Настоящее изобретение относится к способу карбонилирования алкилалифатических спиртов и/или их реакционноспособных производных в присутствии родиевого катализатора.
Способы карбонилирования в присутствии родиевых катализаторов известны и описаны, например, в патенте США 3769329 и Европейском патенте 0055618-A.
В J. Molecular Catalysis, 39 (1987) 115-136 описано добавление иодидов в растворы родиевого катализатора для карбонилирования метанола при низкой концентрации воды (< 2М) с целью ускорить карбонилирование и стабилизировать родиевый катализатор. В литературе сообщалось о скорости карбонилирования метанола в присутствии MnI2 совместно с данными о скорости для большого числа других иодидов при общем избыточном реакционном давлении 400 фунтов/кв. дюйм. Авторы настоящего изобретения полагают, что в таких условиях скорость реакции карбонилирования не ограничена парциальным давлением моноокиси углерода. Более того, молярное соотношение марганец:родий в описанном эксперименте с использованием марганца очень велико и составляет по оценке (> 90): 1.
Проведение процессов карбонилирования при низком парциальном давлении моноокиси углерода желательно, поскольку оно ведет к улучшенному использованию моноокиси углерода как реагента, например, за счет уменьшения потерь моноокиси углерода с газами, удаляемыми из реактора.
Проблема с катализируемыми родием реакциями карбонилирования состоит в том, что при низком парциальном давлении моноокиси углерода в реакторе для карбонилирования, т.е. при давлении менее или равном 7 бар, скорость карбонилирования может быть ограничена парциальным давлением моноокиси углерода.
Технической проблемой, которую необходимо разрешить, является разработка способа карбонилирования алкилалифатического спирта и/или его реакционноспособного производного в присутствии родиевого катализатора и алкилгалогенида, что позволяет устранить эту проблему.
Таким образом, в соответствии с настоящим изобретением предлагается способ карбонилирования алкилалифатического спирта и/или его реакционноспособного производного, включающий стадии (I) введения в контакт в реакторе для карбонилирования спирта и/или его реакционноспособного производного с моноокисью углерода в жидкой реакционной смеси, содержащей (а) родиевый катализатор, (б) алкилгалогенид и (в) воду по меньшей мере в ограниченной концентрации, и (II) выделения продукта карбонилирования из жидкой реакционной смеси, отличающийся тем, что на стадиях карбонилирования и/или выделения продукта парциальное давление моноокиси углерода, меньшем или равном 7 бар, и эти стадии осуществляют в присутствии марганецсодержащего стабилизатора для родиевого катализатора при молярном соотношении марганец:родий (0,2-20): 1.
В способе по настоящему изобретению использование марганцевого стабилизатора для родиевого катализатора оказывает благоприятное влияние на скорость катализируемого родием карбонилирования алкилалифатического спирта и/или его реакционноспособного производного при парциальном давлении моноокиси углерода, меньшем или равном 7 бар, которое может ограничить скорость карбонилирования в отсутствии марганцевого стабилизатора.
Таким образом, в соответствии с одним из предметов настоящего изобретения предлагается способ карбонилирования алкилалифатического спирта и/или его реакционноспособного производного, включающий введение в контакт в реакторе для карбонилирования спирта и/или его реакционноспособного производного с моноокисью углерода в жидкой реакционной смеси при парциальном давлении моноокиси углерода в реакторе, меньшем или равном 7 бар, в котором эта жидкая реакционная смесь содержит (а) родиевый катализатор, (б) алкилгалогенид, (в) воду по меньшей мере в ограниченной концентрации, и (г) стабилизатор для родиевого катализатора, содержащий марганец в активной для ускорения реакции карбонилирования форме, при молярном соотношении марганец:родий (0,2-20):1.
Неожиданно было обнаружено, что согласно способу карбонилирования по настоящему изобретению марганцевый стабилизатор оказывает благоприятное влияние на процесс карбонилирования в значительно более низкой концентрации, чем указанная в J. Molecular Catalysis, 39 (1987) 115-136. Было установлено, что это благоприятное влияние марганца на реакцию карбонилирования в способе по настоящему изобретению происходит при низком парциальном давлении моноокиси углерода, меньшем или равном 7 бар, которое в отсутствии марганцевого стабилизатора ограничивало бы скорость карбонилирования, в то время как иодиды, такие как иодид лития, в таких условиях, как установлено, не повышают скорость карбонилирования.
Кроме того, в способе по настоящему изобретению присутствие марганцевого стабилизатора в жидкой реакционной смеси стабилизирует родиевый катализатор, когда на стадии выделения продукта при более низком парциальном давлении моноокиси углерода, чем в реакторе для карбонилирования, продукт карбонилирования отделяют от родиевого катализатора и марганца, содержащихся в жидкой реакционной смеси.
Таким образом, в соответствии еще с одним предметом настоящего изобретения предлагается способ карбонилирования алкилалифатического спирта и/или его реакционноспособного производного, включающий стадии (I) введения в контакт в реакторе для карбонилирования спирта и/или его реакционноспособного производного с моноокисью углерода в жидкой реакционной смеси, содержащей (а) родиевый катализатор, (б) алкилгалогенид и (в) воду по меньшей мере в ограниченной концентрации; (II) выделения продукта карбонилирования из реакционной смеси при парциальном давлении моноокиси углерода, меньшем или равном 7 бар, в присутствии марганецсодержащего стабилизатора для родиевого катализатора при молярном соотношении марганец:родий (0,2-20):1; и (III) возврата родиевого катализатора и марганцевого стабилизатора со стадии (II) на стадию карбонилирования (I).
