Изобретение относится к медицине, а именно к ортопедической стоматологии, и может быть использовано для изготовления съемных пластмассовых эластичных десневых протезов с использованием техники СВЧ-нагрева.
Согласно обычному методу изготовления съемных пластмассовых стоматологических протезов в кипящей воде (СССР, авт. св. N 1708325, A 61 C 13/00, 13/02, Бюл. N 4 30.01.92), применяемому в стоматологическом протезировании, предварительно подготавливают модельную восковую массу, которая гипсуется в металлическую кювету. После затвердения гипса воск размягчают, нагревают в течение 15 - 20 мин и удаляют с помощью кипящей воды и получают полую форму протеза. Кювету сушат на воздухе в течение 12 часов. Тестообразной смесью композиции смол для базиса протеза, состоящей из порошковой компоненты (в основном из полимера метилметакрилата) и жидкой компоненты (в основном из мономера метилметакрилата), заполняют форму и сжимают смесь, затем полимеризуют в горячей воде. После нагрева в горячей воде при температуре 70oC в течение 30 - 90 мин форму прогревают в кипящей воде 25 - 30 мин. Таким образом, при использовании обычного метода изготовления стоматологических протезов требуется до 13 часов, что является недостатком этого способа. При этом полимеризация в воде не обеспечивает равномерного прогрева протеза, так как тепло поступает с внешней поверхности заготовки протеза, что не обеспечивает хорошего качества протеза из-за образования линейных деформаций и усадки материала протеза. Причем длительный нагрев пластмассы в процессе изготовления не способствует сохранению цветности протеза.
Известен способ изготовления стоматологических зубных протезов из акриловых пластмасс с использованием СВЧ-нагрева (Journal of Dental Technology, 1984, V. 12, pp. 965-974). Согласно этому способу тестообразная смесь композиции смол для базиса стоматологического протеза, состоящая из порошковой (в основном из полимера метилметакрилата) и жидкой (в основном из мономера метилметакрилата) компонент, заполняется и сжимается в гипсовой полой обратной модели протеза, предварительно сформованной в диэлектрической кювете, усиленной стекловолокном. Кювета помещается в бытовую СВЧ-печь на 3 - 5 мин, где в процессе СВЧ-нагрева происходит полимеризация, после чего кювету с протезом охлаждают.
В этом способе изготовление восковой и обратной гипсовой модели протеза производят с использованием обычного нагрева, затрачивая на это около 13 часов.
Также известен способ изготовления стоматологических зубных протезов из акриловых пластмасс с применением СВЧ-нагрева, принятый за прототип изобретения (Journal of Prosthetic Dentistry, March, 1989, V. 61, Number 3, pp. 381-383), который состоит в изготовлении пластмассовых стоматологических протезов путем получения оттиска протезируемой части ротовой полости, изготовлении по оттиску модели протезируемой части ротовой полости, образовании литьевой формы с последующей заменой воска на пластмассу и проведении полимеризации протеза в диэлектрической кювете с помощью СВЧ-энергии.
Согласно этому способу тестообразная смесь композиции смол для базиса стоматологического протеза, состоящая из порошковой (в основном из полимера метилметакрилата) и жидкой (в основном из мономера метилметакрилата) компонент, заполняется и сжимается в гипсовой полой обратной модели протеза, предварительно сформованной в диэлектрической кювете. Далее протез помещают в СВЧ-печь при СВЧ-мощности 90 Вт на 6,5 мин, затем его переворачивают и еще выдерживают 6,5 мин. Мощность СВЧ-печи увеличивают до 500 Вт и выдерживают протез в течение 1 мин в каждом положении кюветы (вниз и вверх дном). После чего кювету охлаждают в помещении (при комнатной температуре) в течение 15 мин и в проточной воде из под крана в течение 45 мин. При охлаждении только в помещении для достижения протезом комнатной температуры потребуется 2,5 часа. После охлаждения вынимают протез из кюветы и проводят такую же обработку, как и протезы, обработанные в водяной ванне.
В прототипе, как и в аналогах, при изготовлении протезов работа с воском и пластмассой производится обычным способом, на это затрачивая около 12 часов. Кроме того, в прототипе принципиально не удается обеспечить равномерный нагрев протеза, который в совокупности с гипсовой моделью и кюветой является сложным объемным диэлектрическим телом, по следующим причинам:
1. СВЧ-нагрев объемных диэлектрических тел всегда неравномерен из-за фокусирующих, преломляющих и отражающих свойств СВЧ-энергии такими телами, причем температура внутри такого тела всегда выше температуры его поверхности;
2. Произвольный выбор материала кюветы приводит к неопределенности степени нагрева стенок кюветы из-за диэлектрических потерь в ее материале.
