Изобретение относится к способу изготовления непрерывной бандерольной ленты для автоматизированного обандероливания упакованных изделий, а также к способу и к устройству для обандероливания посредством такой ленты.
Для обандероливания изделий с помощью ранее известных бандерольных лент, сматываемых с бандерольных рулонов, в случае упакованных изделий различной высоты, а также для обеспечения определенного предварительного натяжения обандеролирующих петель вокруг упакованного изделия необходимо покрытие по меньшей мере одной стороны непрерывной бандерольной ленты соответствующим слоем, например клеевым. При ультразвуковом соединении и скреплении концов бандерольной ленты такое покрытие поверхности должно быть нанесено даже на обе стороны ленты.
Задачей данного изобретения является разработка такой непрерывной бандерольной ленты для обандероливания упакованных изделий различных габаритов, которая не требует нанесения покрытия, например клеевого, на всю поверхность, благодаря чему обеспечивается, с одной стороны, экономия наносимого материала, в частности клея, и, с другой стороны, уменьшение вредного воздействия на окружающую среду.
Кроме того, задачей изобретения является разработка способа и устройства для обандероливания упакованных изделий неодинаковых габаритов посредством выше рассмотренной обандероливающей ленты.
В части изготовления обандероливающей ленты эти задачи решаются на основе отличительных признаков по пункту 1 формулы изобретения, относительно способа обандероливания - на основе отличительных признаков по пункту 2 формулы, а в части устройства для обандероливания - на основе отличительных признаков по пункту 3 формулы изобретения.
Изобретение иллюстрируется примером его осуществления и прилагаемыми чертежами.
На чертежах показаны:
фиг. 1 - схематический вид сбоку на устройство по данному изобретению.
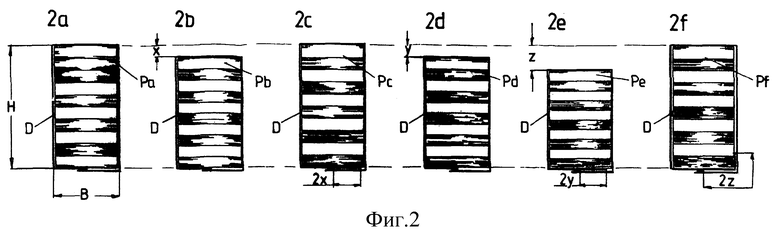
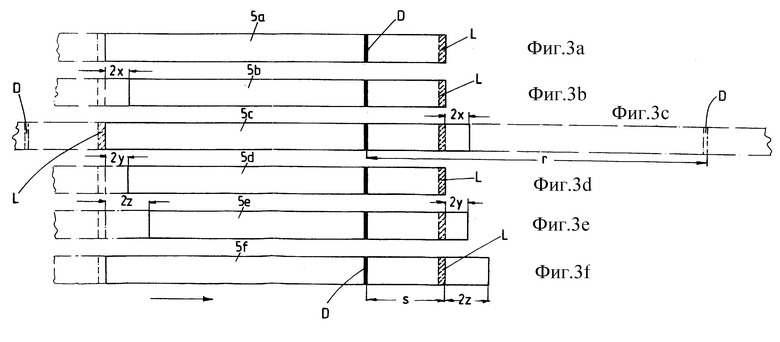
фиг. 2a-2f и 3a-3f - иллюстрация технологических операций применительно к упакованным изделиям неодинаковых габаритов.
Устройство на фиг.1 смонтировано на станине 2, перемещающейся на роликах 1, содержит верхнюю часть, в которой предусмотрена горизонтальная пластина 3 для упакованных изделий P и в которой установлено собственно устройство для обандероливания, а также нижнюю часть, в которой смонтированы рулон 4 бандерольной ленты и система натяжных и направляющих роликов 6 для сматываемой с рулона 4 ленты 5 (в направлении стрелки), проходящей через систему 6 и имеющей форму непрерывной обандероливающей ленты.
Лента 5 снабжена через равные неизменные промежутки r полосообразными метками D, ширина которых составляет, например, 5 мм (фиг. 3a - 3f). Такой неизменный промежуток между соседними метками равен раппортной длине бандероли (фиг. 3c), которая соответствует длине периметра наибольшего из бандеролируемых изделий плюс размеру перекрытия, достаточного для склеивания. Таким образом, раппортная длина составляет 2х (максимальная высота H и максимальная ширина В) изделия плюс размер перекрытия (фиг. 2a). Кроме того, лента 5 через заданный неизменный интервал s перед каждой меткой D в направлении подачи этой ленты снабжена клеевым слоем L, нанесенным поперек продольного направления ленты (фиг. 3а - 3f). Ширина этого клеевого покрытия соответствует ширине затвора.