Соответствующие алкилалифатические спирты включают C1-C10-, предпочтительно C1-C6-, более предпочтительно C1-C4алкилалифатические спирты и наиболее предпочтительно метанол. Предпочтительным алкилалифатическим спиртом является первичный или вторичный алкилалифатический спирт. В качестве продукта карбонилирования спирта, содержащего n углеродных атомов, и/или его производного получают карбоновую кислоту, содержащую n+1 углеродных атомов, и/или эфир карбоновой кислоты, содержащий n+1 углеродных атомов, и спирт, содержащий n углеродных атомов. Таким образом, продукт карбонилирования метанола и/или его производного представляет собой уксусную кислоту и/или метилацетат.
Приемлемые реакционноспособные производные алкилалифатического спирта включают соответствующий алкиловый эфир этого спирта и соответствующую получаемую карбоновую кислоту, диалкиловые эфиры и алкилгалогениды, предпочтительно иодиды или бромиды. Приемлемые реакционноспособные производные метанола включают метилацетат, простой диметиловый эфир и метилиодид. В способе по настоящему изобретению в качестве реагентов может быть использована смесь алкилалифатического спирта с его реакционноспособными производными. В качестве реагентов предпочтительно использовать метанол и/или метилацетат и/или диметиловый эфир. По меньшей мере некоторое количество алкилалифатического спирта и/или его реакционноспособного производного в результате взаимодействия с получаемой карбоновой кислотой или растворителем превращается в сложные алкиловые эфиры, которые, следовательно, присутствуют в жидкой реакционной смеси. Приемлемая концентрация сложного алкилового эфира в жидкой реакционной смеси составляет 0,1-70 вес.%, предпочтительно 0,5-50 вес.% и наиболее предпочтительно 0,5-35 вес.%.
Вода может быть получена in situ в жидкой реакционной смеси, например, за счет реакции этерификации между алкилалифатическим спиртовым реагентом и продуктом - карбоновой кислотой. В реактор для карбонилирования воду можно вводить совместно с другими компонентами жидкой реакционной смеси или отдельно от них. Воду можно отделять от других компонентов реакционной смеси, отводимой из реактора, и можно возвращать в цикл в регулируемых количествах для поддержания требуемой концентрации воды в жидкой реакционной смеси. Соответственно концентрация воды в жидкой реакционной смеси составляет 0,1-15 вес.%, предпочтительно 1-15 вес.%. Предпочтительно поддерживать концентрацию воды менее 14 вес.%, более предпочтительно менее 11 вес.% и наиболее предпочтительно менее 8 вес.%.
Родиевым компонентом катализатора в жидкой реакционной смеси может служить любое родийсодержащее соединение, которое растворимо в этой жидкой реакционной смеси. Родиевый компонент катализатора можно добавлять в жидкую реакционную смесь для реакции карбонилирования в любой приемлемой форме, в которой он растворяется в жидкой реакционной смеси или способен переходить в растворимую форму. В качестве примеров приемлемых родийсодержащих соединений, которые можно добавлять в жидкую реакционную смесь, можно назвать [Rh(CO)2Cl] 2] , [Rh(CO)2I] 2, [Rh(Cod)Cl]2, хлорид родия (III), тригидрат хлорида родия (III), бромид родия (III), иодид родия (III), ацетат родия (III), дикарбонилацетилацетонат родия, RhCl3PPh3)3 и RhCl(CO)(PPh3)2.
Предпочтительная концентрация родиевого катализатора в жидкой реакционной смеси составляет 50-5000 вес.частей/млн в пересчете на родий, предпочтительно 100-1500 вес.частей/млн.
Марганцевым стабилизатором может служить любое марганецсодержащее соединение, которое растворимо в жидкой реакционной смеси. Стабилизатор можно добавлять в жидкую реакционную смесь для реакции карбонилирования в любой приемлемой форме, в которой он растворим в этой жидкой реакционной смеси или способен переходить в растворимую форму.
Примеры пригодных для использования марганецсодержащих соединений включают Mn2(CO)10, ацетат марганца (II), ацетат марганца (III), бромид марганца (II), тетрагидрат бромида марганца (II), хлорид марганца (II), гидрат хлорида марганца (II), иодид марганца (II), оксид марганца (II), оксид марганца (III), оксид марганца (IV), Mn(CO)5Br, Mn(CO)5I.
Полагают, что марганцевый стабилизатор является активным компонентом для ускорения реакции карбонилирования, когда он содержит марганец в низкоокисленном состоянии, в таком как Mn(O) и/или Mn(I). Таким образом, если марганец добавляют в реакционную смесь в высокоокисленном состоянии, в частности в таком, как Mn (II), он может не оказывать промотирующего влияния на реакцию карбонилирования, если или до тех пор, пока он не трансформирован в низкоокисленное состояние, например, введением в контакт с соответствующим восстановителем, таким как водород.
Молярное соотношение марганцевый стабилизатор:родиевый катализатор составляет (0,2-20):1, предпочтительно (0,5-10):1.
Приемлемые алкилгалогениды содержат алкильные остатки, соответствующие алкильному остатку алкилалифатического спиртового реагента, и предпочтительно представляют собой C1-C10-, более предпочтительно C1-C6 и наиболее предпочтительно C1-C4алкилгалогениды. Предпочтительным алкилгалогенидом является иодид или бромид, более предпочтительно иодид. Предпочтительная концентрация алкилгалогенида в жидкой реакционной смеси составляет 1-30 вес.%, предпочтительно 1-20 вес.%, более предпочтительно 2-16 вес.%.
