Область техники, к которой относится изобретение
Изобретение относится к металлургии алюминия электролизом расплавленных солей, в частности к катодному устройству электролизера, и касается конструкции верхнего пояса продольных и торцевых стенок катодного кожуха.
Уровень техники
Катодным устройством обычно называется сборка, состоящая из катодного кожуха с заключенной в нем футеровкой, которая обеспечивает условия для протекания процесса электролиза в криолит-глиноземном расплаве (электролите).
Катодный кожух представляет собой металлическую ванну, включающую продольные и торцевые стенки с днищем и силовые элементы (шпангоуты, контрфорсы, балки и т.д.), охватывающие стенки и днище ванны, выполняются обычно из стали. Катодный кожух изнутри выкладывается футеровочными материалами (огнеупорными и теплоизоляционными кирпичами, карбидкремниевыми плитами и углеграфитовыми катодными блоками со стальными катодными стержнями и т.д.).
Катодный кожух предназначен для защиты размещенной внутри него футеровки от деформации и разрушений, возникающих под действием усилий, развивающихся внутри катодного устройства в процессе работы электролизера. Поэтому он должен обладать необходимой механической прочностью и жесткостью для обеспечения длительного срока службы катодного устройства.
Другой важнейшей функцией катодного кожуха является обеспечение интенсивного отвода тепла из зоны протекания процесса электролиза и рассеивание излишков тепла в окружающую среду. Это способствует образованию слоя застывшего криолит-глиноземного расплава-гарнисажа на внутренних футерованных (бортовых) стенках катодного устройства, что обеспечивает защиту их от воздействия агрессивной среды и высокой температуры (в интервале 870-970 °С), позволяя тем самым обеспечить оптимальные условия для ведения процесса электролиза и защитить бортовые стенки от агрессивного воздействия электролита и продуктов электролиза.
Таким образом, создав надлежащие условия для интенсивного охлаждения катодного кожуха, можно решить три задачи:
- обеспечить защиту бортовых стенок от износа и обеспечить продолжительный срок работы бортовых стенок,
- интенсифицировать процесс электролитического производства алюминия путем увеличения единичной мощности электролизера,
- повысить эффективность работы электролизера за счет контролируемого регулирования температурного режима.
Известен способ охлаждения алюминиевого электролизера (US 4087345, С25С 3/08, 02.05.1978), содержащего катодный кожух в виде стальной ванны, включающий вертикальные (продольные и торцевые) стенки с днищем. К стенкам прикреплены с определенным шагом по длине и ширине кожуха вертикальные элементы жесткости (тавровые и/или двутавровые балки). Балки имеют хороший тепловой контакт со стенками стальной ванны. Стенки стальной ванны охвачены по всему внешнему периметру горизонтальными элементами жесткости (тавровыми и/или двутавровыми балками), образуя единую жесткую конструкцию. В некоторых модификациях стенки могут дополнительно охватываться силовыми элементами (шпангоутами, контрфорсами).
Таким образом, по периметру катодного кожуха между вертикальными элементами жесткости, вертикальными стенками ванны и горизонтальными элементами жесткости образуются вертикальные воздушные коридоры, предназначенные для беспрепятственного прохождения воздуха с целью отвода и рассеивания тепла от стенок кожуха и вертикальных элементов жесткости конструкции.
Охлаждение стенок кожуха происходит за счет конвективного потока воздуха, обусловленного подъемной (Архимедовой) силой, возникающей в результате нагрева воздуха в верхних частях (на уровне расплава) вертикальных воздушных коридоров, и возникающей при этом разностью температур по высоте стенок кожуха. Это позволяет увеличить отвод тепла вертикальными бортовыми стенками кожуха и снизить температуру стенок кожуха, тем самым создавая условия для образования слоя застывшего криолит-глиноземного расплава-гарнисажа на внутренних футерованных стенках катодного устройства.
Основным недостатком известного способа является низкая эффективность отвода и рассеивания тепла с катодного кожуха вследствие достаточно малой площади охлаждения и низких скоростей конвективного потока воздуха. Следовательно, в данном случае обеспечить устойчивый и достаточной толщины слой гарнисажа на внутренней поверхности бортовой футеровки становится проблематичным. Отсутствие гарнисажа, как правило, приводит к интенсивному износу бортовой футеровки, что отрицательно скажется на сроке службы электролизера.
Известно катодное устройство алюминиевого электролизера (RU 2230834, С25С 3/08, 20.06.2004), оснащенное катодным кожухом, включающее футеруемую изнутри металлическую ванну с продольными и торцевыми стенками и днищем, установленную внутри жесткого каркаса, образованного поперечными шпангоутами (силовыми элементами). Торцевые стенки ванны усилены поясами жесткости, образованными вертикальными и горизонтальными элементами жесткости, связанными между собой обвязочным (огибочным) листом. При этом горизонтальные элементы жесткости размещаются на некотором удалении в горизонтальной плоскости от вертикальной торцевой стенки, таким образом, чтобы между ними образовывались вертикальные воздушные коридоры шириной, составляющей 1/3-2/3 расстояния от торцевой стенки ванны до обвязочного листа, которые предназначены для прохождения охлаждающего кожух воздуха. Дополнительно между вертикальными ребрами жесткости установлены вертикальные стальные ребра охлаждения в количестве 1-4 шт. и высотой, равной высоте бортовой футеровки, преимущественно размеры ребер следующие: толщина 6-8 мм, высота 640-650 мм, ширина 120 мм.
Известный способ обеспечивает прохождение потока воздуха по вертикальным воздушным коридорам через приваренные к стенке ребра охлаждения, с целью отвода и рассеивания тепла от торцевых стенок катодного кожуха с помощью естественного конвективного теплообмена с окружающей средой.
