Настоящая заявка является частичным продолжением следующих заявок на патент США: 1) N 08/126319, поданной 24 сентября 1993 года, названной "Непрерывный способ производства основы жевательной резинки, использующий высоко дистрибутивное перемешивание"; 2) N 08/136589, поданной 14 октября 1993 года, названной "Непрерывный способ производства основы жевательной резинки, использующий элемент ограничения перемешивания", которая является частичным продолжением заявки N 08/126319; 3) N 08/141281, поданной 22 октября 1993 года, названной "Непрерывный способ производства основы жевательной резинки, использующий лопастное перемешивание"; 4) N 08/361759, поданной 22 декабря 1994 года, названной "Непрерывный способ производства жевательной резинки из концентрата основы", которая является частичным продолжением заявки N 08/305363, поданной 13 сентября 1994 года, названной "Полное производство жевательной резинки при использовании высоко эффективного процесса непрерывного перемешивания"; и 5) N 08/362254, поданной 22 декабря 1994 года, названной "Полное производство жевательной резинки при использовании высоко эффективного процесса непрерывного перемешивания", которая также является частичным продолжением заявки N 08/305363. Описание каждого из вышеуказанных документов включено в эту заявку ссылкой.
Настоящее изобретение относится к непрерывному способу получения основ жевательной резинки.
Основа жевательной резинки, как правило, содержит один или более эластомеров, один или более наполнителей, один или более растворителей эластомера, мягчители, необязательные пластичные полимеры и разнообразные красящие вещества, ароматизирующие вещества и антиоксиданты. Прежде всего из-за трудности плавления и равномерного диспергирования эластомеров среди других ингредиентов основы жевательной резинки, производство жевательной резинки до настоящего времени было, как правило, утомительным и трудоемким периодическим технологическим процессом. Например, в одном таком обычном технологическом процессе используют миксер периодического действия с S-образными лопастями с соотношением 2:1 скоростей передней и задней лопасти и максимальной температурой перемешивания приблизительно 80-125oC.
В процессе осуществления этого обычного технологического процесса исходные порции эластомера, растворителя эластомера и наполнителя вводят в нагреваемый миксер с S-образными лопастями и перемешивают до тех пор, пока эластомер не расплавится или станет пластичным, и как следует не перемешается с растворителем эластомера и наполнителями. После этого последовательно и поэтапно вводят остальные порции эластомера, растворителя эластомера и мягчителей, наполнителей и других ингредиентов, обеспечивая каждый раз полное перемешивание прежде, чем вводить новые порции ингредиентов. В зависимости от композиции конкретных основ жевательной резинки, в частности от содержания и типа эластомера, может потребоваться много терпения, чтобы гарантировать тщательное перемешивание каждого ингредиента. Для приготовления одной партии основы жевательной резинки при использовании обычного миксера с S-образными лопастями полное время перемешивания может составить от одного до четырех часов.
После перемешивания жидкая партия основы жевательной резинки должна быть выгружена из миксера в покрытые или облицованные кристаллизаторы или подана насосом в другое оборудование, например сборник или фильтрующее устройство, а затем экструдирована или вылита в формы, после чего ей дают возможность остыть и отвердеть прежде, чем она станет годной для использования в жевательной резинке. Эта дополнительная технологическая обработка и охлаждение требуют даже больше времени.
Для упрощения технологического процесса и уменьшения времени, требуемого для производства основы жевательной резинки, предпринимались различные попытки. В публикации N 0273809 европейского патента, выданного General Foods France, описан способ изготовления нелипкой основы жевательной резинки посредством смешивания вместе эластомера и наполнителя в промышленном миксере типа измельчителя для образования нелипкой предварительной смеси (премикса), разделения премикса на части и смешивания частей премикса и по меньшей мере одного другого компонента нелипкой основы жевательной резинки в порошковом миксере. В альтернативном варианте части премикса и другие компоненты основы могут быть введены в экструдер вместе с другими компонентами жевательное резинки для осуществления прямого производства жевательной резинки.
В публикации N 2635441 французского патента, также выданного General Foods France, описан способ изготовления концентрата основы жевательной, в котором использовали двухшнековый экструдер. Концентрат получали посредством смешивания высокомолекулярных эластомеров и пластификаторов в требуемых пропорциях и загрузки их в экструдер. Минеральные наполнители вводили в экструдер ниже по технологической цепочке от загрузочного отверстия для загрузки смеси эластомер/пластификатор. Полученный концентрат основы жевательной резинки имеет высокое содержание эластомеров. После этого концентрат может быть смешан с другими ингредиентами основы жевательной резинки для получения конечной жевательной резинки.
В патенте США N 3995064, выданном Эрготту и др., описан способ непрерывного производства основы жевательной резинки при использовании нескольких миксеров или одного, выполненного с возможностью изменения своих характеристик, миксера.
В патенте США N 4187320, выданном Коху и др., описан двухэтапный процесс получения основы жевательной резинки. На первом этапе вводили вместе и перемешивали при высокой скорости сдвига твердый эластомер, растворитель эластомера и маслянистый пластификатор. На втором этапе, в эту смесь вводили и подвергали перемешиванию при высокой скорости сдвига гидрофобный пластификатор, нетоксичный винильный полимер и эмульгатор.
В патенте США N 4305962, выданном Дель Ангелу, описана маточная смесь эластомер/смола, полученная посредством смешивания тонко измельченной этерифицированной древесной смолы с латексным эластомером для образования эмульсии, коагуляции эмульсии с помощью хлористого натрия и серной кислоты, отделения коагулированных твердых частиц от жидкой фазы, промывания твердых частиц и удаления избытка воды.
В патенте США N 4459311, выданном Де Тора и др., описано приготовление основы жевательной резинки при использовании двух отдельных миксеров - высокопроизводительного миксера для предварительной пластикации эластомера в присутствии наполнителя, предшествующего миксеру средней производительности, предназначенному для окончательного перемешивания всех компонентов основы жевательной резинки.
В патенте США N 4968511, выданном Д'Амелиа и др., описан способ изготовления жевательной резинки, представляющий собой одноэтапный процесс компаундирования (смешивания) (без приготовления промежуточной основы жевательной резинки), если в качестве эластомерной части использованы некоторые винильные полимеры.
В нескольких публикациях указано, что для получения конечного продукта жевательной резинки после отдельного процесса, предварительно используемого для приготовления основы жевательной резинки, может быть использован экструдер непрерывного действия. Эти публикации включают патент США N 5135760, выданный Дегейди и др., патент США N 5045325, выданный Леско и др., и патент США N 4555407, выданный Крамеру и др.
Тем не менее, несмотря на описанные выше усилия, сделанные на предшествующем уровне техники, в отрасли производства жевательной резинки существует потребность в непрерывном способе производства, который мог бы быть эффективно использован для получения множества различных конечных основ жевательной резинки без ограничения типом или содержанием используемого эластомера и без требующегося предварительного смешивания или другой предварительной обработки эластомера.
Непрерывные процессы производства основы жевательной резинки, хотя и желательны, но представляют ряд трудностей. Одна из них заключается в том, что оборудование непрерывного действия имеет данную продолжительность технологической обработки, установленную однажды для работы. Эта продолжительность на практике ограничена тем оборудованием, которое выпускается на производственной основе, и которая часто меньше, чем та, которая требуется с точки зрения изготовителя жевательной резинки. В результате этого непрерывные операции перемешивания имеют меньше степеней свободы, чем традиционные периодические процессы. Например, в периодическом процессе, если требуется более продолжительное перемешивание, то это просто осуществимо при непрерывном перемешивании. Однако время пребывания материала в миксере непрерывного действия является функцией рабочей скорости и скоростей загрузки. Вследствие этого для изменения времени перемешивания должны быть отрегулированы и приспособлены некоторые другие параметры. Кроме того, при использовании периодического процесса дополнительные ингредиенты могут быть введены в любое время. Миксеры, выпускаемые на промышленной основе, имеют ограниченное число загрузочных отверстий в заданных позициях. По этой причине дополнительные ингредиенты в процессе смешивания могут быть введены только в заранее установленных точках.
Кроме того, в миксерах периодического действия дисперсионное и дистрибутивное перемешивание может независимо изменяться и регулироваться. При использовании миксеров непрерывного действия изменение одного типа перемешивания очень часто окажет влияние на другие типы перемешивания. Чем больше объема машины используется для перемешивания при высокой скорости сдвига, тем меньший объем машины может быть использован для дистрибутивного перемешивания. Кроме того, если скорость перемешивания увеличивается, может выделяться теплота, величина которой может превысить пределы охлаждающих способностей оборудования.
Одна из характерных проблем, с которыми сталкиваются в процессе разработки непрерывных способов производства основы жевательной резинки, заключается в том, что свойства основы жевательной резинки, в частности мягкость жевания, является функцией ингредиентов основы жевательной резинки и режима перемешивания этих ингредиентов. Однако режим перемешивания является также функцией ингредиентов основы жевательной резинки, а также типа используемых перемешивающих элементов, температуры и вязкости ингредиентов и степени заполнения барабана миксера. Например, если в основе имеется высокое содержание наполнителя, то в миксере имеет место более агрессивное перемешивание, поскольку наполнитель действует как абразивный материал. И наоборот, если содержание наполнителя в основе жевательной резинки мало, перемешивание осуществляется менее агрессивно и не может обеспечивать достаточного дисперсионного перемешивания эластомера.
Было установлено, что одним из способов контроля процесса перемешивания, в частности во время дисперсионного перемешивания, где твердые эластомеры пластицируются, однако при обеспечении в то же самое время всех ингредиентов, требуемых для получения основы жевательной резинки, является введение наполнителя через множество загрузочных отверстий в процессе непрерывного перемешивания.
В одном аспекте настоящее изобретение обеспечивает способ непрерывного получения основы жевательной резинки, предусматривающий непрерывное введение ингредиентов основы жевательной резинки, включая твердый эластомер, наполнитель и один или более замасливателей, в миксер непрерывного действия с комбинированным использованием лопастей и штырей, имеющий множество пространственно разнесенных загрузочных отверстий, причем по меньшей мере часть твердого эластомера и часть наполнителя вводят в миксер через одно или более основных загрузочных отверстий, а часть наполнителя вводят в миксер через одно или более дополнительных загрузочных отверстий, расположенных ниже по технологической цепочке от основных загрузочных отверстий; непрерывное перемешивание ингредиентов основы жевательной резинки в миксере, получая в соответствии с этим основу жевательной резинки; и непрерывный выпуск основы жевательной резинки из миксера, продолжая в то же самое время введение и перемешивание ингредиентов основы жевательной резинки в миксере.
В другом аспекте настоящее изобретение обеспечивает способ непрерывного получения основы жевательной резинки, предусматривающий непрерывное введение ингредиентов основы жевательной резинки, включая твердый эластомер, наполнитель и один или более замасливателей, в миксер непрерывного действия, имеющий по меньшей мере одну зону дисперсионного перемешивания, по меньшей мере одну зону дистрибутивного перемешивания и множество пространственно разнесенных загрузочных отверстий, причем по меньшей мере часть твердого эластомера и часть наполнителя вводят в миксер через одно или более загрузочных отверстий, расположенных перед концом зоны дисперсионного перемешивания, а часть наполнителя вводят в миксер через одно или более загрузочных отверстий, расположенных ниже по технологической цепочке от зоны дисперсионного перемешивания и перед концом зоны дистрибутивного перемешивания, при этом отношение количества наполнителя, веденного перед концом зоны дисперсионного перемешивания к количеству наполнителя, введенного ниже по технологической цепочке от зоны дисперсионного перемешивания, оптимизируют так, чтобы основа жевательной резинки содержала требуемое количество наполнителя, а дисперсионное перемешивание было эффективным для адекватной пластификации твердого эластомера; непрерывное перемешивание ингредиентов основы жевательной резинки в миксере, получая в соответствии с этим основу жевательной резинки; и непрерывный выпуск основы жевательной резинки из миксера, продолжая в то же самое время введение и перемешивание ингредиентов основы жевательной резинки в миксере.
В третьем аспекте настоящее изобретение обеспечивает способ непрерывного получения основы жевательной резинки, в котором ингредиенты жевательной резинки, включая твердый эластомер, наполнитель и один или более замасливателей непрерывно вводят в миксер непрерывного действия и перемешивают в нем для получения основы (жевательной резинки), которую непрерывно выпускают из миксера, в то время как ингредиенты основы жевательной резинки продолжают вводить и перемешивать в миксере, и в котором миксер непрерывного действия имеет по меньшей мере одну зону дисперсионного перемешивания, по меньшей мере одну зону дистрибутивного перемешивания, расположенную ниже по технологической цепочке от зоны дисперсионного перемешивания, и множество пространственно разнесенных загрузочных отверстий, предусматривающий введение по меньшей мере части твердого эластомера, по меньшей мере части замасливателей и части наполнителя через одно или более загрузочных отверстий, расположенных перед концом зоны дисперсионного перемешивания; введение части наполнителя через одно или более загрузочных отверстий, расположенных ниже по технологической цепочке от зоны дисперсионного перемешивания и перед концом зоны дистрибутивного перемешивания; и оптимизацию отношения количества наполнителя, вводимого в каждом из этих мест так, чтобы получаемая основа жевательной резинки содержала требуемое количество наполнителя, а процесс перемешивания обеспечивал получение оптимальной структуры основы жевательной резинки.
В четвертом аспекте настоящее изобретение обеспечивает способ непрерывного получения основы жевательной резинки, предусматривающий непрерывное введение ингредиентов основы жевательной резинки, включая твердый эластомер, наполнитель и один или более замасливателей, в миксер непрерывного действия, имеющий множество пространственно разнесенных загрузочных отверстий, причем наполнитель вводят через множество загрузочных отверстий; регулирование температуры миксера так, чтобы в устойчивом режиме максимальная температура превышала 250oF (121,1oC); непрерывное перемешивание ингредиентов основы жевательной резинки в миксере, получая в соответствии с этим основу жевательной резинки; и непрерывный выпуск основы жевательной резинки из миксера, продолжая в то же самое время введение и перемешивание ингредиентов основы жевательной резинки в миксере.
Настоящее изобретение имеет множество преимуществ. Во-первых, основу жевательной резинки получают в течение осуществления непрерывного процесса. При необходимости выход этого процесса может быть использован для питания линии непрерывного действия для производства жевательной резинки или, если в первой части миксера может быть обеспечено достаточное перемешивание, то законченная жевательная резинка может быть получена в одном миксере. Во-вторых, среднее время пребывания ингредиентов основы жевательной резинки (в миксере) уменьшается с часов до минут. В-третьих, все необходимые введения и перемешивания могут быть выполнены последовательно при использовании предпочтительно одного смесителя непрерывного действия. В-четвертых, предпочтительный вариант воплощения обеспечивает улучшенное дозирование и перемешивание промежуточных ингредиентов и ингредиентов, обладающих низкой вязкостью, посредством введения этих ингредиентов под давлением в жидком состоянии. В-пятых, настоящее изобретение эффективно для широкого диапазона композиций основы жевательной резинки, включающих в себя различные эластомеры и процентные соотношения эластомеров, без необходимого предварительного смешивания или другой предварительной обработки эластомеров. В-шестых, основа жевательной резинки может быть приготовлена по требованию, исключая необходимость переоснащения производства. Это позволяет обеспечить максимальную технологическую гибкость для реакции на требования рынка и изменений композиции. В-седьмых, основы жевательной резинки высокого качества, включая основы с высоким содержанием жиров, масла и/или восков с низкой температурой размягчения, могут быть получены в процессе непрерывного производства.
Указанные выше и другие признаки и преимущества настоящего изобретения станут более очевидными из приведенного ниже подробного описания предпочтительных вариантов воплощения со ссылкой на сопроводительные примеры и чертежи:
Фиг. 1 - схематическое изображение двухшнекового экструдера, предназначенного для осуществления настоящего изобретения.
Фиг. 2 - набор сдвиговых дисков, используемых в экструдере, показанном на фиг. 1.
Фиг. 3 - набор зубчатых элементов, используемых в экструдере, показанном на фиг. 1.
Фиг. 4 - набор пластицирующих дисков, используемых в экструдере, показанном на фиг. 1.
Фиг. 5 - множество пластицирующих дисков, образующих спиральную конфигурацию сопряжения, для образования пластицирующих узлов.
Фиг. фиг. 6а-е - схематическое изображение последовательности состояний ингредиентов основы жевательной резинки в процессе перемешивания.
Фиг. 7 - изометрическое изображение одной плоской перемешивающей лопасти, используемой для осуществления другого варианта воплощения настоящего изобретения.
Фиг. 8 - вид перемешивающей лопасти, показанной на фиг. 7 ((прим.пер.), в оригинале текста описания на английском языке, вероятно, ошибочно указано "на фиг. 1"), сбоку.
Фиг. 9a - вид перемешивающей лопасти, иллюстрируемой на фиг. 7, показанной спереди в первом положении (повернутой на угол 0o).
Фиг. 9b - вид перемешивающей лопасти, иллюстрируемой на фиг. 7, показанной спереди во втором положении (повернутой против часовой стрелки на угол 45o).
Фиг. 9c - вид перемешивающей лопасти, иллюстрируемой на фиг. 7, показанной спереди в третьем положении (повернутой против часовой стрелки на угол 90o).
Фиг. 9d - вид перемешивающей лопасти, иллюстрируемой на фиг. 7, показанной спереди в четвертом положении (повернутой против часовой стрелки на угол 135o).
Фиг. 10a - изометрическое изображение подающего элемента (не элемента перемешивающей лопасти), используемого в зоне загрузки лопастного миксера.
Фиг. 10b - вид спереди подающего элемента, показанного на фиг. 10a.
Фиг. 11a - изометрическое изображение ускоряющей спиральной перемешивающей лопасти, которая может быть использована в лопастном миксере.
Фиг. 11b - вид спереди ускоряющей спиральной перемешивающей лопасти, показанной на фиг. 11a.
Фиг. 11c - схематическое изображение, построенное на основе вида сверху ускоряющей спиральной перемешивающей лопасти, иллюстрируемой на фиг. 11a, на котором показана только верхняя линия 92 пересечения, наложенная на нижнюю линию 90 пересечения, и реперная линия 91.
Фиг. 12a - изометрическое изображение замедляющей спиральной перемешивающей лопасти, которая может быть использована в лопастном миксере.
Фиг. 12b - вид спереди замедляющей спиральной перемешивающей лопасти, показанной на фиг. 11a.