В качестве стабилизатора катализатора в жидкой реакционной смеси может также содержаться иодид. Такой иодид соль может представлять собой иодид соль любого металла, иодид соль четвертичного аммония или иодид четвертичного фосфония. Предпочтительным иодидом металла является иодид щелочного или щелочноземельного металла, более предпочтительно иодид лития, натрия, калия или цезия. К пригодным иодидам четвертичного аммония относятся иодиды кватернизованного амина, пиридина, пирролидина и/или имидазола, например, N,N'-диметилимидазолийиодид. Приемлемые иодиды четвертичного фосфония включают метилтрибутилфосфонийиодид, тетрабутилфосфонийиодид, метилтрифенилфосфонийиодид и т. п. Такие иодиды в качестве стабилизаторов описаны, например, в Европейском патенте EP-A-0573189.
Углеродмонооксидный реагент может быть практически чистым или же может содержать инертные примеси, такие как двуокись углерода, метан, азот, благородные газы, вода и C1-C4парафиновые углеводороды. Содержание водорода в моноокиси углерода и выделяющегося in situ вследствие реакции конверсии водяного газа предпочтительно поддерживать на низком уровне, например, на уровне парциального давления менее 1 бара, так как его присутствие может привести к образованию продуктов гидрогенизации. Парциальное давление моноокиси углерода в реакторе и/или на стадиях выделения продукта составляет менее или равно 7 бар, и в этих условиях, как установлено, использование марганцевого стабилизатора в реакторе в соответствии со способом по настоящему изобретению оказывает положительное воздействие на реакцию карбонилирования благодаря стабилизации катализатора и поддержанию скорости реакции.
Приемлемое избыточное давление во время реакции карбонилирования составляет 10-200 бар, предпочтительно 10-100 бар, более предпочтительно 15-50 бар. Приемлемая температура реакции карбонилирования составляет 100-300oC, предпочтительно 150-220oC, более предпочтительно 170-200oC.
В качестве растворителя для этой реакции можно использовать карбоновую кислоту и/или ее эфир.
Способ по настоящему изобретению можно осуществлять проведением периодического или непрерывного процесса, предпочтительно непрерывного процесса.
Карбоновую кислоту и/или эфир в качестве продукта карбонилирования можно рекуперировать из жидкой реакционной смеси удалением жидкой реакционной смеси из реактора и отделением продукта карбонилирования путем осуществления одной или нескольких стадий однократной равновесной и/или фракционной перегонки от других компонентов жидкой реакционной смеси, таких как родиевый катализатор, марганцевый стабилизатор, алкилгалогенид, вода и неизрасходованные реагенты, которые можно возвращать в реактор для поддержания их концентраций в жидкой реакционной смеси. Продукт карбонилирования можно также удалять из реактора в виде пара.
В предпочтительном варианте жидкую реакционную смесь, содержащую полученную карбоновую кислоту, родиевый катализатор, марганцевый стабилизатор, алкилгалогенид, воду, сложный эфир алкилалифатического спирта и неизрасходованные реагенты, отводят из реактора и направляют в зону однократной равновесной перегонки под более низким общим давлением, чем в реакторе для карбонилирования, где с добавлением теплоты или без него из жидкой реакционной смеси образуются паровая и жидкая фракции, причем паровая фракция содержит полученную карбоновую кислоту, алкилгалогенид, воду, неизрасходованные реагенты и сложный эфир, а жидкая фракция содержит полученную карбоновую кислоту, родиевый катализатор, марганцевый стабилизатор и воду совместно с некоторыми количествами алкилгалогенида и сложного эфира. Эту жидкую фракцию возвращают в реактор для карбонилирования, а полученную карбоновую кислоту выделяют из паровой фракции путем осуществления одной или нескольких стадий перегонки, причем алкилгалогенид, воду, сложный эфир и неизрасходованные реагенты возвращают в реактор для карбонилирования. Парциальное давление моноокиси углерода в зоне однократной равновесной перегонки меньше, чем в реакторе для карбонилирования, и составляет, например, менее 0,25 бар.
Далее изобретение более подробно проиллюстрировано на нижеследующих примерах, не ограничивающих его объем.
В экспериментах, описанных ниже, марганец обнаруживали в жидкой реакционной смеси в конце периодического процесса карбонилирования в концентрации приблизительно 6 частей/млн без добавления марганцевого стабилизатора, что, как полагают, обусловлено коррозией. Это соответствует молярному соотношению марганец:родий (много меньше 0,05):1. Таким образом, полагают, что в описанных экспериментах подобного содержания марганца, которое соответствует молярному соотношению марганец:родий (много меньше 0,05):1, можно ожидать без добавления марганцевого стабилизатора.
Нижеследующие эксперименты проводили с использованием 150-миллилитрового автоклава из сплава Hastelloy B2 (товарный знак), оборудованного мешалкой Magnedrive (товарный знак), приспособлением для ввода жидкости и змеевиковыми холодильниками. Подачу газа в автоклав производили из емкости для компенсации изменения давления, причем газ подавали таким образом, чтобы поддерживать в автоклаве постоянное давление. В определенный момент в ходе реакции скорость поглощения газа использовали для расчета скорости карбонилирования (с точностью, как полагали, ±1%) в виде численных значений молей израсходованного реагента на литр холодной дегазированной смеси в реакторе в час (моль/л/ч) при конкретном составе реакционной смеси (реакционной смеси в пересчете на объем холодной дегазированной смеси).
