Изобретение относится к области химических источников тока (ХИТ), в частности, к источникам тока с литиевым отрицательным электродом и электролитом на основе апротонных диполярных растворителей. Известны плоские ХИТ, корпус которых выполнен из двух слоев тонкого металла, склеиваемых между собой по периметру термопластичным клеем или специальной герметизирующей смолой. Каждый слой несет либо отрицательный, либо положительный электрод, напрессованный на внутреннюю поверхность металла. Между положительным и отрицательным электродами располагается сепаратор. Положительный электрод и сепаратор пропитаны электролитом. Слои металла являются одновременно корпусом элемента и его токоотводами (См. заявку Японии N 62-20263, кл. H 01 M 10/40, 1985).
Недостатками такой конструкции являются: во-первых, возможность только односторонней работы каждого электрода, что, естественно, снижает мощностные характеристики ХИТ, и, во-вторых, применение ограниченного числа растворителей, которые не растворяли бы клеи и смолы, что также приводит к ухудшению эксплуатационных характеристик ХИТ (а именно - плохой работоспособности при отрицательных температурах из-за невозможности использования большинства низкокипящих соединений в качестве компонентов электролита).
Известен ХИТ, корпус которого изготовлен из полимера и имеет наружные швы. (См. Патент США N 3607401, кл. H 01 M, 35/32, 1971 г.). Однако полимерные материалы (например, полиэтилен) проницаемы для паров, воды (См. "Справочник по химии полимеров", стр. 285, "Наукова думка", Киев, 1971 г.). Для ХИТ с литиевым электродом, подверженным коррозии от паров воды, этот существенный недостаток не позволяет реализовать такое свойство данного класса источников тока, как длительная сохраняемость. Для предотвращения диффузии паров воды внутрь и улучшения его сохраняемости при обеспечении возможности двухсторонней работы, по крайней мере, одного из электродов предложено использовать композиционный трехслойный материал, в котором внешний слой выполнен из устойчивого к нагреву полимера, обеспечивающего механическую прочность конструкции, средний слой из алюминиевой фольги толщиной 10 - 20 мкм, непосредственно препятствующий диффузии, а внутренний - из термопластичного полимера, обеспечивающего герметизацию корпуса.
Известен химический источник тока, корпус для которого изготовлен из описанного выше трехслойного материала (См. Патент Российской федерации N 2038657, кл. 6 H 01 M, 2/02//H 01 M, 10/40, 1992 г.). Герметизация этого элемента осуществляется сваркой по периметру с трех сторон. Металлические токоотводы, выполненные из полосок плотной металлической ткани или сетки, проходят сквозь верхний соединительный шов корпуса. Упомянутый ХИТ по патенту РФ N 2038657 наиболее близок по техническому решению к предлагаемому изобретению и может быть принят за прототип. Известно, что одной из основных технических характеристик литиевых ХИТ является величина удельной энергии. Она зависит, во-первых, от электрохимических параметров используемой пары (отрицательный электрод - положительный электрод) и, во-вторых, от конструктивных особенностей ХИТ.
Принятый за прототип источник тока обладает существенным недостатком, а именно, при определенном соотношении между высотой и шириной его корпуса (соотношение будет приведено ниже) наблюдается проигрыш в полезной площади элемента (а, следовательно, и в удельной энергии) по отношению к полезной площади элемента тех же габаритных размеров, заключенного в корпус из 3-х слойного композиционного материала, но имеющего иную конструкцию.
Задача предлагаемого изобретения - увеличение значения удельной энергии источника тока за счет изменения конструкции его корпуса.
Это достигается тем, что прямоугольник из трехслойного материала складывается встык противоположными сторонами, образуя конверт с внутренним слоем из термопластичного полимера, на внутреннюю сторону стыка прикладывают накладку из аналогичного трехслойного материала так, чтобы ее термопластичный слой был направлен к термопластичному слою конверта, отгибают концы накладки и производят ее сварку с конвертом. В полученный корпус устанавливают конструктивные элементы источника тока и производят сварку верха и низа корпуса на глубину отогнутых концов приваренной накладки.
Пример выполнения предлагаемого способа изготовления корпуса литиевого источника тока.