Основным недостатком известного решения является то, что ребра охлаждения предлагается установить только на торцевых стенках катодного кожуха, вследствие чего более интенсивный отвод тепла будет осуществляться только с торцов катодного кожуха, а проблема с охлаждением продольных стенок остается. Еще одним недостатком этого решения, является низкая эффективность отвода тепла от торцевой стенки катодного кожуха, т.к. коэффициент теплоотдачи увеличивается незначительно (примерно с 15 до 25 Вт/м2·К). Это объясняется наличием сплошного фланцевого листа, препятствующего свободному похождению воздуха, и относительно невысокой теплопроводностью ребер охлаждения, выполненных из стали Ст3 с коэффициентом теплопроводности 50 Вт/м·К при 300 °С), вследствие чего, теплоотдача ребрами малоэффективно.
Известен способ охлаждения электролизера для получения алюминия (US 4608134, С25С 3/08, 26.08.1986), содержащего наружный катодный кожух, выполненный в виде стальной ванны, с заключенной внутри него футеровкой, состоящей из огнеупорных и теплоизоляционных футеровочных материалов и углеграфитовых катодных блоков и расположенной на внутренней части боковых стенок катодного кожуха бортовой части футеровки (углеграфитовые или карбидкремниевые плиты). По бортам катодного устройства на уровне расплава между внутренней поверхностью катодного кожуха и внешней стенкой бортовой части футеровки располагаются воздушные полости, которые сообщаются с впускными отверстиями для забора воздуха и выпускными отверстиями, оснащенными клапанами для регулирования расхода воздуха. Охлаждение происходит следующим образом: через заборные отверстия всасывается холодный воздух, из окружающей среды отобранный на боковых сторонах электролизера, и направляется в воздушные полости вдоль бортовой футеровки, в результате чего происходит ее охлаждение, при этом расход горячего воздуха контролируется с помощью выпускных отверстий, снабженных клапанами. Таким образом, регулируя расход горячего воздуха, можно осуществлять контроль формирования гарнисажа на бортах катодного устройства.
Основными недостатками известного решения является необходимость значительной модификации катодного устройства электролизера для размещения охлаждающих трубок (змеевиков), прокачка больших объемов теплоносителя (воздуха) через трубки и размещения дополнительной инфраструктуры предназначенной для прокачки теплоносителя (воздуха). Все это приводит к существенным финансовым затратам.
Кроме этого, требуется решить проблему защиты бортовой футеровки от окисления кислородом воздуха, забираемого снаружи, либо, если бортовая футеровка изолирована каким-либо стойким к окислению материалом (например, сталь), обеспечить хороший тепловой контакт между футеровкой и этим материалом.
Другим недостатком этого решения является необходимость удаления большого количества нагретой газовоздушной смеси (отходящих газов и воздуха) из-под укрытия электролизера, вследствие забора большого количества воздуха из окружающей среды, идущего на охлаждение, и выбрасывания его в объем укрытия. Это влечет за собой увеличение мощности дымососных и газоочистных установок.
Известен электролизер для получения алюминия (SU 605865, С25С 3/08, 05.05.1978), включающий металлический катодный кожух в виде стальной ванны, футерованный изнутри, днище и вертикальные стенки которого снабжены коробчатыми секциями, выполненными в виде герметичных полостей. В герметичных полостях установлены тепловые экраны, составленные из отдельных пластин, и к ним подведены воздушные магистрали с воздухо-распределительными клапанами, в которые при помощи вентилятора или компрессора нагнетается воздух.
Недостатком известного решения является необходимость создания сложной и громоздкой сети воздушных магистралей, которые существенно загромождают пространство вокруг электролизера, а высокий уровень шума, создаваемый сбрасываемым воздухом в герметичные полости или в атмосферу корпуса, создает неблагоприятные условия для обслуживающего персонала. Кроме того, из-за низкой теплоемкости воздуха для эффективного отвода тепла потребуется существенный расход воздуха, в связи с чем, требуется наличие компрессорной станции или мощных вентиляторов и поэтому экономически не целесообразно.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является конструкция катодного устройства алюминиевого электролизера по патенту RU 2321682, С25С 3/08, 10.04.2008. Устройство содержит металлическую ванну с днищем и силовыми элементами, охватывающими стенки и днище ванны, образующими катодный кожух. Внутри катодного кожуха заключена футеровка и катодные блоки с катодными стержнями, образующие катод электролизера. На продольных и торцевых стенках металлической ванны в промежутках между силовыми элементами закреплены пластинчатые ребра из материала с высокой теплопроводностью. Площадь одного пластинчатого ребра равна 0,03-0,3 м2. Крепление пластинчатых ребер к металлической ванне осуществляется с помощью биметаллических переходников алюминий-сталь или медь-сталь, изготовленных сваркой взрывом. Стальная часть биметаллического переходника приваривается к стенкам металлической ванны, а к алюминиевой или медной части привариваются пластинчатые ребра алюминиевые или из алюминиевого сплава или медные, или медного сплава соответственно. В верхней части силовых элементов размещены регуляторы эффективности отвода тепла от стен ванны в виде поворотных створок. В промежутке между силовыми элементами установлено устройство принудительного охлаждения пластинчатых ребер в виде вентилятора и воздуходувки. Устройство позволяет интенсифицировать процесс электролитического производства алюминия в алюминиевом электролизере регулирования эффективности теплоотвода, обеспечить условия для стабильного технологического процесса и увеличить срок службы катодного устройства алюминиевого электролизера.
Известное катодное устройство позволяет обеспечить эффективный отвод тепла из электролизера к бортовым стенкам ванны и далее к пластинчатым ребрам, которые охлаждаются за счет конвективного теплообмена при протекании воздуха, обусловленном его нагревом в межреберном пространстве и разностью температур по высоте стенок ванны. Это позволяет в условиях интенсифицированной работы алюминиевого электролизера обеспечить образование устойчивого слоя застывшего электролита (гарнисажа) на внутренней поверхности бортовой футеровки катодного устройства, тем самым увеличить срок службы катодного устройства алюминиевого электролизера.
