Изобретения относятся к машиностроению и могут быть использованы при соединении трубопроводов и различных узлов из разнородных материалов и сплавов, работающих при высоких избыточных давлениях и в вакууме в широких пределах как низких, так и высоких температур, в частности в криогенной, ракетной или авиационной технике.
Известен трубчатый биметаллический переходник, содержащий охватывающую и охватываемую резьбовые втулки из разнородных материалов, соединенные между собой резьбовыми участками с элементами герметизации на стыках этих участков (см., например, патент РФ N 2085349, кл. B 23 K 20/00, 20.06.96 г.).
Из того же источника известен способ изготовления трубчатого биметаллического переходника, включающий свинчивание резьбовых втулок из разнородных материалов, герметизацию соединения и его механическую обработку.
Недостатками известных устройства и способа являются сложность оборудования и осуществления герметизации резьбовых втулок и сам процесс герметизации (с использованием диффузионной сварки, включающей нагрев свыше 800 градусов Цельсия, сдавливание свариваемых резьбовых поверхностей, выдержку при температуре сварки и охлаждение в вакууме).
Задачей, на решение которой направлены заявляемые изобретения, является создание устройства - биметаллического переходника и способа его изготовления, при котором обеспечивается необходимая герметичность, упрощение технологии и оборудования при изготовлении переходника. Технический результат при этом заключается в упрощении технологии, в удешевлении герметизации и снижении цикла изготовления, а также в расширении арсенала используемых технических средств.
Решение данной задачи достигается тем, что в известном трубчатом биметаллическом переходнике, содержащем охватывающую и охватываемую резьбовые втулки из разнородных материалов, соединенные между собой резьбовыми участками с элементами герметизации на стыках этих участков, в соответствии с изобретением элементы герметизации выполнены в виде композиционного герметизирующего покрытия из порошков металлов или их смесей с керамическими материалами в конечных граничных зонах резьбовых участков.
При этом при выполнении переходника из резьбовых втулок из алюминиевого сплава и стали герметизирующее покрытие выбирают в виде смеси 40-60% технически чистого алюминия, остальное - карбид кремния или окись алюминия, герметизирующее покрытие может быть выполнено многослойным - слой смеси технически чистый алюминий - карбид кремния, слой технически чистого алюминия, слой смеси технически чистый алюминий - карбид кремния. Кроме того, на наружном стыке резьбовых участков выполнена кольцевая канавка под покрытие, боковые стенки которой выполнены расходящимися в сторону наружной поверхности переходника, а на внутренней поверхности втулок на выходе резьбы выполнен скос под покрытие.
Решение данной задачи достигается также и тем, что в известном способе изготовления трубчатого биметаллического переходника, включающем свинчивание резьбовых втулок из разнородных материалов, герметизацию соединения и его механическую обработку, в соответствии с изобретением герметизацию стыков производят путем нанесения газодинамическим напылением на конечные граничные зоны резьбовых участков композиционного покрытия в виде порошков металлов или их смесей с керамическими материалами, ускоренных с помощью сверхзвукового потока газа, а перед нанесением покрытия производят подготовку соответствующих поверхностей путем их газодинамической бомбардировки порошком более высокой твердости, чем твердость свинчиваемых резьбовых втулок.
При этом при изготовлении переходников из материалов алюминий-сталь в качестве композиционного покрытия выбирают порошковую смесь 40-60% технически чистого алюминия, остальное карбид кремния или окись алюминия, между слоями основного герметизирующего покрытия (например, смеси технически чистого алюминия с карбидом кремния) наносят слой технически чистого алюминия. Кроме того, при механической обработке выполняют канавки со скошенными кромками в конечных граничных зонах резьбовых участков после свинчивания резьбовых втулок и обработку поверхностей после напыления до получения выходных размеров ширины шва покрытия и окончательных размеров переходника.
Более подробно сущность изобретения поясняется на примере биметаллического переходника алюминий-сталь с использованием чертежей.
На фиг. 1 изображены некоторые виды заявляемых переходников.
На фиг. 2 изображен переходник с канавкой и скосом.