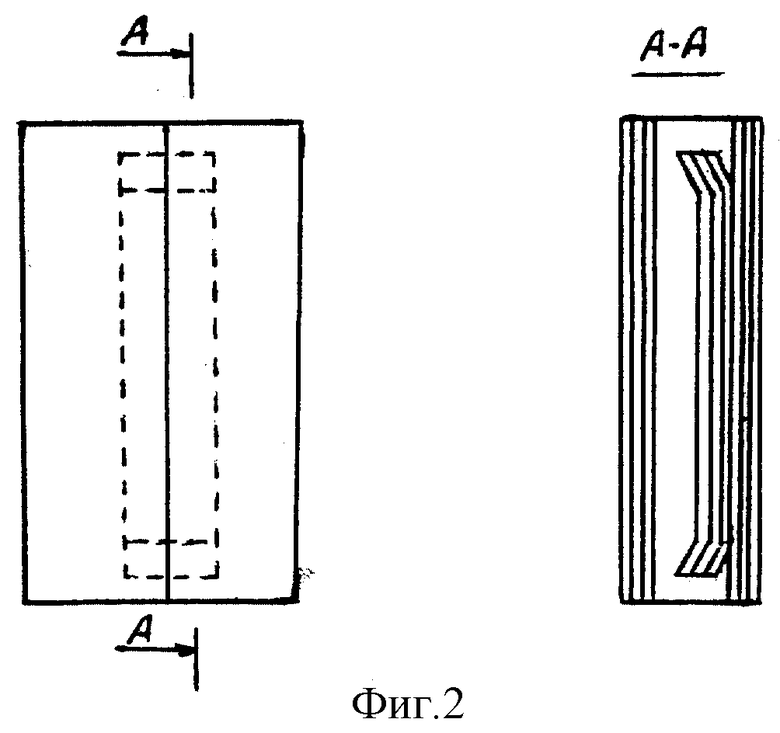
Трехслойный композиционный материал представляет собой последовательно склеенные полиэтиленовую пленку, алюминиевую фольгу и лавсановую пленку и имеет форму прямоугольника. Прямоугольник из трехслойного композиционного материала складывают встык противоположными сторонами, образуя конверт с внутренним слоем из термопластичного полимера, на внутреннюю сторону стыка прикладывают накладку из аналогичного трехслойного материала шириной 4 мм, предварительно загнутую сверху и снизу на 1 мм так, чтобы ее термопластичный слой был направлен к термопластичному (внутреннему) шву конверта и составлял 0,5 ширины накладки на каждую сторону стыка. Далее производят ее сварку с образованным конвертом методом резистивного нагревания. В полученный таким образом корпус устанавливают конструктивные элементы источника тока и производят сварку верха и низа корпуса на глубину отогнутых концов приваренной накладки (см. фиг. 2).
Длина накладки (без учета отогнутых краев) должна быть меньше длины корпуса и зависит от толщины полиэтилена трехслойного материала. Так, для полиэтилена толщиной 40 - 60 мкм длина накладки должна быть как минимум на 120 мкм (без учета отогнутых краев) меньше длины корпуса (эксперименты показали, что разница длин накладки и корпуса меньшая, чем описано выше, не приводит к положительным результатам в процессе герметизации элемента по верхней и нижней сторонам корпуса). При проварке нижнего и верхнего швов элемента отогнутые концы накладки своим термопластичным (внутренним) слоем соединяются с термопластичным чехлом элемента (в который уже заверены электроды, сепаратор и электролит) либо при отсутствии в конструкции элемента внутреннего термопластичного чехла - с термопластичным слоем 3-х слойного материала с противоположной стороны корпуса.
Данное усовершенствование приводит к росту удельной энергии широкого ряда ХИТ, у которых высота источника превышает сумму ширины сварного шва и половины ширины источника, что следует из приведенного ниже математического вывода:
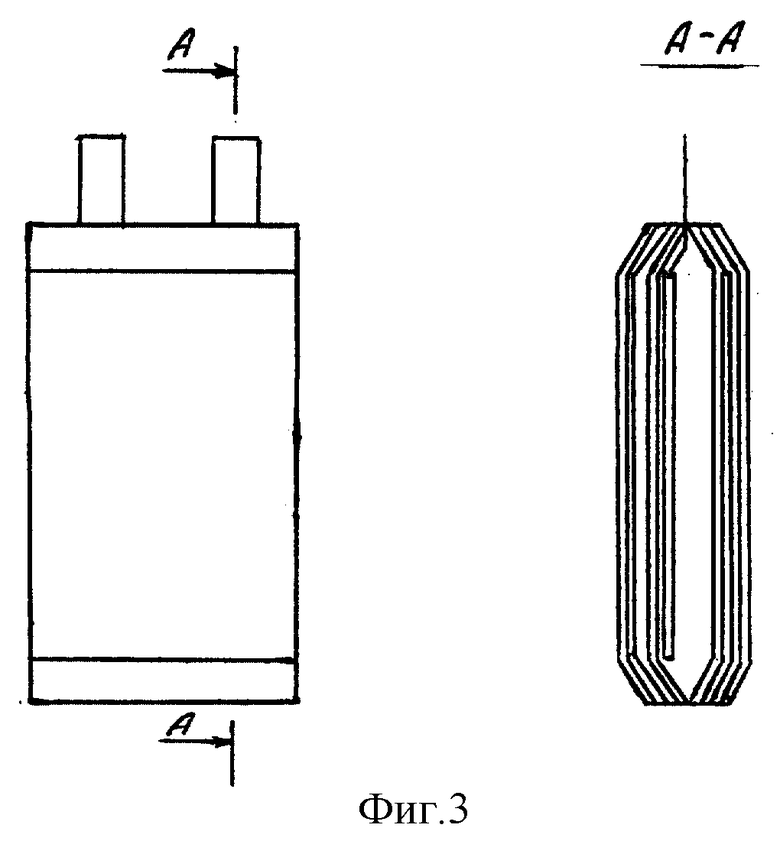
