Эта заявка является продолжением Заявки США 08/305363, поданной 13 сентября 1994, которая полностью вводится здесь ссылкой.
Обычно основу жевательной резинки и продукт жевательной резинки производят, используя раздельные смесители, различные технологии смешения и часто различные фабрики. Одной из причин этого является то, что оптимальные условия для производства основы смолы и для производства жевательной резинки из основы смолы и других ингредиентов, таких как подслащиватели и отдушки, являются настолько отличающимися друг от друга, что является трудным соединить обе задачи. Производство основы смолы, с одной стороны, включает дисперсионное (часто высокосдвиговое) смешение трудно смешиваемых ингредиентов, таких как эластомер, наполнитель, эластомерный пластификатор, мягчители основы/эмульгаторы и иногда воск, и обычно требует продолжительного времени смешения. Производство продукта жевательной резинки, с другой стороны, включает объединение основы смолы с более деликатными ингредиентами, такими как мягчители продукта, подслащиватели массы, высококонцентрированные подслащиватели, и агентами, выступающими в качестве отдушки, использование распределительного (обычно низкосдвигового ) смешения в течение более короткого периода времени.
Так как разнообразие жевательных резинок увеличивается с течением времени, разнообразие основ смол, применимых для различных жевательных резинок, также увеличивается. Например, продукты жевательной резинки теперь меняются в плане жевательной резинки, содержащей сахар, по сравнению с жевательной резинкой без сахара, стандартной липкой по сравнению с нелипкой резинкой или жевательной резинкой с пониженной липкостью, пузиристой резинки по сравнению с обычной (не пузыристой) жевательной резинкой, жевательной резинки в виде стержня по сравнению с резинкой в виде петельки или таблетки, и широкого разнообразия отдушек и комбинаций отдушек для каждого класса резинок. Применяемые основы смол и подбор основ смол для конкретных жевательных резинок становится сложным, потому что различные композиции основ смол предназначаются предпочтительно для различных типов и отдушек жевательной резинки. Производство основ смол также становится осложненным вследствие большого количества основ смол, которые должны быть теперь приготовлены.
Для того чтобы упростить производство основы смолы, были разработаны концентраты основы смолы, которые содержат не все ингредиенты для конкретной основы смолы, но которые содержат ингредиенты, которые могут быть общими для большого числа основ смол. Регистрация узаконенных инвентаризованных предметов Н1241, опубликованных Synosky et al., раскрывает концентрат основы смолы, который содержит около 15-25% синтетического эластомера, около 40-70% пластификатора синтетического эластомера, включающего терпеновую смолу, около 10-25% воска, около 1-12% мягчителя и около 0-3% наполнителя. Французская патентная заявка 2635441 раскрывает концентрат основы смолы, содержащий вплоть до 85% полимера дополнительно к минеральным наполнителям и пластификаторам. Полимер представляет высокомолекулярный эластомер, "среднечисленный" молекулярный вес которого составляет, по крайней мере, 220000 и "средневесовой " молекулярный вес которого составляет, по крайней мере, 450000.
Патент США 4305962, опубликованный Del Angel, раскрывает введение маточной смеси эластомера/смолы, полученной смешением тонкоизмельченной эфирной смолы камеди с латексом эластомера с образованием эмульсии, коагуляцией эмульсии с использованием хлористого натрия и серной кислоты, выделением коагулированных твердых крошек из жидкой фазы, промыванием твердых крошек и удалением избытка воды.
Патент США 4305962, опубликованный Koch et al., раскрывает двустадийный процесс приготовления основы жевательной резинки. В первой стадии твердый эластомер, растворитель эластомера и маслорастворимый пластификатор объединяют и смешивают вместе в условиях высокого сдвига. Во второй стадии гидрофобный пластификатор, нетоксичный виниловый полимер и эмульгатор добавляют к смеси и перемешивают в условиях высокого сдвига.
Европейская заявка 0273809 раскрывает предварительно полученную смесь основы смолы, которая включает, по крайней мере, один эластомер и, по крайней мере, один наполнитель. Предварительно полученную смесь, которую готовят в мельнице, затем делят на фрагменты, и объединяют с другой основой смолы и/или другими ингредиентами жевательной резинки.
Настоящее изобретение представляет способ приготовления жевательной резинки из концентрата основы смолы с помощью двустадийного процесса, который не требует промежуточной стадии выделения основы и который не требует изменения существующего или обычного состава жевательной резинки. Концентрат основы смолы готовят объединением высокомолекулярного эластомера с, по крайней мере, одной смазкой и одним наполнителем, предпочтительно с обоими компонентами. Смешение ингредиентов концентрата основы смолы может сопровождаться использованием любого обычного процесса смешения основы смолы. В концентрат могут быть также включены другие ингредиенты основы смолы, но это не является необходимым в этой стадии. Для того чтобы иметь как можно больше возможных использований, состав концентрата основы смолы должен быть скомпонован таким образом, чтобы включить ингредиенты, которые являются общими для многочисленных продуктов жевательной резинки, предпочтительно большого числа продуктов жевательной резинки.
Затем концентрат основы смолы объединяют с любыми остающимися ингредиентами основы смолы и с другими ингредиентами жевательной резинки, в отдельном процессе смешения жевательной резинки. Однако в противоположность известным ранее попыткам процесс смешения жевательной резинки является эффективным непрерывным процессом.
Непрерывный процесс смешения жевательной резинки осуществляют с двойной целью: а) для объединения концентрата основы смолы с любыми остающимися ингредиентами основы смолы, б) для объединения основы смолы с остающимися ингредиентами жевательной резинки, такими как подслащиватели, агенты, выступающие в качестве отдушки, мягчители жевательной резинки и т.д. Разнообразные экструдеры непрерывного смешения и другие непрерывные процессы смешения могут быть соответственно разработаны и модифицированы для этих двойных функций.
Имея в виду то, о чем говорилось ранее, особенность и преимущество изобретения обеспечивает концентрат основы смолы, который может быть использован в целом ряде различных продуктов жевательной резинки, тем самым упрощая производство основы смолы, обеспеченной этой соответствующей непрерывной процедурой, подразумеваемой для изготовления конечного продукта жевательной резинки.
Кроме того, особенность и преимущество изобретения обеспечивает улучшенный двустадийный процесс для приготовления жевательной резинки, с первой стадией, которая предназначена для производства концентрата основы смолы, применимого для использования в целом ряде различных продуктов жевательной резинки.
Кроме того, особенность и преимущество изобретения обеспечивает двустадийный процесс для приготовления жевательной резинки, в котором вторая стадия обеспечивает непрерывное смешение для объединения концентрата основы смолы с остающимися ингредиентами основы смолы и остающимися ингредиентами жевательной резинки.
Кроме того, особенность и преимущество изобретения обеспечивает улучшенный непрерывный способ для приготовления жевательной резинки, который использует концентрат основы смолы, применимый для целого ряда продуктов жевательной резинки, и который объединяет окончание производства основы смолы с производством конечного продукта жевательной резинки.
Вышеупомянутые и другие свойства и преимущества изобретения будут далее очевидны из следующего детального описания представленных предпочтительных вариантов, рассматриваемых вместе с сопровождающими примерами. Детальное описание и примеры предназначены больше для иллюстрации, чем для ограничения объема изобретения, который определяют прилагаемой формулой изобретения и ее эквивалентами.
Фигура 1 представляет частично разрезанный перспективный вид предпочтительного непрерывного высокоэффективного смесителя Buss, использованного для применения в способе изобретения, иллюстрирующий барабан смешения и шнековое устройство смешения.
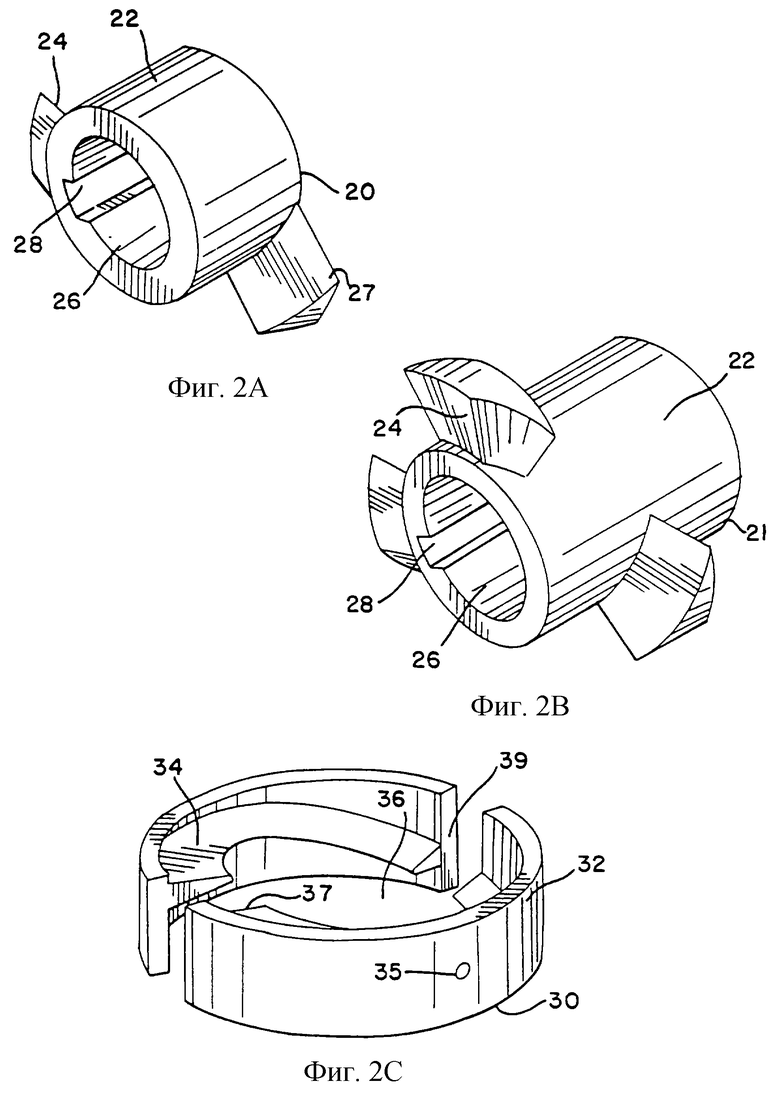
Фигура 2А представляет перспективный вид элемента на шнеке использованного со стороны восходящего потока ансамбля ограничивающего кольца, в представленной предпочтительной конфигурации высокоэффективного смесителя.
