Изобретение относится к медицине, а именно к ортопедической стоматологии, и может быть использовано дня изготовления съемных пластмассовых зубных протезов с использованием техники СВЧ-нагрева.
Согласно обычному методу изготовления съемных пластмассовых стоматологических протезов в кипящей воде - "водяной бане" (СССР, авт. св. N 1708325, A 61 C 13/00, 13/02, Бюл. N 4 30.01.92), применяемому в стоматологическом протезировании, предварительно подготавливают модельную восковую массу, которая гипсуется в металлическую кювету. После затвердения гипса воск размягчают, нагревают в течение 15-20 мин и удаляют с помощью кипящей воды и получают полую форму протеза. Кювету сушат на воздухе в течение 12 часов. Тестообразной смесью композиции смол для базиса протеза, состоящей из порошковой компоненты (в основном из полимера метилметакрилата) и жидкой компоненты (в основном из мономера метилметакрилата), заполняют форму и сжимают смесь, затем полимеризуют в горячей воде. После нагрева в горячей воде при температуре 70oC в течение 30 - 90 мин форму прогревают в кипящей воде 25 - 30 мин. Таким образом, при использовании обычного метода изготовления стоматологических протезов требуется до 13 часов, что является недостатком этого способа. При этом полимеризация в воде не обеспечивает равномерного прогрева протеза, так как тепло поступает с внешней поверхности заготовки протеза, что не обеспечивает хорошего качества протеза из-за образования линейных деформаций и усадки материала протеза.
Известен способ изготовления зубных протезов из акриловых пластмасс с использованием СВЧ-энергии (Journal of Dental Technology, 1984, V. 12, pp. 965-974). При этом для изготовления восковой модели и гипсовой формы используют радиопрозрачную диэлектрическую кювету, усиленную стекловолокном. Кювета с гипсовой формой, которая заполнена тестообразной пластмассой, состоящей из порошковой компоненты (в основном из полимера метилметакрилата) и жидкой компоненты (в основном из мономера метилметакрилата), прессуется и помещается в бытовую СВЧ-печь на 3 - 5 мин, где в процессе СВЧ-нагрева происходит полимеризация пластмассы, после чего кювету вынимают из СВЧ-печи и охлаждают.
В этом способе удаление восковой модели и сушку гипсовой формы производят способом, описанным в авт. св. N 1708325, затрачивая на это около 12,5 часов.
Также известен способ изготовления зубных протезов из акриловых пластмасс с применением СВЧ-нагрева, принятый за прототип изобретения (Journal of Prosthetic Dentistry, March, 1989, V. 61, Number 3, pp. 381-383), который состоит в изготовлении пластмассовых зубных протезов, путем получения оттиска протезируемой части ротовой полости, изготовлении по оттиску восковой модели протезируемой части ротовой полости, образовании литьевой формы с последующей заменой воска на пластмассу и проведении полимеризации зубного протеза в диэлектрической кювете с помощью СВЧ-энергии.
Согласно этому способу, тестообразная пластмасса для базиса зубного протеза, состоящая из порошковой (в основном из полимера метилметакрилата) и жидкой (в основном из мономера метилметакрилата) компонент, заполняется и прессуется в гипсовой форме зубного протеза, предварительно сформованной в диэлектрической кювете. Далее кювету с запрессованной тестообразной пластмассой зубного протеза помещают в СВЧ-печь при СВЧ-мощности 90 Вт на 6,5 мин, затем ее переворачивают и еще выдерживают 6,5 мин. Мощность СВЧ-печи увеличивают до 500 Вт и выдерживают зубной протез в течение 1 мин в каждом положении кюветы (вниз и вверх дном). После чего кювету охлаждают, вынимают протез из кюветы и проводят его обработку так же, как и обработку зубных протезов, изготовленных в горячей воде ("водяной бане").
В прототипе, как и аналогах, удаление воска и сушку гипсовой формы производят обычным тепловым способом, затрачивая на это около 12 часов. Кроме того, в прототипе не удается обеспечить равномерный нагрев полимеризуемой пластмассы, из которой изготавливается базис по следующим причинам:
1. СВЧ-нагрев объемных диэлектрических тел, характерные размеры которых соизмеримы с длиной волны СВЧ-энергии всегда неравномерен из-за фокусирующих, преломляющих и отражающих свойств СВЧ-энергии такими телами, причем температура внутри такого тела всегда выше температуры его поверхности;
2. Произвольный выбор материала кюветы приводит к неопределенности степени нагрева стенок кюветы из-за диэлектрических потерь в ее материале.
Неравномерный нагрев объема кюветы приводит к неоптимальным условиям полимеризации пластмассы и, соответственно, к снижению качества изготовления протеза из-за возникновения деформаций, неравномерности усадки материала, ухудшению физико-механических свойств материала протезов.
