. Линии 15, несущие очищенную мочевину, и 14 с загрязненной отходами водой также могут выходить из той же самой секции P. Выпариватель S1 соединяется через верхнюю часть с конденсатором C2 посредством линии 7, вместе с эжектором E1 (движущимся под действием потока аммиака, идущего от линии 10b), а также линий 7a и 7b. Выпариватель S1 может непосредственно соединяться с реактором R1 (с распределением газового потока 7) посредством линий 7a, 7c и 16, среди которых может размещаться эжектор E3, работающий под действием потока аммиака, идущего от линии 10c. Выход из конденсатора обозначен линией 8, а затем линией 11, между которыми может располагаться эжектор E2, который соединяется также с линией 10, несущей свежий (линия 2) и рециркулирующий (линия 9) аммиак, при этом последний выходит из секции P, в которой происходит разделение и очистка мочевины. Линия 11 соединяется с фазовым сепаратором FS2, из верхней части которого выходит несущая газ линия 11b, а из нижней части выходит несущая жидкость линия 11a. Линия 1 со свежей двуокисью углерода может непосредственно подаваться в реактор (линия 1a) после прихода линии 11b, поступающей из сепаратора FS2, или может соединяться с конденсатором (линия 1b) или с нижней частью выпаривателя (линия 1c), а также более чем с одним из этих устройств с распределением потока. Линия 11a соединяется с линией 17, идущей от второго реактора R2, с образованием несущей к реактору R1 жидкой подачи линии 18a. Линия 18b, несущая газ к реактору, собирает (возможные) потоки 1a, 11b и 16.
Линия 3, идущая от вершины реактора R1, соединяется с конденсатором C3 и последовательно (линия 3a) с фазовым сепаратором FS1, от которого питается реактор R2 с помощью линий 19 (газ) и 3b (жидкость). Линия 17 выходит из реактора R2 через слив и затем возвращается в первый реактор R1 после соединения с рециркулирующими жидкими потоками с образованием линии 18a. Линия 12 отходит от верхней части реактора R2 и соединяется с конденсатором C1, который выводит инертные продукты через линию 12a и позволяет осуществить рециркуляцию конденсатов через линию 13, которая соединяется с вышеупомянутой линией 3b, идущей от сепаратора FS1 с образованием линии 20, несущей жидкость, подаваемую на реактор R2.
Схема на фиг. 2 показывает практически те же элементы, что и схема на фиг. 1, поскольку обе имеют отношение к реактору R1 и расположенным ниже он него секциям (выпариватель, секция рециркуляции карбамата и очистки мочевины). В этом случае, однако, реактор R1 структурирован так, чтобы можно было непосредственно связываться с дефлегматором C3-R2 в верхней части, образуя вместе с ним один участок оборудования. Дефлегматор обладает одновременно функцией конденсатора C3 и второго реактора R2 и сообщается с R1 через отверстие 3, включенное в набор пластин (для сбора конденсированной жидкости), который, в свою очередь, соединен с R1 посредством возврата линии 17, которая имеет в основном те же самые значения, что и линия 17, приведенная на фиг. 1, но которая не соединяется с линией 11a, несущей рециркулирующую жидкость. Поэтому в данном случае реактор R1 получает раздельно две линии 17a и 11a; при этом тот вариант, при котором эти линии соединяются с образованием одной линии для подачи жидкости, аналогичной линии 18a на фиг. 1, также включается в рамки настоящего изобретения.
Дефлегматор C3-R2 может также получать через линию 11c часть газового потока, идущего от сепаратора фаз FS2.
Линия 12 идет от вершины дефлегматора C3-R2 и соединяется далее с конденсатором C1, из которого через линию 12a выгружаются инертные продукты, а конденсаты направляются на рециркуляцию через линию 13, которая непосредственно соединяются с верхней частью дефлегматора C3-R2.
Схема на фиг. 3 относится к частному варианту реализации настоящего изобретения, в котором второй реактор состоит из того же самого конденсатора газов, которые идут от выпаривателя при высоком давлении. На диаграмме показан реактор R1, который соединяется от верхней части конденсатора-реактора R2-C2 через линию 3, а также от нижней части через слив и линию 4 с выпаривателем S1. Последний соединяется снизу с секцией разделения и очистки мочевины P, от которой отходит линия 5, несущая рециркулирующий карбамат. Линия 5 может, в свою очередь, непосредственно соединятся с конденсатором-реактором R2-C2 через линию 5c или опосредованно через линию 5b, а также может соединяться с линией 4 с помощью линии 5a. Возможно также одновременное осуществление нескольких соединений с распределением потока линии 5. Линии 15, несущие очищенную мочевину, и 14, несущие загрязненную отходами воду, также выходят из той же секции P. Через линию 7 соединяются эжектор E1 (управляемый потоком аммиака, идущего от линии 10b) и линии 7a и 7b, а отпариватель соединяется от вершины с конденсатором-реактором R2-C2. Линия 7b представляет собой результат объединения линии 7a, ответвляющейся от линии 3, идущей от вершины реактора R1, и, возможно, линий 1b и 5b, несущих соответственно свежую двуокись углерода и рециркулирующий карбамат, идущий от секции, работающей при среднем или низком давлении (секция P). Конденсатор-реактор R2-C2 может также соединяться непосредственно с реактором R1 с помощью линий 3 - 3a.