Фигура 2В представляет перспективный вид элемента на шнеке использованного со стороны нисходящего потока ансамбля ограничивающего кольца, в представленной предпочтительной конфигурации высокоэффективного смесителя.
Фигура 2С представляет перспективный вид ансамбля ограничивающего кольца, использованного в представленной предпочтительной конфигурации высокоэффективного смесителя.
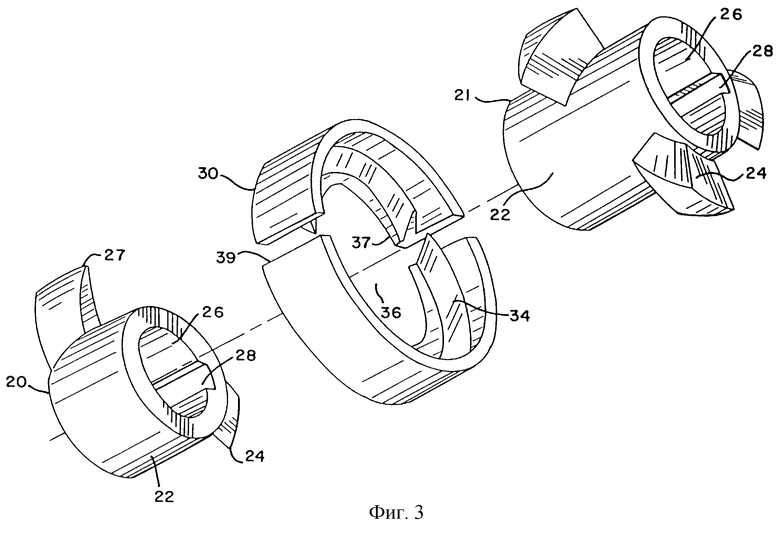
Фигура 3 представляет перспективный вид, показывающий относительное положение элементов Фигур 2А, 2В и 2С в представленной предпочтительной конфигурации высокоэффективного смесителя.
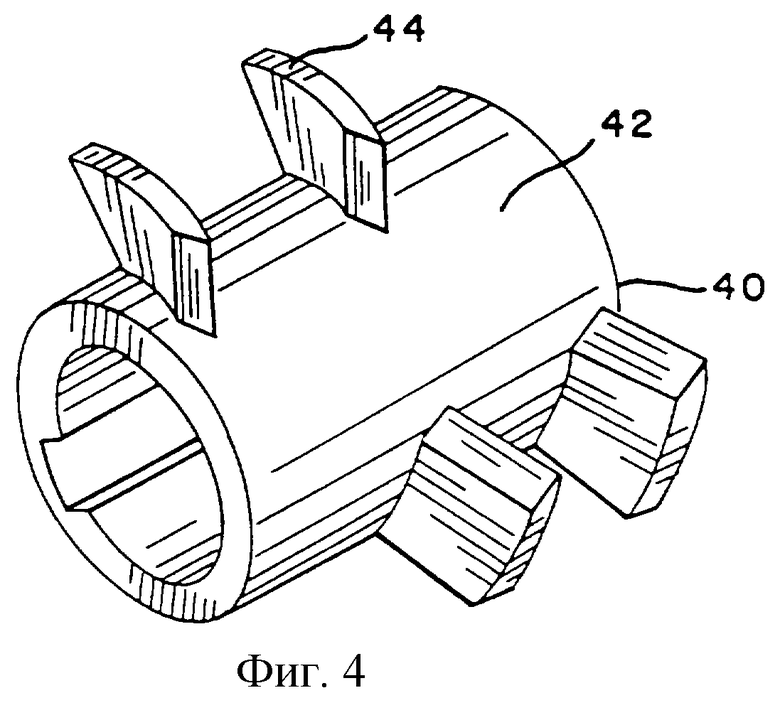
Фигура 4 представляет перспективный вид шнекового элемента низкосдвигового смешения, использованного в представленной предпочтительной конфигурации высокоэффективного смесителя.
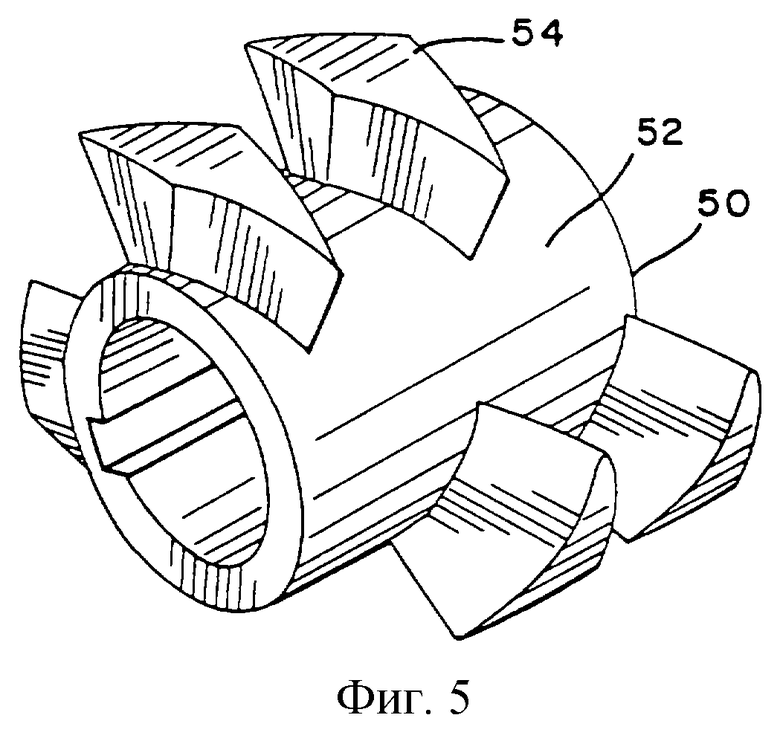
Фигура 5 представляет перспективный вид, шнекового элемента высокосдвигового смешения, использованного в представленной предпочтительной конфигурации высокоэффективного смесителя.
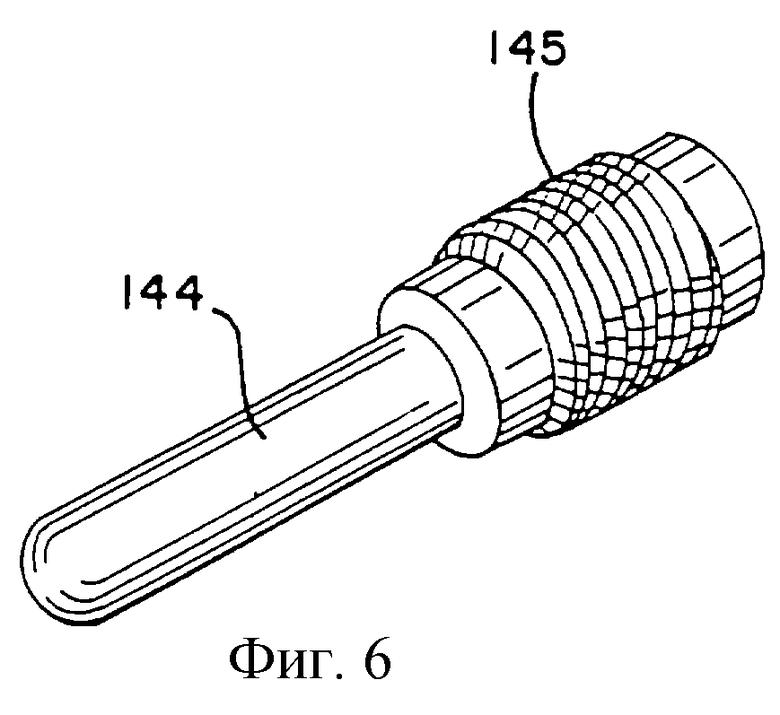
Фигура 6 представляет перспективный вид элемента барабанной шпонки, использованного в представленной предпочтительной конфигурации высокоэффективного смесителя.
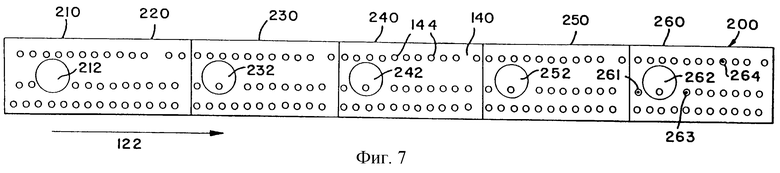
Фигура 7 представляет схематическую диаграмму представленного предпочтительного устройства барабанных шпонок смешения и отверстий для ингредиентов смеси использованных для применения в способе изобретения.
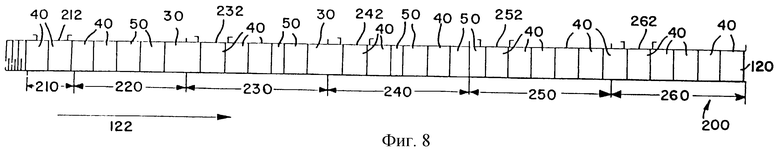
Фигура 8 представляет схематическую диаграмму представленной предпочтительной конфигурации шнека смешения, использованной для применения в способе изобретения.