Таким образом, при изготовлении съемного зубного протеза по способу, описанному в прототипе, необходимо затратить более 12 часов, а его качество оказывается недостаточно высоким.
Технический результат изобретения состоит в сокращении времени изготовления съемных зубных протезов за счет использования СВЧ-энергии в процессе удаления воска и сушки гипсовой формы протеза и повышения качества его изготовления за счет улучшения физико-механических свойств пластмассы при ее полимеризации в равномерном тепловом поле.
Этот результат достигается следующим образом. Получают оттиск протезируемой части ротовой полости, по оттиску изготавливают восковую модель протезируемой части ротовой полости с последующей заменой воска на пластмассу и проводят полимеризацию протеза в диэлектрической кювете с помощью СВЧ-энергии. Для этого производят гипсование восковой модели зубного протеза в диэлектрическую кювету с коэффициентом потерь в ее материале ε″ = 0,2 - 0,5 и толщиной ее стенок (1/16 - 1/8) λ, где λ - длина волны СВЧ-энергии. Дают время застыть гипсу. После застывания гипса размягчают восковую модель зубного протеза в СВЧ-печи при 500 - 700 Вт СВЧ-мощности в течение 1 - 2 мин. Раскрывают кювету. Удаляют размягченный воск. Вымывают остатки воска кипящей водой. Подсушивают гипсовую форму в СВЧ-печи при 250 - 350 Вт СВЧ-мощности в течение 5 - 10 мин. Покрывают гипсовую форму слоем разделительного лака. Подготавливают используемый материал по технологической инструкции в зависимости от его типа. Размещают тестообразный используемый материал в гипсовой модели. После чего производят прессование с усилием 4600 - 5400 кгс. После прессования фиксируют части той же кюветы и размещают кювету в СВЧ-печи на краю столика. Столик с кюветой вращают вокруг его вертикальной оси, с периодом вращения в несколько раз (2 - 9) меньше времени тепловой инерции кюветы в СВЧ-печи. Полимеризуют материал зубного протеза в СВЧ-печи при следующем режиме:
- нагревают протез в течение 6 - 10 минут при 110 - 130 Вт СВЧ-мощности;
- после чего снижают СВЧ-мощность на 3 - 5 мин до 0 - 60 Вт;
- вновь нагревают протез в течение 6 - 10 мин при 200 - 250 Вт СВЧ-мощности;
- вынимают кювету из печи и охлаждают ее на воздухе при комнатной температуре в течение 45 - 75 мин;
- раскрывают кювету и извлекают зубной протез.
После чего обрабатывают зубной протез любым известным способом
При выходе за пределы указанных интервалов времени и СВЧ-мощности резко снижается качество зубных протезов и увеличивается время их изготовления.
Отличительными признаками способа являются: значение коэффициента потерь материала кюветы, толщина стенок кюветы, вращение столика с кюветой внутри СВЧ-печи и режимы размягчения воска и сушки гипсовой формы, режим полимеризации пластмассового зубного протеза и последовательность проведения этих операций.
Способ изготовления стоматологических зубных протезов и конструкция диэлектрической кюветы поясняется чертежами.
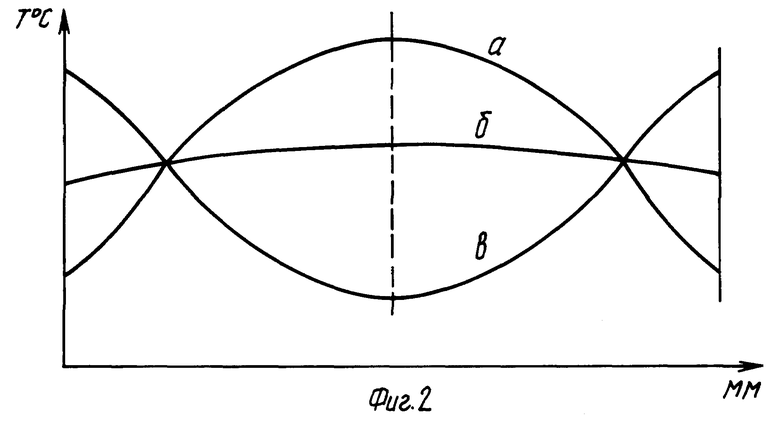
На фиг. 1 представлено сечение диэлектрической кюветы и введены обозначения:
1 - диэлектрическая кювета;
2 - гипс;
3 - зубной протез;
4 - фиксирующий винт.
На фиг. 2 представлены графики распределения температуры в осевом сечении кюветы при ее нагреве разными способами:
а - нагрев СВЧ-энергией зубного протеза в кювете без диэлектрических потерь;
б - нагрев СВЧ-энергией зубного протеза с диэлектрическими потерями в материале кюветы в соответствии с изобретением;
в - нагрев зубного протеза обычным тепловым способом в горячей воде;
ToC - температура в градусах Цельсия в осевом поперечном сечении кюветы в процессе нагрева (неустановившийся режим).