Выпариватель S1 может также непосредственно соединяться с реактором R1 (с распределением газообразного потока 7) с помощью линий 7c и 16, между которыми может располагаться эжектор E3, перемещающийся под действием потока аммиака, идущего от линии 10c. Выход из конденсатора-реактора R2-C2 обозначается линией 8, а затем линией 11, между которыми может располагаться эжектор E2, к которому также подходит линия 10, несущая свежий аммиак (линия 2) и рециркулирующий аммиак (линия 9), идущий от секции P разделения и очистки мочевины. Линия 11 соединяется с сепаратором фаз FS2, от которого отходит линия 11b, несущая газ (с возможным содержанием инертных продуктов), идущая от вершины, связанная с конденсатором-сепаратором C1, и жидкостная линия 11a, идущая от нижней части, которая соединяется с линией 13, идущей от сепаратора и содержащей инертные продукты, с образованием линии 18a, которая несет жидкостную подачу для реактора R1. Газовая смесь (поток), которая образует нисходящий поток инертных продуктов, удаляется с помощью линии 12a. Альтернативно, газовая смесь направляется с помощью линии 12b на одну из стадий разложения остаточного карбамата в секции P, где она содействует процессу выпаривания (в соответствии с известной технологией СНАМПРОГЕТТИ). Инертные продукты выходят затем непосредственно из секции P.
Линия 1 со свежей двуокисью углерода может непосредственно идти в реактор (линия 1a) или может соединяться с конденсатором (линия 1b), или с нижней частью выпаривателя (линия 1c), а также более чем с одним из таких устройств при наличии распределения.
Схема на фиг. 4 включает реактор R1, который соединяется от вершины через линию 3 с нижней частью выпаривателя S1 и от нижней части через слив и линию 4 с верхней частью того же самого выпаривателя S1. Он соединяется снизу с секцией разделения и очистки мочевины P, от которой отходит линия 5 с рециркулирующим карбаматом, который в соответствии с настоящим вариантом возвращается в выпариватель при соединении линии 5 с линией 4. Линия 15 с очищенной мочевиной и линия 14, несущая загрязненную отходами воду, также выходят из той же самой секции P. Через линии 7 и 7b выпариватель S1 соединяется от вершины с конденсатором-реактором R2-C2. Линия 7b представляет собой результат объединения линии 7 и, в конечном счете, линий 1b и/или 10c, несущих соответственно свежую двуокись углерода и очищенный аммиак (свежий плюс рециркулирующий). Линия 3, соединяющая R1 и S1, может также включать (линия 3a) эжектор E3, перемещаемый под действием потока аммиака по линии 10a.
Выход конденсатора-реактора R2-C2 обозначается линией 8, которая соединяется с сепаратором фаз FS2, от вершины которого отходит газовая линия 12a, которая может нести инертные продукты. Жидкостная линия 8a отходит из дна FS2 к реактору R1, постепенно проходя через эжектор E2, перемещаемый под действием аммиака через линию 10. Жидкостная питающая реактор R1 линия 18 представляет собой результат слияния линий 11, выходящих из эжектора E2, по-возможности, линий 1a и 10b, несущих соответственно свежую двуокись углерода и чистый аммиак.
Описание нескольких вариантов способа реализации настоящего изобретения со ссылками на вышеупомянутые фиг. 1, 2, 3 и 4 ни в коем случае нельзя трактовать как ограничивающее рамки настоящего изобретения.
В соответствии со схемой фиг. 1 свежий аммиак, сжатый под давлением 160 - 200 ата и подаваемый через линию 2, соединяется с регенерированным аммиаком (линия 9), идущим от секции P, а полученный при этом поток направляется частично в эжектор E2 через линию 10 и частично в эжектор E1 (линия 10b), где он работает как движущая жидкость для газов, идущих от выпаривателя S1 через линию 7. Альтернативно, при необходимости аммиак может направляться полностью или частично в выпариватель S1 через линию 10a, при этом в данном случае линия 10b (и, следовательно, эжектор E1) может отсутствовать. Этот случай представляет собой вариант упаривания с применением аммиака.
Газовый поток 7a, выходящий из эжектора E1 (или выпаривателя, если E1 отсутствует), к которому может с помощью линии 1b добавляться частично или полностью вся свежая двуокись углерода, поступающая в установку, направляют в конденсатор C2 (линия 7b).
Альтернативно, поток 7a может распределяться так, что 50 - 70% его направляется для подачи в конденсатор C2 (линия 7b) и, по-возможности, вместе со свежей двуокисью углерода, а оставшаяся часть (линия 7c) идет в реактор R1, возможно, через эжектор E3, при этом аммиак продолжают использовать в качестве движущей жидкости (линия 10c).
При осуществлении этого способа проводится контроль энтальпического баланса в реакторе R1, который функционирует при относительно высоких температурах (190 - 210oC) и значениях давления в диапазоне от 140 до 160 ата, при этом предпочтительно, чтобы часть подачи осуществлялась посредством рециркулирующих газовых потоков, характеризующихся более высокой энтальпией и/или содержащих большее количество свободного CO2, способного к образованию карбамата аммония.
Предпочтительно, чтобы количество, вплоть до 30%, аммиака, идущего от линий 2 и 9, подавалось в эжектор E1 через 10b, от 50 до 90% подавалось в эжектор E2 через 10, а оставшаяся часть направлялась в эжектор E3 через 10c. При нормальных условиях функционирования в соответствии со способом настоящего изобретения вышеобозначенные потоки 10, 10b и 10c содержат аммиак преимущественно в жидком состоянии.
Свежий CO2 (линия 1) может аналогичным образом, с помощью линий 1a и/или 1b, в зависимости от энтальпических потребностей реактора R1 направляться в него, а также через линию 1c в выпариватель S1, при этом в данном случае он может использоваться также в качестве выпаривающего агента. Большая часть свежей двуокиси углерода после сжатия направляется предпочтительно в реактор (60 - 80%) (линия 1a), а часть направляется в конденсатор C2 (линия 1b).
Аммиак и двуокись углерода, содержащиеся в подаваемых потоках 7b и (возможно) 5c, реагируют в конденсаторе C2 (состоящем, в основном, из теплообменника подходящих размеров и формы) при давлении, которое приблизительно соответствует или несколько меньше давления реактора, и при высокой температуре, предпочтительно от 150 до 185oC, которая нужна для получения жидкого потока (третьей жидкой смеси), преимущественно содержащей карбамат аммония и аммиак, а также меньшие количества воды и, возможно, мочевины. Последняя может уже образоваться в небольших количествах на стадии конденсации, если условия работы способствуют частичному смещению упоминавшегося ранее химического равновесия реакции (1b) вправо. Реакция конденсации в связи с ее экзотермическим характером используется для получения пара или для нагревания потоков, находящихся при низких или средних значениях давления в следующей секции очистки мочевины. Жидкий поток, образуемый в конденсаторе, поступает в реактор через линии 8 и 11, между которыми предпочтительно расположить эжектор E2.