Рассмотрим два прямоугольных источника тока, имеющих одинаковую высоту, ширину и толщину, но отличающихся способом сварки корпуса из гибкого 3-х слойного композиционного материала (фиг. 1) и (фиг. 3). Обозначим высоту источника "Y", его ширину "X", а ширину сварного шва через "а" при условии равенства ширины всех сварных швов. Тогда полезная площадь элемента (под полезной площадью подразумеваем площадь электродов источника), представленного на фиг. 1, будет равна:
S1 = (Y-a)(X-2a) (1)
Полезная площадь элемента, изображенного на фиг. 3, будет описываться другим выражением, а именно:
S2 = (Y-2a)X (2)
Проведя несложные математические преобразования, получим результат, свидетельствующий, что выигрыш полезной площади для источника, имеющего средний верхний и нижний сварные швы по отношению к источнику, сваренному по боковым и верхней стороне, будет иметь место при условии того, что:
Y > (1/2)X+a) (3)
Кроме того:
Y > 2a
X > 2a
a > 0
Пример.
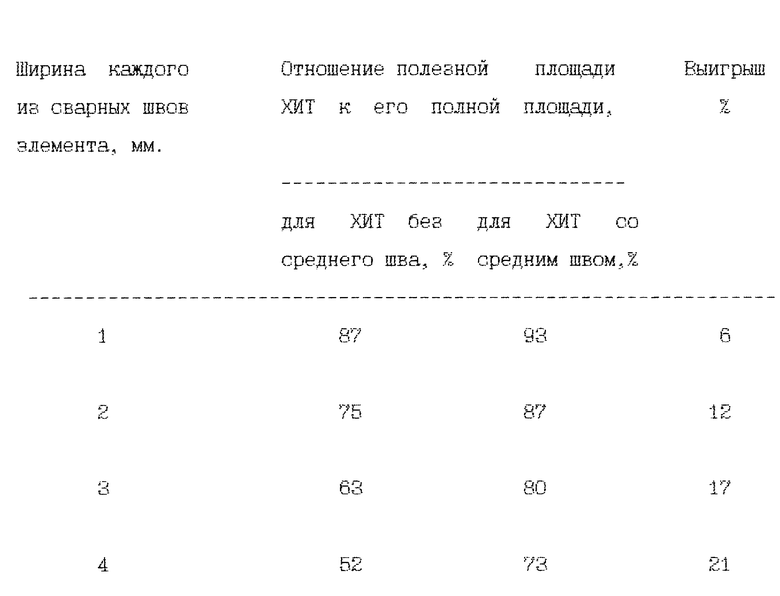
Так, для ХИТ высотой 30 мм и шириной 20 мм в зависимости от ширины сварных швов при прочих равных условиях выигрыш в полезной площади составляет от 6% до 21% (см. таблицу).
Ширина сварного шва выбиралась исходя из коэффициента диффузии паров воды в элемент через соединительные сварные швы при хранении и эксплуатации в течение заданного времени.
Для проверки качества предложенной конструкции корпуса был собран ряд элементов, которые в дальнейшем подвергались соответствующим испытаниям. А именно: для проверки виброустойчивости готовый элемент подвергался вибрации в диапазоне частот от 20 до 25 Гц при ускорении 19,6 м/с (2g) в трех взаимно перпендикулярных направлениях в течение 30 мин в каждом направлении.
При проверке ударной прочности элемент подвергался ударным нагрузкам при ускорении 147 м/с2 (15g) в одном направлении при общем числе ударов 10 тысяч. Состояние корпуса элемента после испытаний определялось внешним осмотром. Для проверки герметичности сварных швов в ряд элементов перед герметизацией в пространство между корпусом и чехлом помещалось некоторое количество четыреххлористого углерода.