Для целей этого изобретения фразу "концентрат основы смолы" определяют как понятие любой смеси, которая содержит не все ингредиенты основы смолы, использованной для конкретной жевательной резинки, и/или любую смесь ингредиентов основы смолы, в которой некоторые ингредиенты присутствуют в меньшем количестве, чем количества, использованные в конечном счете для конкретной жевательной резинки, в соответствии с предусмотренным количеством концентрата основы смолы включает большую часть или весь высокомолекулярный эластомер, использованный в основе смолы и, по крайней мере, некоторую смазку основы смолы или наполнитель, или оба компонента. Термин "высокомолекулярный эластомер" относится к каучукам, которые придают желаемые жевательные характеристики жевательной резинке, но которые являются слишком жесткими для введения в основу смолы (или концентрат основы смолы) без интенсивного дисперсионного перемешивания. Эти полимеры включают бутилкаучук, стирол бутадиеновый каучук, полиизопрен и бутадиеновый каучук, имеющие средневесовые молекулярные веса в области от 50000 до 1000000 и наиболее обычно от 100000 до 200000.
Те же самые полимеры могут быть использованы в качестве "мягких эластомеров", если их средневесовые молекулярные веса находятся в области ниже 50000 (обычно от 8000 до 20000). Такие мягкие полимеры, необязательно включенные в концентрат основы смолы, могут быть поочередно смешаны с концентратом основы смолы и другими ингредиентами основы смолы в процессе непрерывной стадии смешения жевательной резинки, как объяснено ниже.
Концентрат основы смолы должен быть составлен таким образом, чтобы иметь состав, который делает концентрат полезным в целом ряде основ жевательной резинки и жевательных резинках. Полные основы жевательной резинки могут включать эластомеры, пластификаторы эластомера, воски, жиры, масла, мягчители, эмульгаторы, наполнители, текстурирующие агенты и разнообразные ингредиенты, такие как антиоксиданты, консерванты, окрашивающие агенты и белые пигменты. Обычная завершенная основа смолы составляет от 5 до 95 мас. % состава жевательной резинки, более обычно от 10 до 50 мас. % жевательной резинки и наиболее обычно от 20 до 30 мас. % жевательной резинки.
Эластомеры составляют от около 5 до около 95 вес.% основы, предпочтительно между 10 и 70 вес.% и наиболее предпочтительно между 15 и 45 вес. %. Эластомеры могут включать синтетические эластомеры, такие как полиизобутилен, полибутадиен, сополимер изобутилена-изопрена, сополимер стирола с бутадиеном, поливинилацетат, сополимер винилацетата с виниллауратом, полиэтилен, этилен-винилацетатный сополимер, поливиниловый спирт или их смеси. Эластомеры могут также включать натуральные эластомеры, включающие натуральный каучук, такой как копченый каучук или жидкий латекс и гваюлу, а также натуральные смолы, такие как jelutong, lechi caspi, perillo, sorva, massaranduba balata, massaranduba chocolate, nispero, rosindinha, chicle, gutta hang kang и их смеси. Эластомеры придают каучуку когезивную природу со смолой, которая меняется в зависимости от химических и физических свойств эластомера и в зависимости от того, как эластомер смешивают с другими ингредиентами. Синтетические эластомеры являются предпочтительными для использования в настоящем изобретении.
Пластификаторы эластомера модифицируют устойчивость конечной смолы, когда используются в основе смолы. Пластификаторы эластомера обычно составляют от около 5 до около 75 мас.% основы смолы, предпочтительно от 5 до 45 мас.% и наиболее предпочтительно от 10 до 30 мас.%. Пластификаторы эластомера включают эфиры натуральной канифоли, такие как глицериновые эфиры частично гидрированной канифоли, глицериновые эфиры полимеризованной канифоли, глицериновые эфиры частично димеризованной канифоли, глицериновые эфиры канифоли, глицериновые эфиры канифоли таллового масла, пентаэритритоловые эфиры частично гидрированной канифоли, метиловые и частично гидрированные метиловые эфиры канифоли, пентаэритритоловые эфиры канифоли или смеси. Пластификаторы эластомера могут также включать синтетические продукты, такие как терпеновые смолы, полученные из альфа-пинена, бета-пинена, дипентена или дилимонена, и их комбинации.
Воски включают синтетические воски (например, полиэтиленовые воски и воски Фишера-Тропша) и натуральные воски (канделильский воск, карнаубский воск, пчелиный воск, воск рисовой шелухи или их смеси) и нефтяные воски (например, микрокристаллические и парафиновые). Воски, когда используют, обычно составляют вплоть до 30 вес.% основы смолы. Когда используют, воски добавляют для отверждения конечной смолы, приготовленной из основы смолы, а также для того чтобы помочь улучшить высвобождение отдушки, увеличить стабильность и улучшить жевательную текстуру.
Наполнители модифицируют текстуру основы смолы и облегчают переработку. Наполнители/структураторы включают карбонат магния и кальция, измельченный известняк, различные типы силикатов, таких как силикат магния и алюминия, глину, окись алюминия, тальк, а также диоксид титана, моно-, ди- и трикальцийфосфат, полимеры целлюлозы, такие как этилцеллюлоза, метилцеллюлоза, древесная целлюлоза или их смеси. Наполнители обычно составляют от около 1 до около 60 мас.% основы смолы. Основы смол, которые используют кислые ингредиенты, предпочтительно содержат наполнитель, который является инертным по отношению к кислотам, наиболее предпочтительно тальк.
Мягчители и эмульгаторы модифицируют текстуру и заставляют гидрофобные и гидрофильные компоненты основы смолы и жевательной резинки становиться более совместимыми. Мягчители/эмульгаторы включают талловые, гидрированные талловые масла, свиное сало, гидрированные и частично гидрированные растительные масла, масло кокао, моностеарат глицерина, триацетат глицерина, лецитин, моно-, ди- и триглицериды, ацетилированные моно-, ди- и триглицериды, перегнанные моно-, ди- и триглицериды, ацетилированные моно-, ди- и триглицериды и жирные кислоты (например, стеариновую, пальмитиновую, олеиновую, линолевую и линолиновую кислоты), и их смеси. Мягчители/эмульгаторы обычно составляют от около 0,5 до 40 мас.% основы смолы.
Антиоксиданты увеличивают стабильность и хранение основы смолы, конечной смолы и/или их соответствующих компонентов, включающих жир и ароматические масла. Антиоксиданты могут включать бутилированный гидроксианизол (ВНА), бутилированный гидрокситолуол (ВНТ), бета-каротины, токоферолы, продукты кислотного гидролиза, такие как витамин С, пропилгаллат или их смеси.
Окрашивающие агенты и белые пигменты придают желаемые характеристики окраски или удаляют нежелательную окраску основы и/или жевательной резинки с помощью белых пигментов. Окрашивающие агенты и белые пигменты включают красители типа FD&C, экстракты растений, фруктов и экстракты овощей, диоксид титана или их смеси.
Концентрат основы смолы составляют, используя не все ингредиенты основы смолы и/или используя меньшие количества некоторых ингредиентов основы смолы, которые окончательно присутствуют в основе смолы и жевательной резинке. Концентрат основы смолы включает компонент высокомолекулярного эластомера, который может содержать один или большее число эластомеров из приведенных выше.
Концентрат основы смолы также содержит смазку или наполнитель, или обо компонента. Смазка представляет любой ингредиент, который снижает трение в процессе смешения. Смазка может быть а) любыми мягчителем/эмульгаторами, упомянутыми выше, б) любыми пластификаторами эластомера, упомянутыми выше, с) низкомолекулярным "мягким" эластомером или д) любой комбинацией вышеуказанных компонентов. Наполнитель может быть любым наполнителем, упомянутым выше, или их комбинацией.
Состав концентрата основы может меняться в широких пределах в зависимости от предполагаемого состава продукта жевательной резинки(нок), в котором он будет использован, оборудования, использованного в процессе переработки, и других факторов, специфических для конкретной производственной операции.
Однако предпочтительно, чтобы состав содержал весь жесткий (высокомолекулярный) эластомер, который используют в окончательном составе смолы, и достаточное количество дополнительных ингредиентов основы (смазки и/или наполнителя), для того чтобы позволить эффективное дисперсионное смешение.
Концентрации смазки и/или наполнителя будут выбираться осторожно для облегчения смешения. Смазка снижает трение и сдвиговое усилие для предотвращения перегрузки двигателя смесителя и других компонентов. Наполнитель увеличивает трение и сдвиг для обеспечения адекватного дисперсионного смешения жесткого эластомера. Эти функции составляют преимущество по сравнению с другими и поэтому важно осторожно выбирать концентрации компонентов и их отношение для оптимизации операции смешения.
Обычно концентрат будет содержать от 5 до 60% эластомера (предпочтительно 8-40%), от 0 до 90% смазки (предпочтительно 40-80%), от 0 до 60% наполнителя (предпочтительно от 5 до 40%) и от 0 до 20% других ингредиентов основы (предпочтительно от 0 до 10%). Общее количество эластомера в концентрате основы смолы, по крайней мере, 20% (предпочтительно, по крайней мере, 30%) представляет жесткий (высокомолекулярный) эластомер.
Предпочтительно концентрат основы смолы включает, по крайней мере, некоторое количество эластомера, смазки и наполнителя. Концентрат основы смолы может также включать один или большее количество дополнительных ингредиентов, как описано выше, при условии, что включение такого ингредиента не исключает преимущества концентрата основы смолы, имеющей состав, который является полезным в целом ряде различных основ смолы и жевательных резинок. Другими словами, концентрат основы смолы должен состоять из ингредиентов, которые являются общими для различных основ смолы. Предпочтительно концентрат основы смолы будет включать некоторые или все жиры и масла, потому что они могут оказаться более трудными в добавлении и смешении впоследствии.