Поток 11 состоит в основном из смешанной газожидкостной фазы с преобладанием последней и предпочтительно разделяется на две фазы в сепараторе FS2, от которого выходят газовый поток 11b и жидкостный поток 11a, при этом перед входом в реактор R1 последний сливается с потоком 17.
Общая подача реактора состоит из жидкого потока 18a (включающего поток 17, идущий от R2) и газового потока 18b.
Реактор R1 может относиться к одному из тех типов реакторов, которые уже используются в традиционных процессах, однако предпочтительно провести его модификацию для облегчения движения потоков и обмена между жидкой и газовой фазами, который в данном случае значителен. R1 обычно относится к главному реактору, поскольку через него проходят потоки и объемы, в два или три раза превышающие соответствующие показатели для R2. Предпочтительно так подбирать различные потоки и энтальпический баланс реактора, чтобы способствовать прогрессирующему образованию в его головной части значительных количеств паровой фазы. Этого можно достичь подбором параметров на основе доступных данных, имеющих отношение к равновесию, которые затем, в соответствии с известной специалистам техникой, эмпирически корректируются.
Жидкий поток, который выходит из реактора R1 посредством слива T и линии 4 и содержит мочевину, воду, аммиак и карбамат аммония, идет в упариватель S1 для отделения части карбамата, не превращенного в мочевину, с применением обычных для традиционных установок технологий.
В предпочтительном варианте поток линии 4 соединяется с линией 5a, содержащей часть (предпочтительно от 60 до 90%) регенерированного водного потока, идущего по линии 5 от секции P разделения и очистки мочевины, и направляется далее (линия 4a) в упариватель. Оставшаяся часть этого регенерированного потока (при ее наличии) направляется в конденсатор C2 непосредственно по линии 5c или опосредованно через линию 5b.
В частном варианте настоящего изобретения подача 4a в упариватель S1 распределяется по различным высотам самого упаривателя.
От вершины реактор R1 газовый поток, составляющий предпочтительно 20 - 40% по весу от вытекающего потока по линии 4, который содержит аммиак, воду и двуокись углерода, подается в конденсатор C3, в котором проводится частичная конденсация жидкой фазы, содержащей карбамат аммония и воду. Полужидкая смесь разделяется на газообразный и жидкостный компоненты в сепараторе фаз FS1, при этом оба компонента направляются во вторичный реактор R2, который функционирует адиабатически при температурах от 170 до 185oC, имея время пребывания предпочтительно в диапазоне от 5 до 35 минут. В этих условиях в реакторе R2 происходит образование карбамата аммония, который далее реагирует с выходом значительных количеств мочевины, достигая вплоть до 70% уровня конверсии относительно количества CO2, поступившего с газовым потоком из реактора R1.
Газовый поток, выходящий из головной части упаривателя, который содержит NH3 и CO2 и характеризуется низким содержанием воды, предпочтительно менее 5% по весу, направляется в конденсатор C2 (линии 7a и 7b) через эжектор E1 с использованием NH3 в качестве движущей жидкости. Поток 6, который выходит из дна упаривателя S1 и содержит всю образованную мочевину, направляется на следующие стадии очистки и концентрирования, которые, как показано на схеме фиг. 1, объединены вместе в секции P. Уже упоминавшиеся выше потоки NH3 и регенерированного карбамата выходят из этой секции, а чистая мочевина выгружается через линию 15 вместе с водой, которая идет по линии 14.
Частный вариант реализации настоящего изобретения изображен на схеме фиг. 2, на которой обе реакционные зоны объединены в одном аппарате C3-R2, разделенном на две сообщающиеся секции, а не расположены в двух физически разделенных реакторах. Способ настоящего изобретения может выполняться на установке, схематически изображенной на фиг. 2, которая имеет те же характеристики и условия, что и описанная уже установка на схеме фиг. 1 (на которую уже была сделана ссылка), за исключением конденсатора-дефлегматора C3-R2.
Использование "дефлегматора" в качестве теплообменника во второй реакционной зоне при пониженной температуре может иметь различные важные преимущества. Фактически, дефлегматор позволяет проводить постоянное физическое удаление продуктов, образованных из реагентов, идущих из R1; в этом специфическом случае карбамат и, возможно, мочевина в жидком состоянии (в соотношении, которое зависит от условий функционирования самого аппарата) образуются из NH3 и CO2 в газообразном состоянии, что делает возможным:
- создать условия, благоприятствующие сдвигу химического равновесия реакций;
- увеличить уровень образования продуктов.
Дефлегматор предпочтительно вводится непосредственно в головную часть основного реактора, отделенного от него набором пластин, которые собирают жидкость, конденсированную в дефлегматоре, затем эта жидкость направляется в основной реактор, поступая предпочтительно у его основания. В типичном случае дефлегматор состоит из частичного обменника-конденсатора, который использует связку труб, поставленных вертикально для содействия выходу жидкой фазы, образованной в ходе работы. Он функционирует предпочтительно в диапазоне температур от 150 до 170oC, при этом контакты осуществляются довольно часто, с интервалами, в норме составляющими менее 10 минут, а предпочтительно от 0,2 до 5 минут.
Альтернативно, не рассматривая диаграмму фиг. 2, в дефлегматор может также подаваться часть CO2 и/или свежий или рециркулирующий NH3.