Собственно банделирующее устройство содержит ввод 7 ленты и направляющий ролик 7а, установленные под пластиной 3 сбоку от станины устройства, далее, также под пластиной 3, электродвигатель 8 для привода ленты 5 в обоих направлениях, механизм охвата, сам по себе известный и на чертеже не показанный, с направляющим элементом 9 для образования петли 5a вокруг бандеролируемого изделия P, а также установленный под пластиной 3 запорный механизм 10 в виде нагревательного пуансона и резак 11.
Кроме того, в станине 2, на определенном интервале от механизма 10 и от резака 11, установлен неподвижный считывающий элемент 12 таким образом, что лента 5 после охвата изделия P проходит мимо этого элемента 12, при этом при считывании метки D считывающий элемент посредством соответствующего сигнала обеспечивает остановку ленты в положении, в котором клеевое покрытие L находится непосредственно у запорного механизма 10.
Обандероливание производится следующим образом.
Изделие P, в рассматриваемом примере это стопа пакетных ценных бумаг, подается на пластину 3 в положение бандеролирования, приблизительно посреди пластины 3 (фиг. 1). Затем посредством электродвигателя 8 лента 5 подается вперед в направлении стрелки и при этом перемещается своим свободным концом под изделие P через прорези в пластине 3 в направляющий элемент 9; при этом лента 5 сматывается с рулона 4 и после прохождения через роликовую систему 6 проводится через вход 7. Свободный конец ленты проводится через направляющий элемент 9 в направлении стрелки и образует петлю 5a на расстоянии от изделия Р. Как только срабатывает считывающий элемент 12 при прохождении метки D, происходит остановка электродвигателя 8 и тем самым движения ленты. При остановке ленты клеевое покрытие L, расположенное на расстоянии s перед меткой D, находится на внешней стороне свободного конца петли 5a, т.е. на фиг. 1, 2a-2f на нижней стороне конца петли и непосредственно над запорным механизмом 10.
Затем конец петли 5a удерживается посредством не показанного на чертеже захвата. Выполненный в виде направляющей рамы направляющий элемент 9 перемещается посредством установочного звена (с соответствующим его управлением) таким образом, что он высвобождает петлю 5a, и посредством электродвигателя 8, работающего теперь в обратном направлении, лента 5 подается назад настолько, чтобы петля 5a охватывала изделие P с определенным натяжением. При натяжении петли 5a лента 5 соответственно сматывается обратно на рулон 4.
В последующем срабатывает механизм 10, через который петля ленты замыкается посредством горячего склеивания, для чего внешний участок ленты, перекрывающий клеевое покрытие L у конца ленты, прижимается к этому покрытию; в последующем петля посредством резака 11 отделяется позади запора ленты. Резак 11 располагается непосредственно позади запорного механизма, так что обрезка происходит непосредственно позади запора. Затем изделие P транспортируется далее и в бандеролирующее положение подается следующее изделие.
Протекание технологических операций в случае бандеролирования изделий неодинаковых габаритов поясняется на фиг. 2a-2f и 3а-3f. На фиг. 2a-2f, где каждое обрабатываемое изделие показано как стопа из нескольких пачек листов, например из пачек ценных бумаг, изделие Pa, бандеролируемое в первую очередь, имеет максимально возможные размеры, т.е. максимальную высоту H и неизменную для каждого изделия ширину В. Бандеролируемое за ним изделие Pb имеет высоту, на величину x меньшую, затем подаются изделие Pc, снова с максимальной высотой H, изделие Pd с высотой на величину у меньшей по сравнению с максимальной высотой, изделие Ре с высотой, уменьшенной на более значительную величину z, и наконец изделие Pf снова максимальной высоты Н.