На фиг. 3 представлена температурная кривая полимеризации пластмассового зубного протеза с помощью СВЧ-нагрева в соответствии с изобретением, где обозначено:
ToC - температура в градусах Цельсия;
P - мощность СВЧ-нагрева;
P1 = 120 Вт; P2 = 10 Вт; P3 = 250 Вт;
t - время затвердевания пластмассы зубного протеза;
t1 = 8 мин; t2 = 12 мин; t3 = 20 мин.
Пример реализации способа изготовления зубного протеза.
Моделируют восковую конструкцию зубного протеза любым известным методом (например, см. аналоги). Производят гипсование восковой модели протеза в диэлектрическую кювету с использованием обычного медицинского гипса в объемном соотношении порошок гипса/вода 2,3/1. Толщина стенок кюветы равна 10,5 мм, что соответствует 1/12 длины волны λ СВЧ-печи, а коэффициент потерь ее материала равен ε″ = 0,28. Дают время застыть гипсу. После застывания гипса размягчают восковую конструкцию протеза в СВЧ-печи при 600 Вт СВЧ-мощности в течение 1 мин. Раскрывают кювету, удаляют размягченный воск, вымывают остатки воска кипящей водой. Подсушивают гипсовую форму в СВЧ-печи при 300 Вт ее мощности в течение 5 мин. Покрывают гипсовую форму слоем разделительного лака типа "Изокол - 69". Готовят используемый пластмассовый материал типа Этакрил-02 по технологической инструкции. Размещают тестообразный материал в гипсовой форме, производят прессование с использованием лабораторного пресса с усилием 5000 кгс. После прессования фиксируют части кюветы винтами (фиг. 1). Размещают кювету в СВЧ-печи на краю столика. Вращают столик с кюветой вокруг его вертикальной оси с частотой 4 об/мин, что компенсирует неравномерность СВЧ-поля, а следовательно и нагрева в печи (фиг. 2б). Производят полимеризацию материала зубного протеза в кювете в СВЧ-печи (фиг. 3) при следующем режиме:
- нагревают протез в течение 8 мин при 120 Вт СВЧ-мощности;
- после чего нагрев прекращают на 4 мин;
- вновь нагревают в течение 8 мин при 250 Вт СВЧ-мощности;
- вынимают кювету из СВЧ-печи и охлаждают ее на воздухе при комнатной температуре в течение 1 часа. Раскрывают кювету, извлекают протез и обрабатывают его любым известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТОМАТОЛОГИЧЕСКИХ ПРОТЕЗОВ | 1998 |
|
RU2157139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2010 |
|
RU2427345C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2003 |
|
RU2224480C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО ЧЕЛЮСТНО-ЛИЦЕВОГО ЭПИТЕЗА | 2022 |
|
RU2796887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2010 |
|
RU2427346C1 |
| Способ изготовления изделия из стекла и изделие, изготовленное таким способом | 2019 |
|
RU2719674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2008 |
|
RU2386413C1 |
| Способ изготовления пустотелого протеза-обтуратора верхней челюсти | 2022 |
|
RU2789201C1 |
| Способ изготовления лицевых протезов | 2019 |
|
RU2727741C1 |
| СПОСОБ ПОЛУЧЕНИЯ АКРИЛОВОГО БАЗИСА МИКРОВОЛНОВОЙ ПОЛИМЕРИЗАЦИИ | 2000 |
|
RU2171104C1 |

Изобретение предназначено для использования в ортопедической стоматологии для изготовления съемных пластмассовых зубных протезов с использованием техники СВЧ-нагрева. Способ изготовления пластмассовых зубных протезов основан на получении оттиска протезируемой части ротовой полости, изготовлении по оттиску восковой модели протезируемой части ротовой полости с последующей заменой воска на пластмассу и проведении полимеризации протеза в диэлектрической кювете с помощью СВЧ-энергии. Для уменьшения времени изготовления и улучшения качества зубного протеза моделируют восковую конструкцию зубного протеза, производят гипсование восковой модели зубного протеза в диэлектрическую кювету с коэффициентом