Со ссылкой на схему фиг. 3 следует отметить, что способ синтеза мочевины в соответствии с настоящим изобретением проводится с применением основного реактора R1 и упаривателя S1, который функционирует в основном в тех же условиях, что были ранее определены применительно к схеме фиг. 1. В этом случае, однако, процесс значительно упрощен и представляется достаточно выгодным в связи со снижением капитальных вложений, необходимых для данного варианта, поскольку тот обменник-конденсатор, который в норме используется для конденсации газов, идущих от упаривателя, может использовать преимущественно газовую смесь, выделенную в основном реакторе. Таким образом, получают реактор-конденсатор R2-C2, который обладает функцией второй реакционной зоны в соответствии со способом настоящего изобретения, сохраняя одновременно функцию стадии конденсации (г) для газов, идущих от упаривателя. Предпочтительные условия функционирования реактора-конденсатора R2-C2 включают поддержание температуры в диапазоне от 150 до 170oC и давления, практически равного или незначительно ниже, чем в реакторе R1, при этом контакты должны быть ограничены временем, которое в норме меньше 10 минут, а предпочтительно варьирует от 0,2 до 5 минут.
Далее следует сделать ссылку на схему фиг. 4, которая иллюстрирует другой вариант настоящего изобретения. Богатая мочевиной жидкая смесь, покидающая реактор R1 в районе дна через слив и линию 4, идет в упариватель S1, в который при давлении подается пар для нагревания. Газовый поток 7, который содержит в основном аммиак и двуокись углерода, выгружается из упаривателя S1, конденсируется в реакторе-конденсаторе R2-C2 (который функционирует при температурах от 150 до 170oC и при давлении, в основном равном или незначительно меньшем, чем в реакторе R1, образуя в теплообменнике при низком давлении пар) и затем направляется в сепаратор фаз FS2, который может также охлаждаться наружной водой. Газовый поток 12a, содержащий инертные продукты, разделяется и выгружается или направляется на другую стадию (не показанную на рисунке) для регенерации содержащихся в нем аммиака и двуокиси углерода, при этом остается обогащенная карбаматом фаза, выходящая из дна FS2 через линию 8a. Поток 8a может быть возвращен на повторную обработку под действием собственной тяжести или, возможно, с помощью эжектора E2, перемещающегося под действием подаваемого газа, предпочтительно аммиака, от линии 10. Линия 11, выходящая из эжектора, собирает свежую двуокись углерода из линии 1a и, в конечном счете, большее количество аммиака из линии 10b, образуя, таким образом, линию 18, питающую реактор R1.
От головной части R1, который функционирует при относительно высоких температурах (190 - 210oC) и значениях давления в диапазоне 140 - 160 ата с образованием двухфазной реакционной смеси, выходит газообразный поток 3, содержащий в основном аммиак, двуокись углерода и небольшие количества воды, который составляет предпочтительно в целом от 20 до 40% по весу от веса жидкого потока 4. Поток 3, идущий, в конечном счете, через эжектор E3, направляется в нижнюю часть упаривателя S1, используясь при этом в качестве вымывающей жидкости, используемой в противотоке относительно жидкого потока 4. Это приводит к существенному повышению эффективности функционирования стадии разложения-упаривания (c) и снижению практически до нуля содержания карбамата в содержащем мочевину жидком потоке 6, который выходит из упаривателя и идет в секцию P очистки и концентрирования мочевины. При этом там, где это выгодно, к упаривателю через поток 1c может добавляться свежая двуокись углерода.
Водную смесь 5, регенерированную из секции обработки(ок) P, которая представляет собой в норме относительно низкое количество, в соответствии с данным особым вариантом изобретения полностью отправляют на повторную обработку в упариватель вместе с потоком 4, выходящим из реактора R1.
Ниже приведены некоторые практические примеры реализации вариантов, которые, однако, не нацелены на ограничение тематики изобретения и прилагаемой к нему формулы, а даны лишь для лучшей иллюстрации целей и достоинств настоящего изобретения.
В приведенных ниже примерах композиции различных потоков приведены со ссылкой на основные компоненты: мочевину, аммиак и двуокись углерода, при этом включаются также двуокись углерода и аммиак, присутствующие в жидких потоках в виде карбамата, карбоната или бикарбоната.
Пример 1
Способ синтеза мочевины в соответствии с настоящим изобретением связан с аутоупариванием на стадии (в) и включает две четко выделяющиеся реакционные зоны, соответствующие двум реакторам. Соответствующие отсылки приведены на диаграмме фиг. 1.
735 кг/ч свежего CO2 и 605 кг/ч свежего NH3, содержащих в целом 13 кг/ч инертных продуктов, направляются соответственно через линии 1b и 10b в конденсатор C2, функционирующий при давлении 150 ата и температуре 155oC. Газовый поток, идущий от упаривателя S1, поступает в C2 через линию 7. В целом, поток 7b на выходе C2 состоит из
NH3 = 1066 кг/ч
CO2 = 902 кг/ч
H2O = 40 кг/ч
Инертных продуктов = 13 кг/ч
Всего = 2021 кг/ч
Вытекающий из C2 поток 8 направляется (через промежуточный эжектор E2) в сепаратор фаз FS2, где газовый поток 11b и жидкий поток 11a разделяются и подаются в основной реактор (первичный) R1 с помощью линий 18a и 18b.
Жидкий поток 4 выходит через слив реактора R1 при температуре 199oC (рабочая температура реактора) и содержит всю мочевину, а также другие компоненты, характеризуясь следующими показателями:
Мочевина = 1000 кг/ч
H2O = 339 кг/ч
CO2 = 167 кг/ч
NH3 = 461 кг/ч
Всего = 1967 кг/ч
В описанных выше условиях смесь в реакторе R1 включает значительное количество паровой фазы, которую продуцирует газообразный поток 3, вытекающий из R1, который включает
NH3 = 376 кг/ч
CO2 = 212 кг/ч
H2O = 52 кг/ч
Инертные продукты = 13 кг/ч
Всего = 653 кг/ч
Этот поток направляется в обменник-конденсатор C3 и затем через FS1 и линии 19 и 3b - 20 во вторичный реактор R2, функционирующий при давлении примерно 152 ата и температуре 181oC (различие с R1 = 18oC), где образуется смесь, содержащая карбамат аммония и мочевину.