Недостатком катодного устройства по прототипу является то, что в условиях интенсификации процесса электролиза, с целью повышения эффективности производства, необходимым условием для этого является обеспечение возможности эксплуатации электролизера с высокой температурой перегрева электролита (разница между рабочей температурой и температурой ликвидуса) для исключения зарастания и образования на подине коржей, что ведет к снижению эффективности процесса и сопутствующим недостаткам. В связи с чем, главной задачей является создание слоя защитного гарнисажа при перегреве выше 25 °С (оптимально около 40 °С), а известное решение может гарантировать гарнисаж только при перегреве около 20 °С. Это обусловлено тем, что в данной конструкции обеспечивается эффективный подвод тепла из электролизера к бортовым стенкам ванны, а рассеивание тепла с наружной поверхности кожуха и соответственно пластинчатых ребер происходит не столь эффективно как необходимо для технологического процесса.
Как правило, ребра изготавливаются из алюминия или алюминиевого сплава, меди или медного сплава, или специальной стали, т.е. материала обладающего высокой теплопроводностью. Пластинчатые ребра прикреплены торцом к продольным и торцевым стенкам металлической ванны через биметаллический переходник, изготовленный сваркой взрывом или с помощью болтового и/или заклепочного соединения.
В случае использования биметаллического переходника получается слишком много слоев с низкой теплопроводностью: стенка металлической ванны 12-30 мм из стали, плюс стальная часть биметаллического переходника 24-35 мм, итого получается около 36-65 мм стали с коэффициентом теплопроводности около 50 Вт/м·К (Вт/м·К = Вт/м·°С) при 300 °C. К тому же, закреплены пластинчатые ребра с помощью сварного соединения, т.е. тепло передается не через все сечение биметаллического переходника, а только через сварной катет. При этом обеспечивается минимальный перепад температуры порядка 30-50 °С.
В варианте с болтовым или заклепочным соединением получается слишком высокое тепловое сопротивление между ребром и стенкой металлической ванны, если постоянно не затягивать разъемное соединение, то оно ослабевает в результате температурных перепадов.
Раскрытие изобретения
Задачей предложенного изобретения является разработка конструкции катодного устройства алюминиевого электролизера с увеличенным отводом тепла от верхней части бортов металлической ванны, способного работать при перегреве выше 25 °С.
Техническим результатом является решение поставленной задачи, повышение интенсификации процесса электролитического производства алюминия (увеличения единичной силы тока) в алюминиевом электролизере за счет конструкции катодного устройства, способного отводить и рассеивать тепловую энергию, выделяемую в электролизере.
Задача решается, а технический результат достигается тем, что в катодном устройстве электролизера для производства алюминия, содержащем металлическую ванну (1) с днищем (3), силовые элементы (5) , охватывающие стенки (2) и днище ванны, с заключенной внутри него футеровкой (6) и катодными блоками (7) с катодными стержнями (8), образующие катод электролизера, согласно предложенному изобретению, на продольных и торцевых стенках (2) металлической ванны (1) в промежутках между силовыми элементами (5) закреплены пластинчатые (15) и/или пальцевые ребра (16) с развитой структурой для теплоотвода, выполненные из материала с высокой теплопроводностью, при этом в верхней части продольных и торцевых стенок (2) металлической ванны установлен пояс (9), выполненный из композиционного материала.
Изобретение дополняют частные случаи его реализации, способствующие достижению технического результата.
Композиционный материал пояса может состоять, по меньшей мере, из двух металлических слоев, при этом общая высота пояса составляет 0,2-0,5 м. Если высота будет меньше 0,2 м, то от пояса будет отводиться и рассеиваться недостаточное количество тепла и соответственно решение будет неэффективно. Если же высота будет больше 0,5 м, то теплоотвод становится избыточен и в результате охлаждение затронет область металла (жидкого алюминия), что негативно скажется на процессе электролиза.
Верхний слой (13) композиционного материала пояса выполнен из металла с высокой теплопроводностью. Верхний слой (13) композиционного материала пояса может быть выполнен из алюминия или его сплавов. Верхний слой (13) композиционного материала пояса может быть выполнен из меди или ее сплавов.
Композиционный материал пояса выполнен посредством соединения металлических слоев методом сварки импульсом. Композиционный материал пояса может содержать промежуточный слой (14), выполненный из титана.
В нашем случае используется пояс, выполненный из нескольких слоев металла, которые различаются по химическому составу и разделены выраженной границей.
Над силовыми элементами могут быть установлены регуляторы теплоотвода (17), выполненные в виде поворотных створок (18).
В данном случае предусмотрена саморегулирующаяся система. Регулировка происходит за счет увеличения и уменьшения толщины гарнисажа. Но на случай, если при эксплуатации устройства будут наблюдаться нежелательные отклонения в работе, могут быть предусмотрены элементы (приборы) принудительного охлаждения. В промежутках между силовыми элементами (5) могут быть размещены приборы принудительного охлаждения, например, вентиляторы.
Описанная конструкция катодного устройства позволяет обеспечить эффективный отвод тепла из электролизера к бортовым стенкам ванны и эффективно рассеивать тепловую энергию за счет конвективного теплообмена при протекании воздуха, обусловленном его нагревом в межреберном пространстве и разностью температур по высоте стенок ванны. Это позволяет в условиях интенсифицированной работы алюминиевого электролизера обеспечить образование устойчивого слоя застывшего электролита (гарнисажа) на внутренней поверхности бортовой футеровки катодного устройства при перегреве выше 25 °С и гарантировать стабильную и устойчивую работу алюминиевого электролизера.
Известно, что обеспечить работу устройства с перегревом до 25 °С можно простыми способами, а выше 25 °С невероятно сложно, так как с бортовой футеровки сходит защитный гарнисаж и стенки начинают быстро разрушаться (окисляться).
Для технических специалистов также известно, что высокая теплопроводность (для металлов) начинается с λ = 60 Вт/м⋅К.
Изобретение дополняют частные случаи, направленные на решение поставленной задачи.