Это приводит к снижению качества изготовленного протеза за счет неравномерности линейной деформации и усадки материала. Кроме того, резкое охлаждение в проточной воде ухудшает качество пластмассы протеза. Таким образом, при изготовлении съемного десневого протеза по способу, описанному в прототипе, необходимо затратить около 12 часов, а его качество оказывается недостаточно высоким.
Технический результат изобретения состоит в сокращении времени изготовления эластичных пластмассовых десневых протезов за счет использования СВЧ-энергии в процессе изготовления (сушки и нагрева) восковой и гипсовой моделей, повышении точности моделирования конструкции за счет равномерного нагрева протеза по всему объему, путем его вращения в СВЧ-печи, улучшении его эластичности и сохранении цвета десны. Повышение эластичности обеспечивается за счет того, что при полимеризации материалов в равномерном температурном поле общая длина "сшиваемых" молекул получается больше. Тем самым большая длина молекул полимера гарантирует большую эластичность материала.
Этот результат достигается следующим образом.
Снимают слепок протезного ложа на челюсти альгинатным материалом для изготовления индивидуальной ложки, после чего по слепку отливают гипсовую модель, далее изготавливают индивидуальную ложку из акриловой пластмассы на гипсовой модели по снятому слепку. Формируют небный оттиск из основной массы силиконового материала, срезают выступы основного материала в межзубных промежутках, в которых размещают слой корригирующей массы. Снимают рабочий слепок корригирующей массой силиконового материала для двойных слепков с использованием индивидуальной ложки, образовывают литьевую форму - изготавливают рабочую модель из гипса по снятому слепку, очерчивают границы десневого протеза на модели. Моделируют восковую конструкцию десневого протеза и производят гипсование прямым методом модели с восковой конструкцией протеза в диэлектрическую кювету с коэффициентом потерь в ее материале ε″ = 0,2 - 0,5, дают время застыть гипсу. После застывания гипса размягчают восковую конструкцию десневого протеза в СВЧ-печи при 500 - 700 Вт СВЧ-мощности в течение 1 - 2 мин, раскрывают кювету, удаляют размягченный воск, вымывают остатки воска кипящей водой, подсушивают гипсовую форму в СВЧ-печи при 250 - 350 Вт СВЧ-мощности в течение 5 - 10 мин, покрывают гипсовую форму слоем разделительного лака. Подготавливают используемый материал по технологической инструкции в зависимости от его типа, размещают его в объеме гипсовой формы, после чего производят формование и прессование с усилием 4600 - 5400 кгс. После прессования фиксируют части той же кюветы болтами и размещают кювету в СВЧ-печи на краю столика. Столик с кюветой вращают вокруг его вертикальной оси с периодом вращения в несколько (2 - 10) раз меньше минимального времени нагрева протеза в СВЧ-печи. Полимеризуют протез в СВЧ-печи при следующем режиме:
- протез в кювете нагревают в СВЧ печи в течение 6 - 10 минут при мощности 110 - 130 Вт;
- снижают СВЧ-мощность печи до 0 - 60 Вт и выдерживают этот режим 3 - 5 минут;
- вновь увеличивают СВЧ-мощность до 200 - 250 Вт и выдерживают этот режим 6 - 10 минут;
- вынимают кювету из печи и охлаждают ее на воздухе при комнатной температуре в течение 45 - 75 мин;
- раскрывают кювету и извлекают десневой протез.
Отличительными признаками способа являются: значение коэффициента потерь материала кюветы, вращение столика с кюветой внутри СВЧ-печи и режимы сушки модели, нагрева и охлаждения пластмассового протеза и последовательность проведения этих операций.
Способ изготовления стоматологических протезов и конструкция диэлектрической кюветы поясняется чертежами.