Концентрат основы смолы может быть приготовлен с использованием любого обычного высокосдвигового/высокодисперсионного смесителя периодического типа, который обычно используют для производства полной основы смолы. Может быть также использован непрерывный смеситель или аппарат для составления смесей, поскольку смеситель обеспечивает достаточное дисперсионное смешение для эффективного перемешивания ингредиентов. Один из пригодных обычных смесителей представляет сигма-лопастную мешалку, имеющую отношение скорости от передней к задней лопасти около 2:1, как описано в реестре регистрации узаконенных инвентаризованных предметов Н1241, опубликованном Synosky et al. Один из пригодных непрерывных смесителей для концентрата основы смолы представляет лопастную мешалку такую, как описана в Заявке США No.08/141281, поданной 22 октября 1993 и опубликованной как патент США. Другие непрерывные смесители включают лопастно-шпоночную мешалку, двухшнековый экструдер со шнеками, вращающимися в одну сторону, и двухшнековый экструдер со шнеками, вращающимися в разные стороны, или одношнековый экструдер, при условии что смеситель имеет такую конфигурацию и работает таким образом, что дает гомогенный концентрат основы смолы.
Первоначальная часть эластомера, смазки и/или наполнителя может быть добавлена в нагретую сигма-лопастную мешалку и гомогенно смешана. Затем эти оставшиеся ингредиенты и другие ингредиенты основы смолы (если включают) могут быть добавлены последовательно и смешаны до тех пор, пока не достигнут гомогенной массы. Это обычно может быть достигнуто в течение от одного до четырех часов, в зависимости от точного состава концентрата основы смолы. Конечная температура массы может быть около 60-150oС, предпочтительно 80-120oС. Полностью смешанная расплавленная масса может быть выгружена из смесителя в покрытые или футерованые чаны, экструдирована или отлита в любую желаемую форму и подвергнута охлаждению или отверждению. Или же расплавленный концентрат основы смолы может быть непосредственно направлен на операцию непрерывного смешения жевательной резинки, если смешивающее оборудование концентрата основы смолы и непрерывное смешивающее оборудование жевательной резинки располагают в одном и том же оборудовании.
Концентрат основы смолы добавляют в непрерывный аппарат смешения, который приспособлен для добавления и смешения обоих компонентов остающихся ингредиентов основы смолы и остающихся ингредиентов жевательной резинки. Непрерывный смеситель может быть соответственно оборудован двухшнековым экструдером (со шнеками, вращающимися в одну сторону или в противоположные стороны), лопастной мешалкой, лопастно-шпоночным смесителем, одношнековым эструдером или другим непрерывным аппаратом смешения. Один из наиболее пригодных непрерывных смесителей представляет высокоэффективный лопастно-шпоночный смеситель, описанный в исходной заявке США No.08/305363, которая вводится здесь ссылкой. Другой пригодный для этих целей непрерывный смеситель представляет двухшнековый экструзионный смеситель со шнеками, вращающимися в одну сторону, такой как Werner-Pfleiderer ZSK-58, доступный из Werner-Pfleiderer Corp. of Ramsey, N.J.
Непрерывный смеситель обычно включает множество зон смешения, расположенных а) в восходящей части потока смесителя или вблизи него, б) в центре смесителя или вблизи него, с) в нисходящей части потока (на выпуске) смесителя или вблизи него. Например, лопастно-шпоночный смеситель, описанный в вышеуказанной исходной патентной заявке, включает пять зон смешения. Различные ингредиенты непрерывно подают в различные зоны непрерывного смесителя. Ингредиенты, как только попадают в смеситель, одновременно смешиваются с другими ингредиентами и подаются нисходящим потоком по направлению к выпуску смесителя.
В соответствии с изобретением концентрат основы смолы предпочтительно подают в зону восходящего потока непрерывного смесителя, например первую зону пятизонного лопастно-шпоночного смесителя. Для того чтобы выполнять непрерывную загрузку концентрата основы смолы, концентрат может загружаться в расплавленной или ожиженной форме из нагретого бака. Или же концентрат основы смолы может быть измельчен и подан в виде твердых гранул.
Зоны восходящего потока смесителя, например первая, вторая и третья зоны пятизонного лопастно-шпоночного смесителя, могут быть сконструированы для высокоэффективного дисперсионного смешения. Однако это не является абсолютно необходимым для настоящего изобретения, может быть также применено и менее интенсивное распределительное смешение. Остающиеся ингредиенты основы смолы, которые не были включены или которые были только частично включены в концентрат основы смолы, добавляют в первую зону смешения, нисходящий поток из прибавления концентрата. Эти остающиеся ингредиенты основы смолы могут включать мягчители, растворители эластомера, смолы, дополнительные наполнители, окрашивающие агенты, антиоксиданты и низкомолекулярные эластомеры. Так как концентрат и другие ингредиенты основы смолы направляют нисходящим потоком, ингредиенты становятся смешанными с образованием, по существу, гомогенного расплава основы смолы в пределах приблизительно первых 50-70 % длины смесителя или приблизительно в конце третьей зоны смешения пятизонного лопастно-шпоночного смесителя.
Зоны смешения в конце нисходящего потока непрерывного смесителя или вблизи него, такие как четвертая и пятая зоны смешения пятизонного лапастно-шпоночного смесителя, конструируют для распределительного смешения. Распределительное смешение является более осторожным, чем дисперсионное смешение, включает процессы с меньшим сдвигом, производит меньше тепла и оказывает более слабое влияние на ингредиенты, которые смешивают. Остающиеся (не основа смолы) ингредиенты жевательной резинки добавляют и смешивают с расплавом основы смолы в распределительной зоне или зонах смешения.
Основа смолы, которая является обычно водорастворимой, составляет около 5-95 мас. % продукта жевательной резинки, более обычно около 10-50 мас.% жевательной резинки, наиболее обычно около 20-30 мас.% жевательной резинки. Дополнительно к основе смолы жевательная резинка включает обычно водорастворимую часть, которая может включать мягчители, объемные подслащиватели, высокоинтенсивные подслащиватели, агенты, выступающие в качестве отдушек, и их комбинации. Мягчители добавляют к жевательной резинке для того, чтобы оптимизировать жевательную способность и ощущение жевательной резинки во рту. Мягчители, которые являются также известными как пластификаторы или пластифицирующие агенты, обычно составляют около 0,5-15 мас.% жевательной резинки. Мягчители могут включать глицерин, лецитин и их комбинации. Водные растворы подслащивателя, такие как растворы, содержащие сорбит, гидрированные гидролизаты крахмала, кукурузный сироп и их комбинации, также могут быть использованы как мягчители и связующие агенты в жевательной резинке.
Объемные подслащиватели составляют между 5-95 мас.% жевательной резинки, более обычно 20-80 мас.% жевательной резинки и наиболее обычно 30-60 мас. % жевательной резинки. Объемные подслащиватели могут включать и подслащиватели, и компоненты, содержащие сахар и не содержащие сахара подслащиватели и компоненты. Содержащие сахар подслащиватели могут включать сахаридсодержащие компоненты, включающие, но не ограничивающиеся ими, сахарозу, декстрозу, мальтозу, декстрин, высушенный инертный сахар, фруктозу, левулозу, галактозу, твердые частицы кукурузного сиропа и им подобные вещества, сами по себе или в комбинации. Не содержащие сахара подслащиватели включают компоненты с подслащивающими характеристиками, но избегают общеизвестных сахаров. Не содержащие сахара подслащиватели включают, но не ограничиваются ими, сахарные спирты, такие как сорбит, маннит, ксилит, гидрированные гидролизаты крахмала, мальтит и им подобные, сами по себе или в комбинации.
Высокоинтенсивные подслащиватели также могут присутствовать и обычно используются с не содержащими сахара подслащивателями. Если используют высокоинтенсивные подслащиватели, то обычно они составляют между 0,001-5 мас.% жевательной резинки, предпочтительно между 0,01-1 мас.% жевательной резинки. Обычно высокоинтенсивные подслащиватели являются, по крайней мере, в 20 раз слаще, чем сахароза. Эти подслащиватели могут включать, но не ограничиваются ими, сукралозу, аспартам, соли ацесульфама, алитам, сахарин и его соли, цикламовую кислоту и ее соли, глицирризин, дигидрохальконы, таутамин, монеллин и им подобные вещества, сами по себе или в комбинации.
В жевательной резинке могут быть использованы комбинации подслащивателей, содержащих и не содержащих сахара. Подслащиватель может также выступать в жевательной резинке во всей или в ее части в качестве водорастворимого агента, придающего объем. Кроме того, подслащиватель может придавать дополнительную сладость, такую как с водным сахаром или раствором альдитола.
Обычно желательно присутствие отдушки в жевательной резинке в количестве в пределах от около 0,1 до около 15 мас.% жевательной резинки, предпочтительно от около 0,2 до около 5 мас.% жевательной резинки и более предпочтительно от около 0,5 до около 3 мас.% жевательной резинки. Агенты, выступающие в качестве отдушек, могут включать необходимые масла, синтетические отдушки или их смеси, включающие, но не ограничивающиеся ими, масла, полученные из растений и фруктов, такие как цитрусовые масла, фруктовые эссенции; масло мяты перечной, масло мяты колосовой, других масел мяты, луковое масло, масло грушанки, аниса обыкновенного и им подобные масла. Могут быть также использованы агенты и компоненты, выступающие в качестве искуственных отдушек, в ингредиентах отдушек изобретения. Натуральные и синтетические агенты, выступающие в качестве отдушек, могут быть объединены в любом сенсориально приемлемом виде.
Необязательные ингредиенты, такие как окрашивающие агенты, эмульгаторы, фармацевтические агенты и дополнительные агенты, выступающие в качестве отдушек, могут быть также включены в жевательную резинку.