В ходе проведения реакции концентрацию метилацетата рассчитывали по исходному составу, допуская, что на каждый моль израсходованной моноокиси углерода расходуется один моль метилацетата. Органические компоненты в свободном пространстве автоклава над жидкостью в расчет не принимали.
В конце каждого эксперимента газовой хроматографией анализировали пробы жидкости и газа из автоклава.
Для каждого эксперимента периодического карбонилирования в автоклав загружали марганцевый стабилизатор (когда его применяли), жидкие компоненты жидкой реакционной смеси, исключая часть метилацетатного и/или уксуснокислотного компонентов, в которых растворяли родиевый катализатор.
Автоклав дважды продували азотом и затем нагревали при перемешивании (1000 об/мин) до 185oC. По достижении температуры 185oC для создания в автоклаве требуемого давления, которое было ниже давления в конце реакции, в него вводили азот. Далее линии подачи газа вентилировали, освобождая от азота, и заполняли моноокисью углерода. После стабилизации системы в течение примерно 30 мин в автоклав с использованием избыточного давления моноокиси углерода вводили родиевый катализатор, растворенный в метилацетате и/или уксусной кислоте. Подачей по мере необходимости газообразной моноокиси углерода из емкости для компенсации изменения давления с помощью приспособления для ввода жидкости в автоклаве поддерживали практически постоянное избыточное давление, причем это давление составляло от 27 до 28 бар. Затем исходное парциальное давление моноокиси углерода, использованное в эксперименте, рассчитывали вычитанием из конечного давления в реакторе того давления, которое было измерено при вводе в автоклав азота.
Каждые 30 с измеряли поглощение газа из емкости для компенсации изменения давления и по полученным данным рассчитывали скорость карбонилирования. После прекращения поглощения моноокиси углерода из емкости для компенсации изменения давления или по истечении 40 мин реакции (в зависимости от того, что наступало раньше) автоклав отключали от источника газового питания. В дальнейшем автоклав охлаждали до комнатной температуры, газы в пространстве автоклава над жидкостью осторожно сбрасывали из автоклава в атмосферу, отбирали пробы и анализировали. Пробы жидкой реакционной смеси, отводимой из автоклава, отбирали и анализировали на содержание жидких продуктов и побочных продуктов.
Для получения достоверной базисной линии можно провести ряд идентичных базовых экспериментов с целью доведения автоклава до требуемых условий таким образом, чтобы получить согласующиеся параметры. Период доведения до требуемых условий для разных автоклавов часто оказывается различным и может зависеть от предшествующих работ, проводившихся в них.
В экспериментах и примерах с периодическими процессами в автоклаве концентрация компонентов по мере протекания реакции в эксперименте изменялась. Так, например, концентрация метилацетатного производного метанольного реагента со снижением содержания воды уменьшалась. С увеличением объема жидкой реакционной смеси из-за образования карбоновой кислоты в качестве продукта концентрация метилиодидного промотора несколько снижалась. Начальная концентрация метилацетата (приблизительно 18 вес.%) оказывалась более высокой, чем та, которую, как ожидалось, можно было использовать в ходе проведения типичного непрерывного процесса (в частности от примерно 0,1 до 5 вес.%), причем такой концентрации можно достичь в эксперименте с периодическим процессом по мере завершения конверсии метилацетата.
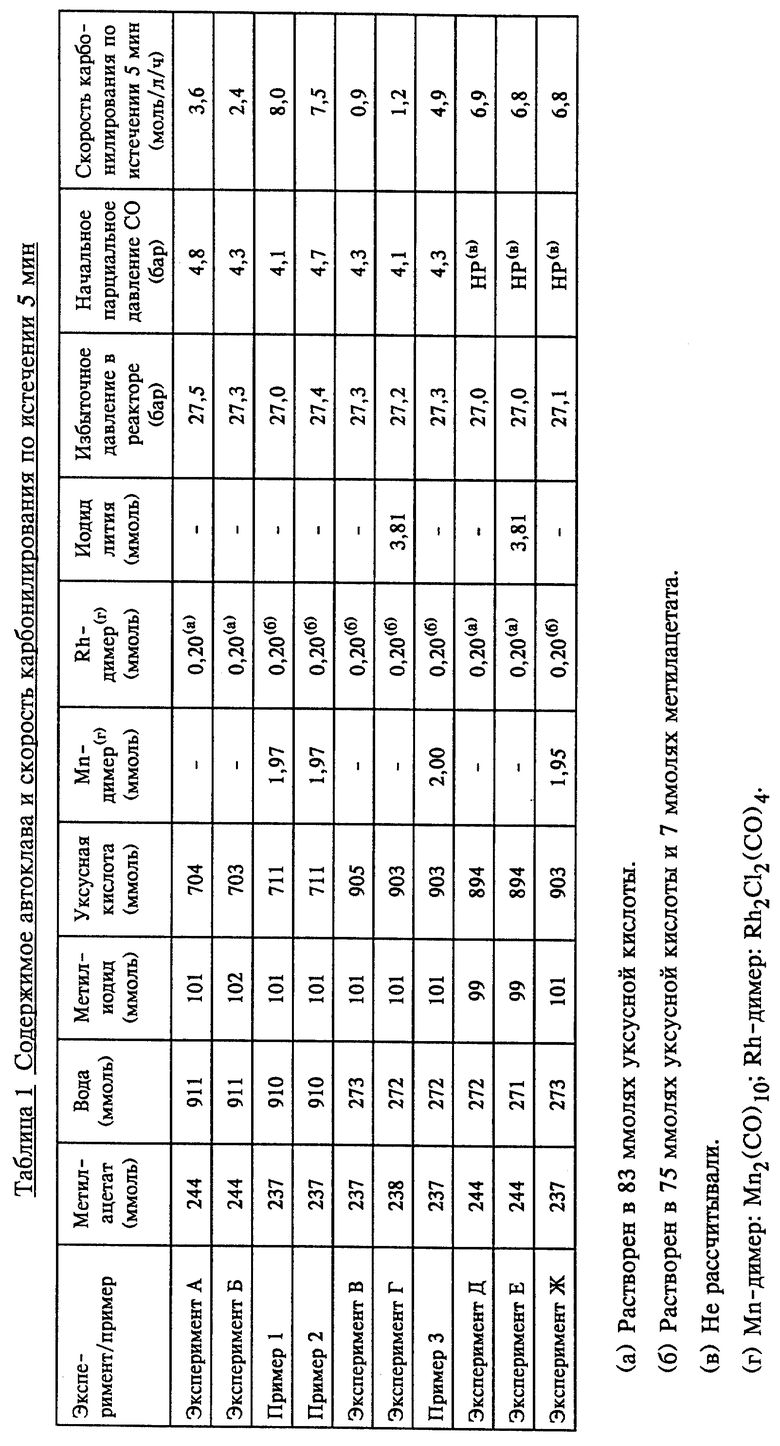
Содержимое автоклава, данные парциального давления моноокиси углерода и реакционное давление для экспериментов А-Ж и примеров 1-3 представлены в таблице 1.
