Изобретение относится к литейному производству, а именно к противопригарным покрытиям для кокилей, испольэуемым при отливке чугунных изделий.
Известны краски для литейных форм, преимущественно кокилей, включающие сажу, жидкое стекло и воду, нанесение которых при литье толстостенных чугунных деталей обычно производится непосредственно на кокиль, а при литье тонкостенных - на теплоизоляционный слой. Эти краскиГобеспечивают отливку тонкостенных изделий различных профилей, в том числе с глубоко развитой горизонтальной поверхностью .i ,
Недостатками этих красок являются низкая термическая и механическая прочность покрытия, быстрый разогрев кокилей, а использование в качестве наполнителя дефицитной и дорогосто ящей сажи увеличивает стоимость производства и ухудшает санитарно-гигиенические условия труда.
Известны также краски, не содержащие сажи, включающие огнеупорный наполнитель, жидкое стекло, агримус и воду. Эта краска не содержит сажи и не требует нанесения теплоизоляционного подслоя L21..
Недостатком данной краски являет- ся то, что она может быть использована для отливки ограниченного числа тонкостенных изделий, так как в результате недостаточно быстрого заполнения формы металлом происходит преждевременная кристаллизация его, что приводит к недоливам, спаям и другим дефектам, не гfoзвoляющим получить годную отливку.
Наиболее близкой по технической сущности и достигаемому результату является краска з, содержащая мас.%:
Графит черный12
Графит серебристый8
Кокс молотый16
Глина огнеупорная6
Гидрол6,5
20
Вода- Остальное
Эта краска обеспечивает хорошее качество толстостенных изделий, на-пример прокатных валков.
Недостатком краски является то,
25 что она не может быть применена для отливки тонкостенных изделий, так как при невозможности дегазации с поверхности или с затрудненной эвакуацией газов через литейную форму газы, образующиеся при взаимодействии металла с краской не успевают выйти из полости отливки, что приводит к браку по газовым раковинам. Недостат ком является также высокое трение металла по краске и низкая стойкость покрытия (ограниченное число заливок металла между покрасками кокиля). . Целыб изобретения является улучтвение качества поверхности чугунных отливок и повыаение стойкости покрытия. Поставленная цель достигается тем что покрытие, включающее графит чер ный, кокс, связующее и воду, дополни тельно содержит пасту рафинированную алкиларилсульфонат натрия (паста РАС а в качестве связующего - алюмохромфосфатное связующее (АХФС) при следу ющем соотношении ингредиентов, мас. Графит;черный 2,5-9 Кокс15-45 Ллюмохромфосфатное связующее2-5 Паста рафинированная алкиларилсульфонат натрия0,3-0,7 Врда . Остальное Введение в состав краски АХФС обусловлено следующим. В отличие от любых органических связующих при нанесении АХФС на нагретый до 180-250 кокиль создается покрытие, обладающее минимальной газотворной способностью при контакте с металлом; при формировании-покрытия, вследствие газовыделения в момент пластичного состояния его, ббразуется покрытие с общей пористостью 60-70%, что обус лавливает повьаиёние теплоизоляционных свойств слоя и создание наиболее благоприятного газового режима литей ной формы при контакте с металлом. Обладая высокой термостойкостью (до ) краска на основе АХФС сохраняет свою пористость при многократном контакте с металлом. Уменьшение количества АХФС ниже 2 мае.% не обеспечивает достаточную адгезию краски к-поверхности кокиля, ее устойчивость к смыванию струей расплавленного металла при отливке небольших изделий, сравнительно легко извлекаемых из кокиля. Увеличение количества АХФС сверх 5 мас.