Изделие Ра (фиг. 2а) получает петлю 5а (фиг. 3а), свободный конец которой в данном примере совпадает с передней кромкой клеевого покрытия L и длина которой точно соответствует окружности изделия, так как раппортная длина r соответствует этой максимальной окружности изделия. Новый свободный конец ленты 5 начинается непосредственно у последующего клеевого покрытия L. Эта петля 5a ленты не имеет, следовательно, избыточной длины, превышающей клеевое покрытие у запора ленты изнутри. Наружное перекрытие имеет лишь такую величину, которая достаточна для надежного замыкания ленты.
На последующее изделие Pb поступает петля 5b (фиг.3b), длина которой вследствие уменьшенной высоты изделия Pb на величину 2х меньше. Это означает, что после отделения петли 5b новый свободный конец ленты располагается не на передней кромке последующего клеевого покрытия L, а на расстоянии 2х от нее.
Вследствие этого, после обандероливания последующего изделия Pc, снова с максимальной высотой H, охватывающая это изделие петля 5c ленты перед точкой замыкания имеет некоторую избыточную длину 2х в виде внутреннего перекрытия (фиг. 2c). Охватывающая это изделие Pc петля 5c, следовательно, на величину 2х длиннее, чем раппортная длина r, причем избыточная длина 2х бандеролируется в качестве избыточного выступа.
Следующее изделие Pd имеет снова уменьшенную высоту, оно получает петлю 5d (фиг.3d), на величину 2y меньшую сравнительно с раппортной длиной, однако без избыточной длины на ее внутреннем конце.
Высота последующего изделия Ре (фиг.2e) на величину z меньше максимальной высоты Н. Вследствие этого величина 2y, обусловленная предшествующей операцией обандеролирования, останавливается в качестве избыточной длины перед клеевым покрытием, т.е. перед запором как внутренняя нахлестка, и подвергается обандеролированию, и, следовательно, отделение этой петли происходит в точке на расстоянии 2z перед последующим клеевым покрытием.
Поэтому последующее изделие Pf, имеющее снова максимальную высоту H, получает петлю 5f (фиг.3f), имеющую перед клеевым покрытием или перед замыканием некоторый внутренний забандеролированный нахлест с длиной 2z, которая в рассмотренном случае загибается вокруг правого нижнего угла изделия Pf.
Таким образом, суть идеи состоит в том, что при подходе подлежащего обандеролированию изделия с высотой, меньшей по сравнению с максимальной высотой, избыточная длина, имеющаяся при бандеролировании последующего изделия, в начале следующей петли ленты останавливается в качестве внутреннего перекрытия и подвергается совместному обандеролированию, однако при этом внешний конец петли каждый раз отделяется непосредственно позади затвора, так что не имеется никакого видимого увеличения длины. Благодаря этому достаточно наносить клеевое покрытие L лишь в виде узкой полоски с интервалами на бандеролирующей ленте, соответствующими раппортной длине. Возникновение внутренней нахлестки в случае изделия сравнительно малых габаритов автоматически обусловлено тем, что считываемая считывающим элементом метка D, положение которой обусловливает остановку и тем самым точки замыкания и отреза ленты, каждый раз располагаются на одном и том же расстоянии s от клеевого покрытия L и расстояние считывающего элемента от запорного механизма и от резака соответственно остается постоянным. Поэтому это расстояние переносится, можно сказать, на бандеролирующую ленту. Тем самым клеевое покрытие каждый раз приходится на одну и ту же точку обрабатываемого изделия на конвейере.
Данное изобретение не ограничено рассмотренным выше примером его осуществления, а допускает варианты выполнения данного устройства. Вместо клеевого покрытия может быть предусмотрен иной слой, наносимый и закрепляемый посредством ультразвука.