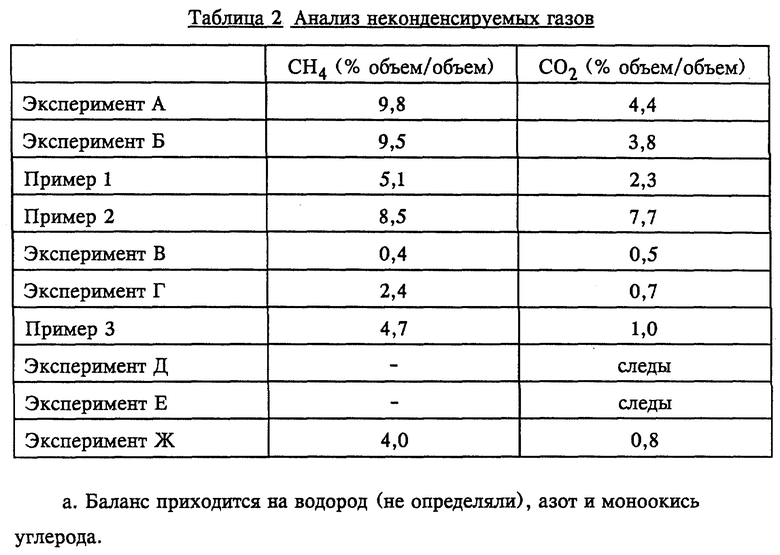
Результаты анализа неконденсируемых газов, сбрасываемых в атмосферу по завершении экспериментов, приведены в таблице 2. Анализ жидких реакционных смесей показал, что во всех случаях уксусная кислота является основным продуктом (> 99%). Все реакции проводили при 185oC.
Эксперимент А
Базовый эксперимент проводили при относительно высокой концентрации воды, составлявшей в ходе протекания реакции 17,1-11,7 вес.%. Начальное парциальное давление моноокиси углерода в реакторе для карбонилирования составляло 4,8 бара.
По истечении 5 мин скорость реакции, рассчитанная по поглощению моноокиси углерода, составляла 3,6 моль/л/ч. Реакцию прекращали после того, как из емкости для компенсации изменения давления всего было подано 104 ммоля моноокиси углерода. Это соответствовало карбонилированию 43% метилацетатного субстрата. При открывании автоклава было обнаружено очевидное интенсивное осаждение катализатора.
Этот пример не соответствует настоящему изобретению, поскольку в жидкую реакционную смесь не добавляли марганцевый стабилизатор. Этот эксперимент показал, что в таких условиях при низком парциальном давлении моноокиси углерода в реакторе для карбонилирования скорость реакции по истечении 5 мин составляла всего 3,6 моль/л/ч и что реакция предположительно прекращалась из-за дезактивации и/или нестабильности родиевого катализатора в реакторе для карбонилирования. Скорость реакции оказывалась ниже той, которую можно ожидать (приблизительно 7,5-8 моль/л/ч) в тех же самых условиях, но без добавления в автоклав азота, т.е. при парциальном давлении моноокиси углерода свыше 7 бар.
Наличие осадка катализатора в конце эксперимента указывало на то, что в ходе протекания процесса, в котором получаемую карбоновую кислоту при пониженном парциальном давлении моноокиси углерода отделяют в реакционной смеси от родиевого катализатора, стабильность родиевого катализатора может быть низкой.
Эксперимент Б
Другой базовый эксперимент проводили при более низких парциальных давлениях моноокиси углерода, чем в эксперименте А.
По истечении 5 мин скорость реакции, рассчитанная по поглощению моноокиси углерода, составляла 2,4 моль/л/ч. Реакцию прекращали после того, как из емкости для компенсации изменения давления всего было подано 56 ммолей моноокиси углерода. Это соответствовало карбонилированию 23% метилацетатного субстрата. При открывании автоклава было обнаружено заметное осаждение катализатора.