% приводит к тому, что не обес печивается максимально возможная устойчивость краски к смыванию струей расплавленного металла; приводит к механическому разрумению при извлечении трудноудаляемой отливки из кокиля при отсутствии трещиноватости и сколов покрытия, а также к образованию газовых раковин в отливке. При тонкостенном литье одним из решаюищх факторов, обеспечивающих качественную отливку изделия, являет ся скорость заполнения литейной формы металлом, которая увеличиваемся с ростом восстановительной активности наполнителя и газов, образующихся при контакте расплавленного металла с покрытием. Предварительные лабораторные испытания показали, что восстановительная активность по отношению к вюститу у углеродсодержащих наполнителей уменьшается в следующем порядке г сажа газовая канальная, кокс (паковый -или литейный), графит черный, графит серебристый. Поэтому наиболее Перспективно применение кокса (пекового или литейного) , так как его во становительная активность высока при сравнительно низкой стоимости. Однако кокс в .сочетании с АХФС затрудняет съем отливки с кокиля, вследствие повышенного трения покрытия о поверхность отливки. Поэтому в составе краски для облегчения съема отливки необходимо наличие графита черного, выполняющего в данном случае роль смазки. Содержание, в краске кокса менее 15 мас.% нежелательно, так как это приводит к увеличению длительности окраски кокиля, что, в свою очередь, .приводит к резкому изменению температуры кокиля . g момент окраски и преждевременному выходу кокиля из строя, вследствие резко возрастающих температурных напряжений. Увеличение содержания кокса в краске сверх 45 мас.% приводит к затруднению нанесения краски при существующем в настоящее время в производственных условиях .оборудований,из-за плохой распыливаемостипульверизатором нарушается равномерность покрытия по Толщине и увеличивается его шероховатость. Граничные содержания графита в краске определялись из условия необходимости сохранения постоянства отношения содержаний кокса и графита в краске. Оптимальное отношение графита черного и кокса в Kpaci e определяется исходя из условий необходимости обеспечения максимальной -скорости заполнения литейной формы металлом за счет создания наиболее благоприятного газового режима литейной формы и легкости съема отливки с кокиля. Кокс способствует созданию наиболее благоприятного газового режима литейной формы, т.е. наиболее быстрому заполнению формы металлом. Графит черный, уменьшая скорость заполнения литейной формы металлом, способствует облегчению удаления отливки с кокиля, выполняя роль смазки. Определяющим в соотношений содержаний кокса и графита черного является содержание кокса. Эмпирическим путем обнаружено, что это отношение должно находиться в пределах 5-6. Краска на основе кокса, графита черного,.АХФС и воды не позволяет
осуществить отливку некоторых видов тонкостенных изделий, что обусловлено сравнительно высоким трением металла по слою краски и неудовлетворительным газовым режимом литейной формы, т.е. низкой восстановительной 5 активностью газовой атмосферы, недостаточной теплоизоляцией, вследствие малой газотворности краски.
Введение пасты РАС, представляющей собой алкиларилсульфонат натрия общейШ формулы С Н4.(С„Н . SOa,Na устраняет вышеизлолсенные недостатки. Функциоальна,я сульфогруппа обеспечи 1 вает растворимость пасты РАС в нейтральных, кислых и щелочных водных 5 растворах, что необходимо для обеспечения равномерного газовьщеления при-контакте краски с металлом, В результате термодеструкции этой краски возможно образование СО, Н. , С-аморф-2д ного и различных предельных и непредельных углеводородов. Продукты термодеструкции этой краски способствуют .созданию восстановительной газовой атмосферы, что значительно улуч- шает скорость заполнения литейной формы металлом и этим самым создает возможность замены в тонкостенном литье красок, содержащих в качества
основного наполнителя сажу газовую канальную, - на бессажистую углерод- содержащую краску. В конечном итоге это приводит к- улучшению заполняемости формыи повышению качества поверхности отливки. Сочетание пасты РАС с АХФС, содержащим .Сдегидрирующий катализатор при высоких температурах) способствует образованию сажи на границе раздела расплавленный металл - 40 краска, что придает покрытию свойство сажистой краски. При этом образующая сажа частично расходуется на восстановление вюстита (FeO), а частично выгорает,д