На фиг. 3 изображена элементарная схема для реализации заявляемого способа (блок-схема стенда).
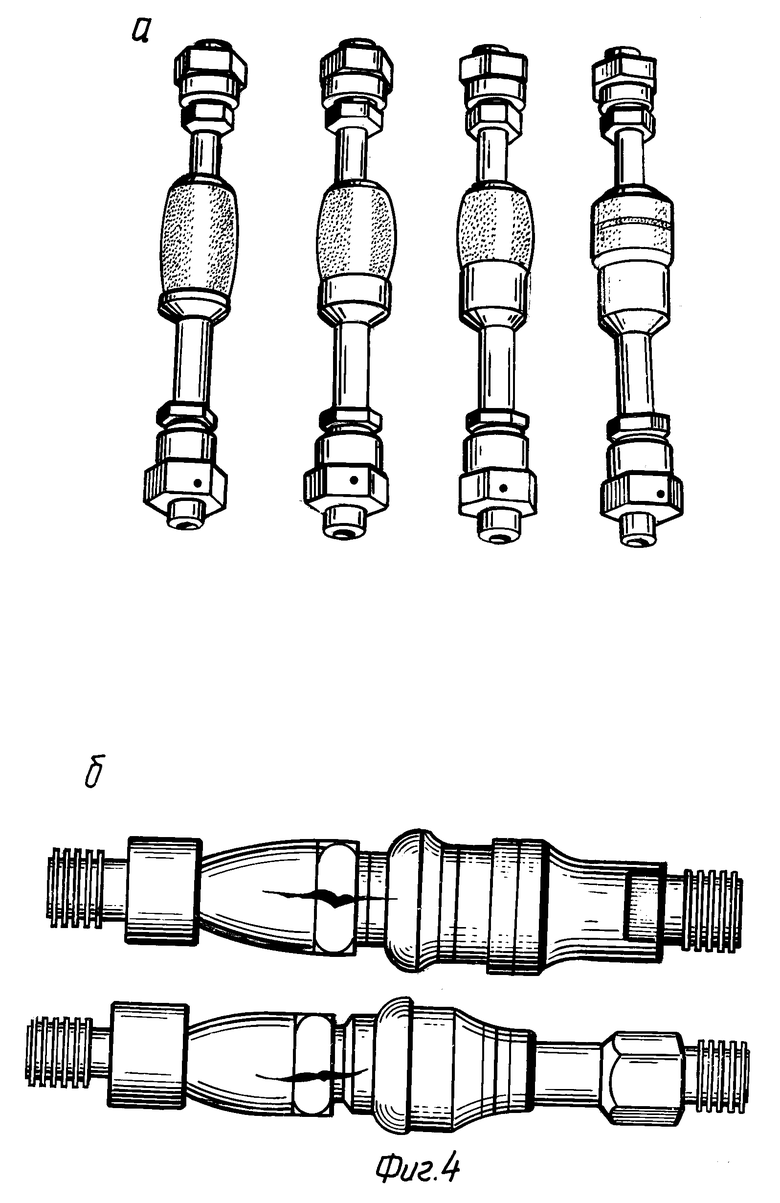
На фиг. 4 изображены образцы биметаллических переходников сталь-алюминий, изготовленных по предлагаемому способу.
Трубчатый биметаллический переходник содержит охватывающую резьбовую втулку 1 из материала сталь, охватываемую резьбовую втулку 2 из материала технически чистый алюминий, соединенные резьбовыми участками 3. В конечных граничных зонах резьбовых участков (внешний или наружный стык резьбового участка и внутренний конечный стык резьбового участка) имеются элементы герметизации соответственно 4 и 5. В конечных же граничных зонах участков для возможности получения гарантированной толщины и ширины "шва" 6 (см. фиг. 2) напыляемого герметизирующего покрытия - элементов герметизации - по наружной поверхности переходника может быть выполнена канавка 7 с боковыми стенками канавки, расходящимися в сторону наружной поверхности, что позволяет гарантированно и надежно заполнить канавки равномерным слоем порошка или смеси и повысить коэффициент использования порошка. На внутренней поверхности втулок на выходе резьбы выполняется скос 8, что способствует повышению качества покрытия.