Катодное устройство дополнено тем, что композитный материал изготавливается сваркой импульсом, получаются такие соединения как: сталь/алюминий, сталь/медь, а в случае использования прослойки из титана (Ti): сталь/титан/алюминий, сталь/титан/медь. Прослойка из титана в композитных стенках необходима для работы в условиях, если эксплуатация бортовых стенок будет при температуре свыше 300 °С, чтобы избежать образования интерметаллидов на границе двух металлов соединённых импульсом и деградации этого соединения.
Для повышения эффективности катодного устройство наружный слой композиционного материала выполнен из металла, обладающего высоким коэффициентом теплопроводности, например, алюминий, медь, бронза или специальная сталь. Так например алюминия марок А0-А85 (λ = 210-230 Вт/м·К, Вт/м·К = Вт/м·°С) или алюминиевого сплава (АД0, АД1, АД31, АД33, АД35, Д1, Д16, АК7, АК9, АК12, АМц, АМцС, АМг3, АМг4, АМг5, АМг6, В63, В93, В94, В95) с коэффициентами теплопроводности порядка λ = 110-230 Вт/м·К; меди λ = 360-390 Вт/м·К или медного сплава (бронза, латунь и т.д.) с коэффициентом теплопроводности порядка от 70 до 380 Вт/м·К; спецстали (55, 60, 65, 70, 20Г, 30Г, 40Г и т.д.) с коэффициентом теплопроводности порядка 50-80 Вт/м·К.
С целью более эффективного рассеивания тепла с поверхности верхнего пояса из композитного материала на ней закреплены пластинчатые ребра из материала с высоким коэффициентом теплопроводности (алюминий, медь, бронза или специальная сталь) в количестве 3-10 шт. и площадью 0,03-0,6 м2.
Катодное устройство дополнено тем, что для дальнейшего повышения эффективности пластинчатые ребра могут быть заменены на пальцы (могут быть выполнены в виде стержней, прутков, «соломки» и т.д.), обладающие гораздо более развитой поверхностью для теплоотвода.
Катодное устройство дополнено тем, что в верхней части силовых элементов установлены регуляторы эффективности теплоотвода со стен металлической ванны в виде поворотных створок, которые позволяют регулировать толщину гарнисажа или формировать его форму в зависимости от сезонного изменения температуры окружающей среды.
Катодное устройство дополнено тем, что в промежутке между силовыми элементами расположено устройство принудительного охлаждения в виде вентилятора и воздуходувки.
Сущность изобретения поясняется следующими чертежами.
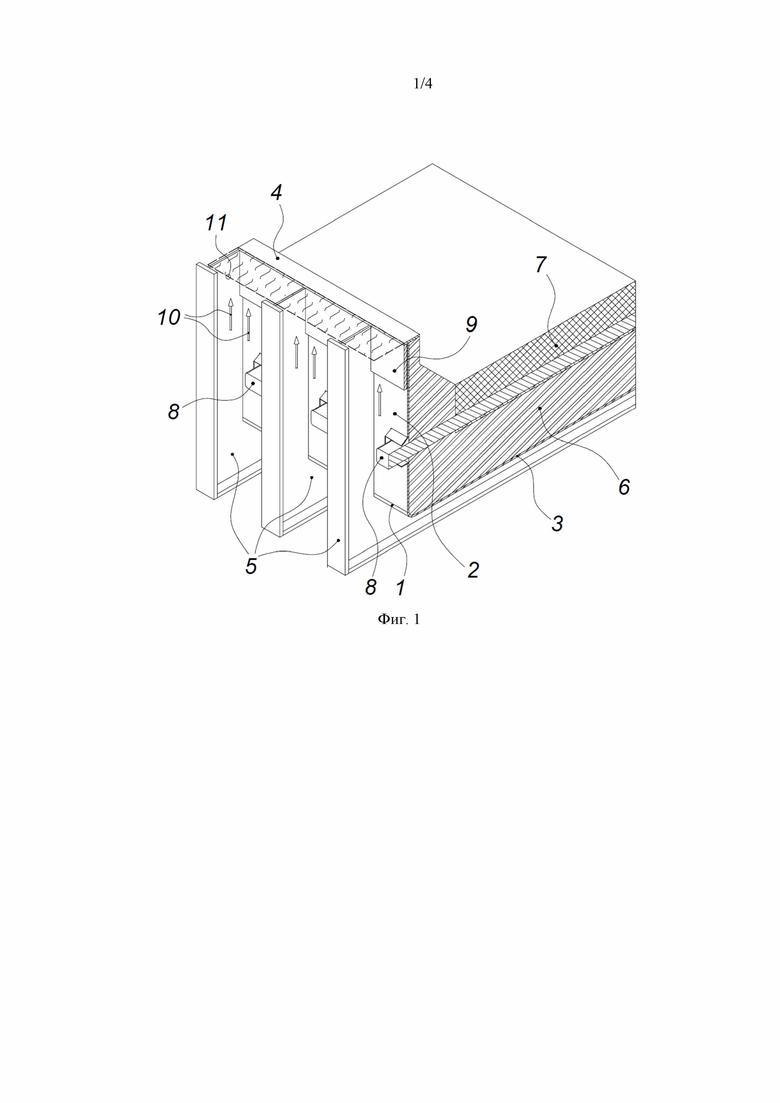
На фиг. 1 изображено предлагаемое катодное устройство алюминиевого электролизера.