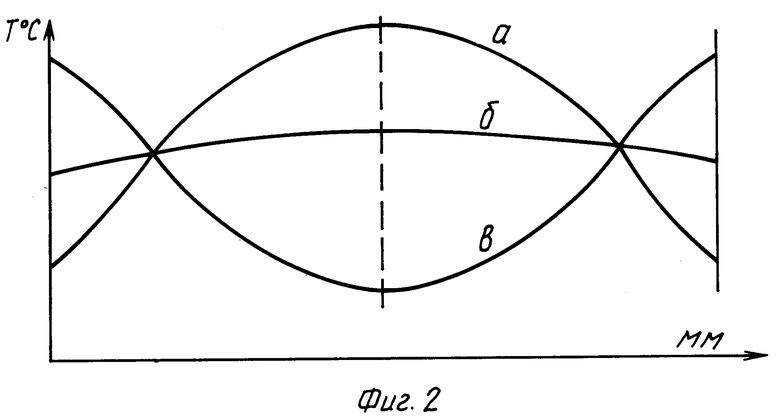
На фиг. 1 представлено сечение диэлектрической кюветы.
На фиг. 1 введены обозначения:
1 - диэлектрическая кювета;
2 - гипс;
3 - протез;
4 - фиксирующий винт.
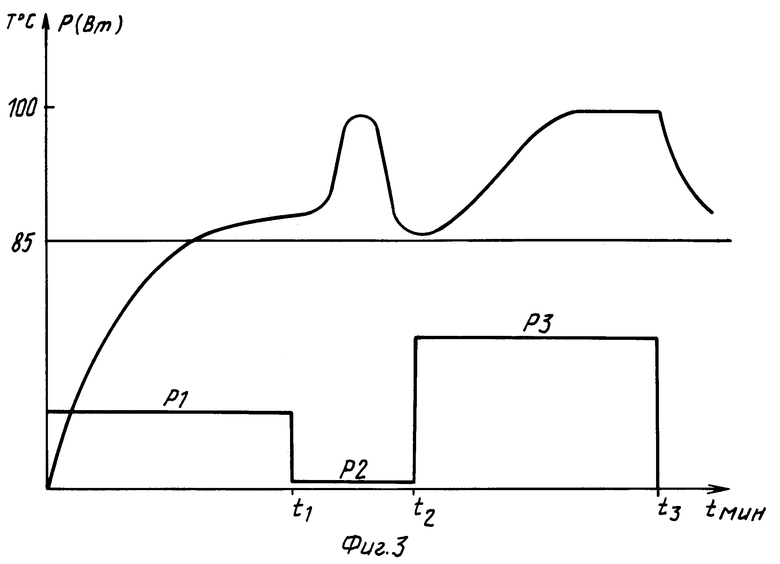
На фиг. 2 представлены графики распределения температуры в осевом сечении кюветы при ее нагреве разными способами:
а - нагрев СВЧ-энергией без диэлектрических потерь в материале кюветы;
б - нагрев СВЧ-энергией с диэлектрическими потерями в материале кюветы в соответствии с изобретением;
в - нагрев обычным тепловым способом в горячей воде;
ТoC - температура в градусах Цельсия в осевом поперечном сечении кюветы в процессе нагрева (неустановившийся режим).
На фиг. 3 представлена температурная кривая полимеризации пластмассового протеза с помощью СВЧ-нагрева в соответствии с изобретением, где обозначено:
ТoC - температура в градусах Цельсия;
P - мощность СВЧ нагрева в Вт;
P1 = 120; P2 = 10; P3 = 250;
t - время затвердевания пластмассы десневого протеза;
t1 = 8 мин; t2 = 12 мин; t3 = 20 мин.
Пример реализации способа изготовления десневого протеза.