Таким образом, несмотря на то, что в предлагаемой краске имеет место образование сажи в микроколичествах, она полностью выгорает и в по- -Q мещение литейного цеха не попадает. Последнее позволяет значительно улучшить санитарно-гигиенические условия труда по сравнению с сажистой красКОЙ,, 5
При снижении содержания пасты РАС не менее 0,3 мае.% происходит резкое уменьшение заполняемости формы металлом, вследствие уменьшения газотворной способности краски. При уве- 0 личении содержания пасты РАС выше 0,7 мас.% также происходит резкое снижение заполняемости формы металлом, обусловленное чрезмерно большой газотворной способностью краски, при- 65
водящей к турбулентному течению металла в форме,
Заполняемость формы металлом носи экстремальную зависимость от газотвоной способности краски. Вначале, с ростом газотворной способности заполняеяость формы растет, достигает максимума, затем начинает падать. В случае использования краски без пасты РАС, используемой в качестве активизирующей добавки, газотворная способность краски находится в пределах ниже максимума, что не позволяет осуществить заливку металла с максимально возможной скоростью. Для увеличения газотворной способности красцш, а, следовательно, и повышения скорости заполнения металлом формы в краску вводится паста РАС,
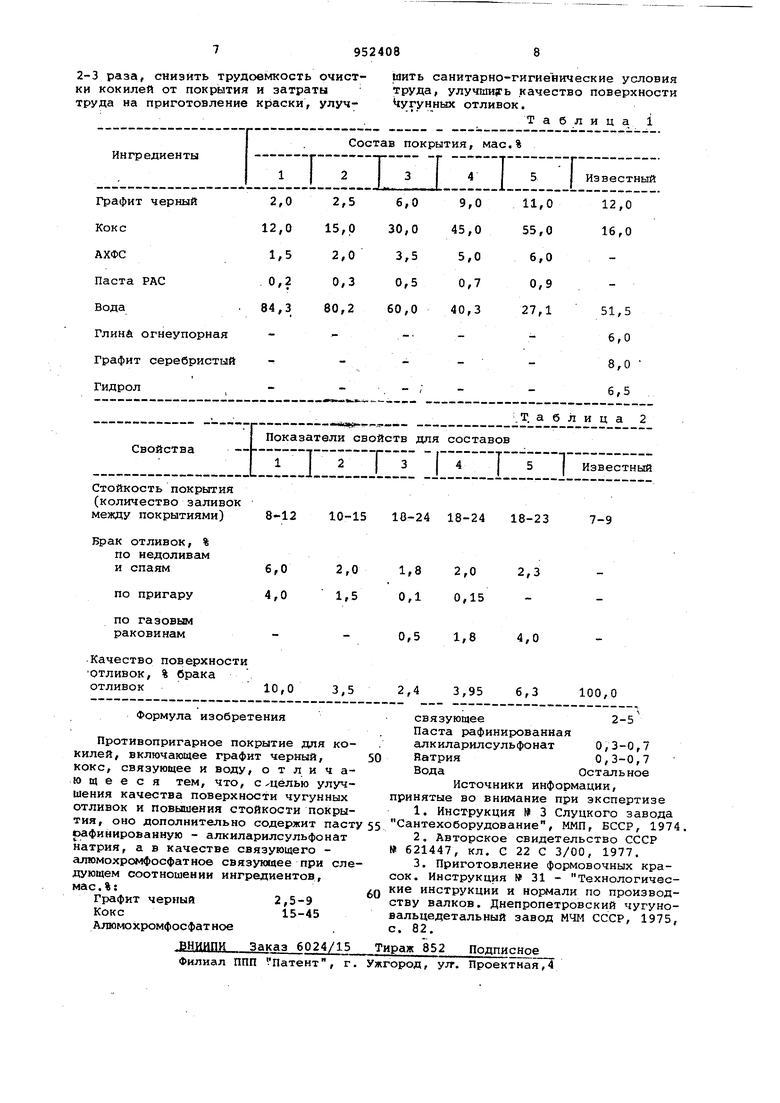
Составы и свойства покрытия по изобретению приведены в табл. 1 и 2,
На внутреннюю поверхность кокилей :покрытиенаносится после нанесения теплоизоляционного подслоя с помощью пневматического распылителя.
Из табл. 2 следует, что уменьшение содержания компонентов краски приводит к исключению брака по газовым раковинам, но к увеличению общего количеств брака за счет повышения его по недоливкам, спаям и пригару. Это увеличение (с 1,8% до 6,0%) обусловлено появлением вскипов при нанесении краски, частичным разрушением теплоизоляционного подслоя излишними парами воды, что
35 приводит к возможности местных контактов расплавленного металла с подслоем и, как следствие этого, уменьшению скорости заполнения металлом литейной формы, преждевременной кристаллизации металла, что и приводит к незаполняемости формы металлом (недоливы) и спаям. Местные контакты расплавленного металла с теплоизоляционным подслоем приводят к увеличению привара с 0,1 до 4,0%, i Увеличение содержания компонентов краски приводит к снижению брака по пригару, но - к увеличению общего брака за счет роста брака по гаэовьм раковинам до 4,0%, что при увеличении содержания пасты РАС и АХФС соответственно с 0,5 до 0,9 мас,% и с 3,5 до 6,0 мае,% происходит вслествие повышения гаэотворной способноти краски,
Оптимальным составом краски является , мае.%:
Графит черный6,0
Кокс30,0
АХФС3,5
Паста РАС0,5
Вода60,0
Реализация изобретения позволит снизить затраты на 1 т годной продукции с 3,00 до 0,70 руб,,. увеличить число заливок между покрасками в
2-3 раза, снизить трудоемкость очистки кокилей от покрытия и затраты труда на приготовление краски, улучшить санитарно-гигиенические условия труда, улучшить качество поверхности 1угунных отливок.
Таблица i
| название | год | авторы | номер документа |
|---|---|---|---|
| Противопригарная краска для кокилей | 1981 |
|
SU954140A1 |
| Покрытие для литейных форм | 1977 |
|
SU621447A1 |
| Теплоизоляционная краска для кокилей | 1980 |
|
SU931271A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2372163C1 |
| Теплоизоляционное покрытие | 1982 |
|
SU1057163A1 |
| Состав теплоизоляционного покрытия для кокилей | 1985 |
|
SU1311837A1 |
| Состав краски для литейных стержней и форм | 1986 |
|
SU1397146A1 |
| Паста для получения теплоизоляционного покрытия на металлических формах | 1984 |
|
SU1235612A1 |
| Чугун | 1990 |
|
SU1712451A1 |
ГЛИНА огнеупорная Графит серебристый Гидрол
10-15 10-24 18-24 18-23
8-12
2,0 1,8 2,0 6,0
4,0
6,0 8,0
6,5
7-9
2,3 1,5 0,1 0,1В