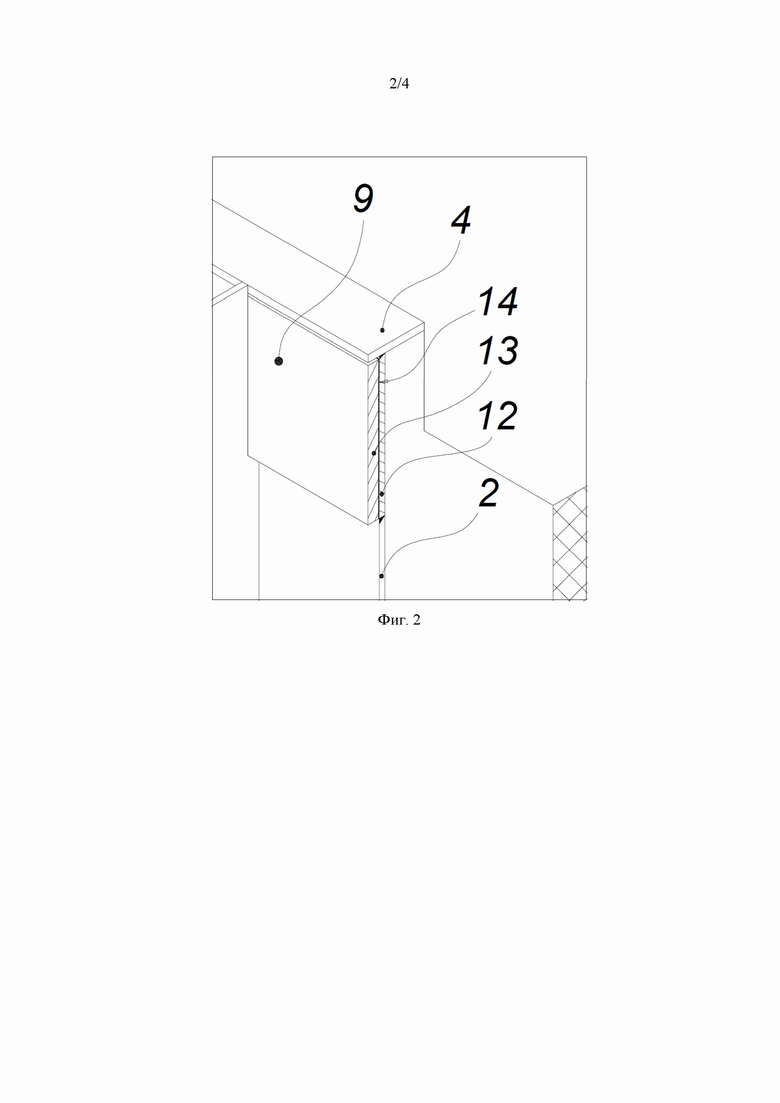
На фиг. 2 представлено катодное устройство с верхней частью стенки металлической ванны из композитного материала изготовленным таким способом как сварка импульсом. Также на фиг. 2 представлено катодное устройство с верхней частью стенки металлической ванны из композитного материала наружный слой, которого, выполнен из металла с высокой теплопроводностью.
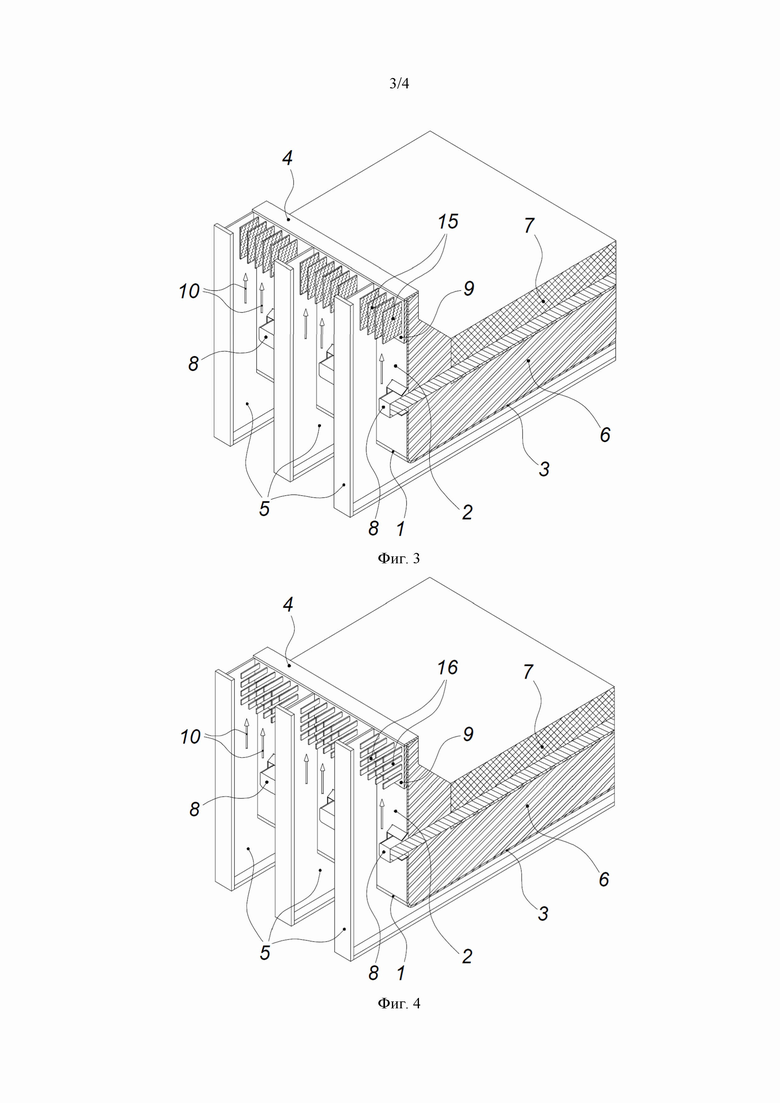
На фиг. 3 показано катодное устройство с верхней частью стенки металлической ванны из композитного материала, наружная поверхность которого имеет развитую поверхность за счет установки пластинчатых ребер.
На фиг. 4 представлено катодное устройство с верхней частью стенки металлической ванны из композитного материала, наружная поверхность которого имеет развитую поверхность путем установки пальцевых ребер.