Заявка США No 08/305363, которая вводится здесь ссылкой, раскрывает использование высокоэффективного непрерывного смесителя (например, лопастно-шпоночного смесителя) для приготовления жевательной резинки без требуемого разделения производства основы смолы. Кроме раздельного производства концентрата основы смолы, как представлено здесь, процедуры, подобные тем, которые представлены в вышеуказанной патентной заявке, могут быть использованы для приготовления жевательной резинки согласно этому изобретению. Как объяснено в патентной заявке, расстояние смешения, или L/D, может быть выражено как отношение длины конкретной активной области шнека смесителя, которую составляют элементы смешения, к максимальному диаметру барабана смесителя в этой активной области. Способ изобретения включает выполнение следующих стадий смешения в одном непрерывном смесителе:
а) добавления и тщательного смешения, по крайней мере, части концентрата основы смолы и других ингредиентов основы смолы в непрерывном смесителе, используя отношение L/D не более чем около 25;
б) добавления, по крайней мере, части остающихся (не ингредиентов основы) ингредиентов жевательной резинки и тщательного смешения этих ингредиентов с ингредиентами основы смолы в том же смесителе, используя отношение L/D не более чем около 25, и
с) достаточного завершения операции полного добавления и смешения в том же смесителе таким образом, что ингредиенты существуют в виде гомогенной массы жевательной резинки, используя отношение L/D не более чем около 40.
Предпочтительно, чтобы концентрат основы смолы и другие ингредиенты основы смолы были полностью добавлены и смешаны в восходящем потоке из остающихся ингредиентов жевательной резинки и чтобы остающиеся ингредиенты были полностью добавлены в нисходящем потоке для смешения с уже смешанной основой смолы. Однако изобретение также включает изменение этой процедуры, где часть ингредиентов основы
смолы может быть добавлена в нисходящем потоке с или после добавления остающихся ингредиентов жевательной резинки, и/или где часть остающихся ингредиентов (ингредиентов не основы смолы) может быть добавлена в восходящем потоке с или до добавления некоторых основных ингредиентов. Важным свойством изобретения является то, что, по существу, гомогенная масса продукта жевательной резинки может быть получена в единичном непрерывном смесителе, используя отношение L/D не более чем около 40, без требуемого отдельного производства основы смолы, за исключением концентрата основы смолы.
Как далее объяснено в патентной заявке No. 08/305363, производство основы смолы может быть завершено при использовании отношения L/D не более чем около 25 или меньше, предпочтительно около 20 или меньше, более предпочтительно около 15 или меньше. Тогда, в соответствии с изобретением, остающиеся ингредиенты жевательной резинки могут быть объединены с основой смолы для приготовления окончательного продукта жевательной резинки при использовании отношения L/D около 25 или меньше, предпочтительно около 15 или меньше, более предпочтительно около 10 или меньше. Смешение ингредиентов основы смолы и остающихся ингредиентов жевательной резинки предпочтительно имеет место в различных частях смесителя, но может перекрываться, пока достигают общего смешения, используя отношение L/D около 40 или меньше, предпочтительно около 30 или меньше, более предпочтительно около 20 или меньше.
Когда в качестве непрерывного смесителя используют лопастно-шпоночный смеситель, производство жевательной резинки может быть завершено при использовании общего отношения расстояния смешения L/D около 19. Концентрат основы смолы может быть добавлен и смешан с остающимися ингредиентами основы смолы при использовании отношения L/D около 15 или меньше, и остающиеся ингредиенты жевательной резинки могут быть объединены с ингредиентами основы смолы при использовании далее отношения L/D около 5 или меньше.
На Фигуре 1 приводят в качестве примера лопастно-шпоночный смеситель. Лопастно-шпоночный смеситель использует комбинацию определенно сконструированных вращающихся лопастей смесителя и стационарных барабанных шпонок для обеспечения эффективного смешения в пределах относительно короткого расстояния. Коммерчески доступный лопастно-шпоночный смеситель представляет замесочную машину Buss, изготовленную Buss AG в Швейцарии и доступную из Buss America, расположенную в Bloomingdale, Illinois.
Относительно Фигуры 1, теперь предпочтительный лопастно-шпоночный смеситель 100 включает единичный шнек смешения 120, вращающийся внутри барабана 140, который в процессе использования закрывает и полностью окружают шнек смешения 120. Шнек смешения 120 включает обычный цилиндрический вал 122 и три ряда лопастей смешения 124, расположенных на равном расстоянии вокруг вала шнека 122 (только с двумя рядами, которые видны на Фигуре 1). Лопасти смешения 124 выступают радиально снаружи из вала 122, каждая из которых напоминает лезвие топора.
Барабан смешения 140 включает внутренний вал барабана 142, который обычно является цилиндрическим, когда барабан 140 закрывают вокруг шнека 120 в процессе работы смесителя 100. Три ряда стационарных шпонок 144 располагаются на равном расстоянии вокруг вала шнека 142 и радиально выдаются внутрь из вала барабана 142. Шпонки 144 являются обычно цилиндрическими по форме и могут иметь закругленные или скошенные концы 146.
Шнек смешения 120 с лопастями 124 вращается внутри барабана 140 и приводится в движение двигателем с переменной скоростью (не показан). В процессе вращения шнек смешения 120 также движется вперед и назад в аксиальном направлении, создавая комбинацию вращательного и аксиального перемешивания, которая является высокоэффективной. В процессе вращения лопасти смешения 124 непрерывно проходят между стационарными шпонками 144, тем не менее лопасти и шпонки никогда не прикасаются друг к другу. Кроме того, радиальные углы 126 лопастей 124 никогда не прикасаются к внутренней поверхности барабана 142, и концы 146 шпонок 144 никогда не прикасаются к валу шнека смешения 122.
Фигуры 2-6 иллюстрируют различные элементы шнека, которые могут быть использованы для пространственного расположения шнека смешения 120 для оптимального использования. Фигуры 2А и 2В иллюстрируют элементы 20 и 21 на шнеке, каждый из которых включает цилиндрическую внешнюю поверхность 22, множество лопастей 24, выступающих наружу из поверхности 22, и внутреннее отверстие 26 со шпоночной канавкой 28 для приема и установки вала шнека смешения (не показано). Второй элемент 21 на шнеке является приблизительно в два раза длиннее, чем первый элемент 20 на шнеке.
Фигура 2С иллюстрирует ансамбль ограничительного кольца, используемый для создания обратного давления при выбранном положении вдоль шнека смешения 120. Ансамбль ограничительного кольца 30 включает две половины 37 и 39, установленные в барабанном корпусе 142, половины, которые соединяются в процессе использования с образованием закрытого кольца. Ансамбль ограничительного кольца 30 включает внешний круглый обод 32, внутреннее кольцо 34, профилированное как показано, и отверстие 36 во внутреннем кольце, которое принимает, но не касаться их, элементы 20 и 21 на шнеке, установленные на валу шнека. Установочные отверстия 35 в поверхности кольца 32 обеих половин ансамбля ограничительного кольца 30 используют для установки половин в барабанный корпус 142.
Фигура 3 иллюстрирует связь между ансамблем ограничительного кольца 30 и элементами 20 и 21 на шнеке в процессе работы. Когда шнек смешения 120 поворачивается внутри барабана 140 и движется аксиально с возвратно-поступательным движением, просветы между элементами 20 и 21 на шнеке и внутренним кольцом 34 обеспечивают первичный способ прохождения материала с одной стороны ансамбля ограничительного кольца 30 к другой. Элемент 20 на шнеке в части восходящего потока ансамбля ограничительного кольца включает видоизмененную лопасть 27, позволяющую образовывать просвет внутри кольца 34. Другой элемент 21 на шнеке помещают обычно в части нисходящего потока ансамбля ограничительного кольца 30 и он имеет концевую лопасть (не видна), которая движется близко к противоположной поверхности и вытирает противоположную поверхность внутреннего кольца 34.
Просветы между внешними поверхностями 22 элементов 20 и 21 на шнеке и внутренним кольцом 34 ансамбля ограничительного кольца 30, которые могут меняться и предпочтительно имеют размер порядка 1-5 мм, определяют в большей степени, насколько велико будет создаваемое давление, которое будет иметь место в области восходящего потока ансамбля ограничительного кольца 30 в процессе работы смесителя 100. Следует отметить, что элемент 20 на шнеке в восходящем потоке имеет отношение L/D около 1/3 и элемент 21 на шнеке в нисходящем потоке имеет отношение L/D около 2/3, давая в результате общее отношение L/D около 1.0 для элементов на шнеке. Ансамбль ограничительного кольца 30 имеет меньшее отношение L/D около 0.45, которое совпадает с отношением L/D элементов 20 и 21 на шнеке, которые связываются друг с другом, но не касаются ансамбля ограничительного кольца.
Фигуры 4 и 5 иллюстрируют элементы смешения или "замешивания", которые выполняют большую часть работы по смешению. Первоначальная разница между более низким элементом 40 сдвигового смешения Фигуры 4 и более высоким элементом 50 сдвигового смешения Фигуры 5 представляет размер лопастей смешения, которые выступают снаружи на элементах смешения. На Фигуре 5 более высокие лопасти 54 сдвигового смешения, которые выступают снаружи из поверхности 52, являются больше и толще, чем более низкие лопасти 44 сдвигового смешения, которые выступают снаружи из поверхности 42 на Фигуре 4. Для каждого из элементов смешения 40 и 50 лопасти смешения располагают в трех переферически расположенных рядах, как объяснено выше относительно Фигуры 1. Использование более толстых лопастей смешения 54 на Фигуре 5 обозначает, что существует меньшее аксиальное расстояние между лопастями 54 и стационарными шпонками 144, когда шнек 120 вращается и движется аксиально возвратно-поступательно (Фигура 1). Это уменьшение в просвете вызывает, по существу, более высокий сдвиг вблизи элементов смешения 50.