Фиг. 12c - схематическое изображение, построенное на основе вида сверху спиральной замедляющей перемешивающей лопасти, иллюстрируемой на фиг. 12a, на котором показана только верхняя линия 92 пересечения, наложенная на нижнюю линию 90 пересечения, и реперная линия 91.
Фиг. 13 - изометрическое изображение всей лопастной перемешивающей конструкции лопастного миксера.
Фиг. 14 - схематическая иллюстрация барабана и питателя, которые могут быть использованы в связи с конструкцией лопастного миксера, показанной на фиг. 13.
Фиг. 15 - поперечный разрез, сделанный по линии 15-15, показанной на фиг. 14, иллюстрирующий соотношение между вращающимися лопастями и стенкой барабана.
Фиг. 16 - схематическая иллюстрация двух лопастных миксеров, установленных последовательно.
Фиг. 17 - частичное изометрическое изображение с пространственным разделением деталей миксера Басса (миксера с комбинированным использованием лопастей и штырей), применяемого при осуществлении другого варианта воплощения настоящего изобретения, иллюстрирующее перемешивающий барабан и перемешивающий шнек.
Фиг. 18a - изометрическое изображение шнекового элемента, используемого на входной стороне ограничительного кольца в миксере высокой производительности, показанном на фиг. 17.
Фиг. 18b - изометрическое изображение шнекового элемента, используемого на выходной стороне ограничительного кольца в миксере высокой производительности, показанном на фиг. 17.
Фиг. 18c - изометрическое изображение узла ограничительного кольца, используемого в миксере высокой производительности, показанном на фиг. 17.
Фиг. 19 - изометрическое изображение, на котором представлены относительные положения элементов, показанных на фиг. фиг. 18a-18c, в миксере высокой производительности, иллюсдарируемом на фиг. 17.
Фиг. 20 - изометрическое изображение шнекового элемента (используемого в миксере высокой производительности, иллюстрируемом на фиг. 17) для перемешивания при малой скорости сдвига.
Фиг. 21 - изометрическое изображение шнекового элемента (используемого в миксере высокой производительности, иллюстрируемом на фиг. 17) для перемешивания при высокой скорости сдвига.
Фиг. 22 - изометрическое изображение штыревого элемента барабана, используемого в миксере высокой производительности, иллюстрируемом на фиг. 17.
Фиг. 23 - принципиальная схема расположения перемешивающих штырей барабана и загрузочных отверстий для введения ингредиентов, используемого в миксере высокой производительности, иллюстрируемом на фиг. 17.
Фиг. 24 - принципиальная схема представленной предпочтительной перемешивающей шнековой конструкции, используемой в миксере высокой производительности, иллюстрируемом на фиг. 17.
Как указано выше, ингредиенты основы жевательной резинки играют важную роль как в процессе перемешивания ингредиентов основы жевательной резинки, так и в процессе формирования конечных свойств жевательной резинки, полученной из этой основы. В процессе приложения высокой скорости сдвига (дисперсионное перемешивание) наполнитель увеличивает скорость сдвига. Некоторые другие ингредиенты основы жевательной резинки действуют как замасливатели, уменьшающие скорость сдвига. Большинство растворителей эластомеров, мягкие эластомеры, пластичные полимеры и мягчители, как правило, действуют в качестве замасливателей в непрерывных процессах производства основы жевательной резинки. Некоторые замасливатели, например полиизобутилен и растворители эластомера, вызывают высвобождение эластомера в то время, как другие не способны смешиваться с эластомером и действуют только в качестве смазки в процессе операций перемешивания и обеспечения необходимой скорости сдвига.
Для получения оптимальной скорости сдвига в ограниченном объеме внутри миксеров непрерывного действия количество замасливателей, вводимых в миксер перед зоной дистрибутивного перемешивания, может очень часто быть меньше, чем количество замасливателей, требуемых в конечной основе жевательной резинки. Таким образом, способы, соответствующие настоящему изобретению, обеспечивают введение замасливателей через множество загрузочных отверстий так, чтобы требуемая величина скорости сдвига могла быть достигнута на ограниченном участке миксера, в то время как конечная основа жевательной резинки может содержать все ингредиенты (эластомер, наполнитель и замасливатели), требуемые с точки зрения обеспечения сенсорных характеристик и стоимости. Предпочтительно, чтобы часть замасливателей, вводимая перед дисперсионным перемешиванием, была бы способной действовать в качестве растворителя для твердого эластомера.
В одном варианте воплощения настоящего изобретения предпочтительно, если дисперсионное перемешивание имеет место на участке первых 40% длины барабана миксера непрерывного действия. По этой причине в одном варианте воплощения настоящего изобретения первую часть наполнителя вводили на участке первых 40% длины барабана, а вторую часть - на остальном участке (60%) длины барабана.
Настоящее изобретение подразумевает также способ оптимизации непрерывного процесса получения основы жевательной резинки путем регулирования отношения наполнителя, вводимого через разные загрузочные отверстия до тех пор, пока не будет достигнуто должное перемешивание. Например, в одной серии экспериментов одинаковые ингредиенты основы жевательной резинки вводили в одинаковых местах в миксере для каждой партии, за исключением того, что наполнитель был разделен в различных соотношениях, поскольку его вводили в двух разных точках миксера. Требуемое соотношение, которое приведет в результате к оптимальной технологической обработке, и диапазон соотношений, которые следует испытать, безусловно зависят от композиции основы жевательной резинки, типа используемого миксера и расположения перемешивающих элементов в миксере.
Основа жевательной резинки, полученная способом, соответствующим настоящему изобретению, будет аналогичной основам, полученным обычными способами, и может быть вследствие этого использована для производства обычных жевательных резинок, включая жевательные резинки, которые при жевании образуют пузыри, получаемые с помощью обычных способов. Эти способы производства хорошо известны и по этой причине не будут описываться в этой заявке. Безусловно, в специальных жевательных резинках, например в нелипкой жевательной резинке и в жевательной резинке, которая при жевании образует пузыри, будут использовать специальные ингредиенты. Однако эти ингредиенты основы жевательной резинки могут быть скомбинированы при использовании способов, описываемых в этой заявке.
В общем, композиция жевательной резинки, как правило, содержит водорастворимую объемную часть, водонерастворимую часть основы жевательной резинки и, как правило, водонерастворимые ароматизирующие вещества. Водорастворимая часть разрушается вместе с частью ароматизирующего вещества в процессе жевания жевательной резинки. Основа жевательной резинки сохраняется во рту в процессе жевания.
Водонерастворимая основа жевательной резинки, как правило, содержит эластомеры, растворители эластомеров, мягчители и неорганические наполнители. Также часто вводят пластичные полимеры, например поливинилацетат, которые ведут себя отчасти как пластификаторы. Другие пластичные полимеры, которые могут также быть использованы, включают в себя поливиниллаурат, поливиниловый спирт и поливинилпирролидон.
Эластомеры могут составлять от примерно 5 до приблизительно 95 масс. % основы жевательной резинки, предпочтительно - 10-70 масс. %, а предпочтительнее всего - 15-45 масс. %. Эластомеры могут включать в себя полиизобутилен, бутилкаучук (изобутиленизопреновый каучук, сополимер изобутилена и изопрена), бутадиен-стирольный каучук (сополимер стирола и бутадиена), изопреновый каучук и бутадиеновый каучук, а также натуральные каучуки, например высококонцентрированный или низкоконцентрированный латекс и гваюлу (прим. пер. каучуконосное растение), а также натуральные смолы, например, jelutong, lechi caspi, perillo, sorva, massaranduba balata, massaranduba chocolate, nispero, rosindinha, chicle, gutta hang kang и их смеси.
Эластомеры, используемые в основе жевательной резинки, могут быть отнесены к твердым эластомерам или мягким эластомерам. Твердые эластомеры, из которых чаще всего используют бутилкаучук и бутадиен-стирольный каучук, имеют, как правило, высокую молекулярную массу, обычно свыше 200000, определенную по методике Флори. Обычный бутилкаучук, используемый в основе жевательной резинки имеет молекулярную массу 400000, определенную по методике Флори. Твердые эластомеры - это такие эластомеры, которые для использования в основе жевательной резинки, требуют высоких скоростей сдвига и дисперсионного перемешивания. Твердые эластомеры, как правило, не растекаются при комнатной температуре, даже в течение длительных периодов времени и не способны перекачиваться даже будучи нагретыми до температур, непосредственно выше которых имеет место значительное разрушение.
Мягкие эластомеры имеют меньшую молекулярную массу, как правило, 100000, определенную по методике Флори. Полиизобутилен и полибутадиен являются типичными мягкими эластомерами. Типичный полиизобутилен, используемый в основе жевательной резинки, имеет молекулярную массу, приблизительно равную 53000, определенную по методике Флори. Мягкие эластомеры способны, как правило, перекачиваться при температурах, которые обычно используют для изготовления основы жевательной резинки, и будут растекаться при комнатной температуре, хотя часто очень медленно.
В дополнение к молекулярной массе, полученной по методике Флори, определяют молекулярную массу по методике Стодингера. Молекулярные массы, определенные по методике Стодингера, как правило, составляют 1/3 - 1/5 молекулярных масс, полученных по методике Флори. Например, полиизобутилен, имеющий молекулярную массу 53000, определенную по методике Флори, имеет молекулярную массу примерно 12000, определенную по методике Стодингера. Иногда не указывают средние значения молекулярной массы или метод измерения. В таких случаях, приведенные выше указания относительно функциональности эластомеров и как они смешиваются при получении основы жевательной резинки, могут быть использованы для классификации эластомера как твердого или мягкого.
Растворители эластомеров могут составлять от приблизительно 0 до примерно 75 мас.% основы жевательной резинки, предпочтительно - 5-45 мас.%, а предпочтительнее всего - 10-30 мас.%. Растворители эластомеров включают в себя натуральную этерифицированную канифоль, например этерифицированный глицерин древесной смолы, этерифицированный глицерин частично гидрогенизированной канифоли, этерифицированный глицерин полимеризованной канифоли, этерифицированный глицерин частично димеризованной канифоли, этерифицированный глицерин канифоли, этерифицированный пентаэритрит частично гидрогенизированной канифоли, метиловый и частично гидрогенизированный метиловый эфиры канифоли, этерифицированный пентаэритрит канифоли, этерифицированную смолу глицеролабиетата или их смеси. Растворители эластомеров включают в себя также синтетические вещества, например терпеновые смолы, производные от альфа-пинена, бета-пинена и/или d-лимонена.
Мягчители включают в себя масла, жиры, воски и эмульгаторы. Масла и жиры, иногда называемые пластификаторами, включают в себя твердый животный жир, полутвердый жир, гидрогенизированные и частично гидрогенизированные растительные масла, например соевое масло, хлопковое масло, пальмовое масло, косточковое пальмовое масло, кокосовое масло, подсолнечное масло, кукурузное масло, какао-масло и липиды, полученные из триглециридов жирных кислот. Обычно используемые воски включают в себя поливоск, парафин, микрокристаллический и натуральный воски, например канделилла, пчелиный воск и карнаубский воск. Парафины могут рассматриваться как пластификаторы. Микрокристаллические воски, особенно с высокой степенью кристалличности могут рассматриваться как загустители модификаторы структуры.
Эмульгаторы, которые также иногда обладают свойствами пластификаторов, включают в себя глицеролмоностеарат, лецитин, моно и диглицериды жирных кислот, глицеролмоностеарат, глицеролдистеарат, триацетин, ацетилированный моноглицерид и глицеролтриацетат.
Основа жевательной резинки содержит, как правило, наполнитель. Наполнителем может быть карбонат кальция, тальк, дикальцийфосфат и аналогичные вещества. Наполнитель может составлять от приблизительно 5 до примерно 60 мас.% основы жевательной резинки. Предпочтительно наполнитель составляет от 5 до 50 мас.% основы жевательной резинки.
Кроме того, основы жевательной резинки могут также содержать необязательные ингредиенты, например антиоксиданты, красящие вещества и ароматизирующие вещества.
Температуры, достигаемые в миксере, часто изменяются по длине миксера. Максимальная температура в зоне дисперсионного перемешивания, где расположены перемешивающие элементы, обеспечивающие высокую скорость сдвига, предпочтительно будет свыше 175oF (79,4oC), более предпочтительно - свыше 250oF (121,1oC), a предпочтительнее всего - свыше 300oF (148,9oC) и даже 350oF (176,7oC) для некоторых способов производства основы жевательной резинки.
Водонерастворимая основа жевательной резинки может составлять от приблизительно 5 до примерно 80 мас. % жевательной резинки. Болеет часто водонерастворимая основа жевательной резинки составляет 10-50 мас.% жевательной резинки, а чаще всего - от приблизительно 20 до примерно 35 мас. % жевательной резинки.
Водорастворимая часть жевательной резинки может содержать мягчители, подслащивающие наполнители, подслащивающие вещества высокой интенсивности, ароматизирующие вещества и их комбинации. Мягчители вводят в жевательную резинку для оптимизации ее способности жеваться и приятного ее ощущения во рту. Мягчители, которые также известны как пластификаторы или пластифицирующие вещества, как правило, составляют 0,5-15 мас.% жевательной резинки. Мягчители могут включать в себя глицерин, лецитин и их комбинации. В качестве мягчителей или связующих веществ в жевательной резинке могут быть также использованы водные растворы подслащивающего вещества, например водные растворы, содержащие сорбит, гидролизаты гидрогенизированного крахмала, кукурузный сироп и их комбинации.
Подслащивающие наполнители составляют 5-95 мас.% жевательной резинки, более часто - 20-80 мас.% жевательной резинки, а чаще всего - 30-60 мас. % жевательной резинки.
Подслащивающие наполнители могут включать в себя подслащивающие вещества и компоненты, содержащие и не содержащие сахар. Подслащивающие вещества, содержащие сахар, могут содержать компоненты, содержащие сахарид, которые могу включать в себя декстрозу, мальтозу, декстрин, сухой инвертный сахар, фруктозу, левулозу, галактозу, твердые частицы кукурузного сиропа и аналогичные вещества по отдельности или в комбинации. Подслащивающие вещества, не содержащие сахар, включают в себя компоненты, обладающие подслащивающими свойствами, но не содержащие обычно известных сахаров. Подслащивающие вещества, не содержащие сахар, включают в себя (без ограничения этими веществами) спирты сахара, например сорбит, маннит, ксилит, гидролизаты гидрогенизированного крахмала, мальтит или аналогичные вещества по отдельности или в комбинации.
Могут быть также представлены подслащивающие вещества высокой интенсивности, которые, как правило, используют с подслащивающими веществами, не содержащими сахара. Если используют подслащивающие вещества высокой интенсивности, то они, как правило, составляют 0,001-5 масс. % жевательной резинки, предпочтительно - 0,01-1 масс. % жевательной резинки. Как правило, подслащивающие вещества высокой интенсивности по меньшей мере в 20 раз слаще сахарозы. Они могут включать в себя (без ограничения этими веществами) сукралозу, аспартам, соли ацесульфама, алитам, сахарин и его соли, цикламиновую кислоту и ее соли, глицирризин, дигидрохалконы, тауматин, монеллин и аналогичные вещества по отдельности или в комбинацию.
В жевательной резинке могут быть использованы подслащивающие вещества, содержащие и/или не содержащие сахар. Подслащивающее вещество может также выполнять полностью или частично функцию водорастворимого наполнителя жевательной резинки. Кроме того, мягчитель может обеспечивать дополнительное подслащивание, например, с водными растворами сахара или альдита.
Ароматизирующее вещество должно быть, как правило, представлено в жевательной резинке в количестве приблизительно 0,1-15 мас.% жевательной резинки, предпочтительно - приблизительно 0,2-5 мас.% жевательной резинки, а предпочтительнее всего - 0,5-3 мас.% жевательной резинки. Ароматизирующие вещества должны включать в себя главным образом масла, синтетические ароматизирующие вещества или их смеси, включающие (но не ограниченные этими веществами) масла, полученные из растений и фруктов, например, цитрусовые масла, фруктовые эссенции, масло перечной мяты, масло кудрявой мяты, масла других видов мяты, гвоздичное масло, винтегриновое масло, анисовое масло и другие масла. Искусственные ароматизирующие вещества и компоненты могут также быть использованы в ароматизирующей составляющей, соответствующей настоящему изобретению. Натуральные и искусственные ароматизирующие вещества могут быть скомбинированы в любом приемлемом сенсорном сочетании.
В жевательную резинку могут быть также включены такие необязательные ингредиенты, как красящие вещества, эмульгаторы, фармацевтические вещества и дополнительные ароматизирующие вещества.
Предпочтительный способ, соответствующий настоящему изобретению, может быть осуществлен с помощью множества миксеров непрерывного действия. В некоторых вариантах воплощения настоящего изобретения более чем один миксер непрерывного действия будет соединен последовательно. В этих притязаниях термин "миксер непрерывного действия" означает один миксер или множество миксеров, соединенных последовательно. Ниже подробно описано и показано на прилагаемых чертежах три характерных типа миксеров непрерывного действия: двухшнековые экструдеры, лопастные миксеры и миксеры с комбинированным использованием лопастей и штырей, которые являются специализированными шнековыми экструдерами. Экструдеры являются предпочтительными для использования в настоящем изобретении, в частности миксер с комбинированным использованием лопастей и штырей.
А. Двухшнековые экструдеры
В одном варианте воплощения настоящее изобретение может быть осуществлено на двухшнековом экструдере, схематически иллюстрируемом на фиг. 1. Двухшнековый экструдер, используемый при практическом применении предпочтительного варианта воплощения настоящего изобретения, будет снабжен несколькими загрузочными отверстиями, через которые могут быть введены ингредиенты основы жевательной резинки. Шнеки внутри барабана экструдера оборудованы различными типами элементов вдоль длины шнеков. Различные зоны перемешивания, называемые иногда зонами технологической обработки, описаны в соответствии с типами элементов, используемых в этих зонах. Барабан, как правило, состоит из различных секций. Эти секции могут быть нагреваемыми или охлаждаемыми независимо от других секций. Таким образом, нагрев и охлаждение, как правило, осуществляют посредством области барабана экструдера, которая, как правило, совпадает с секциями барабана. Эти области нагрева или охлаждения могут совпадать или не совпадать с зонами технологической обработки в зависимости от длин секций барабана и элементов в зонах технологической обработки.