Жидкий поток 17, выходящий из R2 посредством слива, состоит из
NH3 = 219 кг/ч
CO2 = 60 кг/ч
H2O = 113 кг/ч
Мочевины = 207 кг/ч
Всего = 599 кг/ч
Из вершины реактора R2 выходит газовый поток 12, содержащий все инертные продукты, которые после прохождения через конденсатор C1 движутся под сильным напором (линия 12a). Конденсированная часть возвращается с помощью линии 13 на повторную обработку в R2. Эти потоки имеют состав, в кг/ч, приведенный в таблице (см. в конце описания).
Поток 6, обогащенный мочевиной и выходящий из района дна упаривателя S1 (при температуре 205oC), направляется в следующую секцию P для очистки и концентрирования мочевины, которая включает в данном конкретном случае в основном типичные секции для проведения разделения при среднем или низком давлении, а также секцию концентрирования, которая имеет параметры, характерные для традиционного процесса производства мочевины по методу СНАМПРОГЕТТИ, основные из которых приведены, например, на странице 561 упоминавшейся ранее публикации "Энциклопедия по химической технологии". Поток 6 включает
NH3 = 250 кг/ч
CO2 = 75 кг/ч
H2O = 449 кг/ч
Мочевину = 1000 кг/ч
Всего = 1774 кг/ч
На стадии очистки и концентрирования P регенерируют водный поток 5, обогащенный карбаматом и состоящий, в частности, из
H2O = 150 кг/ч
CO2 = 75 кг/ч
NH3 = 100 кг/ч
Всего = 325 кг/ч,
который направляется далее снова в упариватель S1 через линию 5a, которая соединяется с потоком 4, выходящим из реактора.
Одновременно в секции P регенерируют поток, содержащий 150 кг/ч NH3, используя при этом линию 9, который далее направляют (линия 10) в конденсатор C2 в виде движущей эжектор E2 жидкости.
Описанный выше способ синтеза мочевины характеризуется уровнем конверсии CO2 в мочевину, т.е. молярным отношением (образованная мочевина)/(общее количество подаваемого CO2), равным 0,82. Жидкий поток, выгружаемый из реактора R1 и направляемый в упариватель, характеризуется молярным коэффициентом: Мочевина/CO2, равным 4,8; этот коэффициент оказался значительно выше величины, характерной для аналогичных потоков, получаемых в традиционных установках, которая составляет примерно 1,6.
Пример 2
Способ синтеза мочевины в соответствии с настоящим изобретением проводится таким образом, что реакция образования мочевины происходит в основном в одном аппарате, включающем основной реактор и конденсатор-дефлегматор, которые сообщаются друг с другом, разделяясь набором пластин. Свежий аммиак используется как способствующий выпариванию газ на стадии (с). Соответствующая описанию ссылка дана на диаграмме фиг. 2.
Поток, содержащий 743 кг/ч свежего CO2, подается через линию 1b в конденсатор C2, функционирующий при давлении 150 ата и температуре примерно 164oC.
Поток, содержащий 631 кг/ч свежего NH3, подается через линию 10a в упариватель S1, функционирующий при давлении 150 ата и температуре примерно 205oC на его дне.
Линии 1b и 10a несут также всего 13 кг/ч инертных продуктов.
В целом, поток 7b на входе в C2 состоит из
NH3 = 1088 кг/ч
CO2 = 904 кг/ч
H2O = 41 кг/ч
Инертные продукты = 13 кг/ч
Всего = 2046 кг/ч
Вытекающий поток 8, имеющий ту же самую общую скорость течения, направляется непосредственно в основной реактор (первичный) R1, опуская этапы прохода через любые другие эжекторы или сепараторы фаз.
Жидкий поток 4, выгружаемый через слив реактора R1 при температуре 198oC (рабочая температура реактора), содержит всю образованную мочевину, характеризуясь наличием следующих компонентов:
Мочевина = 1000 кг/ч
H2O = 337 кг/ч
CO2 = 168 кг/ч
NH3 = 468 кг/ч
Всего = 1973 кг/ч
В указанных выше условиях смесь в реакторе R1 включает значительное количество паровой фазы, которая образуется за счет газообразного потока 3, вытекающего из R1 через набор пластин, и представляет собой подачу в конденсатор-дефлегматор, состоящую из
NH3 = 349 кг/ч
CO2 = 166 кг/ч
H2O = 48 кг/ч
Инертные продукты = 13 кг/ч
Всего = 576 кг/ч
Конденсатор-дефлегматор C3-R2 функционирует при температуре 155oC с одновременным образованием карбамата и регенерацией водяного пара. При этом на дне набора пластин собирается смесь, которая имеет следующий состав:
NH3 = 307 кг/ч
CO2 = 166 кг/ч
H2O = 47 кг/ч
Всего = 520 кг/ч
Газовый поток, содержащий все инертные продукты, выходит из вершины C3-R2 через линию 12, при этом после прохождения конденсатора C1 он течет под большим напором (линия 12a) вместе с небольшим количеством NH3. Конденсированная часть возвращается с помощью линии 13 на повторную обработку в R2.
Поток 6, обогащенный мочевиной, который выходит со дна упаривателя S1 (при температуре 205oC), направляется на следующую стадию P для очистки и концентрирования мочевины.
Указанный поток 6 состоит из следующих компонентов:
NH3 = 10 кг/ч
CO2 = 8 кг/ч
H2O = 296 кг/ч
Мочевина = 1000 кг/ч
Всего = 1314 кг/ч
Все еще присутствующие небольшие количества аммиака и двуокиси углерода с легкостью регенерируют и направляют на реакционную стадию для повторной обработки.