Снимают слепок протезного ложа на челюсти альгинатным материалом для изготовления индивидуальной ложки. По слепку отливают гипсовую модель из обычного медицинского гипса. Изготавливают индивидуальную ложку из акриловой пластмассы типа Протакрил-М на гипсовой модели по снятому слепку. Формируют небный оттиск из основной массы силиконового материала типа Optosil (Bayer). Скальпелем срезают выступы основного материала в межзубных промежутках, в которых размещают слой корригирующей массы. Снимают рабочий слепок корригирующей массы силиконового материала для двойных слепков (основной и корригирующей массы) с использованием индивидуальной ложки. Изготавливают рабочую модель из супергипса по снятому слепку. Карандашом очерчивают границы десневого протеза на модели. Моделируют восковую конструкцию десневого протеза. Производят гипсование прямым методом модели с восковой конструкцией протеза в диэлектрическую кювету с коэффициентом потерь в ее материале ε″ = 0,3 с использованием обычного медицинского гипса в соотношении гипс/вода - 2,3/1. Дают время застыть гипсу. После застывания гипса размягчают восковую конструкцию десневого протеза в СВЧ-печи при 600 Вт СВЧ-мощности в течение 1 мин. Раскрывают кювету, удаляют размягченный воск, вымывают остатки воска кипящей водой. Подсушивают гипсовую форму в СВЧ печи при 300 Вт ее мощности в течение 5 мин. Покрывают гипсовую форму слоем разделительного лака типа "Изокол - 69". Готовят используемый материала типа Gingivomol по технологической инструкции. Размещают используемый материала в объеме гипсовой формы, производят формование и прессование с использованием лабораторного пресса с усилием 5000 кгс. После прессования фиксируют части той же кюветы болтами (фиг. 1). Размещают кювету в СВЧ-печи на краю столика. Вращают столик с кюветой вокруг его вертикальной оси с частотой 4 об/мин, что компенсирует неравномерность СВЧ-поля, а следовательно, и нагрева в печи (фиг. 2б). Производят полимеризацию протеза в СВЧ-печи (фиг. 3) при следующем режиме:
- нагревают протез в течение 8 мин при 120 Вт СВЧ мощности;
- после чего нагрев прекращают на 4 мин;
- вновь нагревают протез в течение 8 мин при 250 Вт СВЧ-мощности;
- вынимают кювету из СВЧ-печи и охлаждают ее на воздухе при комнатной температуре в течение 1 часа. Раскрывают кювету, извлекают десневой протез. Припасовывают и накладывают десневой протез в полости рта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ЗУБНЫХ ПРОТЕЗОВ | 1998 |
|
RU2157140C2 |
| Способ изготовления изделия из стекла и изделие, изготовленное таким способом | 2019 |
|
RU2719674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2010 |
|
RU2427345C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2003 |
|
RU2224480C2 |
| Способ изготовления лицевых протезов | 2019 |
|
RU2727741C1 |
| Протез ушной раковины | 2016 |
|
RU2630354C1 |
| Способ изготовления зубных протезов | 2020 |
|
RU2721890C1 |
| Способ эктопротезирования носа | 2016 |
|
RU2637037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО ЧЕЛЮСТНО-ЛИЦЕВОГО ЭПИТЕЗА | 2022 |
|
RU2796887C1 |
| Способ протезирования ушной раковины | 2016 |
|
RU2637602C1 |
Изобретение предназначено для использования в ортопедической стоматологии при изготовлении съемных пластмассовых эластичных десневых протезов с использованием техники СВЧ-нагрева. Технический результат - сокращение времени изготовления протезов, повышение точности моделирования, улучшение его эластичности и сохранение цвета десны. Способ изготовления пластмассовых стоматологических протезов состоит в том, что производят моделирование десневого протеза обычным способом, но размягчение воска и высушивание гипсовой модели и полимеризацию пластмассы производят в СВЧ-печи в диэлектрической кювете. Путем изготовления рабочей модели из гипса по снятому слепку очерчивают границы десневого протеза на модели, моделируют восковую конструкцию десневого протеза, производят гипсование прямым методом модели с восковой конструкцией протеза в диэлектрическую кювету с коэффициентом потерь в ее материале ε″ = 0,2 - 0,5, дают время