Хотя различные изготовители оборудования делают различные типы элементов, наиболее общими типами элементов являются транспортирующие элементы, сжимающие элементы, замедляющие элементы, гомогенизирующие элементы, например, сдвиговые диски и зубчатые элементы, а также пластицирующие диски и узлы. Транспортирующие элементы, как правило, имеют скребки, образующие спиральную конфигурацию вдоль этих элементов с широкими зазорами между спиралями. Эти элементы установлены у зон загрузочных отверстий для обеспечения быстрого перемещения материала в корпусе экструдера. Сжимающие элементы имеют скребки, которые установлены под углом, который уменьшается по мере перемещения материала вдоль скребков. Это приводит к сжатию и высокому давлению в прямом направлении, которое требуется для принудительного перемещения материала вниз по технологической цепочке и через другие элементы. Замедляющие элементы имеют скребки, которые расположены под углом, противоположным углам транспортирующих элементов. Скребки вращаются в направлении, которое будет заставлять материал перемещаться вверх по технологической цепочке. Эти элементы обеспечивают высокое давление в обратном направлении и уменьшают скорость перемещения металла через экструдер. Безусловно, что экструдируемый материал еще способен перемещаться вдоль скребков вниз по технологической цепочке через элементы, транспортирующие в обратном направлении. Аналогичный результат может быть получен с помощью спирального устройства пластицирующих узлов в обратном направлении.
Сдвиговые диски, как следует из их названия, прикладывают высокие сдвиговые усилия к материалу в экструдере, приводя к высоко дисперсионному перемешиванию. В двухшнековом экструдере сдвиговые диски, расположенные напротив друг друга на двух разных шнеках, имеют тесно пригнанные элементы диск/прорезь, как показано на фиг. 2. Зубчатые элементы, как показано на фиг. 3, имеют зубья (аналогичные зубьям зубчатых колес), расположенные против вала цилиндрического промежуточного кольца на другом шнеке. Зубчатые элементы обеспечивают высоко дистрибутивное перемешивание. Очень часто зубчатые элементы делают сопряженными с цилиндрической частью вала и зубчатой частью, выполненной как одна деталь. Пластицирующие диски, как показано на фиг. 4, имеют эллиптическую форму, обеспечивающую пластикацию материала, проходящего через экструдер. Очень часто множество пластицирующих дисков размещают рядом друг с другом, образуя спиральную конструкцию, как показано на фиг. 5, называемую пластицирующим узлом.
Высоко дистрибутивное перемешивание может быть также осуществлено с помощью замедляющих элементов, которые имеют части, отсутствующие в скребках, обеспечивая противопоток в направлении сжатия. Эти отсутствующие части могут быть устроены как канавка через скребки, прорезанная параллельно длине элемента. Пластицирующие узлы, следующие за замедляющими элементами, также позволяют увеличить противодавление, увеличивая высоко дистрибутивное перемешивание.
Элементы ограничения перемешивания производят высокое противодавление и некоторое перемешивание без чрезмерного ограничения производительности. По этой причине сопла или насадки не пригодны в качестве элементов ограничения перемешивания. Как указано выше, замедляющие элементы обеспечивают противодавление и являются, таким образом, элементами ограничения перемешивания. Сдвиговые диски, аналогичные дискам, показанным на фиг. 2, также производят высокое противодавление и представляют собой таким образом другой пример элемента ограничения перемешивания.
Высокое обратное давление важно для того, чтобы другие элементы, например элементы, которые производят высоко дистрибутивное или высоко дисперсионное перемешивание, были бы способны функционировать должным образом. Таким образом, в предпочтительном варианте воплощения настоящего изобретения элементы ограничения перемешивания используют после каждой зоны перемешивания. Предпочтительнее всего использовать элемент ограничения перемешивания непосредственно перед выходом основы жевательной резинки из экструдера.
Эти различные типы элементов и другие элементы, полезные для применения в двухшнековых экструдерах, хорошо известны из предшествующего уровня техники и выпускаются на промышленной основе. Такие элементы часто специально разрабатывают для различных типов общедоступных двухшнековых экструдеров, которые включают в себя двухшнековые экструдеры, имеющие шнеки с вращением в одну сторону и в противоположные стороны, а также шнеки, взаимно зацепляющиеся и тангенциальные двухшнековые экструдеры. Элементы, предназначенные для аналогичных функций, будут изменены по конструкции в зависимости от типа экструдера, для которого они предназначены.
Одним характерным типом элемента, предназначенным для специального семейства экструдеров, является многоугольный элемент, поставляемый Farrel Corporation, 25 Main Street, Ansonia, Conn. 06401 для одноточного двухшнекового экструдера Фаррел-Рокштедта. Предполагается, что указанные многоугольники обеспечивают дисперсионное перемешивание.
В предпочтительных вариантах воплощения настоящего изобретения дисперсионное перемешивание высвобождает эластомеры с минимальными разрушениями полимерных цепей. Таким образом, в то время как дисперсионное перемешивание будет неизбежно уменьшать молекулярную массу полимера, предпочтительно регулировать дисперсионное перемешивание для минимизации этого уменьшения молекулярной массы. Предпочтительно, чтобы средняя молекулярная масса не уменьшалась ниже средней молекулярной массы тех же полимеров, смешанных в основе жевательной резинки при использовании обычных способов.
Адекватное дисперсионное перемешивание обеспечит получение однородной, эластичной жидкости при отсутствии комков каучука. Однако, если имеется только несколько комков каучука, то они могут быть удалены или диспергированы в процессе последующих этапов перемешивания. Однако, если число комков чрезмерно или обрабатываемые эластомеры и наполнители образуют агломерацию или гранулированную массу, дисперсионного перемешивания будет недостаточно.
Дистрибутивного перемешивания должно быть достаточным для получения гомогенной основы жевательной резинки, а не материала, который выглядит запотевшим или который имеет крапчатую (под мрамор) структуру или структуру швейцарского сыра. В предпочтительном варианте воплощения высоко дистрибутивного перемешивания достаточно для введения мягчителей, в частности жиров, масел и восков, в той же самой степени, в которой их вводят в обычных производственных процессах основы жевательной резинки.
Как показано на фиг. 1, для практического применения предпочтительного варианта воплощения настоящего изобретения двухшнековый экструдер 10 имеет первое загрузочное отверстие 12, смежное первой зоне 21 технологической обработки, снабженной транспортирующими элементами 31, транспортирующими и сжимающими элементами 32 и сжимающими элементами 35. Вторая зона 23 технологической обработки оборудована комбинацией зубчатых элементов 33, аналогичных тем, которые показаны на фиг. 3, и несколькими наборами сдвиговых дисков 34, аналогичных тем, которые показаны на фиг. 2. В конце второй зоны 23 технологической обработки экструдер 10 имеет отверстие 16, которое соединено с источником вакуума (не показано). Третья зона 24 технологической обработки содержит дополнительные транспортирующие элементы 31, транспортирующие и сжимающие элементы 32 и сжимающие элементы 35. Второе загрузочное отверстие 13 предусмотрено в экструдере смежно этому второму набору транспортирующих элементов 31 для загрузки дополнительных ингредиентов основы жевательной резинки в третью зону 24 технологической обработки. Загрузочное отверстие 13 позволяет введение порошкообразных ингредиентов в третью зону 24 технологической обработки, а также жидких ингредиентов посредством насоса 41. Четвертая зона 25 технологической обработки оборудована пластицирующими дисками 36. В начале пятой зоны 26 технологической обработки двухшнековый экструдер 10 имеет другое загрузочное отверстие 15, соединенное с насосом 43, и загрузочное отверстие 14 в виде канала, соединенного с боковым питателем 42, который может быть одно- или двухшнековым экструдером или шестеренным насосом, который может создавать большое давление. Пятая зона 26 технологической обработки оборудована транспортирующими элементами 31, транспортирующими и сжимающими элементами 32 и сжимающими элементами 35, которые обеспечивают принудительную подачу ингредиентов основы жевательной резинки в шестую и конечную зону 28 технологической обработки. Зона 28 содержит два набора зубчатых элементов 33, за которыми следуют замедляющие элементы 39 и сдвиговые диски 34. После прохождения через сдвиговые диски 34 ингредиенты жевательной резинки выходят из экструдера 10.
Для некоторых случаев применения может оказаться предпочтительным подогревать некоторые из ингредиентов либо для их расплавления, либо для уменьшения их вязкости. Как показано на фиг. 1, экструдер 10 может быть оборудован обогреваемыми емкостями 44, 45, соединенными для этой цели с насосами 44 и 45 соответственно. Другое обычно используемое оборудование, например оборудование для текущего контроля температуры и нагрева или охлаждения экструдера, на фиг. 1 не показано. Это оборудование будет также содержать обычные взвешивающие и подающие устройства, предназначенные для непрерывного введения гранулированных или порошкообразных ингредиентов. Все ингредиенты предпочтительно вводят в экструдер посредством оборудования, которое отрегулировано для функционирования в устойчивом режиме; хотя в процессе запуска может оказаться предпочтительным начать подачу некоторых ингредиентов прежде других и подавать ингредиенты с различными скоростями, чем те, которые требуются при устойчивом режиме.
Очевидно, что на принципиальной схеме, приведенной на фиг. 1, показаны различные компоненты в их соответствующем порядке с точки зрения потока через экструдер 10. Как правило, шнеки установлены в горизонтальном положении бок о бок, а загрузочные отверстия, особенно те из них, которые открыты в атмосферу, аналогично загрузочным отверстиям 12 и 13, размещены вертикально над шнеками.
Хотя устройство, показанное на фиг. 1, является предпочтительным для характерных основ жевательной резинки, описанных в примерах, приведенных ниже, для других основ жевательной резинки могут оказаться предпочтительными другие устройства. На фиг. 1 показан экструдер с тремя общими областями ввода ингредиентов и шестью зонами технологической обработки. Для некоторых основ жевательной резинки могут быть использованы две, четыре или более областей загрузки ингредиентов с различным числом зон технологической обработки. На фиг. 1 показано также применение одного набора, причем каждый из них содержит длинные транспортирующие элементы 31, транспортирующие и сжимающие элементы 32 и сжимающие элементы 35 в первой зоне 21 технологической обработки, короткий набор транспортирующих и сжимающих элементов 32 в зонах 24 и 26, и короткий набор транспортирующих элементов 31 и сжимающих элементов 35 в зоне 26. На самом деле в этих зонах могут быть использованы один, два или более элементов различных типов и длин. На фиг. 1 также показан один набор зубчатых элементов 33 и три набора сдвиговых дисков 34 в зоне 23, но может быть использовано другое число этих или других элементов. Аналогичным образом в зонах 25 и 28 могут быть использованы различные типы элементов, которые обеспечивают осуществление дистрибутивного перемешивания в зависимости от ингредиентов основы жевательной резинки, перемешиваемых в этих зонах, и от типа используемого экструдера.
На фиг. 6a-6e представлено состояние различных ингредиентов основы жевательной резинки, когда они смешаны в основе жевательной резинки. Сначала на фиг. 6a показано, что высокомолекулярный (твердый) эластомер 51 и среднемолекулярный эластомер 52 представлены в виде гранул или частиц, в которых молекулы эластомера тесно связаны друг с другом. Наполнитель 53 представлен в порошковом виде, но он не может быть гомогенно перемешан с эластомерами 51 и 52. Растворитель 54 эластомера может быть представлен в виде капель. Когда начинается перемешивание, как показано на фиг. 6b, растворитель 54 начинает связываться с эластомерами 51 и 52. В присутствии наполнителя 53 растворителя 54 эластомера и при наличии нагрева гранулы начинают разделяться на отдельные молекулы эластомера. Наполнитель 53 также начинает более равномерно распределяться и может уменьшить размер своих частиц. По мере продолжения процесса, как показано на фиг. 6c, эластомеры 51 и 52 высвобождаются. Такое высвобождение имеет место в результате воздействия на эластомеры 51 и 52 высоко дисперсионного перемешивания.
После этого этапа как показано на фиг. 6d, могут быть введены ингредиенты малой вязкости, например поливинилацетат 55. Сначала этот материал также будет представлен в виде дискретных частиц или капель, когда расплавится. Дополнительное перемешивание и дополнительные введения ингредиентов, например восков 56 и эмульгаторов 57, приводит к дистрибутивному перемешиванию, как показано на фиг. 6e. Продолжение высоко дистрибутивного перемешивания позволяет получить основу жевательной резинки, в которой дискретные частицы или капли не ощутимы при жевании жевательной резинки.
Эластомер может быть введен в первое загрузочное отверстие 12 вместе с растворителем эластомера, например смолами, и наполнителем. Однако эластомеры особенно малой молекулярной массы могут быть по меньшей мере частично введены во второе загрузочное отверстие 13. Поливинилацетат может быть введен посредством порошкового питателя или одношнекового экструдера 42 или посредством двухшнекового экструдера или шестеренного насоса через загрузочный канал 14, в то время как расплавленные жиры, воски и масла вводят через последнее загрузочное отверстие 15. Это приведет к тому, что наполнитель, эластомер и некоторые замасливатели сначала подвергнутся высоко дисперсионному перемешиванию прежде чем будут введены ингредиенты малой вязкости. Зубчатые элементы 38, замедляющие элементы 39 и сдвиговые диски 34 ((прим. пер. ) в оригинале текста описания на английском языке, вероятно, ошибочно указано "сдвиговый диск 40") после загрузочного отверстия 15 приводят к высоко дистрибутивному перемешиванию всех ингредиентов основы жевательной резинки малой вязкости с другими ингредиентами жевательной резинки.
Предпочтительным небольшим экструдером является противоточный тангенциальный двухшнековый экструдер (с взаимным зацеплением шнеков) модели LSM 30.34 производства компании Leistritz, Nurenberg, Germany. Другие приемлемые двухшнековые экструдеры включают в себя Japan Steel Works Model TEX30HSS32.5PW-2V одноточного и противоточного двухшнекового экструдера (с взаимным зацеплением шнеков), известный так же как Davis Standart D-Tex Model, поставляемый Crompton & Knowles Corporation, #l Extrusion Dr., Pawcatuck, CT 06379, и любой из одноточных или противоточных двухшнековых экструдеров (с взаимным зацеплением), поставляемых из Werner & Pfleiderer Corporation, 663. E. Crescent Aye., Ramsey N.Y. 07446. Предпочтительно иметь большую длину барабана. Одноточный двухшнековый экструдер производства компании Werner & Pfleiderer может иметь отношение длины к диаметру (L/D), равное 48. Экструдер Japan Steel Works Model TEX30HSS32.5PW-2V может иметь L/D = 58.
Б. Лопастные миксеры
Другой тип миксеров непрерывного действия, который может быть использован для осуществления настоящего изобретения, является лопастным миксером. Перемешивающая лопасть 85, имеющая плоскую (не спиральную) конфигурацию, показана на фиг. 7-9. Термин "перемешивающая лопасть" определяется в этой заявке как четырехсторонний перемешивающий элемент, имеющий две плоские поверхности 86 и 87 и две вогнутые поверхности 88 и 89. Плоские поверхности параллельны друг другу и пересекают только вогнутые поверхности. Вогнутые поверхности противоположны друг другу и пересекаются друг с другом по двум линиям 90 и 92 ((прим.пер.) в оригинале текста описания на английской языке, вероятно, ошибочно написано "линиям 90 и 91"). Некруглое (предпочтительно квадратное) отверстие 94 проходит через центр каждой перемешивающей лопасти 85 в направлении, перпендикулярном плоским поверхностям 86 и 87, и пересекает обе плоские поверхности. Отверстия 94 предназначены для установки лопастей на вращающиеся валы в заданной последовательности, как показано на фиг. 13.
Из фиг. 9a-9d следует, что перемешивающие лопасти 85 могут быть установлены на валу при одном или разных поворотных углах относительно друг друга. Для целей приведенного ниже описания "первое положение" определено в соответствии с фиг. 9a как положение, в котором прямая линия, нанесенная на плоской поверхности 87 и пересекающая линии 90 и 92, совпадает с реперной линией (например, вертикальной линией). "Второе положение" определено в соответствии с фиг. 9b как положение, в котором прямая линия, нанесенная на плоскую поверхность 87 и пересекающая линии 90 и 92, отклонена на 45 градусов против часовой стрелки от реперной линии. "Третье положение" определено в соответствии с фиг. 9c как положение, в котором прямая линия, нанесенная на плоскую поверхность 87 и пересекающая линии 90 и 92, отклонена на 90 градусов против часовой стрелки от реперной линии. "Четвертное положение" определено в соответствии с фиг. 9d как положение, в котором прямая линия, нанесенная на плоскую поверхность 87 и пересекающая линии 90 и 92, отклонена на 135 градусов против часовой стрелки от реперной линии.
Поскольку лопасти 85, показанные на фиг. 9a-9d, являются симметричными, нет нужды в дополнительном определении относительных поворотных положений лопастей для углов 180, 225, 270 и 315 градусов от реперной линии. Например, лопасть, имеющая поворотное положение, соответствующее отклонению против часовой стрелки на 180 градусов, точно совпадает с лопастью, имеющей поворотный угол равный 0 градусов (фиг. 9a). Аналогичным образом лопасть, имеющая поворотный угол 225 градусов, точно совпадает с лопастью, имеющей поворотный угол 45 градусов (фиг. 9b); лопасть, имеющая поворотный угол 270 градусов, точно совпадает с лопастью, имеющей поворотный угол 90 градусов (фиг. 9c); лопасть, имеющая поворотный угол 315 градусов, точно совпадает с лопастью, имеющей поворотный угол 135 градусов (фиг. 9d).
Очевидно также, что в процессе функционирования лопастного миксера каждая перемешивающая лопасть 85 будет постоянно вращаться вследствие вращения валов, поддерживающих эти лопасти (фиг. 13). С целью описания перемешивающих лопастей в зависимости от относительных поворотных положений (то есть относительно друг друга), как описано выше, реперную линию следует считать вращающейся, когда лопасти вращаются. Например, если перемешивающие лопасти, показанные на фиг. 9a-9d, расположены последовательно на одном валу и если этот вал повернут на 90 градусов, то выбранная реперная линия, первоначально вертикальная, повернется в горизонтальное положение. Другими словами, относительные поворотные положения перемешивающих лопастей, показанных на фиг. 9a-9d, определенные соответственно как первое-второе-третье-четвертое, не будут изменяться в процессе функционирования лопастного миксера.