Способ изготовления трубчатого биметаллического переходника реализуется следующим образом.
На втулках из различного материала, например из технически чистого алюминия и стали, выполняется соответственно на наружной и внутренней сторонах резьба. Затем эти резьбовые втулки свинчиваются друг с другом, после чего на наружной стороне этой сборки выполняется кольцевая канавка (см. фиг. 2), а на внутренней стороне - скос. После этого сборка подвергается бомбардировке поверхностей, подлежащих напылению, порошком металла с твердостью большей, чем твердость соединяемых материалов (например, карбидом кремния) с целью получения развитой поверхности и увеличения прочности сцепления. После этой обработки производят напыление поверхности порошковой смесью, например, для биметалла сталь-алюминий смесью технически чистого алюминия с керамическими материалами с использованием оборудования, например, схематично показанного на фиг. 3. То есть сжатый воздух, например, из отдельного компрессора (или заводской сети высокого давления) пропускают через редуктор и, подогревая его до желательной температуры, подают в сверхзвуковое сопло. Туда же подают из питателя-дозатора необходимый порошок (или смесь порошков), который разгоняется потоком газа высокого давления и направляется непосредственно на предварительно обработанные поверхности, получая требуемый слой покрытия - элемент герметизации. После нанесения покрытия проводят окончательную механическую обработку переходника, например, обтачивая его на токарном станке по наружной поверхности для получения фиксированной размерами канавки ширины (в) и толщины слоя (t) шва покрытия (фиг. 2) с его границами 9, срезая (удаляя) лишние части покрываемого слоя 10, 11.
Как показали эксперименты и результаты обработки этого способа (см. фиг. 4), полученное таким образом покрытие (фиг. 4а) надежно герметизирует резьбовые стыки втулок, обеспечивая работоспособность как при повышенных, так и при криогенных температурах, а при испытаниях разрыв получается не по напыленному слою, а по самому металлу (фиг. 4б).
При этом можно отметить, что наилучшие указанные выше показатели получаются при нанесении состава смеси 50% технически чистого алюминия и 50% карбида кремния или окиси алюминия.
Нанесение многослойного покрытия обеспечивает релаксацию напряжений в напыленном слое, повышает надежность, работоспособность и улучшает демпфирующие свойства.
И, наконец, следует отметить, что в качестве примера реализации предложенных устройства - биметаллического переходника - и способа его изготовления показан биметаллический переходник сталь-алюминий. Вместе с тем, предложенные изобретения могут быть использованы и для других биметаллических переходников, естественно с подбором для каждой пары металлов переходника своего герметизирующего композиционного покрытия из подходящих для данной пары порошков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубчатый биметаллический переходник | 2016 |