Изобретение относится к технике упаковки, а конкретно к обандероливанию упакованных изделий. Непрерывная бандерольная лента снабжена через равные интервалы печатными метками, причем этот интервал соответствует величине окружности наибольшего пакуемого изделия плюс величине некоторой нахлестки. На заданном неизменном расстоянии перед каждой печатной меткой установлено поперек продольного направления бандерольной ленты полосообразное клеевое покрытие для смыкания петель ленты. При обандеролировании производится после охвата пакуемого изделия петлей ленты остановка ленты на время считывания очередной печатной метки считывающим элементом. В позиции остановки клеевое покрытие находится непосредственно на механизме замыкания. Во время арретирования свободного конца бандерольной ленты последняя подается назад настолько, чтобы ее петля охватывала пакуемое изделие с определенным натяжением. В последующем производится замыкание петли ленты и ее обрезка. Если внешняя окружность пакуемого изделия меньше окружности изделия с наибольшими габаритами, то остающаяся после отделения петли ленты избыточная длина перед последующим клеевым покрытием бандеролируется вместе с бандеролированием последующего пакуемого изделия в качестве внутренней нахлестки. Изобретение позволяет обеспечить экономию наносимого на бандерольную ленту клеевого покрытия при непрерывном обандероливании упакованных изделий различной высоты, а также уменьшить вредное воздействие на окружающую среду. 3 c. п. ф-лы, 13 ил.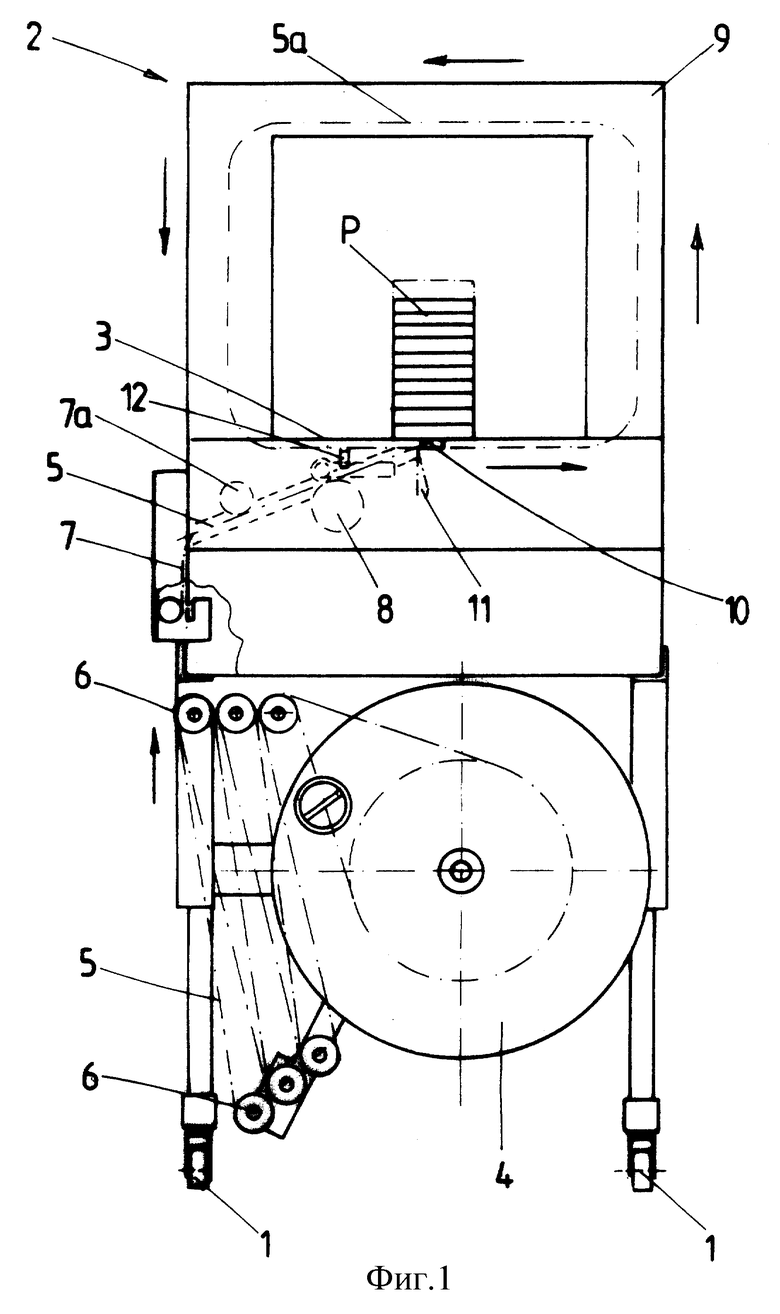
| DE 3937970 A1, 16.05.1991 | |||
| РЕАКТОР ДЛЯ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ С ИСПОЛЬЗОВАНИЕМ МОНОСИЛАНОВОГО МЕТОДА | 2009 |
|
RU2501734C2 |
| Водовыпуск для поливных трубопроводов | 1976 |
|
SU612661A1 |
| Устройство для обвязки штучных изделий термопластичной лентой | 1977 |
|
SU697048A3 |