Из фиг. 10a и 10b следует, что способ, соответствующий настоящему изобретению, обеспечивает также применение неосновной части нелопастных элементов, известных как транспортирующие в прямом направлении или подающие элементы 50. Каждый подающий элемент 50 имеет плоскую переднюю поверхность 48, плоскую заднюю поверхность 49, параллельную передней поверхности, и некруглое (предпочтительно квадратное) отверстие 46, перпендикулярное передней и задней поверхностям и пересекающееся с ними. Однако в отличие от описанных выше перемешивающих лопастей подающие элементы не имеют двух вогнутых поверхностей, пересекающихся по двум линиям. Вместо этого каждый подающий элемент 50 имеет части, состоящие из двух спиральных каналов 47 и 59. Эти спиральные каналы лучше видны на фиг. 13, где множество подающих элементов 50 объединены в последовательность на вращающихся валах 110 для образования в миксере подающих зон. Первостепенной задачей подающих элементов 50 является транспортировка ингредиентов основы жевательной резинки вперед в области миксера, где имеет место лопастное перемешивание.
Из фиг. 11a и 11b следует, что в способе, соответствующем настоящему изобретению, может быть также использован тип перемешивающей лопасти, известной как ускоряющая спиральная лопасть 95. В процессе работы ускоряющая спиральная лопасть 95 немного ускоряет транспортировку при перемешивании ингредиентов основы жевательной резинки. Аналогично плоским перемешивающим лопастям 85 каждая ускоряющая спиральная лопасть 95 имеет две плоские поверхности и две вогнутые поверхности 88 и 89. Плоские поверхности параллельны друг другу и пересекают только вогнутые поверхности. Вогнутые поверхности противоположны друг другу и пересекаются по двум линиям 90 и 92. И в этом случае некруглое (предпочтительно квадратное) отверстие 94 проходит через центр каждой перемешивающей лопасти 95 и пересекает обе плоские поверхности.
Различие между ускоряющей спиральной лопастью 95 и плоской перемешивающей лопастью 85 заключается в том, что в плоской перемешивающей лопасти 85 линии 90 и 92 (определяющие пересечения вогнутых поверхностей 88 и 89) параллельны друг другу, как показано на фиг. 8. В ускоряющей спиральной лопасти линия 90 повернута против часовой стрелки относительно линии 92, так что эти линии больше не параллельны, как показано на фиг. 11b. Аналогичным образом линия 92 повернута по часовой стрелке относительно линии 90. Влияние этого поворота заключается в изгибе вогнутых поверхностей 88 и 89, так что эти поверхности имеют плавную спиральную конфигурацию.
Из фиг. 12a и 12b следует, что в способе, соответствующем настоящему изобретению, может быть также использован тип перемешивающей лопасти, известный как замедляющая спиральная лопасть 96. В процессе работы замедляющая спиральная лопасть 96 обеспечивает некоторое замедление движения вперед ингредиентов основы жевательной резинки при перемешивании ингредиентов. Это приводит к локальной более высокой степени заполнения миксера и небольшому увеличению давления в окрестности замедляющей спиральной лопасти 96.
Замедляющая спиральная лопасть 96 имеет ту же конфигурацию, что ускоряющая спиральная лопасть 95, описанная выше, за исключением того, что линии 90 и 92 (определяющие пересечения вогнутых поверхностей 88 и 89) повернуты в противоположных направлениях. Из фиг 12a следует, что линия 90 повернута относительно линии 92 по часовой стрелке, а линия 92 повернута относительно линии 90 против часовой стрелки. Эффект этого поворота заключается в изгибе вогнутых поверхностей 88 и 89, так что эти поверхности имеют плавную обратную спиральную конфигурацию.
Степень поворота линий 90 и 92 для ускоряющей и замедляющей лопастей 95 и 96 может быть описана со ссылкой на фиг. 11c и 12c. На фиг. 11c и на фиг. 12c показаны только линии 90 и 92 спиральных лопастей на виде сверху, наложенные друг на друга. Показана также реперная линия 91, иллюстрирующая положения линий 90 и 92, если отсутствует поворот, как в плоской лопасти 85.
Из фиг. 11c следует, что угол "a" представляет собой угол поворота против часовой стрелки линии 90 в ускоряющей спиральной лопасти 95. Угол "a" должен иметь величину между приблизительно 5 и примерно 30 градусами, предпочтительно приблизительно 10-18 градусов, а предпочтительнее всего примерно 13 градусов 53 минуты 50 секунд. Угол "b" представляет собой угол поворота против часовой стрелки линии 92 в ускоряющей спиральной лопасти 95. Угол "b" должен иметь величину между приблизительно 5 и примерно 30 градусами, предпочтительно приблизительно 10-18 градусов, а предпочтительнее всего примерно 13 градусов 53 минуты 50 секунд.
Из фиг. 12c следует, что угол "a" представляет собой угол поворота против часовой стрелки линии 90 в замедляющей спиральной лопасти 96. Угол "a" должен иметь величину между приблизительно 5 и примерно 30 градусами, предпочтительно приблизительно 10-18 градусов, а предпочтительнее всего примерно 13 градусов 53 минуты 50 секунд. Угол "b" представляет собой угол поворота против часовой стрелки линии 92 в замедляющей спиральной лопасти 96. Угол "b" должен иметь величину между приблизительно 5 и примерно 30 градусами, предпочтительно приблизительно 10-18 градусов, а предпочтительнее всего примерно 13 градусов 53 минуты 50 секунд.
Как показано на фиг. 13, перемешивающие лопасти и подающие элементы установлены на двух параллельных валах 110 в заданной конфигурации. В показанном варианте воплощения для пятидюймового (127 мм) миксера каждый из валов 110 имеет активную длину 36 дюймов (914,4 мм) и квадратную площадь поперечного сечения 1,375 дюйма (34,9 мм) х 1,375 дюйма (34,9 мм) (1,891 кв.дюймов (1218 кв.мм)). Параллельные валы 110 разнесены на расстояние 3,5 дюйма (88,9 мм) (между центрами). Валы 110 установлены с возможностью одноточного вращения (вращения в одном направлении) внутри барабана перемешивания. Каждый из валов 110 поддерживает идентичное устройство перемешивающих лопастей и подающих элементов. Перемешивающие лопасти и подающие элементы на смежных валах могут находиться во взаимном зацеплении, как показано на фиг. 13, но не касаться друг друга, когда валы вращаются.
Каждый из валов 110 имеет достаточно большую длину, чтобы вмещать тридцать шесть дюймов (914,4 мм) элементов, причем каждый имеет длину один дюйм (25,4 мм), максимальный диаметр 4,874 дюйма (123,8 мм) и минимальный диаметр 2 дюйма (50,8 мм). Два или более однодюймовых (25,4 мм) элементов могут быть объединены для получения более длинных элементов без влияния на функционирование. Например, подающие элементы 50 часто имеют длину 2 дюйма (50,8 мм). Для целей настоящего изобретения большая часть каждого вала должна быть покрыта перемешивающими лопастями. Как правило, по меньшей мере приблизительно 40% каждого вала должна быть покрыта перемешивающими лопастями. Предпочтительно по меньшей мере приблизительно 50% каждого вала покрыта перемешивающими лопастями, а предпочтительнее всего - по меньшей мере 60%. Большинство перемешивающих лопастей должно быть плоскими перемешивающими лопастями, расположенными против ускоряющих или замедляющих спиральных лопастей. В варианте воплощения, показанном на фиг. 13,67% длины вала покрыто перемешивающими лопастями (24 элемента длиной 1 дюйм (25,4 мм)) и 33% длины вала покрыто подающими элементами (6 элементов длиной 2 дюйма (50,8 мм)).
Конструкция 102 миксера, показанная на фиг. 13, содержит две зоны 125 и 135 загрузки и две зоны 130 и 150 перемешивающих лопастей. В приведенной ниже таблице 1 описана характерная конструкция миксера.
В таблице 1 и других таблицах использованы следующие аббревиатуры:
FC - подающий транспортирующий элемент (причем каждый занимает две однодюймовые (25,4 мм) позиции),
FP - плоская перемешивающая лопасть (причем каждая занимает однодюймовую (25,4 мм) позицию),
FH - ускоряющая спиральная перемешивающая лопасть (причем каждая занимает однодюймовую (25,4 мм) позицию),
RH - замедляющая спиральная перемешивающая лопасть (причем каждая занимает одну однодюймовую (25,4 мм) позицию).
Использование двух или более зон загрузки и двух или более зон перемешивания в конструкции 102 миксера позволяет последовательное введение и перемешивание различных ингредиентов основы жевательной резинки. Например, обладающая высокой вязкостью часть, содержащая эластомер, наполнитель и смолу или поливинилацетат, может непрерывно подаваться в первую зону 125 загрузки, показанную на фиг. 13. Затем эти ингредиенты могут быть тщательно перемешаны в первой зоне 130 лопастного перемешивания перед введением дополнительных ингредиентов. Часть, обладающая малой вязкостью и содержащая воски (когда их используют), жиры, масла, красящие вещества и дополнительную смолу или поливинилацетат, может непрерывно подаваться во вторую зону 135 загрузки. Затем все ингредиенты основы жевательной резинки могут быть тщательно перемешаны во второй зоне 150 лопастного перемешивания.
Конструкция 102 миксера, показанная на фиг. 13, на практике окружена одним или более сегментами барабана, проходящими вдоль длины конструкции 102 миксера. На фиг. 14 схематически показан типовой барабан 105, окружающий конструкцию 102 миксера. Электродвигатель 101 приводит во вращение валы 110, которые поддерживают элементы миксера. Ингредиенты основы жевательной резинки подают в барабан 105 через каналы 103 и 123 загрузки. Для обеспечения гарантии гомогенности основу жевательной резинки оставляют в миксере в течение достаточного времени, например порядка 20-30 минут, и выпускают через выпускное сопло 155. Барабан 105 может быть нагреваемым или охлаждаемым. Нагрев может быть осуществлен с помощью горячей воды или пара, подаваемых в рубашку, окружающую барабан (не показано). Охлаждение может быть осуществлено посредством подачи охлаждающей воды в рубашку, окружающую барабан 105. Могут быть также использованы другие методы нагрева и охлаждения. Как правило, для предотвращения перегрева и разрушения основы жевательной резинки нагрев осуществляют при запуске, а охлаждение - на последних стадиях.
Необходимые нагрев и охлаждение барабана должны осуществляться в процессе перемешивания ингредиентов жевательной резинки для поддержания температур продукта на выходе приблизительно 90-150oC, а предпочтительно 100-135oC.
На фиг. 15 показан разрез барабана 105, на котором показано, как лопастной миксер способен функционировать при более длительном пребывании материала в миксере по сравнению с обычным двухшнековым экструдером. Как показано на фиг. 15, стенка 116 барабана имеет форму двух пересекающихся цилиндров, причем каждый цилиндр имеет диаметр, который больше самого большого диаметра перемешивающей лопасти 85, установленной в нем. Такая конструкция барабана напоминает конструкцию стандартного двухшнекового экструдера. Однако в отличие от шнеков двухшнекового экструдера лопасти 85 не так заполняют пространство, ограниченное стенкой 116 барабана.
Перемешивающие лопасти 85 имеют, как правило, жесткий допуск со стенкой 116 барабана и с другими элементами в окрестности линий 90 и 92, где пересекаются вогнутые поверхности. Для лопастей 85, имеющих большой диаметр 4,875 дюйма (123,8 мм), самый жесткий допуск между каждой лопастью и стенкой 116 барабана может иметь порядок величины 0,048-0,078 дюйма (1,2-2 мм), а самый жесткий допуск между двумя лопастями - порядка 0,06-0,09 дюйма (1,5-2,3 мм). Однако в стороне от линий 90 и 92 расстояние между каждой лопастью 85 и стенкой 116 барабана намного больше. Вследствие уникальной конструкции лопастей 85 процент пространства барабана, занимаемого лопастями 85 намного меньше, чем в обычных двухшнековых экструдерах. Давление в лопастных миксерах должно также оставаться ниже примерно 50 фунт на квадратный дюйм (345 кПа), предпочтительно ниже приблизительно 20 фунт на квадратный дюйм (138 кПа), если процент занимаемого лопастями пространства больше по сравнению с другими элементами. Каждая лопасть 85 на виде спереди, как показано на фиг. 15, имеет ширину меньшую высоты. Предпочтительно, чтобы отношение высоты к ширине для каждой перемешивающей лопасти было более 1,5:1. Предпочтительнее всего, если отношение высоты к ширине для каждой перемешивающей лопасти более 2:1.
Большая величина доступного пространства барабана также позволяет использовать способ, соответствующий настоящему изобретению, при большом времени пребывания материала в лопастных миксерах. Высокая доля перемешивающих лопастей, главным образом плоских лопастей, также делает вклад в увеличение времени пребывания материала и в уменьшение давления. Среднее время пребывания материала в лопастном миксере должно составлять по меньшей мере приблизительно 10 минут, предпочтительно более 15 минут, а предпочтительнее всего более 20 минут.
Остальные рабочие параметры, например число оборотов миксера, скорости загрузки, производительность и так далее, изменяются в зависимости от размера миксера и от особенностей композиции основы жевательной резинки. Выпускаемым на промышленной основе лопастным миксером, пригодным для осуществления настоящего изобретения, является Teledyne Readco Continuous Processor, поставляемый из Teledyne Readco in York, Pensylvania. Такие лопастные миксеры выпускают на промышленной основе в широком ассортименте с разными размерами. Диаметры лопастей для миксеров различных размеров находятся в диапазоне 2-24 дюйма (50,8-609,6 мм), а отношение длины миксера к диаметру (L/D) - от 4:1 до 14:1. Для целей настоящего изобретения максимальный диаметр лопасти составляет приблизительно 2-5 дюймов (50,8-127 мм), а L/D - предпочтительно примерно 7:1. Для получения в конечном счете гомогенной основы жевательной резинки необходимо соответственно выбирать конструкцию и технологические параметры лопастного миксера.
В особенно предпочтительном варианте воплощения два или более лопастных миксера могут быть установлены последовательно так, как это иллюстрируется на фиг. 16. Применение двух соединенных последовательно миксеров позволяет увеличить технологическую гибкость в отношении загрузки различных ингредиентов основы жевательной резинки через различные загрузочные отверстия, расположенные в разных местах. Комбинация эластомера, наполнителя и смолы может непрерывно подаваться через канал 103 загрузки в барабан 105 первого миксера. Эти материалы перемешиваются в первом миксере, после чего через канал 123 загрузки в первый миксер может быть введена дополнительная смола. Комбинированные ингредиенты смешиваются в первом миксере и покидают первый миксер через выход 155, после чего их немедленно подают в барабан 205 второго миксера 208 (приводимого в действие посредством электродвигателя 201) через канал 203 загрузки. Поливинил ацетат также может непрерывно подаваться в барабан 205 из бункера 207 посредством транспортера 209 загрузки и канала 203 загрузки.
Дополнительные ингредиенты, например, воски или масла, могут нагнетаться во второй миксер из емкостей 211 и 231 загрузки посредством насосов 213 и 233. Часть ингредиентов может быть введена в канал 204 загрузки, расположенный ниже по технологической цепочке. После того, как все компоненты перемешаны, основу жевательной резинки выгружают из второго миксера через выход 255. Для достижения хорошей дисперсии ингредиентов и широкого множества продуктов основы жевательной резинки может быть использовано широкое множество различных устройств для загрузки и перемешивания с применением двух или более лопастных миксеров, соединенных последовательно.
Помимо описанных выше лопастей могут быть использованы различные перемешивающие лопасти, выпускаемые на промышленной основе различными компаниями, занятыми производством экструдеров. Лопасти, часто называемые пластицирующими элементами, должны давать эффект перемешивания в экструдере. Лопасти могут быть двухсторонними, трехсторонними или многосторонними.
Лопастной миксер, который может быть назван смесителем, имеет характеристики, которые отличаются от характеристик типового экструдера даже при использовании того же оборудования. Различие между экструдером и смесителем заключается в отношении лопастей или пластицирующих элементов к транспортирующим элементам. Транспортирующие элементы и сжимающие элементы заставляют экструдер увеличивать давление. Лопасти или пластицирующие элементы сильно не увеличивают давления в экструдере, таким образом, имеет место больше перемешивания при низком давлении. Если экструдер содержит по меньшей мере 40% пластицирующих элементов, то давление может составлять приблизительно 1/5-1/10 от давления типового экструдера, в котором используют больше транспортирующих и сжимающих элементов.
Почти все экструдеры могут быть использованы как смесители. Однако смесители, которые имеют малое отношение L/D (приблизительно от 3:1 до 20:1) не могут, как правило, быть использованы в качестве экструдеров высокого давления. Смесители с низким отношением L/D имеют также меньшую длину
эффективного вала и могут потребовать больше лопастей или пластицирующих элементов по сравнению с транспортирующими элементами. Для этого типа смесителя перемешивающие лопасти должны занимать по меньшей мере 50%, а предпочтительно по меньшей мере 60% вала. И наоборот, для экструдера, имеющего L/D приблизительно от 20/1 до 40/1, необходимо, чтобы только 40% вала было занято перемешивающими лопастями или пластицирующими элементами.
Одним из основных преимуществ предпочтительного варианта воплощения лопастного миксера, описанного выше, является то, что время пребывания материала в миксере намного больше, чем в типовых экструдерах. Многие экструдеры обеспечивают время пребывания менее 2 мин или даже менее 1 мин. Однако в описанном выше предпочтительном лопастном миксере может быть достигнуто время пребывания материала в миксере, составляющее по меньшей мере 10 мин, а предпочтительно по меньшей мере 15-20 мин.
В. Миксеры с комбинированным использованием лопастей и штырей
Способ, соответствующий настоящему изобретению, может быть также выгодно осуществлен при использовании миксера непрерывного действия, перемешивающий шнек которого состоит главным образом из точно установленных перемешивающих элементов при только небольшой доле простых транспортирующих элементов. Пример предпочтительного миксера с комбинированным использованием лопастей и штырей иллюстрируется на фиг. 17. Этот миксер может быть использован для получения не только основы жевательной резинки, но всей композиции жевательной резинки. В миксерах с комбинированным использованием лопастей и штырей применяют сочетание вращающихся лопастей (миксера) избранной конструкции и неподвижных штырей барабана для обеспечения эффективного перемешивания на протяжении относительно короткого расстояния. Месильная машина Басса, производства Buss AG, Switzeland, и поставляемая компанией Buss America, находящейся в Блумингдейле, Иллинойс, является миксером с комбинированным использованием лопастей и штырей, выпускаемым на промышленной основе.