потерь в ее материале ε″ = 0,2 - 0,5 и толщиной ее стенок 1/16 - 1/8λ где λ - длина волны СВЧ-печи. Дают время застыть гипсу. После застывания гипса размягчают восковую модель зубного протеза в СВЧ-печи при 500 - 700 Вт СВЧ-мощности в течение 1 - 2 мин. Раскрывают кювету, удаляют размягченный воск, вымывают остатки воска кипящей водой, подсушивают гипсовую форму в СВЧ-печи при 250 - 350 Вт СВЧ-мощности в течение 5 - 10 мин, покрывают гипсовую форму слоем разделительного лака. Подготавливают используемый материал по технологической конструкции в зависимости от его типа, размещают тестообразный используемый материал в гипсовой модели, после чего производят прессование с усилием 4600 - 5400 кгс. После прессования фиксируют части той же кюветы и размещают кювету в СВЧ-печи на краю столика, столик с кюветой вращают вокруг его вертикальной оси, с периодом вращения в несколько раз меньше тепловой инерции кюветы в СВЧ-печи, полимеризуют материал зубного протеза в СВЧ-печи при следующем режиме: нагревают протез в течение 6 - 10 мин при 110 - 130 Вт СВЧ-мощности, после чего снижают СВЧ-мощность на 3 - 5 мин до 0 - 60 Вт, вновь нагревают протез в течение 6 - 10 мин при 200 - 250 Вт СВЧ-мощности, вынимают кювету из печи и охлаждают ее на воздухе при комнатной температуре в течение 45 - 75 мин, а затем раскрывают кювету и извлекают зубной протез. Технический результат - сокращение времени изготовления протезов и повышение его качества. 3 ил.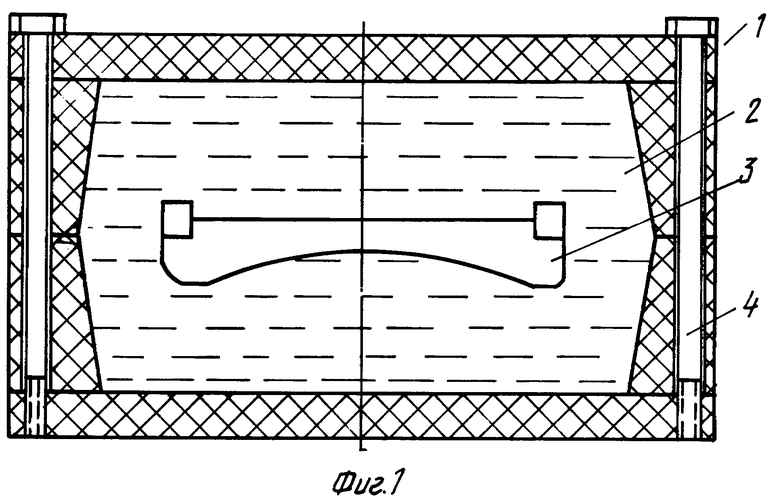
Способ изготовления пластмассовых зубных протезов, основанный на получении оттиска протезируемой части ротовой полости, изготовлении по оттиску восковой модели протезируемой части ротовой полости с последующей заменой воска на пластмассу и проведении полимеризации протеза в диэлектрической кювете с помощью СВЧ-энергии, отличающийся тем, что моделируют восковую конструкцию зубного протеза, производят гипсование восковой модели зубного протеза в диэлектрическую кювету с коэффициентом потерь в ее материале ε″ = 0,2 - 0,5 и толщиной ее стенок 1/16 - 1/8λ -, где λ - длина волны СВЧ-печи, дают время застыть гипсу, после застывания гипса размягчают восковую модель зубного протеза в СВЧ-печи при 500 - 700 Вт СВЧ-мощности в течение 1 - 2 мин, раскрывают кювету, удаляют размягченный воск, вымывают остатки воска кипящей водой, подсушивают гипсовую форму в СВЧ-печи при 250 - 350 Вт СВЧ-мощности в течение 5 - 10 мин, покрывают гипсовую форму слоем разделительного лака, подготавливают используемый материал по технологической инструкции в зависимости от его типа, размещают тестообразный используемый материал в гипсовой модели, после чего производят прессование с усилием 4600 - 5400 кгс, после прессования фиксируют части той же кюветы и размещают кювету в СВЧ-печи на краю столика, столик с кюветой вращают вокруг его вертикальной оси с периодом вращения в несколько раз меньше времени тепловой инерции кюветы в СВЧ-печи, полимеризуют материал
зубного протеза в СВЧ-печи при следующем режиме: нагревают протез в течение 6 - 10 мин при 110 - 130 Вт СВЧ-мощности, после чего снижают СВЧ-мощность на 3 - 5 мин до 0 - 60 Вт, вновь нагревают протез в течение 6 - 10 мин при 200 - 250 Вт СВЧ-мощности, вынимают кювету из печи и охлаждают ее на воздухе при комнатной температуре в течение 45 - 75 мин, раскрывают кювету и извлекают зубной протез.
| Копейкин В.И | |||
| и др | |||
| Зубопротезная техника | |||
| - М.: Триада-Х, 1998, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Способ получения базисов протезов | 1987 |
|
SU1466736A1 |
| US 4846682 A, 11.01.89 | |||
| US 5104591 A, 14.04.92 | |||
| DE 19521206 A1, 19.12.96. | |||