Фигура 6 иллюстрирует единичную стационарную шпонку 144 выделенную из барабана 140. Шпонка 144 включает закручиваемое основание 145, которое позволяет проводить присоединение в выбранное положение вдоль вала 142 внутреннего барабана. Это делает также возможным пространственное расположение некоторых из шпонок 144 в виде портов для впрыскивания жидкости путем обеспечения их полыми центральными отверстиями.
Фигура 7 представляет схематический вид барабана, показывающий здесь предпочтительную конфигурацию барабана, включающую предпочтительное устройство барабанных шпонок 144.
Фигура 8 представляет соответствующий схематический вид барабана, иллюстрирующий здесь предпочтительную конфигурацию шнека смешения. Смеситель 200, чью предпочтительную конфигурацию иллюстрируют на Фигурах 7 и 8, имеет общее активное расстояние смешения L/D около 19.
Смеситель 200 включает начальную зону подачи смеси 210 и пять зон смешения 220, 230, 240, 250 и 260. Зоны 210, 230, 240, 250 и 260 включают пять возможных больших портов подачи смеси 212, 232, 242, 252 и 262 соответственно, которые могут быть использованы для добавления основных (например, твердых) ингредиентов в смеситель 200. Зону 260 также пространственно располагают с тремя меньшими портами 261, 263 и 264 для впрыскивания жидкости, которые могут быть использованы для добавления жидких ингредиентов. Порты 261, 263 и 264 для впрыскивания жидкости включают специальные барабанные шпонки 144, изготовленные с полыми центрами, как объяснено выше.
Относительно Фигуры 7, барабанные шпонки 144 предпочтительно присутствуют в большей части или во всех доступных положениях, во всех трех рядах, как показано.
Относительно Фигуры 8, предпочтительную здесь конфигурацию шнека смешения 120 для большинства продуктов жевательной резинки схематически иллюстрируют в следующем виде. Зону 210, которая является первоначальной зоной подачи смеси, пространственно располагают с расстоянием смешения около 1-1/3 L/D низкосдвиговых элементов, включающих два элемента 40, показанных на Фигуре 4. Величина L/D начальной зоны подачи 210 не считается как часть общего активного отношения L/D, равного 19, обсуждавшегося выше, потому что ее целью является только подача ингредиентов в зоны смешения.
Первую зону смешения 220 пространственно располагают слева направо (Фигура 1), с двумя элементами низкосдвигового смешения 40 (Фигура 4) с последующими двумя высокосдвиговыми элементами 50 (Фигура 5). Два элемента низкосдвигового смешения вносят около 1-1/3 L/D расстояния смешения и два элемента высокосдвигового смешения вносят около 1-1/3 L/D расстояния смешения. Зона 220 имеет общую величину расстояния смешения L/D около 3.0, включая концевую часть, покрываемую 57 мм ансамблем ограничительного кольца 30 с объединенными элементами 20 и 21 на шнеке (не обозначенными отдельно на Фигуре 8).
Ансамбль ограничительного кольца 30 с объединенными элементами 20 и 21 на шнеке, разъединяющий конец первой зоны смешения 220 и начало второй зоны смешения 230 имеет общее объединенное расстояние смешения L/D около 1.0, часть которого находится во второй зоне смешения 230. Затем зону 230 пространственно располагают слева направо с тремя элементами низкосдвигового смешения 40 и 1.5 элементами высокосдвигового смешения 50. Три элемента низкосдвигового смешения вносят около 2.0 L/D расстояния смешения и 1.5 элемента высокосдвигового смешения вносят около 1.0 L/D расстояния смешения. Зона 230 имеет общую величину расстояния смешения L/D около 4.0.
Разъединяющий конец второй зоны смешения 230 и начало третьей зоны смешения 240 представляют 60 мм ансамбль ограничительного кольца 30 с объединенными элементами на шнеке, имеющий объединенную величину расстояния смешения L/D около 1.0.
Затем зону 240 пространственно располагают слева направо с двумя элементами низкосдвигового смешения 40, вносящими около 11/3 расстояния смешения L/D, с последующими 1.5 элементами высокосдвигового смешения 50, вносящими около 1.0 расстояние смешения L/D, с последующим одним элементом низкосдвигового смешения 40, вносящим около двух третей расстояния смешения L/D. Зона 240 имеет общую величину расстояния смешения L/D около 4.0.
Разъединяющий конец третьей зоны смешения 240 и начало четвертой зоны смешения 250 представляют 1.5 элементами высокосдвигового смешения 50, вносящими расстояние смешение L/D около 1.0. Затем остающуюся четвертую зону смешения 250 и пятую зону смешения 260 пространственно располагают одиннадцатью элементами низкосдвигового смешения, вносящими расстояние смешения L/D около 71/3. Зона 250 имеет общую величину расстояния смешения L/D около 4,0.
Для того чтобы достигнуть производства жевательной резинки, используя предпочтительный лопастно-шпоночный смеситель 200, преимущественно необходимо поддержание числа оборотов в минуту шнека смешения 120, по крайней мере, около 150, предпочтительно меньше чем 100. Кроме того, температуру смесителя предпочтительно оптимизируют таким образом, чтобы основа смолы находилась при температуре около 54,4oС или ниже, когда она первоначально встречает другие ингредиенты жевательной резинки, и продукт жевательной резинки находился при температуре около 54,4oС или ниже (предпочтительно 51,7oС или ниже), когда он находится в смесителе. Эта оптимизация температуры может сопровождаться частично избирательным нагреванием и/или охлаждением водой секций барабана, окружающих зоны смешения 220, 230, 240, 250 и 260.
Для того чтобы производить основу смолы, следующая предпочтительная процедура может быть такой. Концентрат основы смолы и любые оставшиеся ингредиенты добавляют в первый большой порт подачи смеси 122 в зону подачи 210 смесителя 200 и подвергают дисперсионному перемешиванию в первой зоне смешения 220 и второй зоне смешения 230, в то же время перемещая ее в направлении стрелки 122. Затем ингредиенты основы смолы подвергают больше распределительному смешения в третьей зоне смешения 240, в то время как перемещают их в направлении стрелки 122. К тому моменту, когда ингредиенты покидают зону 240, производство основы смолы должно быть закончено. Основа смолы должна покидать третью зону смешения 240, являясь, по существу, гомогенной, свободной от комков соединений с однородной окраской. Конечно, основа смолы может наблюдаться только путем остановки смесителя и открытия барабана смесителя.
Четвертую зону смешения 250 используют, в основном, для охлаждения основы смолы, хотя минимальное количество ингредиентов жевательной резинки может быть добавлено в нее. Затем для производства конечного продукта жевательной резинки могут быть добавлены глицерин, кукурузный крахмал, другие объемные подслащиватели, содержащие сахар, высокоинтенсивные подслащиватели и отдушки в пятую зону смешения 260, и ингредиенты подвергают распределительному смешению. Если продукт смолы должен быть продуктом, не содержащим сахара, то гидролизат гидрированного крахмала или раствор сорбита могут быть использованы вместо кукурузного сиропа, а порошкообразные альдитолы могут быть использованы вместо сахара.
Предпочтительно глицерин добавляют в первый порт впрыскивания жидкости 261 в пятой зоне смешения 260.
Твердые ингредиенты (объемные подслащиватели, капсулированные высокоинтенсивные подслащиватели и т.д.) добавляют в большой порт подачи 262. Сиропы (кукурузный сироп, гидролизат гидрированного крахмала, раствор сорбита и другие) добавляют в следующий порт впрыскивания жидкости 263 и отдушки добавляют в конечный порт впрыскивания жидкости 264. Или же отдушки могут быть добавлены в порты 261 и 263 для того, чтобы способствовать пластификации основы смолы, тем самым снижая температуру и крутящий момент на шнеке. Это может позволить осуществлять вращение смесителя при более высоких оборотах в минуту и повысить производительность.
Ингредиенты смолы соединяют в гомогенную массу, которую выгружают из смесителя в виде непрерывного потока или "жгута". Непрерывный поток или "жгут" может быть выгружен на движущийся конвейер и перенесен в зону формования, где смоле придают желаемую форму, такую, которая может быть получена путем вальцевания ее в пластины, рубки и разрезания на куски.
Большая область изменений и модификаций в предпочтительных вариантах изобретения будет очевидной для специалистов в этой области. Вышеприведенные предпочтительные варианты и примеры, которые следуют, являются в большей степени иллюстрацией изобретения и не должны накладывать ограчения на изобретение. Например, различное оборудование непрерывного смешения и различные конфигурации смесителей могут быть использованы без отклонения от изобретения, поскольку завершение основы жевательной резинки и продукта жевательной резинки выполняют в одном непрерывном смесителе, используя расстояние смешения L/D меньше чем около 40.
Пример 1.
Следующий концентрат основы смолы был приготовлен с использованием техники, аналогичной обычной технике изготовления основы смолы. Конкретно, был использован высокосдвиговый W & Р двухлопастный сигма-смеситель, имеющий фронтальную скорость лопасти 252 об/мин, нагретый потоком при давлении 3.1 атм и загружаемый на 337 кг. Использовали 2-часовой цикл смешения и замес выгружали при 95-120oС.
Ингредиент концентрата основы смолы - Весовой процент концентрата основы смолы
Бутилкаучук (мол. вес 135000) - 16.78
Карбонат кальция - 8.22
Моностеарат глицерина - 9.59
Гидрированное соевое масло - 9.07
Частично гидрированный растительный шоретенинг - 6.39
Гидрированное хлопковое масло - 15.45
Полиизобутилен (мол. вес 10000) - 11.72
Порошок кокао - 1.20
Терпеновая смола - 21.53
ВНТ - 0.05
Общее количество - 100.0
Концентрат основы смолы имел гомогенную консистенцию и состав, пригодный для использования в различных продуктах жевательной резинки.