Из фиг. 17 следует, что представленный предпочтительный вариант воплощения миксера 100 с комбинированным использованием лопастей и штырей содержит один перемешивающий шнек 120, вращающийся внутри барабана 140, который в процессе работы, как правило, закрыт и полностью окружает перемешивающий шнек 120. Перемешивающий шнек 120 содержит, как правило, цилиндрический вал 122 и три ряда перемешивающих лопастей 124, равномерно разнесенных вокруг вала 122 шнека (причем на фиг. 17 ((прим. пер.) в оригинале текста описания на английском языке, вероятно, ошибочно написано "на фиг. 1") видно только два ряда). Перемешивающие лопасти 124 выступают в радиальном направлении наружу из вала 122, причем каждая лопасть напоминает лезвие топора.
Перемешивающий барабан 140 содержит внутреннюю поверхность 142 барабана, которая, как правило, имеет цилиндрическую форму, когда барабан 140 закрыт вокруг шнека 120 во время работы миксера 100. Три ряда неподвижных штырей 144 расположены равномерно разнесенными вокруг вала 122 шнека и выступают в радиальном направлении внутрь из внутренней поверхности 142 барабана. Штыри 144, как правило, имеют цилиндрическую форму и могут иметь скругленные или скошенные концы 146.
Перемешивающий шнек 120 с лопастями 124 вращается внутри барабана 140, будучи приводимым в действие электродвигателем (не показан), выполненным с возможностью изменения скорости. В процессе вращения перемешивающий шнек 120 также перемещается взад и вперед в аксиальном направлении, создавая комбинацию поворотного и аксиального перемешивания, которая являются очень эффективной. В процессе перемешивания перемешивающие лопасти 124 непрерывно проходят между неподвижными штырями 144, хотя лопасти и штыри никогда не соприкасаются друг с другом. Радиальные края 126 лопастей 124 также никогда не соприкасаются с внутренней поверхностью 142 барабана, а концы 146 штырей 144 никогда не соприкасаются с валом 122 перемешивающего шнека.
На фиг. 18-22 иллюстрируются различные шнековые элементы, которые могут быть использованы для создания перемешивающего шнека 120, предназначенного для оптимального применения. На фиг. 18a и фиг. 18b иллюстрируются шнековые элементы 60 и 61, которые используют в связи с узлом ограничительного кольца. Каждый шнековый элемент 60 и 61 имеет цилиндрическую наружную поверхность 62, лопасти 64, выступающие наружу из поверхности 62, и внутреннее отверстие 66 со шпоночной канавкой 68 для установки на валу и для контактного взаимодействия с этим валом перемешивающего шнека (не показано). Второй шнековый элемент 61 имеет длину, приблизительно в два раза большую, чем у первого шнекового элемента 60.
На фиг. 18c иллюстрируется узел 70 ограничительного кольца, который используется для создания обратного давления в выбранных местах вдоль перемешивающего шнека 120. Узел 70 ограничительного кольца состоит из двух половин 77 и 79, установленных на внутренней поверхности 142 барабана, которые вступают в контактное взаимодействие в процессе применения для образования замкнутого кольца. Узел 70 ограничительного кольца содержит круглый наружный обод 72 и внутреннее кольцо 74, расположенное под углом к отверстию 76 во внутреннем кольце, которое, как показано, принимает, но не касается шнековых элементы 60 и 61, устанавливаемых на валу шнека. Монтажные отверстия 75 в поверхности 72 обеих половин узла 70 ограничительного кольца используют для монтажа половин на внутреннюю поверхность 142 барабана.
На фиг. 19 иллюстрируется соотношение между узлом 70 ограничительного кольца и шнековыми элементами 60 и 61 во время работы. Когда перемешивающий шнек 120 вращается внутри барабана 140 и совершает возвратно-поступательное движение в осевом направлении, зазоры между шнековыми элементами 60 и 61 и внутренним кольцом 74 обеспечивают элементарные средства для прохождения материала от одной стороны узла 70 ограничительного кольца к другой. Шнековый элемент 60 на входной стороне узла ограничительного кольца содержит модифицированную лопасть 67, обеспечивающую зазор внутреннего кольца 74. Другой шнековый элемент 61 размещен, как правило, на выходной стороне узла 70 ограничительного кольца и имеет концевую опасть (не видна), которая перемещается вблизи противоположной поверхности внутреннего кольца 74 и протирает ее.
Зазоры между наружными поверхностями 62 шнековых элементов 60 и 61 и внутренним кольцом узла 70 ограничительного кольца, которые могут изменяться, предпочтительно имеют порядок величины 1-5 мм и в большой степени определяют, как сильно увеличится давление в области узла 70 ограничительного кольца, расположенной выше по технологической цепочке, в процессе работы миксера 100. Необходимо отметить, что шнековый элемент 60, расположенный выше по технологической цепочке, имеет L/D приблизительно 1/3, а шнековый элемент 61, расположенный ниже по технологической цепочке, имеет L/D примерно 2/3, что приводит к совокупному L/D, равному приблизительно 1,0 для шнековых элементов. Узел 70 ограничительного кольца имеет меньшую величину L/D, равную приблизительно 0,45, которая соответствует L/D шнековых элементов 60 и 61, которые вступают в контактное взаимодействие друг с другом, но не соприкасаются с узлом ограничительного кольца.
На фиг. 20 и фиг. 21 иллюстрируются перемешивающие или пластицирующие элементы, которые выполняют большую часть работы по перемешиванию. Основное отличие между элементом 80 (показанным на фиг. 20) для перемешивания при малой скорости сдвига и элементом 78 (показанным на фиг. 21) для перемешивания при высокой скорости сдвига является размер перемешивающих лопастей, которые выступают наружу на этих перемешивающих элементах. Как следует из фиг. 21, перемешивающие лопасти 83 (обеспечивающие более высокие скорости сдвига), которые выступают наружу из поверхности 81, больше и толще перемешивающих лопастей 84 (обеспечивающих более низкие скорости сдвига), выступающих наружу из поверхности 82, как показано на фиг. 20. Для каждого из перемешивающих элементов 80 и 78 перемешивающие лопасти расположены в три, разнесенных по периферии ряда, как описано выше с ссылкой на фиг. 17. Применение более толстых перемешивающих лопастей 83, показанных на фиг. 21, означает, что эти лопасти находятся на более коротком осевом расстоянии, а также то, что между лопастями 83 и неподвижными штырями 144 меньше зазор, когда шнек 120 вращается и совершает возвратно-поступательное движение в осевом направлении (фиг. 17). Уменьшение зазора вызывает соответствующее увеличение скорости сдвига в окрестности перемешивающих элементов 78. На фиг. 22 иллюстрируется один неподвижный штырь 144, отделенный от барабана 140. Штырь 144 имеет основание 145 с резьбой, которое дает возможность крепления в выбранных местах вдоль внутренней поверхности 142 барабана. Возможно также выполнять некоторые из штырей 144 с каналами для нагнетания жидкости, обеспечивая эти штыри соответствующими центральными отверстиями.
На фиг. 23 приведено схематическое изображение, показывающее представленную предпочтительную конструкцию барабана, иллюстрирующее предпочтительное расположение штырей 144 барабана. На фиг. 24 приведено соответствующее схематическое изображение, иллюстрирующее предпочтительную конструкцию перемешивающего шнека. Миксер 200, предпочтительная конструкция которого иллюстрируется на фиг. 23 и фиг. 24, имеет общее активное отношение L/D, равное приблизительно 19.
Миксер 200 имеет первую зону 210 загрузки и пять зон 220, 230, 240, 250 и 260 перемешивания. Зоны 220, 230, 240, 250 и 260 имеют пять, возможно больших, каналов 212, 232, 242, 252 и 262 загрузки соответственно, которые могут быть использованы для введения основных (например, твердых) ингредиентов в миксер 200. Зоны 240 и 260 также имеют пять меньших каналов 241, 143, 261, 263 и 264 для нагнетания жидкости, которые используют для введения жидких ингредиентов. Каналы 241, 243, 261, 263 и 264 для нагнетания жидкости содержат специальные штыри 144 барабана, образованные с полыми центрами, как описано выше.
Из фиг. 23 следует, что штыри 144 барабана предпочтительно представлены в большинстве мест или во всех доступных местах, как показано во всех зонах.
Из фиг. 24 следует, что представленная предпочтительная конструкция перемешивающего шнека 120 для большинства жевательных резинок иллюстрируется следующим образом. Зона 210, которая является первой зоной загрузки, снабжена элементами для перемешивания при малой скорости сдвига, имеющими L/D в диапазоне 1-1/3, например, как элемент 40, показанный на фиг. 4. L/D первой зоны 210 загрузки не считается частью всего перемешивающего L/D 19, как описано выше, поскольку ее целью является лишь транспортировка ингредиентов в зоны перемешивания.
Первая зона 220 перемешивания состоит, слева направо (фиг. 24) из двух элементов 80 (фиг. 20) для перемешивания при малой скорости сдвига, за которыми следуют два элемента 78 (фиг. 21) для перемешивания при высокой скорости сдвига. Два элемента для перемешивания при малой скорости сдвига обеспечивают приблизительно 1-1/3 L/D перемешивания, а два элемента для перемешивания при высокой скорости сдвига обеспечивают 1-1/3 L/D перемешивания. Зона 220 имеет совокупное L/D приблизительно 3,0, включая концевую часть, покрытую 57 мм узлом 70 ограничительного кольца с взаимодействующими шнековыми элементами 60 и 61 (показанными на фиг. 24 не отдельно).
Узел 70 ограничительного кольца с взаимодействующими шнековыми элементами 60 и 61, охватывающий конец первой зоны 220 перемешивания и начало второй зоны 230 перемешивания, имеет совокупное L/D приблизительно 1,0, частью которого находится во второй зоне 230 перемешивания. Затем зона 230 состоит слева направо из трех элементов 80 для перемешивания при малой скорости сдвига и 1,5 элементов 78 для перемешивания при высокой скорости сдвига. Три элемента для перемешивания при малой скорости сдвига обеспечивают приблизительно 2,0 L/D перемешивания, а 1,5 элемента для перемешивания при высокой скорости сдвига обеспечивают приблизительно 1,0 L/D перемешивания. Зона 230 имеет совокупное L/D перемешивания приблизительно 4,0.
Первый 60 мм узел 70 ограничительного кольца с взаимодействующими шнековыми элементами 60 и 61, имеющими L/D приблизительно 1,0, охватывает конец второй зоны 230 перемешивания и начало третьей зоны 240 перемешивания. После этого зона 240 состоит слева направо из 4,5 элементов 78 для перемешивания при высокой скорости сдвига, обеспечивающих L/D перемешивания приблизительно 3,0. Зона 240 имеет также совокупное L/D перемешивания приблизительно 4,0.
Другой 60 мм узел 70 ограничительного кольца с взаимодействующими шнековыми элементами, имеющими L/D приблизительно 1,0, охватывает конец третьей зоны 240 перемешивания и начало четвертой зоны 240 перемешивания. После этого остальная часть четвертой зоны 250 перемешивания и пятая зона 250 перемешивания состоят из одиннадцати элементов 80 для перемешивания при малой скорости сдвига, обеспечивающих L/D перемешивания приблизительно 7,5. Зона 250 имеет совокупное L/D перемешивания приблизительно 4,0 и зона 260 имеет совокупное L/D перемешивания приблизительно 4,0.
Примеры 1-3. Непрерывное производство жевательной резинки.
При получении основы жевательной резинки в миксере с комбинированным использованием лопастей и штырей было установлено, что в одном миксере можно получить конечную жевательную резинку. Ниже описаны общие операции получения основы жевательной резинки в соответствии с настоящим изобретением и затем приготовления из нее жевательной резинки. Для осуществления полного процесса производства жевательной резинки при применении предпочтительного миксера 200 (фиг. 17) с комбинированным использованием лопастей и штырей выгодно поддерживать скорость вращения перемешивающего шнека 120, равную приблизительно менее 150 об/мин, а предпочтительно менее примерно 100 об/мин. Температуру миксера также предпочтительно оптимизировали так, чтобы температура основы жевательной резинки составляла приблизительно 130oF (54,4oC) или менее при встрече с другими ингредиентами жевательной резинки, а температура жевательной резинки составляла 130oF (54,4oC) или менее (предпочтительно 125oF (51,7oC) или менее) на ее выходе из миксера. Такая оптимизация жевательной резинки может быть частично осуществлена посредством избирательного нагрева и/или водяного охлаждения секций барабана, окружающих зоны 220, 230, 240, 250 и 260 перемешивания (фиг. 23).
Для производства основы жевательной резинки может быть выполнена следующая предпочтительная процедура. Эластомер, наполнитель и по меньшей мере часть растворителя эластомера вводят в первое большое загрузочное отверстие 212, расположенное в зоне 210 загрузки миксера 200, и подвергают высоко дисперсионному перемешиванию в первой зоне 220 перемешивания при транспортировке в направлении стрелки 122. Остальной растворитель эластомера (если он имеется) и поливинилацетат вводят во второе большое загрузочное отверстие 232 во второй зоне 230 перемешивания и в этой зоне ингредиенты подвергают более дистрибутивному перемешиванию.
Жиры, масла, воски, эмульгаторы, красящие вещества и антиоксиданты вводят в отверстия 241 и 243 для нагнетания жидкости в третью зону 240 перемешивания и эти ингредиенты подвергают дистрибутивному перемешиванию в зоне 240 перемешивания при транспортировке в направлении стрелки 122. В этом месте производство основы жевательной резинки должно быть завершено и основа жевательной резинки должна покинуть третью зону 240 перемешивания как по существу гомогенная, не содержащая комков, смесь однородного цвета.
Четвертую зону 250 перемешивания используют прежде всего для охлаждения основы жевательной резинки, хотя может быть осуществлено введение не основных ингредиентов. После этого для получения конечной жевательной резинки в пятую зону 260 перемешивания могут быть введены глицерин, кукурузный сироп, другие подслащивающие наполнители, подслащивающие вещества высокой интенсивности и ароматизирующие вещества, и эти ингредиенты подвергают дистрибутивному перемешиванию. Если жевательная резинка не должна содержать сахара, то кукурузный сироп может быть заменен гидрогенизированным гидролизатом крахмала или раствором сорбита, а сахара - порошкообразными альдитами.
Глицерин предпочтительно вводят в первое отверстие 261 (для нагнетания жидкости) в пятую зону 260 перемешивания. Твердые ингредиенты (подслащивающие наполнители, инкапсулированные подслащивающие вещества высокой интенсивности и так далее) вводят в большое загрузочное отверстие 262. Сиропы (кукурузный сироп, гидрогенизированный гидролизат крахмала, раствор сорбита и так далее) вводят в следующее отверстие 263 для нагнетания жидкости, а ароматизирующие вещества вводят в последнее отверстие 264 для нагнетания жидкости. В альтернативном варианте ароматизирующие вещества могут быть введены в отверстия 261 и 263 для способствования пластикации основы жевательной резинки, уменьшая в соответствии с этим температуру и крутящий момент, прикладываемый к шнеку. Это может позволить увеличить число оборотов миксера в минуту и производительность.
Ингредиенты жевательной резинки смешивают до гомогенной массы в виде непрерывной струи или "нити". Непрерывная струя или нить может быть уложена на движущийся транспортер для перемещения к формовочной станции, где жевательной резинке придают требуемую форму прессованием на плитки и нарезанием на бруски. Поскольку весь процесс производства жевательной резинки объединен в одном миксере непрерывного действия, продукт имеет меньше отклонений, чище и более стабилен вследствие более простых механических и термических воздействий.
Приведенные ниже примеры 1-3 были получены при использовании месильной машины Басса, имеющей диаметр 100 мм шнека миксера в предпочтительной конфигурации, которая была описана выше (если нет дополнительных указаний), имеющей также пять зон перемешивания, общее L/D перемешивания 19 и исходное L/D транспортировки 1- 1/3. Конечную смесь выпускали (из месильной машины) в виде непрерывной нити.
Жидкие ингредиенты вводили посредством объемных насосов в большие загрузочные отверстия и/или небольшие отверстия для введения жидких ингредиентов, расположенные, как правило, так, как описано выше (если нет дополнительных указаний). Эти насосы имели адекватные размеры и регулировки для получения требуемых скоростей загрузки.
Сухие ингредиенты вводили посредством гравиметрических шнековых питателей в большие загрузочные отверстия, расположенные так, как описано выше. И в этом случае для достижения требуемых скоростей загрузки питатели имели адекватные размеры и регулировки.
Регулирование температуры осуществляли посредством жидкостей, циркулирующих через рубашки, окружающие каждую зону перемешивания и находящиеся внутри перемешивающего шнека. Если температуры не превышали 200oF (93,3oC), то использовали охлаждающую воду, при более высоких температурах использовали охлаждающее масло. Там, где требовалась охлаждающая вода, использовали водопроводную воду (имеющую, как правило, температуру приблизительно 57oF (13,9oC)) без дополнительного охлаждения.
Температуры жидкости и смеси регистрировали. Для каждой зоны перемешивания, соответствующие зонам 220, 230, 240, 250 и 260, иллюстрируемым на фиг. 23 и фиг. 24, указываемым ниже как Z1, Z2, Z3, Z4 и Z5 соответственно, были заданы температуры жидкости. Были заданы также температуры жидкости для перемешивающего шнека 120, указываемые ниже как S1.
Фактические температуры смеси регистрировали вблизи выходного конца зон 220, 230, 240 и 250 перемешивания; вблизи середину зоны 260 перемешивания; и вблизи конца зоны 260 перемешивания. Эти температуры смеси указаны ниже как температуры T1, T2, T3, T4, T5 и T6 соответственно. На фактическую температуру смеси оказывали влияние температуры циркулирующей жидкости, свойства теплообмена смеси и окружающего барабана и механический нагрев, имеющий место в процессе перемешивания, и часто фактические температуры отличались от заданных температур вследствие дополнительных факторов.
Все ингредиенты вводили в миксер непрерывного действия при температуре окружающей среды (приблизительно 77oF (25oC)), если нет других указаний.
Пример 1. Разделение наполнителя в пропорции 25/75 мас.%
Этот пример иллюстрирует получение основы жевательной резинки, применяемой для приготовления сахарсодержащей жевательной резинки с ароматом перечной мяты. Смесь 40,854 мас.% мелко измельченного сополимера изобутилена и изопрена, 21,176 мас.% низкомолекулярной терпеновой смолы, 21,358 мас.% высокомолекулярной терпеновой смолы и 16,612 мас.% мелко измельченного карбоната кальция вводили в первое большое загрузочное отверстие 212 расходом 21,3 фунт/ч (9,67 кг/ч).