После проведения описанных выше испытаний эти элементы подвергались исследованию при помощи галоидного течеискателя на предмет наличия разгерметизации.
Испытания показали, что предложенная конструкция корпуса является устойчивой в широком диапазоне внешних воздействий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1999 |
|
RU2157578C1 |
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1992 |
|
RU2038657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА ДЛЯ ЛИТИЕВОГО ИСТОЧНИКА ТОКА | 1997 |
|
RU2153738C2 |
| ЭЛЕКТРОХИМИЧЕСКАЯ ЯЧЕЙКА ДЛЯ ОПРЕДЕЛЕНИЯ УДЕЛЬНОЙ ЕМКОСТИ ЭЛЕКТРОДНОГО МАТЕРИАЛА | 2023 |
|
RU2813605C1 |
| ЛИТИЕВЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 2007 |
|
RU2339124C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ПРОКЛАДКИ И ПРОКЛАДКА | 2004 |
|
RU2271487C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2021 |
|
RU2770602C1 |
| ПЕРВИЧНЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 2014 |
|
RU2583453C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНЕРТНОГО КАТОДА ДЛЯ ЛИТИЕВЫХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1996 |
|
RU2157024C2 |
| ЗАЩИТНАЯ РЕШЕТЧАТАЯ КОНСТРУКЦИЯ С ДЕКОРАТИВНЫМИ НАКЛАДКАМИ | 2009 |
|
RU2387781C1 |
Изобретение относится к химическим источникам тока и может быть использовано при производстве как первичных, так и вторичных источников тока с литиевым отрицательным электродом. Согласно изобретению прямоугольник из трехслойного материала складывается в стык противоположными сторонами, образуя конверт с внутренним слоем из термопластичного полимера, на внутреннюю сторону стыка прикладывают накладку из аналогичного трехслойного материала таким образом, чтобы ее термопластичный слой был направлен к термопластичному слою конверта, отгибают концы накладки и производят ее сварку с конвертом, в полученный таким образом корпус устанавливают конструктивные элементы источника тока и производят сварку верха и низа корпуса на глубину отогнутых концов приваренной накладки. Техническим результатом изобретения является повышение электрохимических характеристик литиевых источников тока. 3 ил., 1 табл.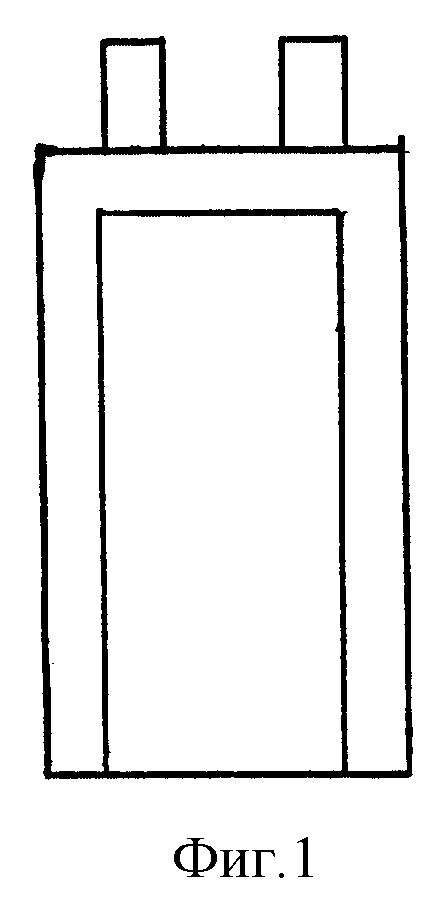
Способ изготовления корпуса из гибкого многослойного материала для литиевого источника тока путем термической сварки гибкого трехслойного композиционного материала на основе термопластичного полимера, отличающийся тем, что прямоугольник из трехслойного материала складывается в стык противоположными сторонами, образуя конверт с внутренним слоем из термопластичного полимера, на внутреннюю сторону стыка прикладывает накладку из аналогичного трехслойного материала таким образом, чтобы ее термопластичный слой был направлен к термопластичному слою конверта, отгибают концы накладки и производят ее сварку с конвертом, в полученный таким образом корпус устанавливают конструктивные элементы источника тока и производят сварку верха и низа корпуса на глубину отогнутых концов приваренной накладки.
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1992 |
|
RU2038657C1 |
| US 3607401 А, 21.09.1971 | |||
| US 4664993 А, 12.05.1987 | |||
| JP 62020263 А, 28.01.1987. | |||