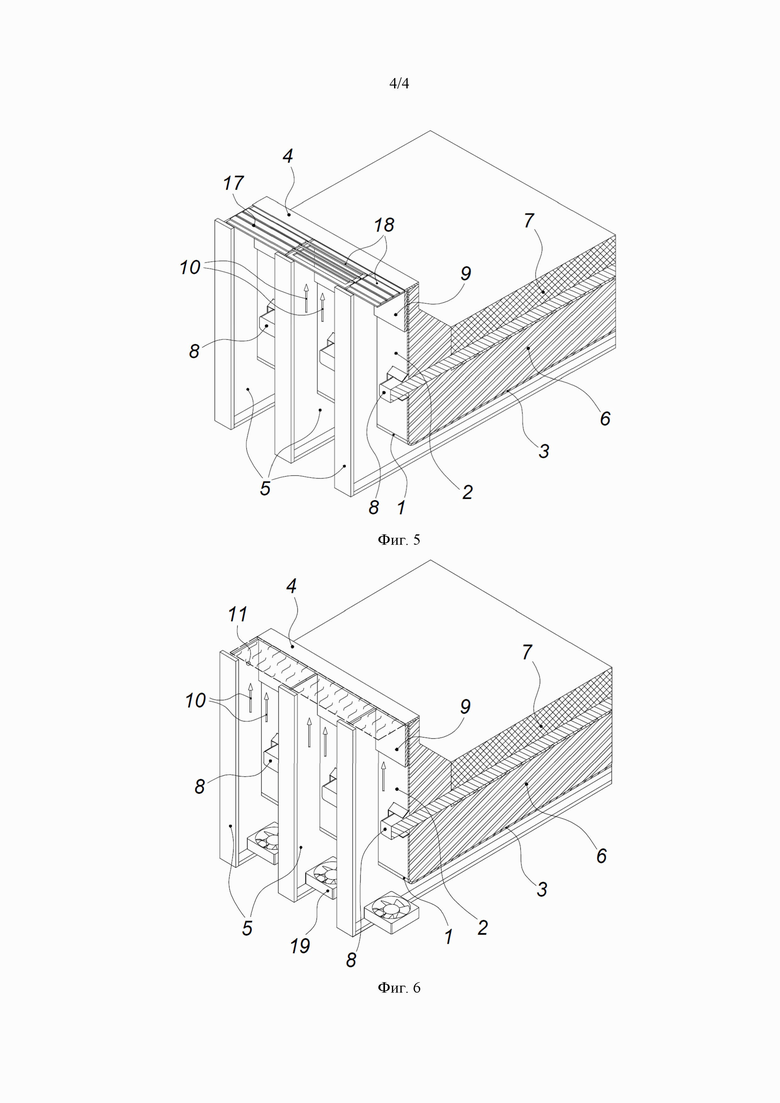
На фиг. 5 показано катодное устройство с верхней частью стенки металлической ванны из композитного материала, у которого в верхней части силовых элементов установлены регуляторы эффективности теплоотвода со стен металлической ванны в виде поворотных створок.
На фиг. 6 изображено катодное устройство с верхней частью стенки металлической ванны из композитного материала, у которого в промежутке между силовыми элементами расположено устройство принудительного охлаждения
Катодное устройство алюминиевого электролизера включает металлическую ванну 1, имеющую продольные и торцевые стенки 2, днище 3 и фланцевый лист 4; силовые элементы 5, охватывающие стенки и днище ванны; футеровку 6, заключенную внутри ванны 1, катодные блоки 7 с катодными стержнями 8, образующие катод электролизера; верхний пояс 9 из композиционного материала.
Воздушный поток 10, проходя через проем 11 ограниченным силовыми элементами 5, продольными и торцевыми стенками 2 омывает (охлаждает) верхний пояс 9 из композиционного материала. Поток 10 создается подъемной (Архимедовой) силой из-за нагрева его в пространстве, ограниченном силовыми элементами 5, а также перетеканием воздуха за счет разности его температуры по высоте стенок ванны 2.
Как и в прототипе, составляющие катодное устройство металлическая ванна 1 с продольными и торцевыми стенками 2, днищем 3 и фланцевым листом 4 и силовыми элементами 5 также участвуют в теплообмене.
Композитный материал изготовленным сваркой импульсом – сварка давлением, при которой заготовки свариваются при соударении друг с другом вследствие детонации пирозаряда.
Основа (неподвижная заготовка из стали) 12, на которую приваривается подвижная заготовка - являющаяся верхним слоем 13 (из металла, отличного от основы по физическим свойствам, как правило, более мягкого и менее прочного). Для сохранения тепловых и механических характеристик верхнего пояса 9 из композитного материала в условиях работы повышенных температур при его изготовлении на границе раздела (плоской или по типу "ласточкин хвост") помещается промежуточный (барьерный) слой 14 из Ti (титана) толщиной 0,5-1,5 мм, для исключения образование хрупких интерметаллидов. Таким образом, осуществляется эффективный теплоотвод от верхнего пояса 9 из композиционного материала с верхним слоем 13.
При выполнении верхнего слоя 13 пояса 9 из металла с высокой теплопроводностью, в качестве этого могут быть применены следующие металлы: алюминий, медь, бронза или специальная сталь.
Для повышения эффективности на поверхность верхнего слоя 13 может быть развита путем установки пластинчатых ребер 15 из металла с высокой теплопроводностью, которые закреплены путем приварки, пайки или иным механическим способом (болтового и/или заклепочного соединения) предварительно обеспечив ровную поверхность 13 путем фрезеровки или установки прокладки, например из легкоплавкого теплопроводящего материала, термопасты на основе графита или серебра, алюминиевой фольги, огнеупорного цемента и т.д., которые позволят выровнять неровную поверхность стенки.
Дальнейшее увеличение эффективности возможно за счет еще большего развития поверхности 13, путем установки пальцевых ребер 16 из металла с высокой теплопроводностью позволяющих нарастить теплоотдающую поверхность на 20-30% и обеспечить рассеивание тепловой энергии.