Смесь 6,172 мас. % высокомолекулярного поливинилацетата, 49,363 мас.% низкомолекулярного поливинилацетата, 5,790 мас.% высокомолекулярной терпеновой смолы, 5,790 мас.% низкомолекулярной терпеновой смолы, 31,496 мас.% мелко измельченного карбоната кальция и 1,390 мас.% красящего вещества вводили с расходом 20,6 фунт/ч (9,35 кг/ч) во второе большое загрузочное отверстие 232. Полиизобутилен (подогретый до температуры 250oF (121,1oC)) также вводили во второе большое загрузочное отверстие с расходом 3,5 фунт/ч (1,59 кг/ч).
Смесь жиров (подогретую до температуры 225oF (107,2oC) вводили в зону 240 при общем расходе 14,16 фунт/ч (6,43 кг/ч). Эта смесь жиров состояла из 37,0 мас. % гидрогенизированного хлопкового масла, 22 мас.% гидрогенизированного соевого масла, 15 мас.% частично гидрогенизированного хлопкового масла, 23 мас.% глицеролмоностеарата, 2,4 мас.% соевого лецитина и 0,12 мас. % 2,6-ди-трет-бутил-п-крезола.
Глицерин нагнетали в зону 260 с расходом 3,87 фунт/ч (17,57 кг/ч). Смесь 85 мас.% сахарозы и 15 мас.% моногидрата декстрозы вводили в большое загрузочное отверстие 262 с расходом 203,1 фунт/ч (92,2 кг/ч). Кукурузный сироп (при температуре 100oF (37,8oC)) нагнетали в зону 260 с расходом 30,0 фунт/ч (13,62 кг/ч). Аромат перечной мяты нагнетали в зону 260 с расходом 3,0 фунт/ч (1,36 кг/ч).
В температурных зонах Z1-Z5 были заданы температуры 350oF (176,7oC), 350oF (176,7oC), 100oF (37,8oC), 55oF (12,8oC) и 55oF (12,8oC) соответственно, а температура (S1) шнека была задана равной 100oF (37,8). Измеренные температуры T1-T6 составляли 322oF (161,1oC), 289oF (142,8oC), 161oF (71,7oC), 118oF (47,8oC), 109oF (42,8oC) и 89oF (31,7oC) соответственно. Скорость вращения шнека была задана равной 60 об/мин.
Температура жевательной резинки на выходе составляла 122oF (50oC).
Пример 2. Разделение наполнителя в пропорции 50/50 мас.%
Этот пример иллюстрирует получение основы жевательной резинки, применяемой для приготовления сахарсодержащей жевательной резинки с ароматом перечной мяты. Смесь 35,089 мас.% мелко измельченного сополимера изобутилена и изопрена, 18,188 мас.% низкомолекулярной терпеновой смолы, 18,344 мас.% высокомолекулярной терпеновой смолы и 28,379 мас.% мелко измельченного карбоната кальция вводили в первое большое загрузочное отверстие 212 с расходом 18,8 фунт/ч (8,54 кг/ч).
Смесь 6,899 мас. % высокомолекулярного поливинилацетата, 55,177 мас.% низкомолекулярного поливинилацетата, 6,472 мас.% высокомолекулярной терпеновой смолы, 6,472 мас.% низкомолекулярной терпеновой смолы, 23,427 мас.% мелко измельченного карбоната кальция и 1,553 мас.% красящего вещества вводили с расходом 22,24 фунт/ч (10,1 кг/ч) во второе большое загрузочное отверстие 232. Полиизобутилен (подогретый до температуры 250oF (121,1oC)) также вводили во второе большое загрузочное отверстие с расходом 23,0 фунт/ч (10,44 кг/ч).
Смесь жиров (подогретую до температуры 225oF (107,2oC)) вводили в зону 240 при общем расходе 14,16 фунт/ч (6,43 кг/ч). Эта смесь жиров состояла из 37,0 мас. % гидрогенизированного хлопкового масла, 22 мас.% гидрогенизированного соевого масла, 15 мас.% частично гидрогенизированного хлопкового масла, 23 мас.% глицеролмоностеарата, 2,4 мас.% соевого лецитина и 0,12 мас. % 2,6-ди-трет-бутил-п-крезола.
Глицерин нагнетали в зону 260 с расходом 3,87 фунт/ч (1,76 кг/ч). Смесь 85 мас.% сахарозы и 15 мас.% моногидрата декстрозы вводили в большое загрузочное отверстие 262 с расходом 203,1 фунт/ч (92,2 кг/ч). Кукурузный сироп (при температуре 100oF (37,8oC)) нагнетали в зону 260 с расходом 30,0 фунт/ч (13,62 кг/ч). Аромат перечной мяты нагнетали в зону 260 с расходом 3,0 фунт/ч (1,36 кг/ч).
В температурных зонах Z1-Z5 были заданы температуры 350oF (176,7oC), 350oF (176,7oC), 100oF (37,8oC), 55oF (12,8oC) и 55oF (12,8oC) соответственно, а температура (S1) шнека была задана равной 100oF (37,8oC). Измеренные температуры T1-T6 составляли 323oF (161,7oC), 290oF (143,3oC), 162oF (72,2oC), 115oF (46,1oC), 107oF (41,8oC) и 89oF (31,7oC, соответственно. Скорость вращения шнека была задана равной 60 об/мин.