Описанный выше способ синтеза характеризуется уровнем конверсии CO2 в мочевину, т. е. молярным коэффициентом (образованная мочевина)/(общее количество CO2 в подаче), равным 0,81. Жидкий поток, выходящий из реактора R1 и направляемый в упариватель S1, характеризуется молярным коэффициентом: мочевина/CO2 = 4,4. Несмотря на то, что эта величина ниже соответствующего значения, полученного в предыдущем примере 1, этот коэффициент намного выше тех, что обычно получают для аналогичного потока в традиционной установке, который равен примерно 1,6. Кроме того, в этом частном случае вводится значительное упрощение установки, необходимой для проведения настоящего процесса.
Пример 3
Способ синтеза мочевины в соответствии с настоящим изобретением проводится таким образом, что реакция образования мочевины имеет место в двух четко различающихся зонах, при этом вторая зона функционирует при более низкой температуре с преобладающим образованием карбамата и в основном совпадает по функциям с конденсатором, который собирает газы, идущие от упаривателя. Стадия (в) осуществляется в условиях аутоупаривания. Соответствующая ссылка приводится на диаграмме фиг. 3.
743 кг/ч свежего CO2 и 631 кг/ч свежего NH3 (последний используется в качестве жидкости для эжектора E2), содержащие в целом 13 кг/ч инертных продуктов, направляются соответственно по линиям 1b и 10b в реактор-конденсатор R2-C2, функционирующий при давлении 150 ата и температуре примерно 155oC. Газовый поток линии, идущий от первичного реактора R1, направляется в тот же реактор-конденсатор R2-C2, при этом он содержит
NH3 = 349 кг/ч
CO2 = 166 кг/ч
H2O = 48 кг/ч
Инертные продукты = 13 кг/ч
Всего = 576 кг/ч
Вытекающий из R2-C2 поток 8 направляется (без участия промежуточного эжектора E1) в сепаратор фаз FS2 и затем в первичный реактор R1 через линии 13 и 11a, которые соединяются с линией 18, при этом упомянутый поток характеризуется следующим составом:
NH3 = 1054 кг/ч
CO2 = 860 кг/ч
H2O = 59 кг/ч
Мочевина = 60 кг/ч
Всего = 2033 кг/ч
Газовый поток, содержащий все инертные продукты, выходит из вершины FS2 через линию 12, и они движутся под напором (линия 12a, при температуре 130oC) вместе с небольшим количеством NH3 после прохода через конденсатор C1. Конденсированная часть с помощью упоминавшейся ранее линии 13 возвращается в R1 для повторной обработки.
Жидкий поток, выходящий через слив из реактора R1 при температуре 198oC (рабочая температура реактора), направляется в упариватель S1 с помощью линии 4. Он содержит всю синтезированную мочевину и характеризуется следующими показателями:
Мочевина = 1000 кг/ч
H2O = 337 кг/ч
CO2 = 168 кг/ч
NH3 = 468 кг/ч
Всего = 1973 кг/ч
В вышеприведенных условиях смесь в реакторе R1 включает значительное количество паровой фазы, образуемой за счет газообразного потока 3, которая, имея состав, приведенный ранее, направляется в реактор-конденсатор R2-C2.
Поток 6, обогащенный мочевиной, который выходит из нижней части упаривателя S1 (при температуре 205oC), направляют в следующую секцию P для очистки и концентрирования мочевины, которая в данном частном случае состоит в основном из типичных секций разделения, осуществляемых при среднем и низком давлении, и секции концентрирования, которая характеризуется типичными для традиционного процесса получения мочевины по способу СНАМПРОГЕТТИ параметрами, приведенными, например, на странице 561 упоминавшейся ранее публикации "Энциклопедия по химической технологии". Поток 6 включает
NH3 = 450 кг/ч
CO2 = 75 кг/ч
H2O = 445 кг/ч
Мочевину = 1000 кг/ч
Всего = 1970 кг/ч
На стадии очистки и концентрирования P проводят регенерацию водного потока 5, обогащенного карбаматом, который состоит, в частности, из
H2O = 150 кг/ч
CO2 = 75 кг/ч
NH3 = 250 кг/ч
Всего = 475 кг/ч
и который направляется снова в упариватель S1 через линию 5a, соединяемую с потоком 4, выходящим из реактора.
Одновременно проводят регенерацию потока NH3 как такового в 200 кг/ч в той же самой секции P через линию 9, который соединяют со свежим аммонием, идущим по линии 2, и направляют через эжектор E1 в конденсатор C2.
Описанный выше способ синтеза мочевины характеризуется уровнем конверсии CO2 в мочевину, т.е. молярным коэффициентом (образованная мочевина)/(общее количество CO2 в подаче), равным 0,81. Жидкий поток, выходящий из реактора R1 и направляемый в упариватель, характеризуется молярным коэффициентом: мочевина/CO2 = 4,4. В этом случае также возможно существенно упростить установку, необходимую для проведения настоящего процесса, а также значительно увеличить уровень конверсии.
Пример 4
В соответствии со схемой, приведенной на фиг. 4, 580 и 452 кг/ч двуокиси углерода и аммиака соответственно (имеющих общее содержание инертных продуктов 13 кг/ч) направляют в реактор по линиям 1a и 10 (последняя включает также эжектор E2).
Упариватель функционирует при давлении примерно 149 ата и при температуре на дне около 205oC (при подаче пара под высоким давлением в количестве примерно 83000 Ккал/ч); газообразный поток 7 (863 кг/ч), выгружаемый из головной части упаривателя S1, идет в реактор-конденсатор R2-C2, который функционирует при указанном выше давлении (или несколько меньшем в связи с потерей давления в оборудовании и используемых линиях) и при температуре 145oC (с образованием пара под низким давлением, эквивалентным примерно 278000 Ккал/ч). На верхнем выходе сепаратора, охлажденного до температуры 100oC, получают поток инертных продуктов 12a, состоящий из
NH3 = 6 кг/ч
Инертных продуктов (N2 + O2) = 13 кг/ч
Всего = 19 кг/ч,
который направляют на следующую стадию регенерации (не рассматриваемой при подведении баланса).
