Изобретение относится к литейному производству, в частности к составам покрытия для металлических форм при изготовлении отливок из чугуна, стали и цветных сплавов.
Известен состав для получения покрытия на металлических формах при изготовлении отливок из чугуна, стали и цветных сплавов (А.С. СССР 799895, МКИ B 22 C 3/00, 1979 г).
Известен также состав для получения покрытия на металлических литейных формах, включающий пирофиллит, тальк, воду и металлофосфатное связующее, причем в качестве металлофосфатного связующего используют алюмоборфосфатный концентрат при следующем соотношении компонентов, мас.%:
Пирофиллит - 6-8
Тальк - 6-8
Алюмоборфосфатный концентрат - 3-7
Вода - Остальное
(А.С. СССР 1675018 A, МКИ B 22 C 3/00 - прототип).
Недостатками известных составов является недостаточная стойкость форм, а также большая трудоемкость удаления отработанного покрытия.
Задачей изобретения является увеличение стойкости форм и уменьшение трудоемкости удаления отработанного покрытия.
Поставленная задача решается тем, что состав для получения покрытия на литейных стержнях и формах при изготовлении отливок из чугуна, стали и цветных сплавов, включающий алюмоборфосфатный концентрат, наполнитель и воду, дополнительно содержит отвердитель оксид Mg, а в качестве наполнителя содержит графит при следующем соотношении компонентов, мас.%:
АБФК - 33-37
Графит - 28-32
MgO - 4-10
Вода - Остальное
Заявленное техническое решение имеет следующие отличия от прототипа:
1. Состав дополнительно содержит магнезитовый порошок в качестве отвердителя и графит в качестве наполнителя.
2. Состав имеет следующее соотношение компонентов, мас.%:
АБФК - 33-37
Графит - 28-32
MgO - 4-10
Вода - Остальное
В просмотренном нами патентном фонде не обнаружено анологичных технических решений, а также технических решений с указанными отличиями.
Для приготовления состава использовали следующие компоненты:
1. Алюмоборфосфатный концентрат является продуктом взаимодействия ортофосфорной кислоты и борной кислоты с гидратом окиси алюминия. Алюмоборфосфатный концентрат - это жидкость, которая содержит следующие основные ингредиенты, мас.% (ТУ 113-08-606-87):
Фосфор в пересчете на P2O5 - 36-39
Алюминий в пересчете на Al2O3 - 8-9
Бор в пересчете на B2O3 - 1,3-2,0
2. Графит (черный) - марка ГЛС-1, ГЛС-2, ГЛС-3 согласно ГОСТ 5420-74.
3. MgO - магнезитовый порошок (периклаз) - ТУ 1-91.
Состав получали следующим образом:
1. В смеситель подается АБФК, затем вода в весовом соотношении 1:1. Производится перемешивание.
2. Добавляется графит. Полученный состав перемешивается каждый час по 10 мин.
3. Магнезитовый порошок вводится в емкости, из которых будет производиться окрашивание форм и стержней.
Наносят состав пульверизатором и кистью. Окрашенные формы и стержни не требуют подсушки и через 2 часа могут поступать на сборку и заливку. Покрытие форм и стержней - одноразовое.
Пример 1. В смеситель подается 33 мас.% АБФК, затем 35 мас.% воды. Производится перемешивание. Затем добавляется 28 мас.% графита. Полученный состав перемешивается каждый час по 10 мин. Затем разливается в емкость, в которую добавляется 4 мас.% магнезитовый порошок.
Полученный продукт соответствует требованиям ГОСТа. После нанесения состава на формы и стержни производят испытания на стойкость форм и трудоемкостью удаления отработанного покрытия согласно ГОСТ 10772-78.
Результаты проведенных испытаний следующие:
1. Количество съемов отливок с одной формы - 1200 шт.
2. Удаление отработанного покрытия - 0,5 мин/дм2.
Пример 2. В смеситель подается 37 мас.% АБФК, затем 21 мас.% воды. Производится перемешивание. Затем добавляется 32 мас.% графита. Полученный состав перемешивается каждый час по 10 мин. Затем разливается в емкость, в которую добавляется 10 мас.% магнезитового порошка. Полученный продукт соответствует требованиям ГОСТа. После нанесения состава на формы и стержни производят испытание на стойкость форм и трудоемкость удаления отработанного покрытия согласно ГОСТу 10772-78.
Результаты проведенных испытаний следующие:
1. Количество съемов отливок с одной формы - 1200 шт.
2. Удаление отработанного покрытия - 0,44 мин/дм2.
Пример 3. В смеситель подается 35 мас.% АБФК, затем 28 мас.% воды. Производится перемешивание. Затем добавляется 30 мас.% графита. Полученный состав перемешивается каждый час по 10 мин. Затем разливается в емкость, в которую добавляется 7 мас.% магнезитового порошка.
Полученный продукт соответствует требованиям ГОСТа. После нанесения состава на формы и стрежни производят испытания на стойкость форм и трудоемкость удаления отработанного покрытия согласно ГОСТу 10772-78.
Результаты проведенных испытаний следующие:
1. Количество съемов отливок с одной формы - 1200 шт.
2. Удалено отработанного покрытия - 0,4 мин/дм2.