Температура жевательной резинки на выходе составляла 122oF (50oC).
Пример 3. Разделение наполнителя пропорции 75/25 мас.%
Этот пример иллюстрирует получение основы жевательной резинки, применяемой для приготовления сахарсодержащей жевательной резинки с ароматом перечной мяты. Смесь 30,708 мас.% мелко измельченного сополимера изобутилена и изопрена, 15,917 мас.% низкомолекулярной терпеновой смолы, 16,054 мас.% высокомолекулярной терпеновой смолы и 37,322 мас.% мелко измельченного карбоната кальция вводили в первое большое загрузочное отверстие 212 с расходом 16,3 фунт/ч (7,4 кг/ч).
Смесь 7,808 мас. % высокомолекулярного поливинилацетата, 62,452 мас.% низкомолекулярного поливинилацетата, 7,325 мас.% высокомолекулярной терпеновой смолы, 7,325 мас.% низкомолекулярной терпеновой смолы, 13,331 мас.% мелко измельченного карбоната кальция и 1,758 мас.% красящего вещества вводили с расходом 22,24 фунт/ч (10,1 кг/ч) во второе большое загрузочное отверстие 232. Полиизобутилен (подогретый до температуры 250oF (121,1oC)) также вводили во второе большое загрузочное отверстие с расходом 26,1 фунт/ч (11,85 кг/ч).
Смесь жиров (подогретую до температуры 225oF (107,2oC)) вводили в зону 240 при общем расходе 14,16 фунт/ч (6,43 кг/ч). Эта смесь жиров состояла из 37,0 мас. % гидрогенизированного хлопкового масла, 22 мас.% гидрогенизированного соевого масла, 15 мас.% частично гидрогенизированного хлопкового масла, 23 мас.% глицеролмоностеарата, 2,4 мас.% соевого лецитина и 0,12 мас. % 2,6-ди-трет-бутил-п-крезола.
Глицерин нагнетали в зону 260 с расходом 3,87 фунт/ч (1,76 кг/ч). Смесь 85 мас.% сахарозы и 15 мас.% моногидрата декстрозы вводили в большое загрузочное отверстие 262 с расходом 203,1 фунт/ч (92,2 кг/ч). Кукурузный сироп (при температуре 100oF (37,8oC)) нагнетали в зону 260 с расходом 30,0 фунт/ч (13,62 кг/ч). Аромат перечной мяты нагнетали в зону 260 с расходом 3,0 фунт/ч (1,362 кг/ч).
В температурных зонах Z1-Z5 были заданы температуры 350oF (176,7oC), 350oF (176,7oC), 100oF (37,8oC), 55oF (12,8oC) и 55oF (12,8oC) соответственно, а температура (S1) шнека была задана равной 100oF (37,8oC). Измеренные температуры T1-T6 составляли 322oF (161,1oC), 286oF (141,1oC), 161oF (71,7oC), 116oF (46,7oC), 107oF (41,7oC) и 88oF (31,1oC) соответственно. Скорость вращения шнека была задана равной 60 об/мин.
Температура жевательной резинки на выходе составляла 124oF (51,1oC).
Сравнительный пример. Вводили 100 мас.% наполнителя в загрузочное отверстие 232
Этот сравнительный пример иллюстрирует получение основы жевательной резинки, применяемой для приготовления сахарсодержащей жевательной резинки с ароматом перечной мяты. Смесь 48,493 мас.% мелко измельченного сополимера изобутилена и изопрена, 25,394 мас.% низкомолекулярной терпеновой смолы и 25,613 мас. % высокомолекулярной терпеновой смолы вводили в первое большое загрузочное отверстие 212 с расходом 24,4 фунт/ч (11,08 кг/ч).
Смесь 5,588 мас. % высокомолекулярного поливинилацетата, 44,690 мас.% низкомолекулярного поливинилацетата, 5,242 мас.% высокомолекулярной терпеновой смолы, 5,242 мас.% низкомолекулярной терпеновой смолы, 37,981 мас.% мелко измельченного карбоната кальция и 1,258 мас.% красящего вещества вводили с расходом 22,24 фунт/ч (10,1 кг/ч) во второе большое загрузочное отверстие 232. Полиизобутилен (подогретый до температуры 250oF (121,1oC)) также вводили во второе большое загрузочное отверстие с расходом 17,7 фунт/ч (8,04 кг/ч).
Смесь жиров (подогретую до температуры 225oF (107,2oC)) вводили в зону 240 при общем расходе 14,16 фунт/ч (6,43 кг/ч). Эта смесь жиров состояла из 37,0 мас. % гидрогенизированного хлопкового масла, 22 мас.% гидрогенизированного соевого масла, 15 мас.% частично гидрогенизированного хлопкового масла, 23 мас.% глицеролмоностеарата, 2,4 мас.% соевого лецитина и 0,12 мас. % 2,6-ди-трет-бутил-п-крезола.
Глицерин нагнетали в зону 260 с расходом 3,87 фунт/ч (1,76 кг/ч). Смесь 85 мас.% сахарозы и 15 мас.% моногидрата декстрозы вводили в большое загрузочное отверстие 260 с расходом 203,1 фунт/ч (92,2 кг/ч). Кукурузный сироп (при температуре 100oF (37,8oC)) нагнетали в зону 260 с расходом 30,0 фунт/ч (13,62). Аромат перечной мяты нагнетали в зону 260 с расходом 3,0 фунт/ч (1,362 кг/ч).