Этот пример не соответствует настоящему изобретению, поскольку в жидкую реакционную смесь не добавляли марганцевый стабилизатор. Это снова указывало на низкую скорость реакции, раннее прекращение реакции и возможность нестабильности катализатора во время отделения получаемой карбоновой кислоты от родиевого катализатора.
Пример 1
Повторяли эксперимент Б за исключением того, что в автоклав также загружали 1,97 ммоля Mn2(CO)10. По истечении 5 мин скорость карбонилирования согласно расчетам составляла 8,0 моль/л/ч. Скорость поглощения моноокиси углерода (моль/ч) из емкости для компенсации изменения давления оказывалась постоянной до тех пор, пока по ходу реакции не израсходовали более 90% метилацетата (на основе поглощения моноокиси углерода). Более того, при открывании автоклава в конце реакции признаки осаждения катализатора отсутствовали.
Этот пример соответствует настоящему изобретению, поскольку он показал, что добавление марганцевого стабилизатора Mn2(CO)10 в смесь для карбонилирования при низком парциальном давлении моноокиси углерода повысило скорость реакции карбонилирования, и доказал, что эта скорость поддерживалась в течение всей реакции, из чего можно предположить повышенную стабильность родиевого катализатора в реакторе. Кроме того, поскольку условия в эксперименте с периодическим процессом в автоклаве оказывались более жестким испытанием стабильности катализатора, чем те, которые обычно можно ожидать в реакционной смеси во время отделения карбоновой кислоты от родиевого катализатора (в частности температура и продолжительность пребывания в реакторе велики), отсутствие осадка показало, что наличие марганцевого стабилизатора должно стабилизировать родиевый катализатор в ходе проведения процесса, где в реакционной смеси карбоновую кислоту отделяют от родиевого катализатора при парциальном давлении моноокиси углерода, меньшем, чем в реакторе.
Пример 2
Повторяли пример 1 за исключением того, что реакцию проводили при постоянном избыточном давлении 27,4 бар и начальном парциальном давлении моноокиси углерода 4,7 бар. По истечении 5 мин скорость карбонилирования согласно расчетам составляла 7,5 моль/л/ч. Скорость поглощения моноокиси углерода (моль/ч) из емкости для компенсации изменения давления оказывалась постоянной в ходе проведения всей реакции (о завершении эксперимента судили по поглощению моноокиси углерода из емкости для компенсации изменения давления). При открывании автоклава в конце реакции также отсутствовали признаки осаждения катализатора.
Этот пример соответствует настоящему изобретению и дополнительно показывает, что добавление марганцевого стабилизатора Mn2(CO)10 в смесь для реакции карбонилирования позволяет достичь преимуществ повышения скорости карбонилирования и стабилизации катализатора и преимуществ стабилизации катализатора при отделении в реакционной смеси получаемой карбоновой кислоты от родиевого катализатора.
Эксперимент В
Эксперимент проводили при более низкой концентрации воды, чем в экспериментах А и Б, составлявшей в ходе проведения реакции 5,1-0,5 вес.%. Реакцию проводили при постоянном избыточном давлении 27,3 бар и начальном парциальном давлении моноокиси углерода 4,3 бар.
По истечении 5 мин рассчитанная скорость реакции составляла 0,9 моль/л/ч на основании поглощения моноокиси углерода. Реакцию прекращали после подачи из емкости для компенсации изменения давления только 14 ммолей моноокиси углерода. Это соответствовало карбонилированию 6% метилацетатного субстрата. При открывании автоклава обнаруживали признаки обильного осаждения катализатора.
Этот пример не соответствует настоящему изобретению, поскольку в жидкую реакционную смесь не добавляли марганцевый стабилизатор. Этот эксперимент указывал на низкую скорость реакции, раннее прекращение реакции и возможность нестабильности катализатора, когда концентрация воды в жидкой реакционной смеси и парциальное давление моноокиси углерода оказывались низкими.
Эксперимент Г
Повторяли эксперимент В с добавлением иодида лития (иодид в качестве стабилизатора).
По истечении 5 мин рассчитанная скорость реакции составляла 1,2 моль/л/ч, т.е. (в пределах погрешности эксперимента) она была такой же, что и в эксперименте В. Реакцию прекращали после потребления всего 40 ммолей моноокиси углерода. Это соответствовало карбонилированию 16% метилацетатного субстрата. При открывании автоклава в конце реакции признаки обильного осаждения катализатора отсутствовали.
Этот пример не соответствует настоящему изобретению, поскольку в жидкую реакционную смесь не добавляли марганцевый стабилизатор. Этот эксперимент показал, что хотя иодид лития стабилизировал родиевый катализатор, предотвращая его осаждение, он не давал преимущества повышения скорости карбонилирования в условиях низкого парциального давления моноокиси углерода.
Пример 3
Повторяли эксперимент Г за исключением того, что вместо иодида лития в автоклав добавляли 2,00 ммоля марганцевого стабилизатора Mn2(CO)10. По истечении 5 мин рассчитанная скорость карбонилирования составляла 4,9 моль/л/ч. По ходу реакции скорость карбонилирования постепенно снижалась, и реакцию, которая все еще продолжалась, по истечении 40 мин останавливали.
В конце эксперимента наблюдали образование некоторого количества твердого материала, который, как полагали, представлял собой скорее марганцевую соль, чем родиевый катализатор, поскольку по характеру он отличался от типичного родиевого осадка, который наблюдали в экспериментах А и Б.