Пример 2.
Продукт жевательной резинки был приготовлен с использованием лопастно-шпоночного смесителя Buss, имеющего пять барабанных зон смешения, с расстоянием смешения L/D около 19 и дополнительной зоной загрузки смеси, расположенной до первой зоны смешения, с расстоянием смешения L/D около 1.1/3. Смеситель имел максимальный диаметр барабана 100 мм и длину шнека 2080 мм. Шнек смешения был сконструирован с использованием предпочтительной конфигурации, описанной выше, относительно Фигур 7 и 8. Скорости загрузки смеси были спроектированы с выходом около 135 кг в час (300 фунтов в час) продукта жевательной резинки. В нисходящей части потока смесителя не использовали головку шнека и продукт выгружали в виде непрерывного жгута.
Жидкие ингредиенты загружали, используя объемные насосы, в большие порты загрузки смеси и/или меньшие порты впрыскивания жидкости, обычно расположенные, как описано выше, если не оговорено особо. Насосы были доведены до соответствующего размера и отрегулированы таким образом, чтобы достигать желаемой скорости подачи сырья.
Сухие ингредиенты добавляли, используя гравиметрические шнековые аппараты для подачи сырья в большие порты подачи сырья, расположенные, как описано выше. Вновь аппараты для подачи сырья были доведены до соответствующего размера и отрегулированы таким образом, чтобы достигать желаемой скорости подачи сырья.
Контроль температуры осуществлялся за счет циркуляции воды через рубашки, окружающие каждую барабанную зону смешения и внутри шнека смешения, как необходимо. Когда было желательно охлаждение воды, использовали слив воды (обычно при температуре около 13oС) без дополнительного охлаждения.
Температуру регистрировали для обоих компонентов смеси жидкости и ингредиентов смеси. Температуры жидкости (воды) устанавливали для каждой барабанной зоны смешения (соответствующей 220, 230, 240, 250 и 260 зонам) и сообщали ниже как Z1, Z2, Z3, Z4 и Z5 соответственно. Также устанавливали температуру жидкости для шнека смешения 120 и сообщали ниже как S1.
Действительную температуру смеси регистрировали вблизи нисходящей части потока зон смешения 220, 230, 240 и 250 нижнего потока и вблизи средней части зоны смешения 260, и вблизи нижней части зоны смешения 260. Эти температуры смеси сообщают ниже как Т1, Т2, Т3, Т4, Т5 и Т6 соответственно. Действительные температуры смеси зависят от температур циркулирующей жидкости, теплообменных свойств смеси и окружающего барабана и механического нагревания от способа смешения и часто отличаются от устанавливаемых температур, обусловленных дополнительными факторами.
Все ингредиенты добавляли к непрерывному смесителю при температуре окружающей среды (около 25oС), если не оговорено особо.
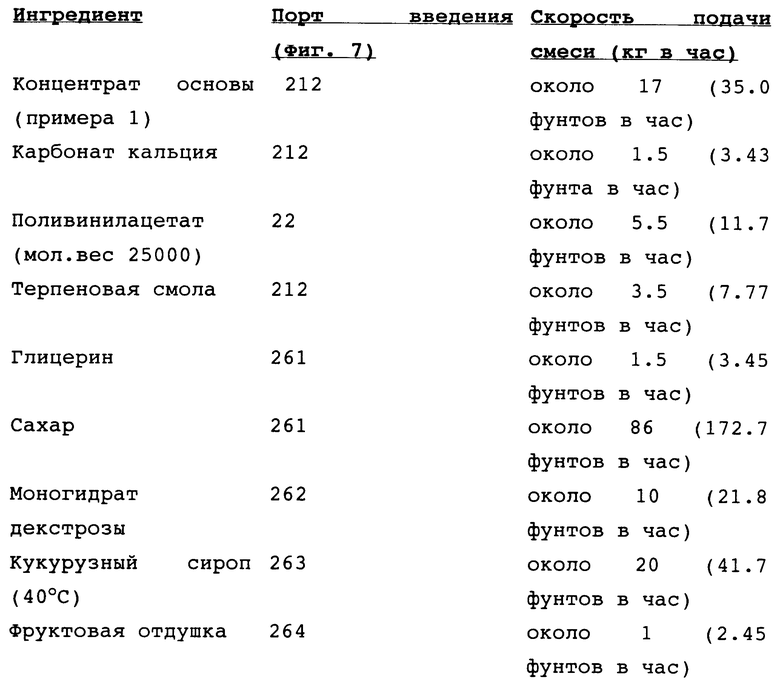
Относительно Фигур 7 и 8, концентрат основы смолы Примера 1 загружали в виде гранул в большой порт подачи смеси 212 начальной зоны подачи смеси 210, при непрерывной скорости около 15 кг в час (31.1 фунта в час). Загружали также карбонат кальция в порт 212 со скоростью около 5 кг в час (10.4 фунта в час), терпеновую смолу со скоростью около 2 кг в час ( 3.65 фунта в час), высокомолекулярный поливинилацетат (средний мол. вес 65000) со скоростью около 0.7 кг в час (1.65 фунта в час) и низкомолекулярный поливинилацетат (средний мол. вес 25000) со скоростью около 6.0 кг в час (13.2 фунта в час). Эти ингредиенты смешивали вместе и подавали в направлении стрелки 122 (Фигура 8).
Никаких других ингредиентов не добавляли больше в зоны смешения от 220 до 250. Глицерин впрыскивали со скоростью около 2 кг в час (4.50 фунта в час) в первый порт 261 впрыскивания жидкости пятой зоны смешения 260. Сахар добавляли со скоростью около 100 кг в час (193.5 фунтов в час) в большой порт подачи смеси 262 зоны смешения 260. Кукурузный сироп (при 40oС) впрыскивали со скоростью около 15 кг в час (39.0 фунтов в час) во второй порт впрыскивания жидкости 263 зоны смешения 260. Наконец, масло мяты перечной впрыскивали со скоростью 1.5 кг в час (3.00 фунта в час) в третий порт впрыскивания жидкости 264 зоны смешения 260.
Ингредиенты смешивали вместе и подавали нисходящим потоком, используя шнек смешения со скоростью 60 об/мин. Температуры зон (Z1-Z6, oС) установливали при 65.6, 65.6, 37.8, 12.8 и 12.8 соответственно. Температуру шнека (SI) устанавливали при 12.8oС. Температуры смесей (Т-Т6, oС) были измерены как 65.6, около 67, около 53, 30.6, 35 и около 39 соответственно.
Продукт жевательной резинки покидал смеситель при температуре около 47oС и был судя по всему приемлего качества.
Пример 3.
Следующий пример представляет пример различных продуктов жевательной резинки, которые могут быть приготовлены с использованием одного и того же концентрата основы смолы Примера 1. Этот состав жевательной резинки, который содержит фруктовую отдушку, будет также включать окончательный состав основы смолы, по сравнению с жевательной резинкой Примера 2.
Может быть установлен и пущен в действие лопастно-шпоночный смеситель, как в Примере 2, за исключением того, что должны быть использованы следующие ингредиенты и скорости подачи смеси (см.таблицу).
Сравнение примеров 2 и 3 указывает на то, что когда применяют способ изобретения, могут быть изготовлены значительно различающиеся составы жевательной резинки с значительно различающимися основами смолы с использованием одного и того же концентрата основы смолы и очень похожей техники производства.
Пример 4.
Этот пример иллюстрирует непрерывное приготовление концентрата основы смолы, используя лопастный смеситель как описано в патентной Заявке США No. 08/141281, опубликованной как патент США.
Конкретно, лопастный смеситель может быть непрерывным двухшнековым смесителем Teledyne Readco с диаметром лопасти около 1.2 см, доступный из Teledyne Readco in York, Pennsylvania. Лопастный смеситель может быть нагрет до 175oС, запущен в работу со скоростью 250 об/мин.
Как далее объяснено в патентной Заявке США No. 08/141281, Teledyne Readco лопастный смеситель может включать первоначальный двойной шнек загрузки, расположенный рядом с первым портом добавления ингредиента, с последующими 28 сегментами на каждом валу шнека, которые располагаются пользователем. Лопастные элементы могут быть помещены на каждый сегмент в любые четыре аксиальные положения, пронумерованные от 1-4 (разделенные относительными углами 0o, 90o 180o и 270o) для создания прямого, нейтрального и обратного давления в пределах серии сегментов. Для осуществления этого примера двойные валы шнека могут быть расположены следующим образом:
а) сегменты 1-11 (нисходящий поток из начальной секции загрузки с двойным шнеком), пространственно расположенные плоскими лопастями в следующих соответственных аксиальных положениях:
4, 4, 4, 2, 2, 2, 3, 4, 1, 2, 3;
б) сегменты 12-15, пространственно расположенные во второй секции загрузки с двойным шнеком, соседние со вторым портом добавления ингредиентов;
с) сегменты 16-27 (нисходящий поток из второй секции загрузки с двойным шнеком), пространственно расположенные плоскими лопастями в следующих соответственных аксиальных положениях: 3, 3, 3, 1, 1, 1, 3, 3, 3, 4, 1, 2, и
д) сегмент 28, пространственно расположенный с обратным спиральным элементом, находящимся в аксиальном положении 1.
В первый порт подачи смеси может быть добавлено около 7 кг в час (14.12 фунтов в час) бутилкаучука, около 17 кг в час (35.12 фунтов в час) карбоната кальция и около 13 кг в час (27.88 фунтов в час) терпеновой смолы.
Во второй порт подачи смеси может быть добавлено около 20 кг в час (42.88 фунтов в час) поливинилацетата.