Для регулирования отвода тепла от верхней части стен ванны (пояса) из композитного материала 9 в проеме 11 над силовыми элементами 5 могут быть установлены регуляторы теплоотвода 17, выполненные в виде поворотных створок 18, с помощью которых может изменяться открытая площадь в проеме 11. Тем самым становится возможным регулирование толщины гарнисажа в зависимости от сезонного изменения температуры окружающей среды и изменения силы тока на электролизере.
С целью увеличения интенсивности отвода тепла от катодного устройства и в частности от снижения температур поверхности верхнего пояса 9 металлической ванны 1, в промежутке между силовыми элементами 5 может быть установлено устройство принудительного охлаждения 19. Устройство представляет собой, например, центробежный вентилятор производительностью 1000-2000 м3/час. Тем самым отвод тепла можно увеличить еще на 30-50%.
Осуществление изобретения
Монтаж и демонтаж катодного устройства алюминиевого электролизера осуществляется следующим образом.
При изготовлении катодного устройства предлагаемой конструкции, в которой интенсивный отвод тепла из ванны и рассеивание его верхним поясом 9 из композиционного материала гарантирует образование устойчивого слоя застывшего электролита (гарнисажа) на внутренней поверхности бортовой футеровки катодного устройства при перегреве выше 25 °С и соответственно обеспечивает стабильную и устойчивую работу алюминиевого электролизера
Днище 3, фланцевый лист 4 и продольные и торцевые стенки 2 металлической ванны 1 изготавливают из листовой стали толщиной 12-20 мм, обладающей достаточной пластичностью и качеством. Внутрь металлической ванны 1 помещают футеровку 6, состоящую из огнеупорных и теплоизоляционных материалов, катодные блоки 7 с установленными в них катодными стержнями 8.
Силовые элементы 5, охватывающие стенки и днище ванны 1, выполняют в виде либо шпангоутов (тавровых или двутавровых балок), либо в виде шарнирно установленных контрфорсов (коробчатого сечения конструкция или сваренных вместе двух двутавровых балок). В верхней части продольных и торцевых стенок устанавливаются пояс 9 из композиционного материала состоящим из 2 или более слоев различных металлов высотой 0,2-0,5 м. Нижняя часть пояса приваривается к стенкам 2, верхняя часть к фланцевому листу 4, а верхний слой 13 поверхностью либо приварен к силовым элементам 5, либо упирается в них, обеспечивая свободный контакт.
Изготовление пояса из композитного материала 9 производится отдельно. Сварка импульсом представляет собой механический вид сварки с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения свариваемых частей. Композитный материал пояса состоит обычно из стальной основы 12, верхнего слоя из материала с высокой теплопроводностью 13 и промежуточного слоя 14 из титана. Промежуточный слой 14 требуется устанавливать в случае, когда пояс эксплуатируется в устройстве при температурах более 300 °С.
Наибольшая эффективность достигается, когда верхний слой 13 пояса из композитного материала 9 имеет развитую поверхность, что достигается путем установки пластинчатых 15 или и пальцевых ребер 16, выполненных из высокотеплопроводного материала, например, спецстали, алюминия или алюминиевого сплава, меди или медного сплава. Пластинчатое ребро 15 выполняется в виде прямоугольника или трапеции высотой 300-600 мм, шириной 100-500 мм и толщиной 6-10 мм. При этом количество ребер выбирают в зависимости от необходимо коэффициента теплоотдачи. Так, например, установка 7-ми штук ребер из стали Ст3 толщиной 6 мм с площадью 0,3 м2 с расстоянием между ребрами 50 мм позволило в режиме свободной конвекции получить коэффициент теплоотдачи αn = 75 Вт/м2·К. Для сравнения без установки пластинчатых ребер максимально возможный коэффициент теплоотдачи равен αт = 30 Вт/м2·К. При установке 7 шт. пластинчатых ребер из алюминия марки А5 толщиной 10 мм и площадью 0,3 м2 с расстоянием между ребрами 50 мм позволило получить коэффициент теплоотдачи порядка αn = 150 Вт/м2·К.
Данные значения коэффициентов теплоотдачи были получены на тепловом стенде, имитирующем стенку металлической ванны катодного устройства электролизера при экспериментальных исследованиях различных вариации пластинчатых ребер.
Замена пластинчатых ребер 15 на пальцевые ребра 16 увеличивает теплоотдающую поверхность на 20-30% и позволяет нарастить коэффициент теплоотдачи на те же 15-20%.
В случае если не требуется рассеивать такое количество тепла, то коэффициент теплоотдачи можно снизить путем закрытия поворотных створок 18 регуляторов теплоотвода 17.
Когда нужно нарастить количество рассеиваемой тепловой энергии с катодного устройства, то можно задействовать устройства принудительного охлаждения 19 в виде вентилятора и воздуходувки, а также иных приемлемых устройств охлаждения.