Этот пример соответствует настоящему изобретению. Он показал, что добавление марганцевого стабилизатора Mn2(CO)10 в смесь для карбонилирования при низком парциальном давлении моноокиси углерода повышало скорость реакции карбонилирования.
Как описано выше, отсутствие осадка родиевого катализатора также указывало на то, что наличие марганцевого стабилизатора стабилизирует родиевый катализатор в процессе, где карбоновую кислоту отделяют от родиевого катализатора при парциальном давлении моноокиси углерода, меньшем, чем в реакторе.
Более того, этот пример показал, что при низком парциальном давлении моноокиси углерода в эквимолярных концентрациях марганец превосходил LiI.
Эксперимент Д
Базовый эксперимент проводили при низкой концентрации воды (составлявшей 5,1-0,5 вес. %), как и в эксперименте В. Однако перед введением моноокиси углерода в автоклав азот не добавляли, вследствие чего парциальное давление моноокиси углерода, хотя его не рассчитывали, превышало 7 бар. По истечении 5 мин скорость карбонилирования составляла 6,9 моль/л/ч. Скорость карбонилирования во время реакции не была постоянной и постепенно снижалась до тех пор, пока по истечении 40 мин реакцию не прекращали. Это указывало на постепенную дезактивацию родиевого катализатора с понижением концентрации воды во время эксперимента.
Этот пример не соответствует настоящему изобретению, поскольку в жидкую реакционную смесь не добавляли марганцевый стабилизатор.
Эксперимент Е
Повторяли эксперимент Д за исключением того, что в реакционную смесь добавляли 3,81 ммоля иодида лития. В ходе протекания реакции скорость карбонилирования оказывалась не постоянной, а постепенно уменьшалась от начального значения 6,8 моль/л/ч, измеренного по истечении 5 мин, до остановки реакции по прошествии 40 мин.
Этот пример не соответствует настоящему изобретению, поскольку в жидкую реакционную смесь не добавляли марганцевый стабилизатор. Данный эксперимент показал, что добавление иодида лития (известного стабилизатора катализатора карбонилирования) в жидкую реакционную смесь не устраняло недостатка, заключающегося в снижении скорости карбонилирования (и, следовательно, каталитической активности) в ходе проведения этого эксперимента. По истечении 5 мин скорость реакции карбонилирования также не повышалась.
Эксперимент Ж
Повторяли эксперимент Д за исключением того, что в автоклав также загружали 1,95 ммоля Mn2(CO)10.
Скорость карбонилирования в ходе проведения реакции оказывалась не постоянной, а постепенно понижалась от начальной скорости 6,8 моль/л/ч, измеренной по истечении 5 мин, до тех пор, пока по прошествии 40 мин реакцию не прекращали.
Этот пример не соответствует настоящему изобретению, так как парциальное давление моноокиси углерода превышало 7 бар. Эксперимент показал, что в этих условиях марганец не ускорял реакцию карбонилирования.
Дополнительные эксперименты
Эксперименты проводили аналогично описанному в экспериментах А-Ж и примерах 1-3, используя 300-миллилитровый автоклав из сплава Hastelloy В2 (товарный знак). Каждые 2 с (а не каждые 30 с, как указано выше) измеряли поглощение газа из емкости для компенсации изменения давления и по полученным данным рассчитывали скорость карбонилирования. Реакции проводили при постоянном избыточном давлении в пределах 26-28 бар.
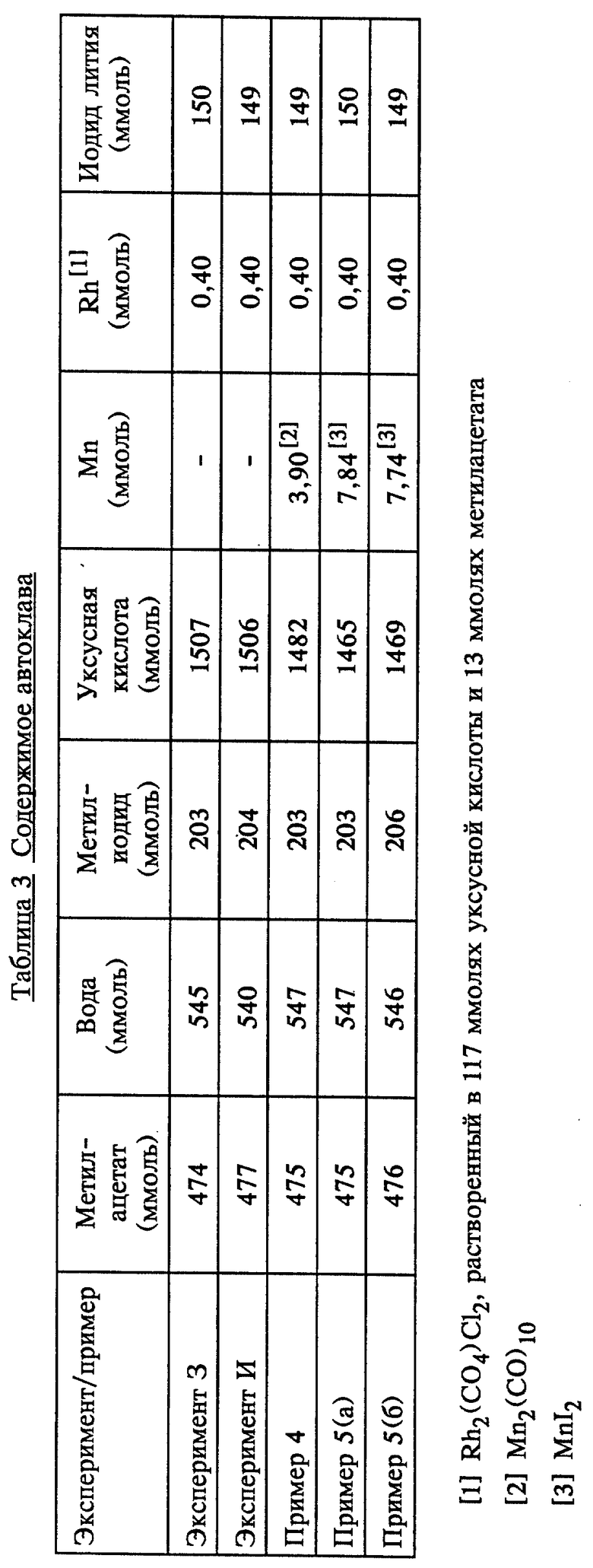
Содержимое автоклава приведено ниже в таблице 3.