Жидкий поток 8a на дне сепаратора FS2, содержащий карбамат, состоит из
CO2 = 220 кг/ч
NH3 = 630 кг/ч
H2O = 32 кг/ч
Инертных продуктов = 0,3 кг/ч
Всего = 882,3 кг/ч
и направляется дальше через эжектор E2 в реактор R1 для превращения в мочевину.
Для достижения этих целей реактор функционирует при температуре 203oC и при давлении, равном 150 ата. При таких условиях в реакторе образуется значимое количество водяного пара.
Жидкая фаза 4, выгружаемая через слив со дна реактора, состоит из
Мочевины = 774 кг/ч
CO2 = 71 кг/ч
NH3 = 293 кг/ч
H2O = 224 кг/ч
Всего = 1362 кг/ч
и направляется в упариватель в противотоке к выгружаемой из вершины того же самого реактора через линию 3 газообразной фазе, состоящей из
CO2 = 149 кг/ч
NH3 = 343 кг/ч
H2O = 42 кг/ч
Инертных продуктов = 13 кг/ч
Всего = 547 кг/ч
Поток 6, практически не содержащий карбамата, выходящий из дна упаривателя, состоит из
Мочевины = 779 кг/ч
CO2 = 5 кг/ч
Возможны различные вариации и модификации описанного выше процесса, и, несмотря на то, что они не приведены в настоящем описании, они, как это очевидно любому специалисту со средним уровнем знаний в данной области, могут рассматриваться как интегральная часть настоящего изобретения.
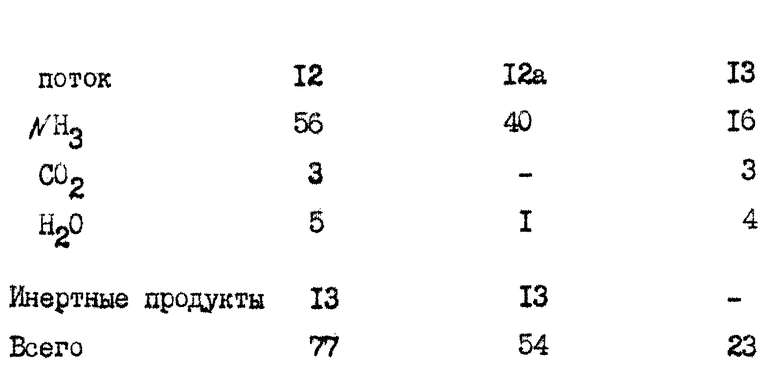
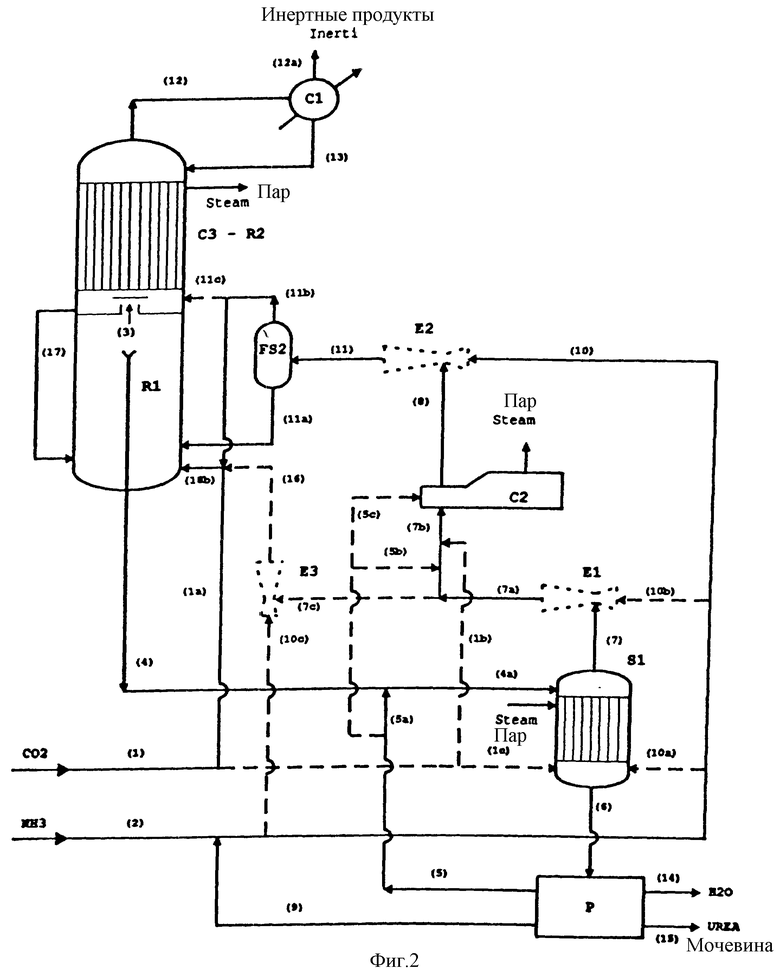
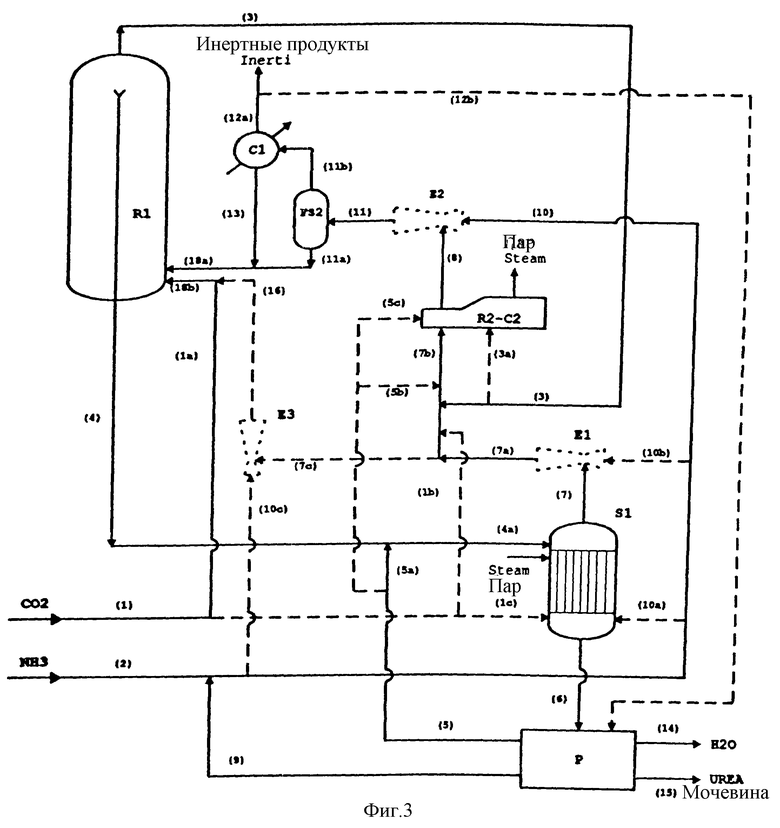

Мочевину получают из аммиака и двуокиси углерода, которые подают на реакционную стадию, включающую, по крайней мере, две четко различающиеся реакционные зоны, которые функционируют практически при одном и том же давлении 130 - 180 кг/см2, но при