Таким образом, предлагаемое катодное устройство, может обеспечить устойчивый слой застывшего электролита (гарнисажа) на внутренней поверхности бортовой футеровки катодного устройства при перегреве выше 25 °С и гарантировать стабильную и устойчивую работу алюминиевого электролизера. Так, например, тестовый образец работал при перегреве 40 °С, в летний период (это самые худшие условия) и на стенках был минимальный слой защитного гарнисажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2321682C2 |
| СПОСОБ КРЕПЛЕНИЯ РЕБЕР ОХЛАЖДЕНИЯ НА КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2007 |
|
RU2376402C2 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С УТЕПЛЕННОЙ БОРТОВОЙ ФУТЕРОВКОЙ | 2019 |
|
RU2714565C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2230834C1 |
| КАТОДНЫЙ КОЖУХ ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2006 |
|
RU2324009C2 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2308547C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2294404C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1998 |
|
RU2149924C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ КАТОДНОГО КОЖУХА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2318922C1 |
Изобретение относится к металлургии алюминия электролизом расплавленных солей, в частности к катодному устройству электролизера, и касается конструкции верхнего пояса продольных и торцевых стенок катодного кожуха. Катодное устройство электролизера для производства алюминия содержит металлическую ванну с днищем, силовые элементы, охватывающие продольные и торцевые стенки и днище ванны, с заключенной внутри него футеровкой и катодными блоками с катодными стержнями, образующие катод электролизера. На продольных и торцевых стенках металлической ванны в промежутках между силовыми элементами закреплены для теплоотвода пластинчатые и/или пальцевые ребра с развитой структурой, при этом в верхней части продольных и торцевых стенок металлической ванны установлен пояс для равномерного отвода тепла, выполненный из композиционного материала. Эффект охлаждения достигается за счет конвективного потока воздуха, обусловленного подъемной силой, возникающей в результате нагрева воздуха в межреберном пространстве на уровне расплава, и возникающей при этом разностью температур по высоте стенок катодного кожуха. Обеспечивается эффективный отвод тепла из электролизера к бортовым стенкам ванны и эффективное рассеяние тепловой энергии за счет конвективного теплообмена при протекании воздуха, обусловленном его нагревом в межреберном пространстве и разностью температур по высоте стенок ванны с обеспечением образования устойчивого слоя застывшего электролита (гарнисажа) на внутренней поверхности бортовой футеровки катодного устройства при перегреве выше 25 °С и стабильной и устойчивой работы алюминиевого электролизера. 9 з.п. ф-лы, 6 ил.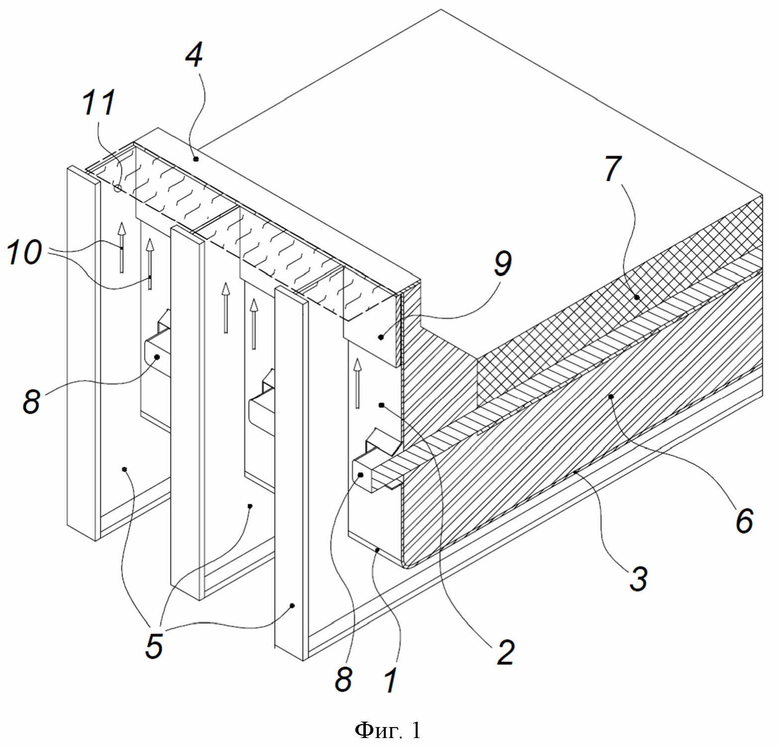
1. Катодное устройство электролизера для производства алюминия, содержащее металлическую ванну (1) с днищем (3), силовые элементы (5), охватывающие продольные и торцевые стенки (2) и днище ванны, с заключенной внутри него футеровкой (6) и катодными блоками (7) с катодными стержнями (8), образующие катод электролизера, отличающееся тем, что на продольных и торцевых стенках (2) металлической ванны (1) в промежутках между силовыми элементами (5) закреплены для теплоотвода пластинчатые (15) и/или пальцевые ребра (16) с развитой структурой, при этом в верхней части продольных и торцевых стенок (2) металлической ванны установлен пояс (9) для равномерного отвода тела, выполненный из композиционного материала.
2. Катодное устройство по п. 1, отличающееся тем, что композиционный материал пояса состоит по меньшей мере из двух металлических слоев, при этом высота пояса предпочтительно составляет 0,2-0,5 м.
3. Катодное устройство по п. 2, отличающееся тем, что верхний слой (13) композиционного материала пояса выполнен из металла с высокой теплопроводностью, предпочтительно выше 60 Вт/м⋅К.
4. Катодное устройство по п. 2 или 3, отличающееся тем, что верхний слой (13) композиционного материала пояса выполнен из алюминия или его сплавов.
5. Катодное устройство по п. 2 или 3, отличающееся тем, что верхний слой (13) композиционного материала пояса выполнен из меди или ее сплавов.
6. Катодное устройство по любому из пп. 2-5, отличающееся тем, что композиционный материал пояса выполнен посредством соединения металлических слоев методом сварки импульсом.
7. Катодное устройство по п. 2, отличающееся тем, что композиционный материал пояса содержит промежуточный слой (14), выполненный из титана.
8. Катодное устройство по п. 1, отличающееся тем, что над силовыми элементами (5) установлены регуляторы теплоотвода (17), предпочтительно выполненные в виде поворотных створок (18).
9. Катодное устройство по п. 1, отличающееся тем, что в промежутках между силовыми элементами (5) размещены приборы принудительного охлаждения, в частности вентиляторы.
10. Катодное устройство по п. 1, в котором пластинчатые (15) и/или пальцевые ребра (16) выполнены из материала с теплопроводностью выше 60 Вт/м⋅К.
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2321682C2 |
| Приспособление для подогрева подводимого в нефтяную топку паровоза воздуха | 1928 |
|
SU10167A1 |
| СПОСОБ И СИСТЕМА ОХЛАЖДЕНИЯ ЭЛЕКТРОЛИЗНОЙ ВАННЫ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2003 |
|
RU2324008C2 |
| US 20040149570 A1, 05.08.2004 | |||
| WO 2004007806 A3, 22.01.2004. | |||