Пример по прототипу (см. пример 19, таблица)
Состав для получения покрытия, при следующем соотношении компонентов, мас.%:
Пирофиллит - 7
Тальк - 7
Алюмоборфосфатный концентрат - 5
Вода - Остальное
испытали на стойкость форм и трудоемкость удаления отработанного покрытия согласно ГОСТу 10772-78.
Результаты проведенных испытаний следующие:
1. Количество съемов отливок с одной формы - 900 шт.
2. Удаление отработанного покрытия - 1,5 мин/дм2.
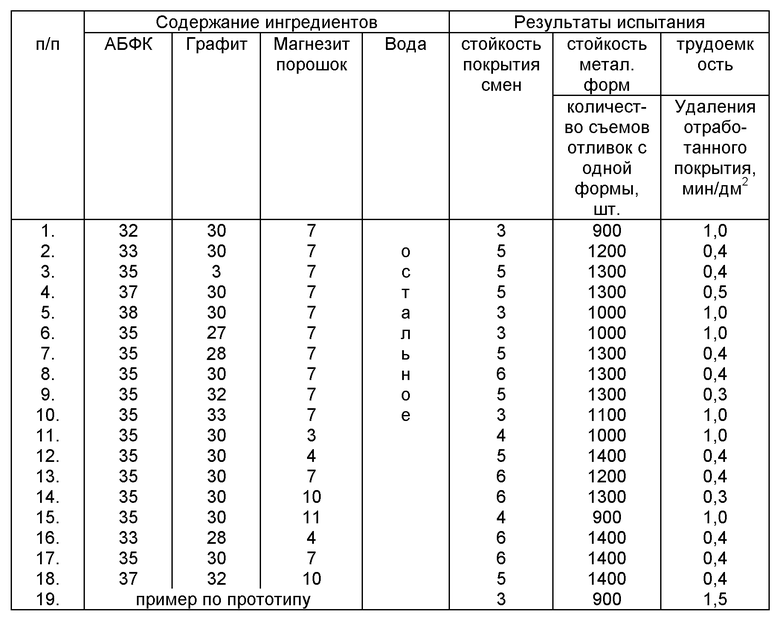
Примеры составов приведены в таблице.
Из данной таблицы видно, что значения получаемых параметров (стойкость металлических форм и трудоемкость удаления отработанных покрытий) гораздо лучше в примерах, где значения заявляемых параметров входят в заявляемые пределы (см. пр. 2, 3, 4, 7, 8, 9, 12, 13, 14, 16, 17, 18), чем в примерах с запредельными значениями заявляемых параметров, а также по сравнению с прототипом (см. пр. 1, 5, 6, 10, 11, 15, 19).
Т.о., изобретение повысит срок службы металлических форм и сократит трудоемкость очистки отработанного покрытия.
Литература
1. А.С. СССР 799895, МКИ B 22 C 3/00, 1979 г. (аналог).
2. А.С. СССР 1675018 A, МКИ B 22 C 3/00 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для получения покрытия на металлических литейных формах | 1989 |
|
SU1675018A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2004 |
|
RU2281830C2 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2469813C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ В ТОЧНОМ ЛИТЬЕ И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2385782C1 |
| Смесь для изготовления литейных форм и стержней и способ её приготовления (варианты) | 2024 |
|
RU2826115C1 |
| САМОВЫСЫХАЮЩИЙ СОСТАВ ДЛЯ ПОЛУЧЕНИЯ ПРОТИВОПРИГАРНОГО ПОКРЫТИЯ | 1991 |
|
RU2017557C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ДРАГОЦЕННЫХ СПЛАВОВ | 2000 |
|
RU2163854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ НА ЖИДКОСТЕКОЛЬНОМ СВЯЗУЮЩЕМ | 2004 |
|
RU2280529C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ОГНЕУПОРНОГО КЛАДОЧНОГО РАСТВОРА | 2001 |
|
RU2231503C2 |
Изобретение относится к литейному производству и может быть использовано в качестве покрытия для литейных стержней и форм. Состав для получения покрытия на литейных стержнях и формах включает (мас.%): алюмоборфосфатный концентрат (33-37), графит (28-32), оксид магния (4-10), воду (остальное). Применение в составе покрытия графита в качестве наполнителя и оксида магния обеспечивает увеличение стойкости форм и уменьшение трудоемкости удаления отработанного покрытия. 1 табл.
Состав для получения покрытия на литейных стержнях и формах при изготовлении отливок из чугуна, стали и цветных сплавов, включающий алюмоборфосфатный концентрат (АБФК), наполнитель и воду, отличающийся тем, что дополнительно содержит оксид магния, а в качестве наполнителя - графит при следующем соотношении компонентов, мас.%:
АБФК - 33 - 37
Графит - 28 - 32
Оксид магния - 4 - 10
Вода - Остальное
| Состав для получения покрытия на металлических литейных формах | 1989 |
|
SU1675018A1 |
| Противопригарное покрытие для кокилей | 1981 |
|
SU952408A1 |
| Покрытие для литейных форм | 1980 |
|
SU865482A1 |
| Самовысыхающее противопригарноепОКРыТиЕ для лиТЕйНыХ СТЕРжНЕй ифОРМ | 1979 |
|
SU833362A1 |
| Покрытие для металлическихлиТЕйНыХ фОРМ | 1979 |
|
SU799895A1 |