|
RU2617782C1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ДЛЯ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2014 |
|
RU2554382C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2012 |
|
RU2498144C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ | 1999 |
|
RU2166421C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2002 |
|
RU2227240C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2014 |
|
RU2543107C1 |
| Способ получения эрозионно-стойких теплозащитных покрытий | 2018 |
|
RU2693283C1 |
| ТРУБЧАТЫЙ ПЕРЕХОДНИК ТИТАН-СТАЛЬ | 2002 |
|
RU2207236C1 |
| Способ получения неразъемного соединения осесимметричных полых деталей из разнородных материалов | 2016 |
|
RU2636962C1 |
| Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования | 2016 |
|
RU2646652C1 |


Изобретение относится к области трубостроения. Трубчатый биметаллический переходник содержит охватывающую и охватываемую резьбовые втулки из разнородных материалов, соединенные между собой резьбовыми участками с элементами герметизации на стыках этих участков. Элементы герметизации выполнены в виде композиционного герметизирующего покрытия из порошков металлов или их смесей с керамическими материалами в конечных граничных зонах резьбовых участков. Способ изготовления трубчатого биметаллического переходника включает свинчивание резьбовых втулок из разнородных материалов, герметизацию соединения и его механическую обработку. Герметизацию стыков производят путем нанесения газодинамическим напылением на конечные граничные зоны резьбовых участков композиционного покрытия в виде порошков металлов или их смесей с керамическими материалами, ускоренных с помощью сверхзвукового потока газа. Перед нанесением покрытия производят подготовку соответствующих поверхностей путем их газодинамической бомбардировки порошком более высокой твердости, чем твердость свинчиваемых резьбовых втулок. В результате достигается упрощение технологии и удешевление процесса герметизации. 2 с. и 10 з.п. ф-лы, 4 ил.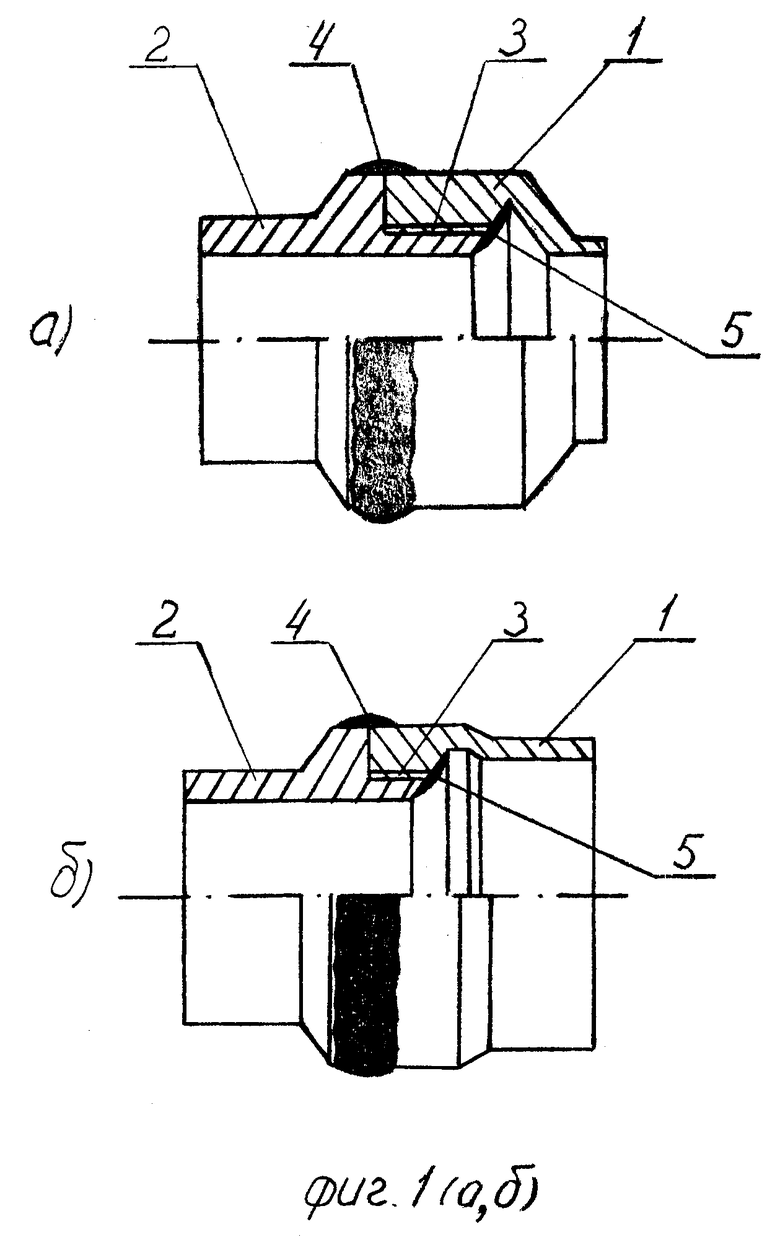
| RU 94037593 А1, 20.08.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПЕРЕХОДНИКА ИЗ ЦИРКОНИЕВОГО СПЛАВА И СТАЛИ | 1995 |
|
RU2085349C1 |
| DE 1524775 А, 16.09.1971 | |||
| Неразъемное соединение трубопроводов | 1975 |
|
SU623044A1 |
| ПЛОТНОЕ НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 0 |
|
SU357407A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 4735444 А, 05.04.1988. | |||