В температурных зонах Z1-Z5 были заданы температуры 350oF (176,7oC), 350oF (176,7oC), 100oF (37,8oC), 55oF (12,8oC) и 55oF (12,8oC) соответственно, а температура (S1) шнека была задана равной 100oF (37,8oC). Измеренные температуры T1-T6 составляли 333oF (167,2oC), 292oF (144,4oC), 162oF (72,2oC), 118oF (47,8oC), 110oF (43,3oC) и 90oF (32,2oC) соответственно.
Скорость вращения шнека была задана равной 60 об/мин.
Температура жевательной резинки на выходе составляла 121oF (49,4oC).
Очевидно, что способы настоящего изобретения могут иметь множество вариантов воплощения, из которых в этой заявке описаны и проиллюстрированы только несколько. Настоящее изобретение может быть реализовано в других формах без отклонения от объема и содержания. Очевидно, что введение некоторых других ингредиентов, технологических операций, материалов или компонентов особенно не повлияет на настоящее изобретение. Однако описанные варианты воплощения должны во всех отношениях рассматриваться только как иллюстративные, а не как ограничительные, и по этой причине объем настоящего изобретения раскрыт посредством прилагаемой формулы изобретения, а не посредством приведенного выше описания. Этот объем охватывает все возможные изменения, которые могут быть сделаны в пределах настоящего изобретения.
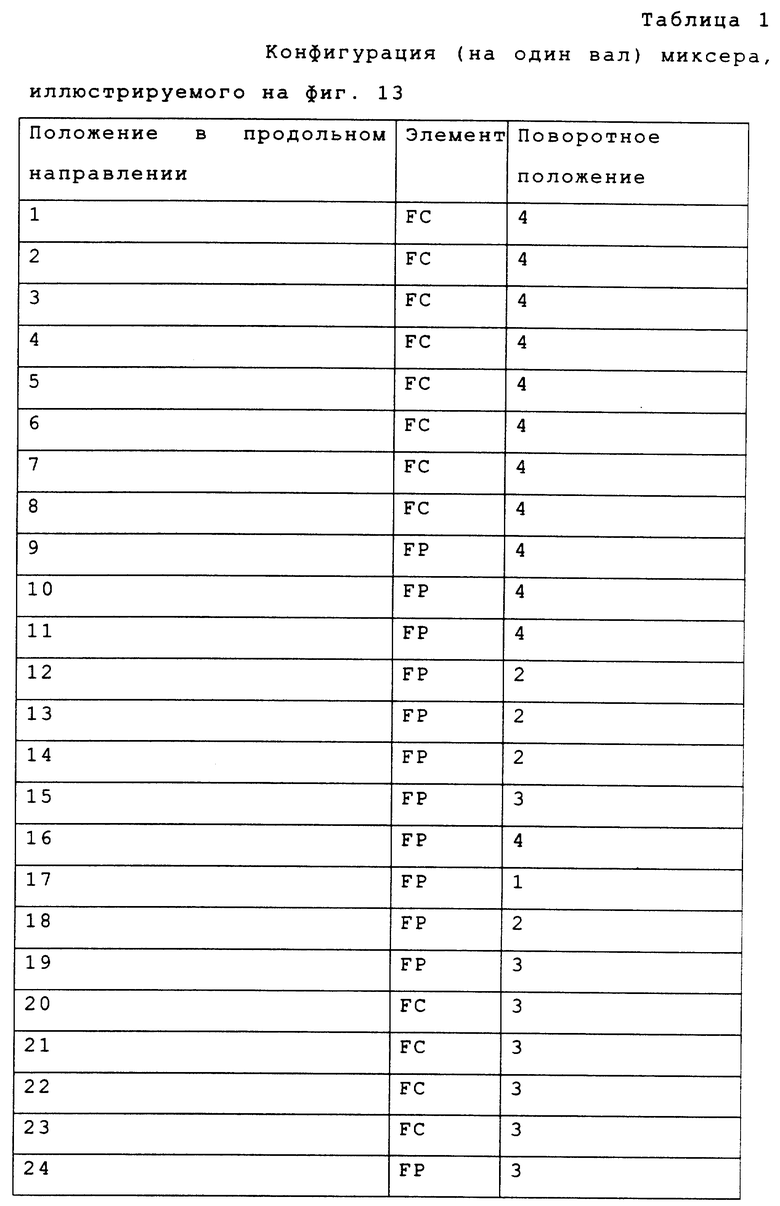
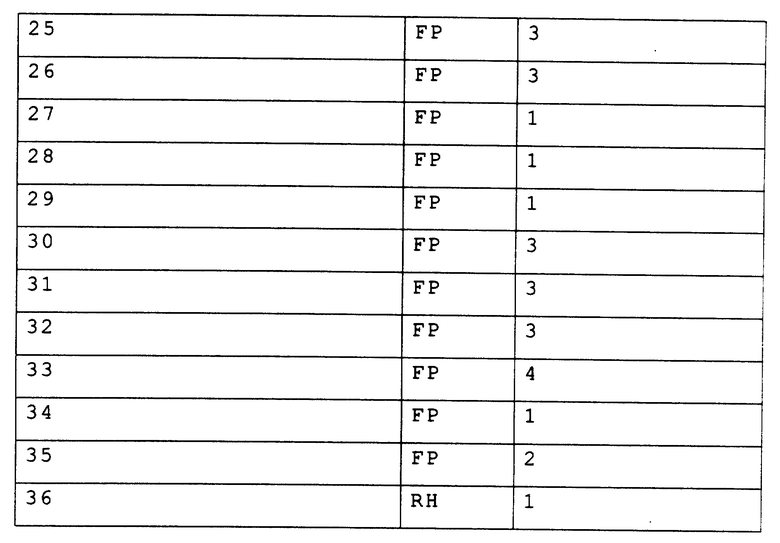
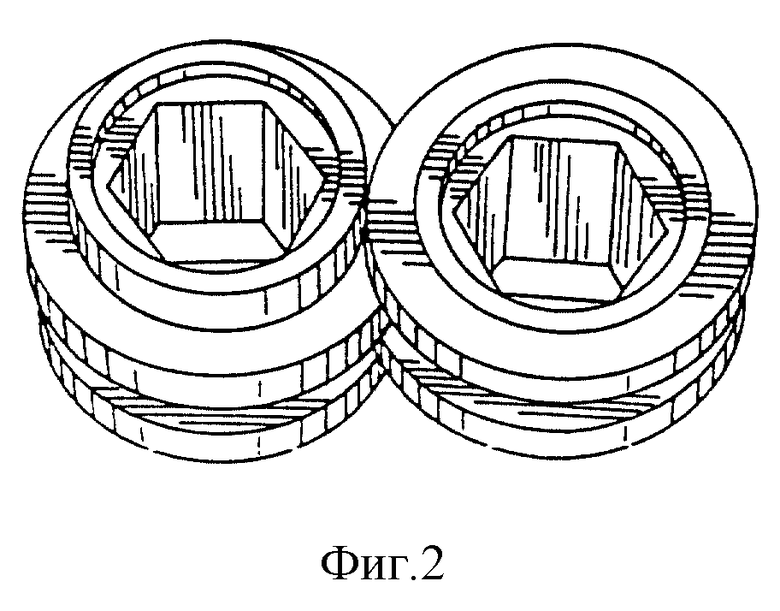
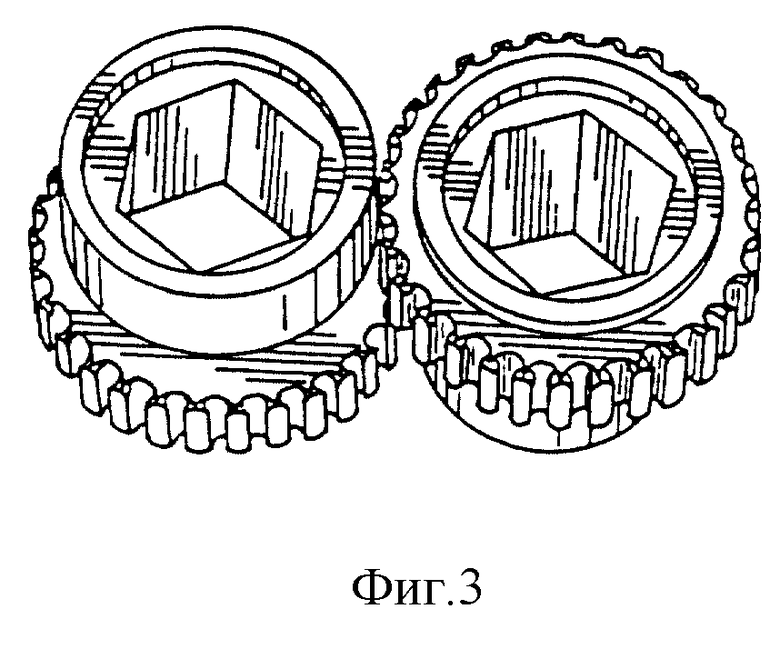

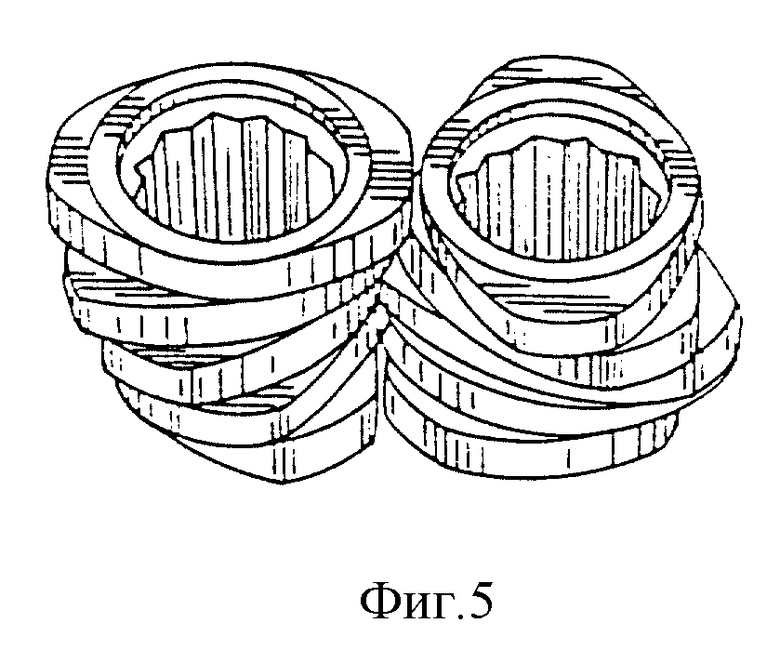
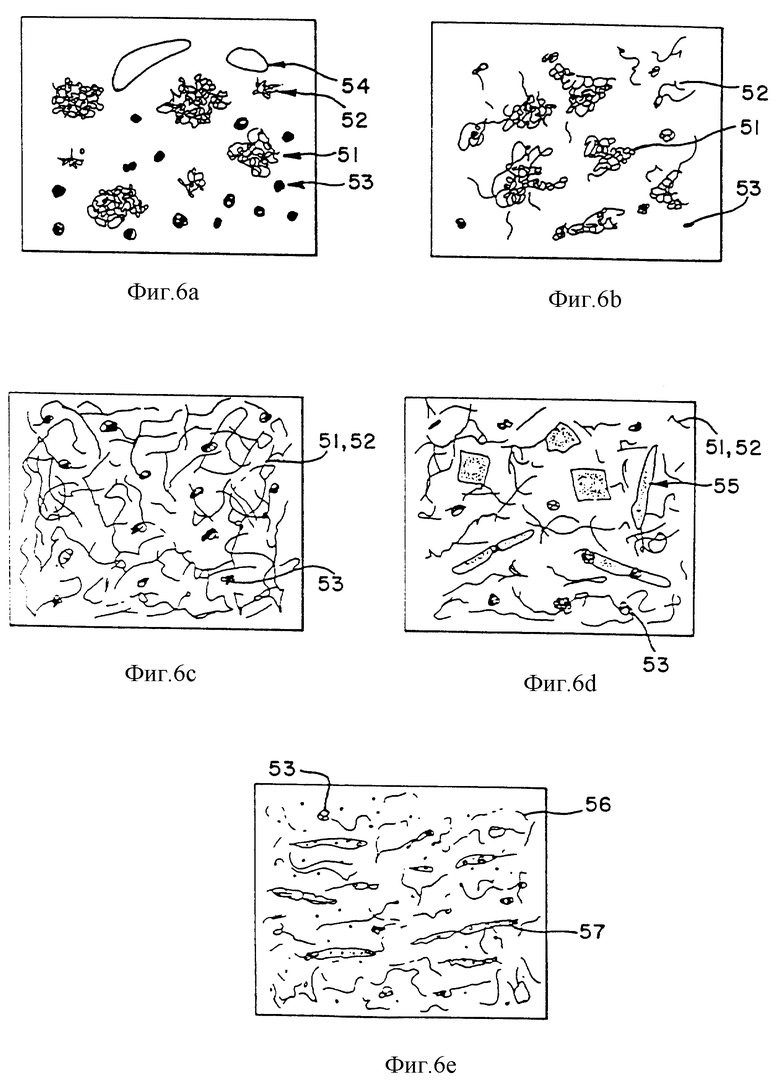
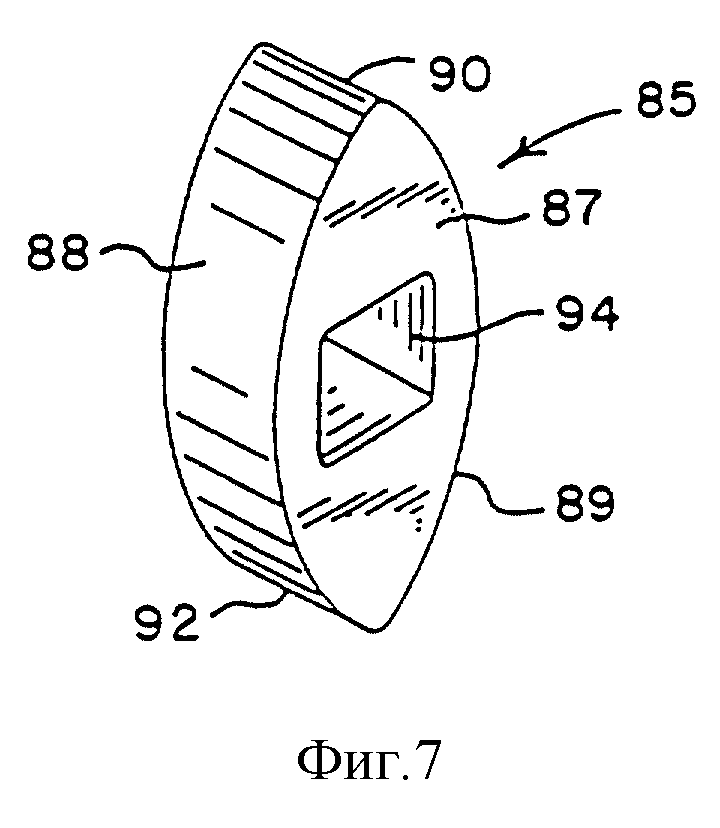
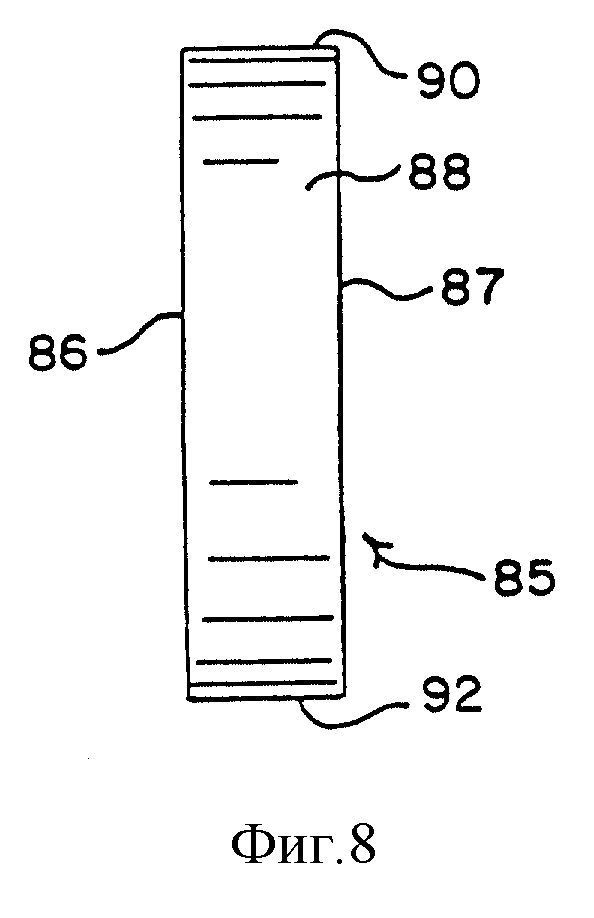
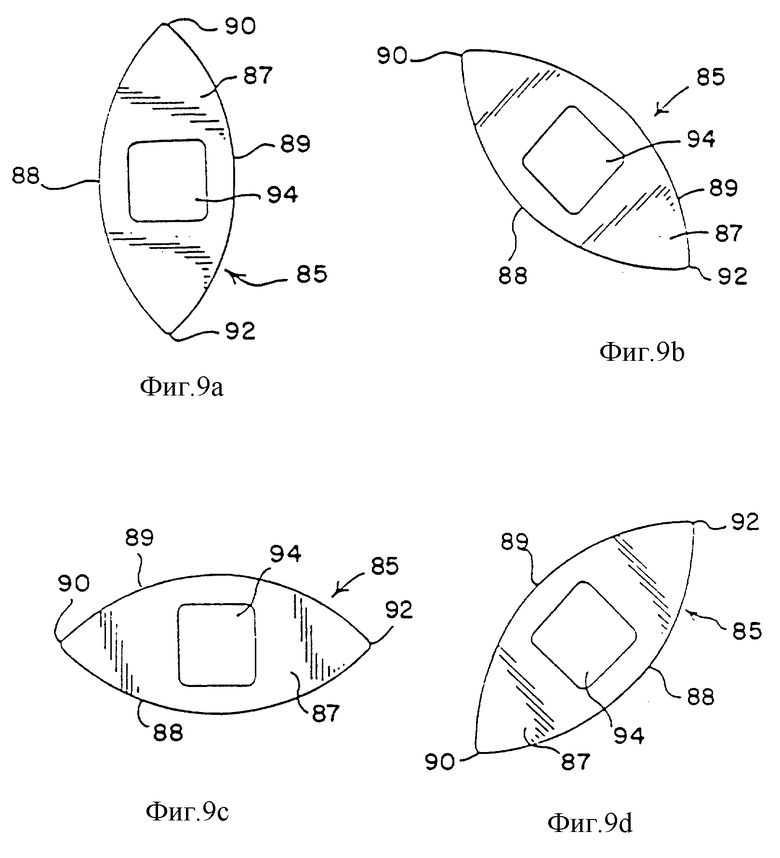
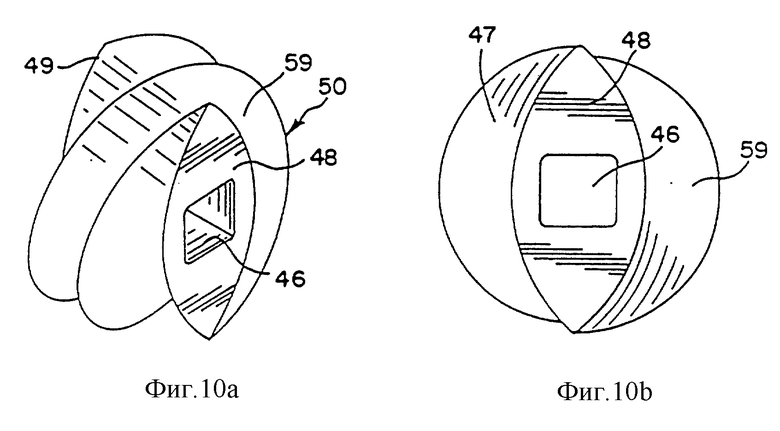

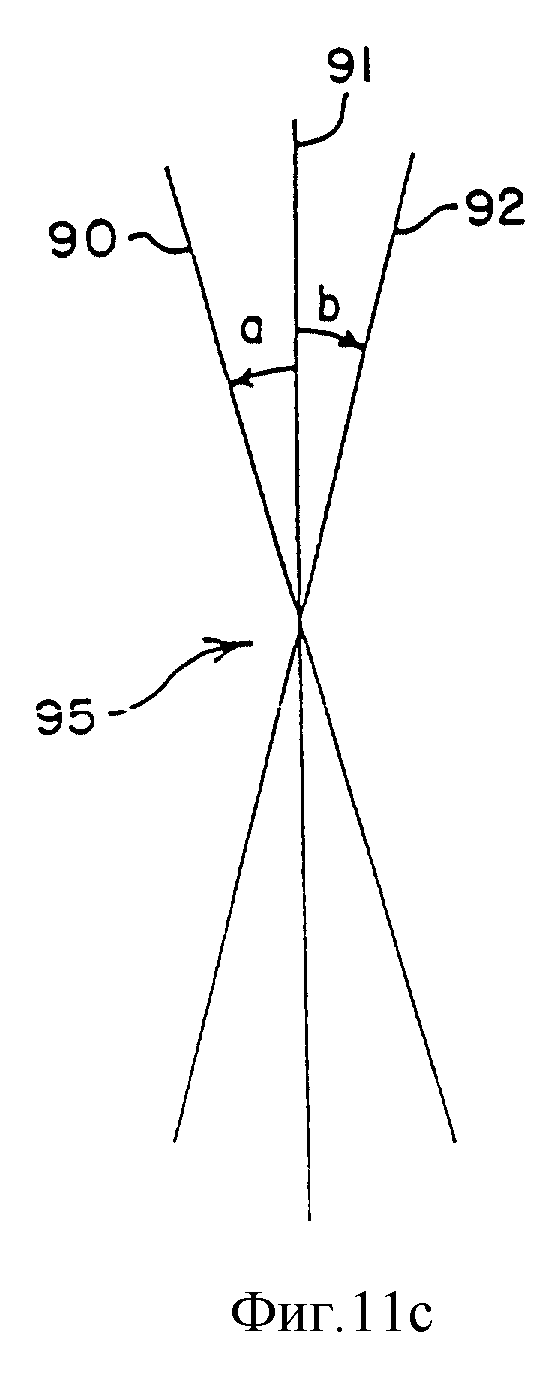
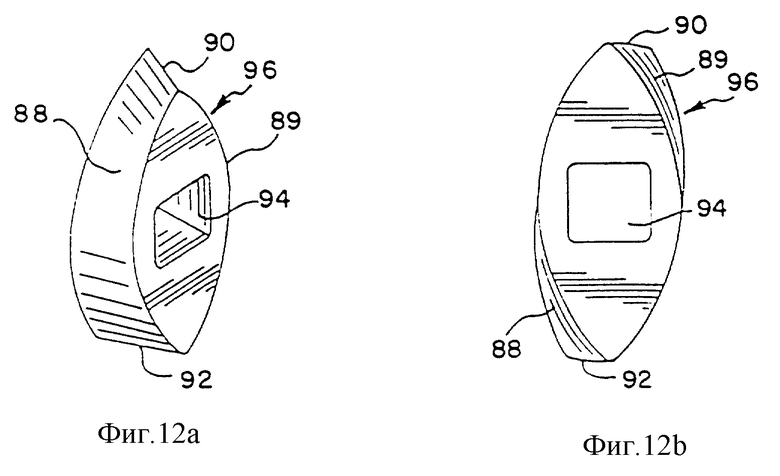
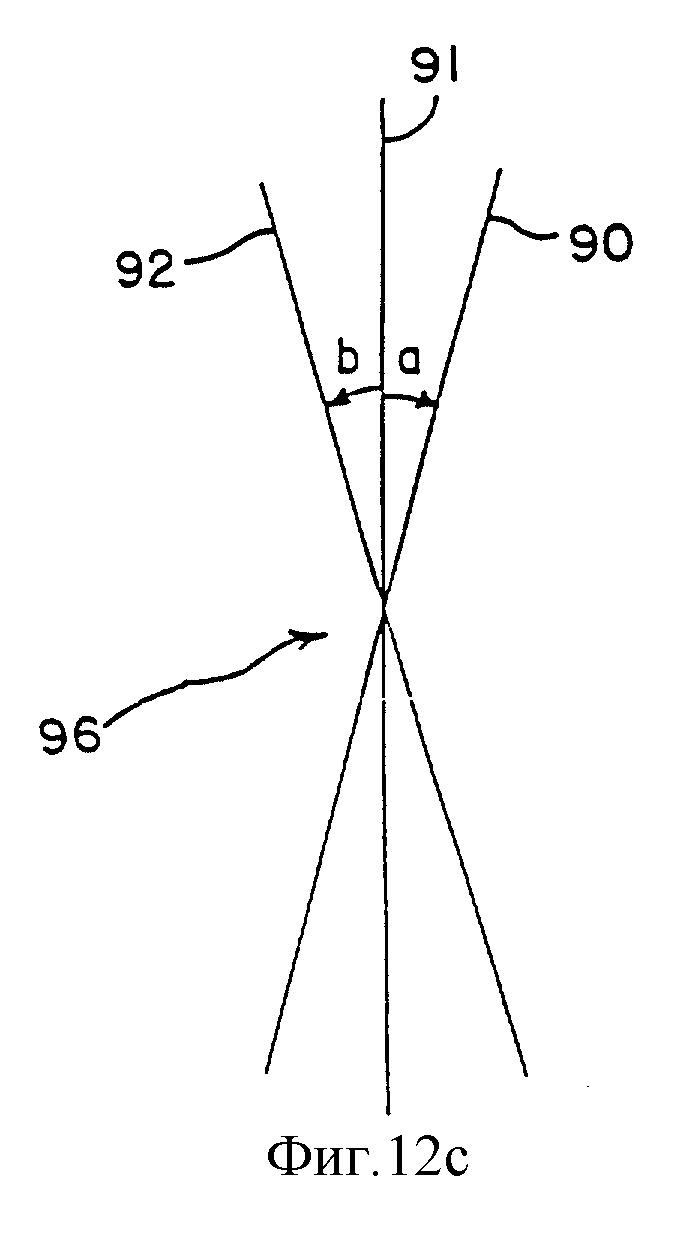
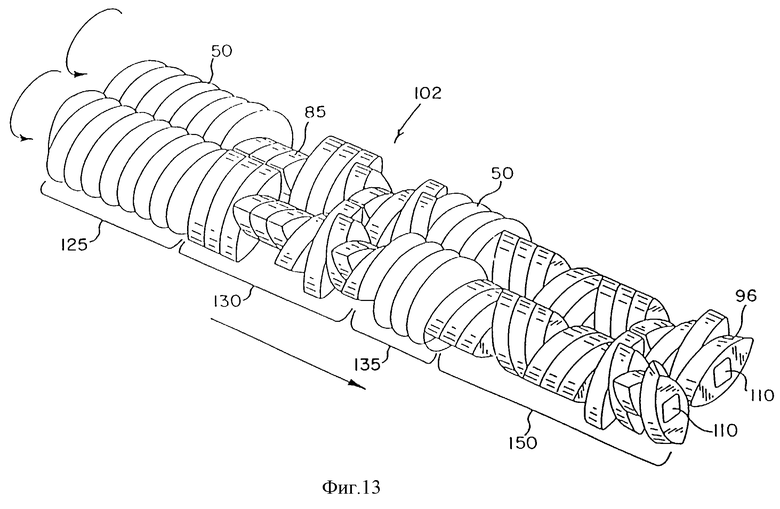
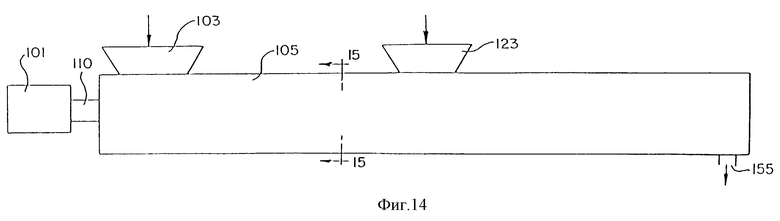
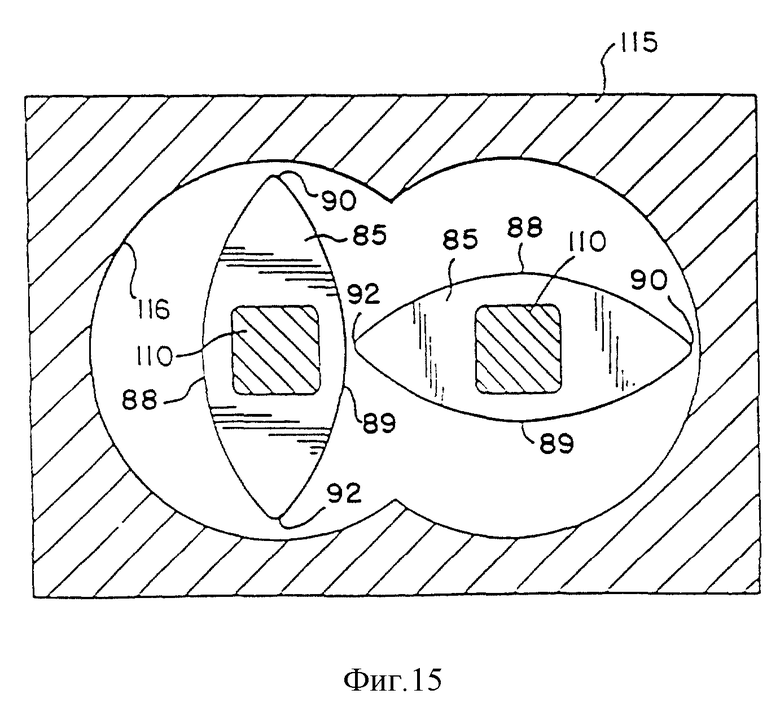
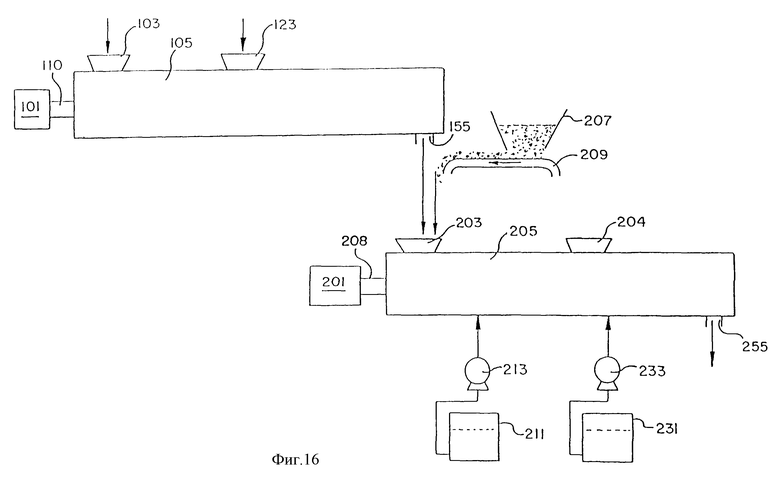
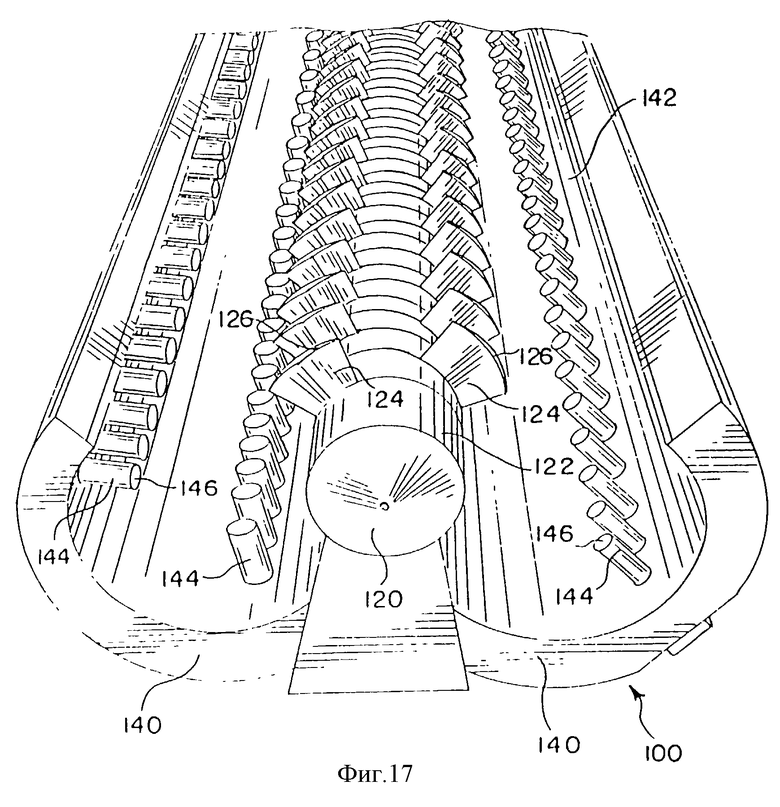
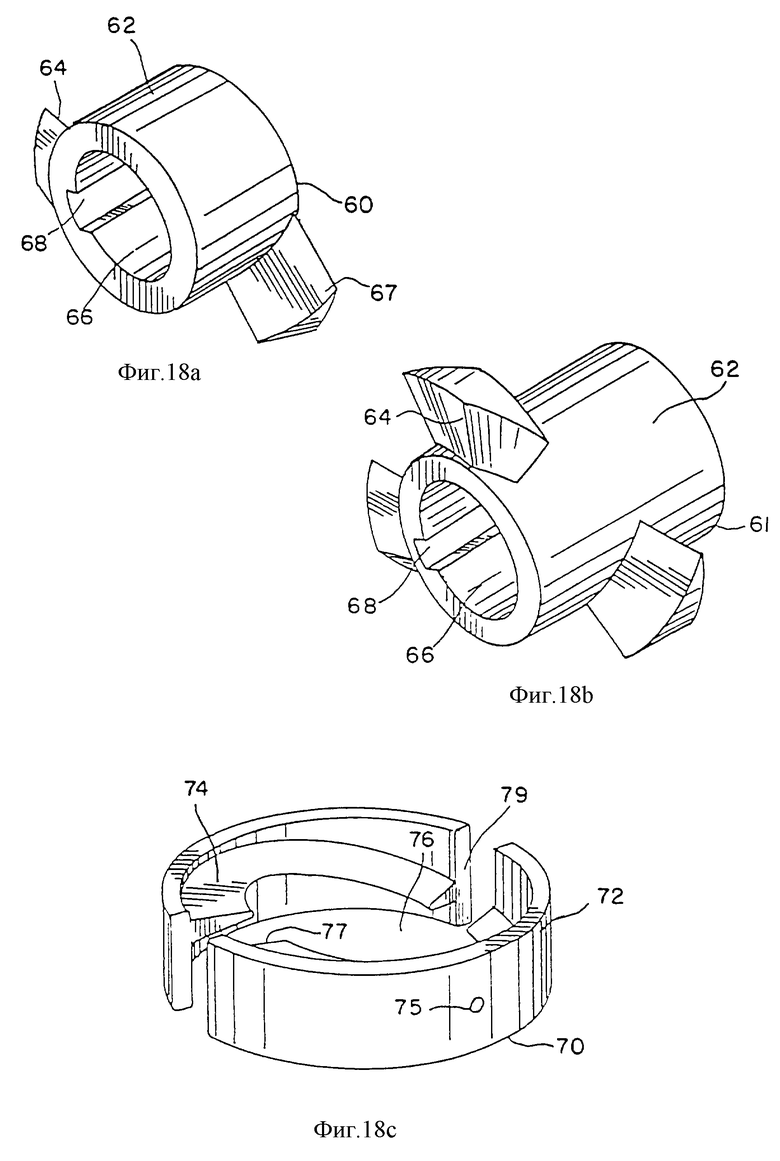
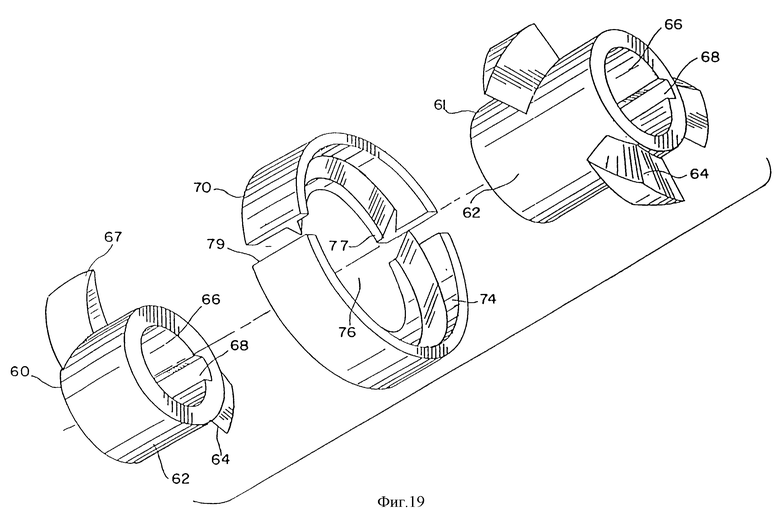
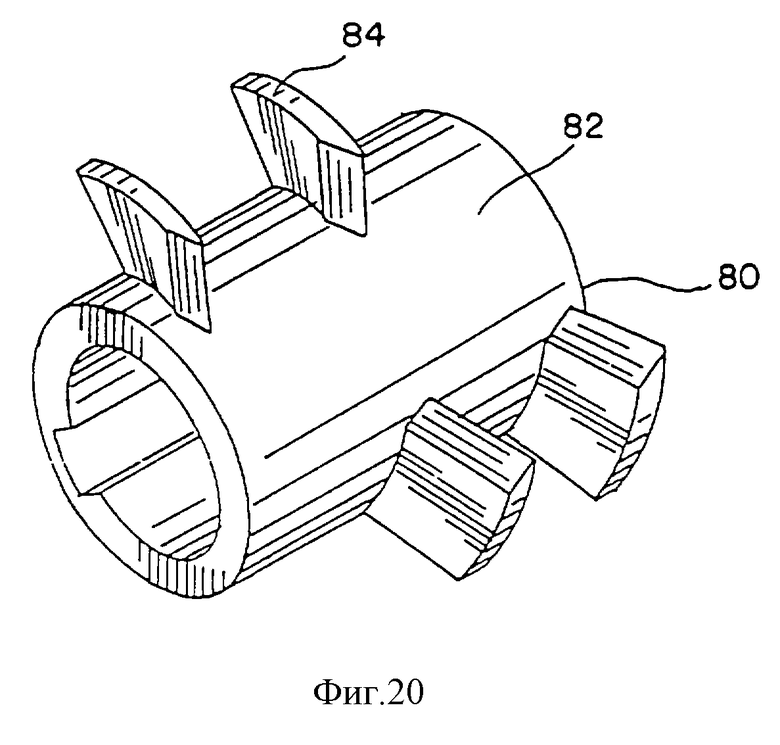

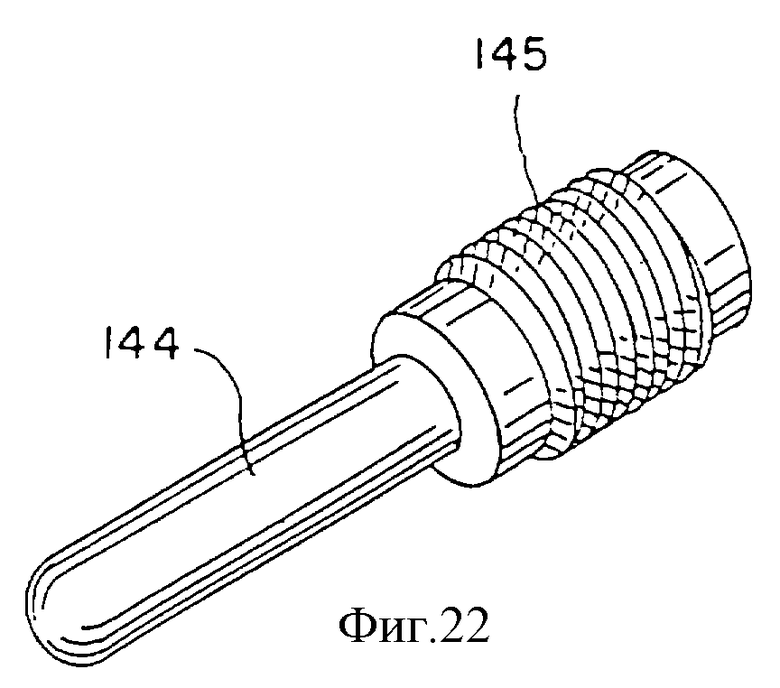
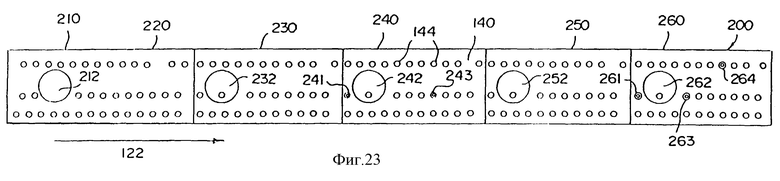
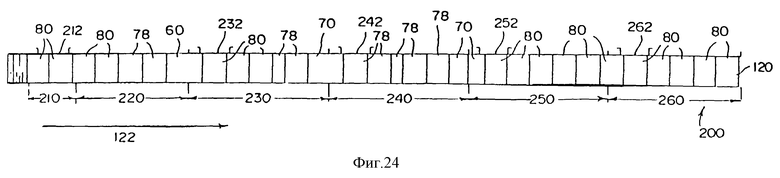
Изобретение относится к отрасли производства жевательных резинок. Способ непрерывного получения основы жевательной резинки (варианты) предусматривает непрерывное введение твердого эластомера, наполнителя и замасливателей в миксер (10) непрерывного действия. В нем эластомер, наполнитель и замасливатели подвергают дисперсному перемешиванию с последующим дистрибутивным перемешиванием. При этом непрерывно ведут выпуск основы жевательной резинки из миксера, продолжая введение и перемешивание ингредиентов. Наполнитель вводят в миксер непрерывного действия через множество пространственно разнесенных загрузочных отверстий ( 12-15). Предпочтительно, когда часть наполнителя вводят в миксер перед зоной дисперсионного перемешивания, а другую часть наполнителя вводят в миксер ниже зоны дисперсионного перемешивания по технологической цепочке, но перед зоной дистрибутивного перемешивания. Таким образом производят основу жевательной резинки (варианты). Затем полученную основу используют для выпуска жевательной резинки (варианты), которую получают также в непрерывном процессе (варианты). В результате использования изобретения обеспечивается непрерывный процесс производства основы жевательной резинки в специальном оборудовании непрерывного действия. При этом получают множество различных конечных основ жевательной резинки без ограничения типа или содержания используемого эластомера. Вместе с тем эластомер не требует отдельного предварительного смешивания или другой предварительной обработки. 16 с. и 18 з. п.ф-лы, 24 ил., 1 табл.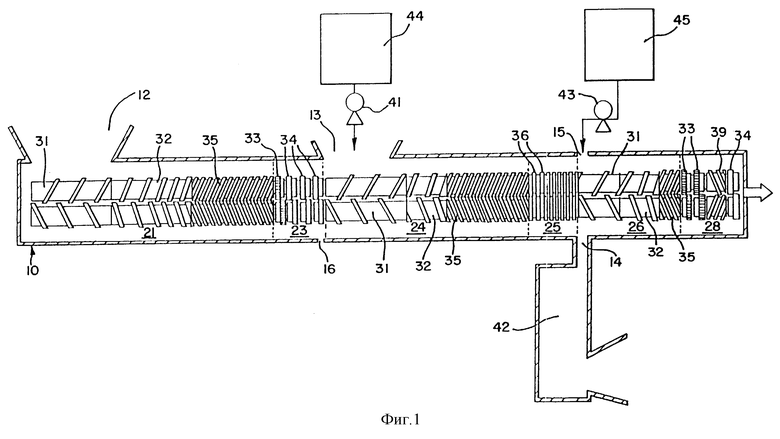
24. Основа жевательной резинки, отличающаяся тем, что она получена способом по п.2.