застыть гипсу, после застывания гипса размягчают восковую конструкцию десневого протеза в СВЧ-печи при 500 - 700 Вт СВЧ-мощности в течение 1 - 2 мин, раскрывают кювету, удаляют размягченный воск, вымывают остатки воска кипящей водой, подсушивают гипсовую форму в СВЧ-печи при 250 - 350 Вт СВЧ-мощности в течение 5 - 10 мин, покрывают гипсовую форму слоем разделительного лака, подготавливают используемый материал по технической инструкции в зависимости от его типа, размещают используемый материал в объеме гипсовой формы, после чего производят формование, прессование с усилием 4600 - 5400 кгс, после прессования фиксируют части той же кюветы болтами и размещают кювету в СВЧ-печи по краю столика, столик с кюветой вращают вокруг его вертикальной оси, полимеризуют протез в СВЧ-печи при следующем режиме: протез в кювете нагревают в СВЧ-печи в течение 6 - 10 мин при СВЧ-мощности 110 - 130 Вт; снижают СВЧ-мощность печи до 0 - 60 Вт и выдерживают этот режим 3 - 5 мин; вновь увеличивают СВЧ-мощность до 200 - 250 Вт и выдерживают этот режим 6 - 10 мин; затем вынимают кювету из печи и охлаждают ее на воздухе при комнатной температуре в течение 45 - 75 мин. Раскрывают кювету, извлекают десневой протез. 3 ил.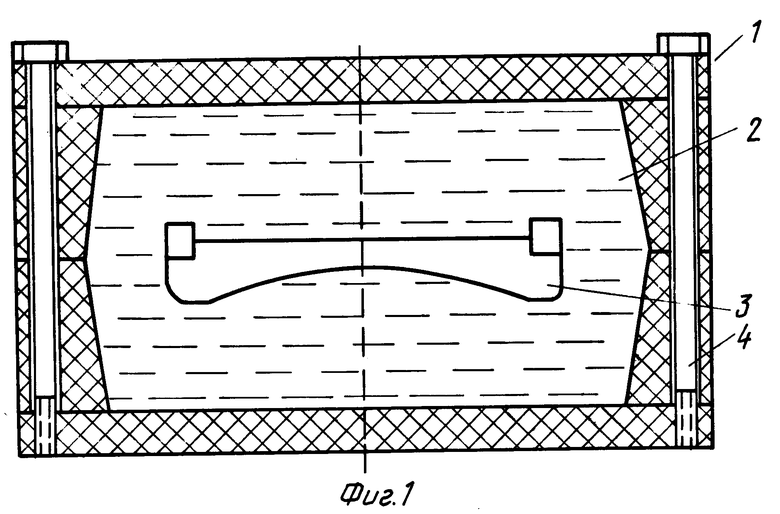
Способ изготовления пластмассовых стоматологических протезов, основанный на получении оттиска протезируемой части ротовой полости, изготовлении по оттиску модели протезируемой части ротовой полости, образовании формы с последующей заменой воска на пластмассу и проведением полимеризации протеза в диэлектрической форме с помощью СВЧ-энергии, отличающийся тем, что снимают слепок протезного ложа на челюсти альгинатным материалом, после чего по слепку отличают гипсовую модель, далее изготавливают индивидуальную ложку из акриловой пластмассы на гипсовой модели, формируют небный оттиск из основной массы силиконового материала, срезают выступы основного материала в межзубных промежутках, в которых размещают слой корригирующей массы, затем снимают оттиск корригирующей массой силиконового материала для двойных слепков и с использованием индивидуальной ложки, образовывают форму - изготавливают рабочую модель из гипса, по снятому слепку очерчивают границы десневого протеза на модели, моделируют восковую конструкцию десневого протеза, производят гипсование прямым методом модели с восковой конструкцией протеза в диэлектрическую кювету с коэффициентом потерь в ее материале ε″ = 0,2 - 0,5, дают время застыть гипсу, после застывания гипса размягчают восковую конструкцию десневого протеза в СВЧ-печи при 500 - 700 Вт СВЧ-мощности в течение 1 - 2 мин, раскрывают кювету, удаляют размягченный воск, вымывают остатки воска кипящей водой, подсушивают гипсовую форму в СВЧ-печи при 250 - 350 Вт СВЧ-мощности в течение 5 - 10 мин, покрывают гипсовую форму слоем разделительного лака, подготавливают используемый материал по технологической инструкции в зависимости от его типа, размещают используемый материал в объеме гипсовой формы, после чего производят формование, прессование с усилием 4600 - 5400 кгс, после прессования фиксируют части той же кюветы и размещают кювету в СВЧ-печи на краю столика, столик с кюветой вращают вокруг его вертикальной оси с периодом вращения в несколько раз меньше минимального времени нагрева протеза в СВЧ-печи, полимеризуют протез в СВЧ-печи при следующем режиме: протез в кювете нагревают в СВЧ-печи в течение 6 - 10 мин при СВЧ-мощности 110 - 130 Вт, снижают СВЧ-мощность печи до 0 - 60 Вт, выдерживают этот режим 3 - 5 мин, вновь увеличивают СВЧ-мощность до 200 - 250 Вт и выдерживают этот режим 6 - 10 мин, вынимают кювету из печи и охлаждают ее на воздухе при комнатной температуре в течение 45 - 75 мин, раскрывают кювету, охлаждают на воздухе и извлекают десневой протез.
| Копейкин В.Н., Демнер Л.М | |||
| Зубопротезная техника | |||
| - М.: Триада Х, 1988, с.277-308 | |||
| US 3667123 A, 06.06.1972 | |||
| Способ изготовления зубных протезов | 1988 |
|
SU1583100A1 |
| Способ изготовления цельнолитого зубного протеза | 1990 |
|
SU1773390A1 |