различных рабочих температурах, при этом упомянутое отличие составляет предпочтительно 5 - 60oC. Продукты реакции на последующих стадиях разделения отделяют от непревращенных реагентов. Отделяемый газовый поток поступает из реакционной первой зоны, работающей при высокой температуре, во вторую зону, температура которой ниже. Жидкий поток, содержащий мочевину и/или карбамат аммония, поступает из второй зоны в первую, при этом упомянутый газообразный поток должен составлять предпочтительно не менее 5% по весу относительно жидкого потока, выходящего из первой зоны и поступающего на следующие стадии разделения. В потоке, выходящем из реакционной стадии, поддерживается отношение мочевина : (мочевина + карбамат) выше 70%. Предпочтительно перед вторым реактором на линии подачи газообразной смеси располагают конденсатор. В качестве второго реактора может быть использован теплообменник-дефлегматор, расположенный предпочтительно на верху первого реактора и оборудованный набором пластин для сообщения с первым реактором. Способ также предназначен для усовершенствования действующего процесса получения мочевины. В результате конверсия двуокиси углерода достигает 70 - 85% без увеличения давления процесса, снижаются эксплуатационные расходы. 2 с. и 32 з.п. ф-лы, 4 ил., 1 табл.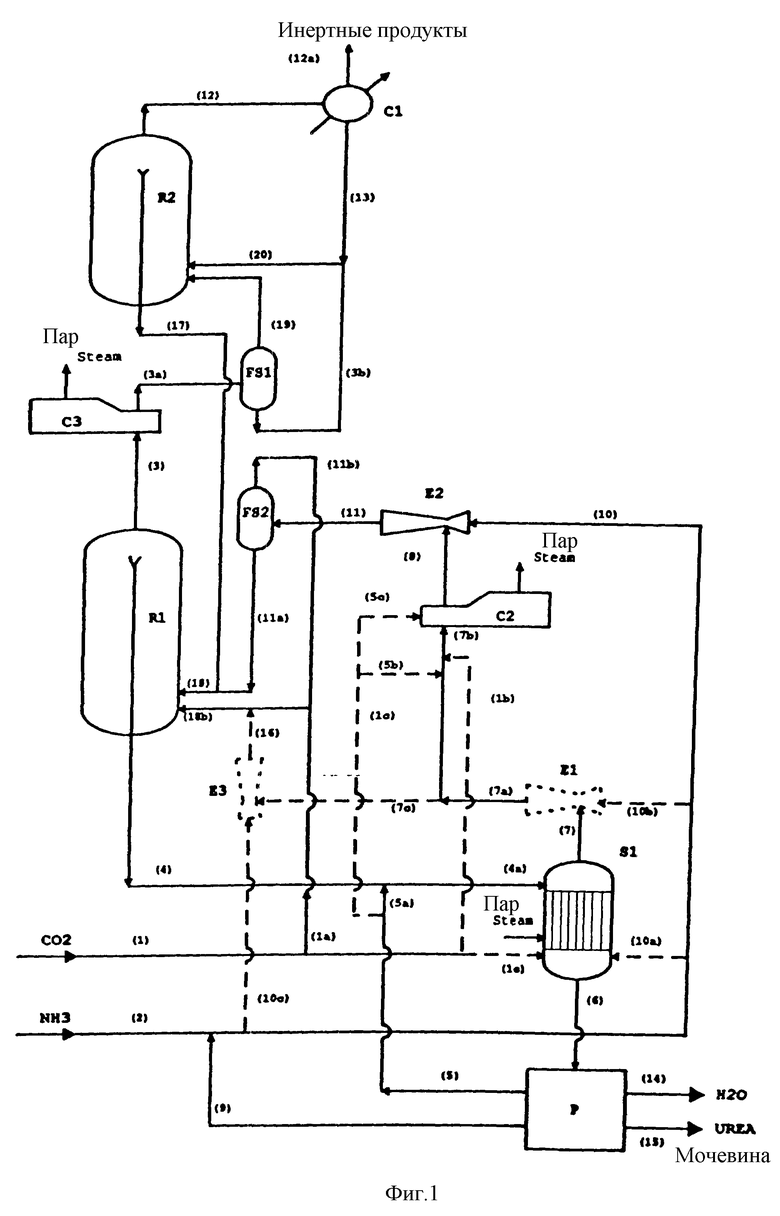
| US 4801745 A, 1989.01.31 | |||
| US 4208347 A, 1980.06.17 | |||
| Способ получения мочевины | 1981 |
|
SU1113377A1 |
| Способ получения мочевины | 1978 |
|
SU1116034A1 |
| Устройство для изготовления электрических катушек | 1975 |
|
SU544056A1 |