Продукт будет проходить со скоростью около 60 кг в час (120 фунтов в час) в виде гомогенного концентрата основы смолы, который может непрерывно загружаться в расплавленной форме в непрерывный смеситель для жевательной резинки, как описано в Примере 5.
Пример 5.
Этот пример иллюстрирует непрерывное получение жевательной резинки, содержащей сахар, с отдушкой гаултерии, используя основной концентрат Примера 4.
Два непрерывных экструдера смешения с двойным шнеком Werner-Pfleiderer ZSK 58 могут быть помещены параллельно друг другу и в серии со смесителем Teledyne Readco, использованным для приготовления концентрата основы смолы Примера 4. Каждый ZSK 58 оборудуют шестью барабанными сегментами или зонами с длиной 240 мм и диаметром 58 мм. Сам по себе, каждый барабанный сегмент имеет номинальное расстояние смешения L/D, равное 4, и каждый ZSK 58 имеет номинальное общее расстояние смешения L/D, равное 24.
Непрерывный поток расплавленного концентрата основы смолы, выпускаемый лопастным смесителем, делят на два равных потока, движущихся со скоростью около 30 кг в час (60 фунтов в час), с одним из потоков, загружающих каждый из непрерывных смесителей ZSK 58. Каждый непрерывный смеситель располагают с профилем шнека, выбранным для обеспечения достаточного распределительного смешения в первых 3-4 баранных секциях (2-16 L/D ), для того чтобы вводить масла и полиизобутилен в концентрат основы смолы, обеспечивая тем самым окончательную основу смолы. После этого каждый оставшийся смеситель ZSK 58 (2-3 барабанных секции, или 8-12 L/D ) располагают для распределительного смешения для облегчения введения остающихся ингредиентов (не основы смолы) жевательной резинки.
Конкретно, каждый из двойных шнеков смешения в каждом ZSK 58 смесителе может быть расположен следующим образом. Первая зона (восходящего потока), соседняя с первым портом подачи смеси, может быть расположена со 180 мм передними элементами перемещения с последующими 60 мм передними зубчатыми элементами смешения. Вторая и третья зоны (а возможно, и четвертая) каждая могут быть расположены с 90 мм элементами переднего перемещения, с последующими 120 мм передними турбинными элементами, с последующими 30 мм элементами обратного перемещения. К концу нисходящего потока секции смешения основы смолы (т.е. к концу третьей или четвертой зоны) может быть применен дисковый элемент для ограничения потока ингредиентов основы смолы, вызывающих локализованное наполнение смесителя, и лучшего перемешивания ингредиентов основы смолы.
Нисходящий поток, начинающийся от секции смешения основы смолы (т.е. ближе к началу четвертой или пятой зоны) и продолжающийся через оставшуюся часть каждого из смесителей ZSK 58, и элементы переднего перемещения могут быть исключительно использованы для обеспечения гомогенности продукта или они могут быть объединенными с обычными группами перемешивающих блоков для обеспечения гомогенности продукта. Это перемещение и устройство легкого перемешивания обеспечивают более осторожное распределительное перемешивание остающихся (не основы смолы) ингредиентов жевательной резинки с ингредиентами основы смолы в конечных зонах каждого смесителя ZSK 58. Другой большой порт загрузки, используемый для добавления объемных подслащивателей и других ингредиентов не основы смолы, обеспечивают в начале первой зоны смешения жевательной резинки прямо в нисходящем потоке из последней зоны смешения основы смолы.
Для обеспечения соответствующего смешения шесть зон могут быть обеспечены набором температур (oС) 120, 110, 80, 49, 49 и 49 соответственно. Конкретные ингредиенты могут быть добавлены следующим образом в каждый из непрерывных смесителей ZSK 58.
В первый большой порт, расположенный в первой зоне, со скоростью около 30 кг в час (60 фунтов в час) добавляют концентрат основы смолы из Примера 4 и около 2.5 кг в час (4.96 фунтов в час) полиизобутилена. В порты впрыскивания жидкости, расположенные во второй и третьей зонах (в начале каждой группы турбинных элементов), может быть добавлена смесь 14% лецитина и 86% жира с общей скоростью около 9 кг в час (19,5 фунтов в час).
Во второй большой порт загрузки (в четвертой зоне, предполагая, что производство основы смолы заканчивают в третьей зоне) может быть добавлено около 103 кг в час (206 фунтов в час) сахара и около 20 кг в час (40 фунтов в час) моногидрата декстрозы, около 2.5 кг в час (5.20 фунтов в час) капсулированного аспартама и около 2.4 кг в час (4.80 фунтов в час) капсулированного ацесультама К. Кроме того, смесь 10% глицерина и 90% кукурузного крахмала может быть добавлена со скоростью около 26 кг в час (53.2 фунтов в час) в четвертую зону, используя как раз порт впрыскивания жидкости нисходящего потока из большого порта загрузки.
Наконец, смесь 6% лецитина и 94% отдушки гаултерии может быть добавлена со скоростью около 3.5 кг в час (6,80 фунтов в час), используя порт впрыскивания жидкости в шестой зоне. В результате будет получена жевательная резинка с отдушкой гаултерии, производимая со скоростью около 200 кг в час (400 фунтов в час) каждым из двух непрерывных смесителей ZSK 58.
Может быть желательным изменение указанного выше способа в некоторой степени с целью оптимизации способа. Раскрытая выше конфигурация шнека, условия способа и последовательность добавления компонентов отражают наилучшую информацию, известную в настоящее время для этого способа.
Следует заметить, что способ настоящего изобретения способен осуществляться в форме различных вариантов, только некоторые из которых были проиллюстрированы и описаны выше. Изобретение может быть осуществлено в других формах без отклонения от его сути и существенных характеристик. Необходимо отметить, что дополнительные конкретные другие ингредиенты, стадии способа, материалы или компоненты, не включенные конкретно, будут отрицательно влиять на настоящее изобретение. Наилучшая форма изобретения поэтому может исключать введение или использование в изобретении ингредиентов, стадий способа, материалов или компонентов, других чем те, которые приведены выше. Однако описанные варианты рассматриваются во всех отношениях как иллюстративные и не ограничают изобретения, и объем изобретения поэтому определяются в большей степени прилагаемой формулой изобретения, чем вышеприведенным описанием. Все изменения, которые находятся в пределах значений и области эквивалентности формуле изобретения, включают в пределы этого объема.
Способ непрерывного производства жевательной резинки включает стадии приготовления концентрата основы смолы, имеющего основной состав для приготовления различных конечных основ смолы и жевательных резинок, и объединения концентрата основы смолы с остальными ингредиентами основы смолы и другими ингредиентами жевательной резинки в одном непрерывном смесителе. Изобретение обеспечивает способ непрерывного приготовления жевательной резинки из концентрата основы смолы с помощью двустадийного процесса, который не требует промежуточной стадии выделения основы и который не требует изменения существующего классического состава жевательной резинки. Кроме того, изобретение обеспечивает улучшенный непрерывный способ для приготовления жевательной резинки, в котором используется концентрат основы смолы, применимый для широкого ассортимента продуктов жевательной резинки, и который объединяет окончание производства основы смолы с производством конечного продукта жевательной резинки. 6 с. и 27 з.п.ф-лы, 10 ил., 1 табл.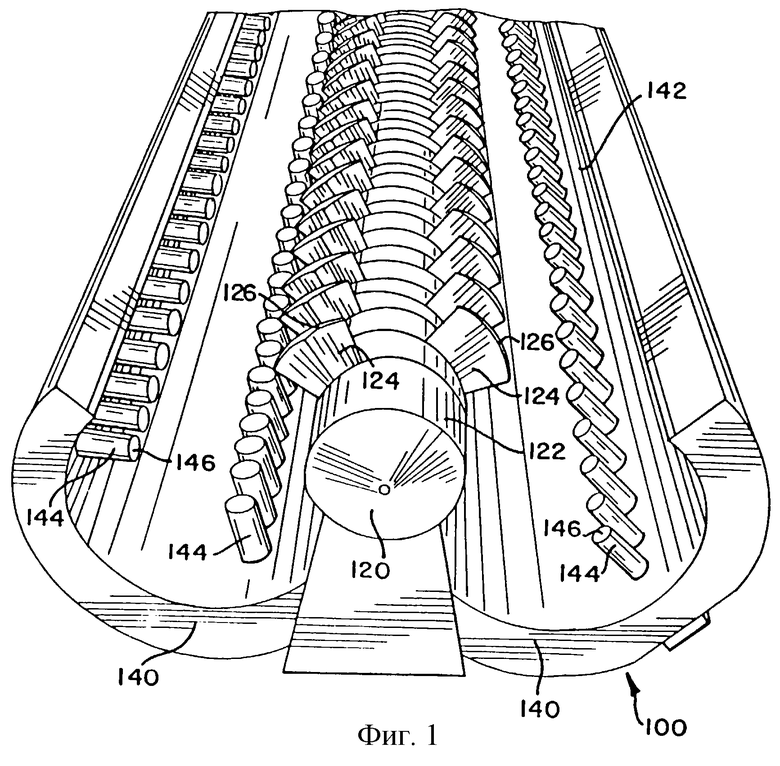
| US 4968511 А, 06.11.1990 | |||
| US 5045325 А, 03.09.1991 | |||
| Способ измерения интегральной излучательной способности с применением микропечи (варианты) | 2015 |
|
RU2607671C1 |
| US 5135760 А, 04.08.1992 | |||
| Пневматическая секционная шина | 1923 |
|
SU1241A1 |
| СПОСОБ ЛЕЧЕНИЯ ВРОЖДЕННОЙ ВАРУСНОЙ ДЕФОРМАЦИИ ШЕЙКИ БЕДРЕННОЙ КОСТИ ТЯЖЕЛОЙ СТЕПЕНИ | 2015 |
|
RU2635441C2 |