Эксперимент З
Проводили эксперимент, в котором в жидкой реакционной смеси в начальной концентрации 10,4 вес. % содержался иодид лития. В ходе проведения реакции концентрация воды в жидкой реакционной смеси составляла 5,1-0,5 вес.%. Эту реакцию проводили при постоянном избыточном давлении 28,2 бар и при начальном парциальном давлении моноокиси углерода 5,5 бар.
Расчетная скорость реакции составляла 2,6 моль/л/ч при концентрации воды 4,5 вес.%. Реакцию останавливали после подачи из емкости для компенсации изменения давления только 11 ммолей моноокиси углерода.
Этот пример не соответствует настоящему изобретению, поскольку в жидкую реакционную смесь не добавляли марганец. Данный эксперимент показал, что даже в случае содержания иодида лития в высокой концентрации при низком парциальном давлении моноокиси углерода достигается низкая скорость реакции.
Эксперимент И
Повторяли эксперимент З, за исключением того, что перед нагревом до 185oC в автоклав вводили водород (1 бар). Реакцию проводили при начальном постоянном избыточном давлении 26,1 бар и начальном парциальном давлении моноокиси углерода 5,3 бар.
При измеренной концентрации воды 4,5 вес.% рассчитанная скорость реакции составляла 3,5 моль/л/ч. Реакцию останавливали после потребления из емкости для компенсации изменения давления 320 ммолей моноокиси углерода.
Эксперимент И не соответствует настоящему изобретению, однако он показал, что при низком парциальном давлении моноокиси углерода водород оказывал на скорость реакции некоторое ограниченное улучшающее воздействие.
Пример 4
Повторяли эксперимент З с добавлением 3,90 ммоля Mn2(CO)10. Избыточное давление в автоклаве составляло 27 бар, а начальное парциальное давление моноокиси углерода составляло 4,7 бар.
Реакция протекала до завершения. При концентрации воды 4,5 вес.% скорость карбонилирования составляла 8,0 моль/л/ч.
Пример 4 соответствует настоящему изобретению. Он показал, что добавление марганцевого стабилизатора Mn2(CO)10 повышало скорость карбонилирования при низком парциальном давлении моноокиси углерода в присутствии иодида лития. Кроме того, он показал, что по улучшающему действию этот марганцевый стабилизатор превосходил водород (1 бар, по данным измерений в нормальных условиях) в отношении ускорения реакции карбонилирования.
Пример 5
Пример 5(а)
Повторяли пример 4 за исключением того, что в качестве марганцевого стабилизатора использовали 7,84 ммоля MnI2. Избыточное давление в реакторе составляло 28,5 бар, а парциальное давление моноокиси углерода вначале составляло 6,0 бара.
Скорость реакции, измеренная при концентрации воды 4,5 вес.%, составляла 2,0 моль/л/ч.
Данный эксперимент показывает, что этот марганцевый (II) стабилизатор оказывался неэффективным в отношении ускорения реакции карбонилирования за период такой реакции в автоклаве периодического действия.
Пример 5(б)
Повторяли пример 5(а) за исключением того, что в автоклав перед нагревом до реакционной температуры вводили водород (1 бар). Избыточное давление в реакторе составляло 26,5 бар, а рассчитанное начальное парциальное давление моноокиси углерода составляло 5,1 бар.
Скорость реакции, измеренная при концентрации воды 4,5 вес.%, составляла 4,2 моль/л/ч.
Этот пример соответствует настоящему изобретению, поскольку он показал, что водород может быть использован для активации марганцевого (II) стабилизатора при низком парциальном давлении моноокиси углерода. Более того, скорость реакции превышала скорость, которую отмечали в эксперименте И.
Изобретение относится к процессу карбонилирования алкилалифатических спиртов, в частности метанола, или сложных эфиров спиртов в жидкой фазе с применением монооксида углерода с его парциальным давлением до 7 кг/см2. Процесс осуществляют в присутствии родиевого катализатора, добавки галогенида, например иодид четвертичного аммония или фосфония, и ограниченного количества воды. Кроме того, используют марганец в качестве стабилизатора родиевого катализатора при молярном отношении марганец : родий (0,2 - 20) : 1. Марганец переводят в активную форму для ускорения реакции путем его контакта с водородом. 13 з.п. ф-лы, 3 табл.
| US 3769329 A, 30.10.1973 | |||
| Способ получения уксусной кислоты и уксусного ангидрида | 1989 |
|
SU1766249A3 |
| EP 0643034 A1, 15.03.1995 | |||
| Устройство для центробежной отливки биметаллических изделий | 1976 |
|
SU618183A1 |
