Изобретение относится к устройствам, используемым для ручной электродуговой сварки штучным металлическим плавящимся электродом.
Известен электрододержатель для ручной электродуговой сварки штучным металлическим плавящимся электродом рычажного типа, состоящий из рукоятки, токоподвода с ложементом, на котором выполнены канавки, имеющие с одной стороны плоскую перегородку - упор, ограничивающий длину закрепляемой в ложементе части электрода, и подпружиненный прижим с рычагом, выступающим над рукояткой (1).
Недостатком известного электрододержателя является то, что выполненная в установочной канавке ложемента гладкая перегородка - упор мешает плотному прилеганию электрода к поверхности канавки, так как концевая часть электрода, упирающаяся в плоскость перегородки, в большинстве случаев, имеет кривизну и заусенцы, что связано с технологией изготовления электродов. Неплотное прилегание электрода приводит к увеличению контактного сопротивления между электродом и ложементом токоподвода, к потере электроэнергии, преждевременному износу электрододержателя.
Недостатком также является то, что торец электрода имеет во многих случаях дефекты: заусенцы, кривизну, не четко выраженную круглую форму, упирается в гладкую плоскость перегородки установочной канавки ложемента. Указанная плоскость не может его дополнительно фиксировать на ложементе, поэтому удержание электрода обеспечивается только за счет жесткой и сильной пружины, поджимающей рычаг прижима, что повышает утомляемость сварщика.
Задачей данного изобретения является устранение указанных недостатков.
Указанная задача решена за счет того, что в упорах выполнены вертикальные канавки по отношению к плоскости ложемента, которые сопрягаются с канавками ложемента на всю их глубину, размер канавок соответствует максимальному диаметру закрепляемого электрода.
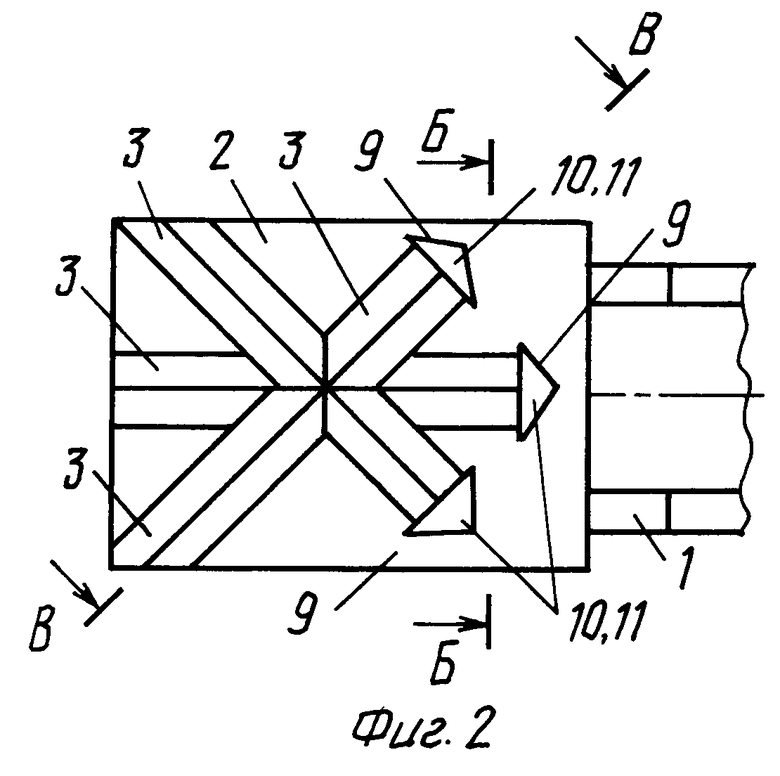
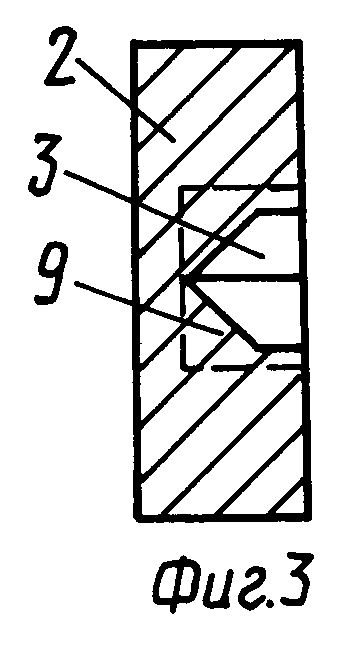
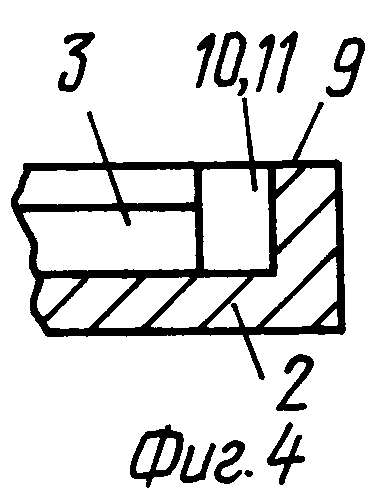
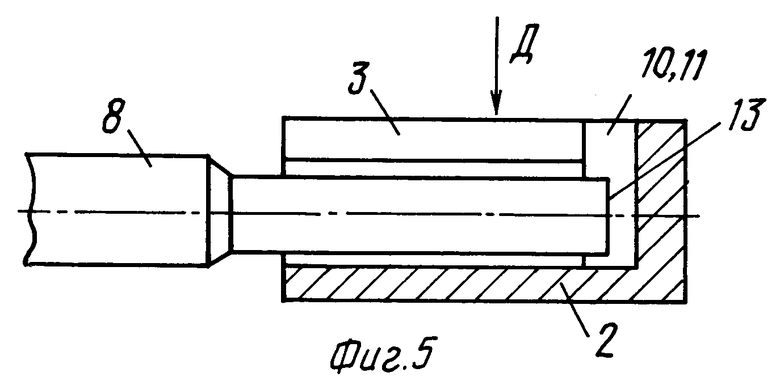
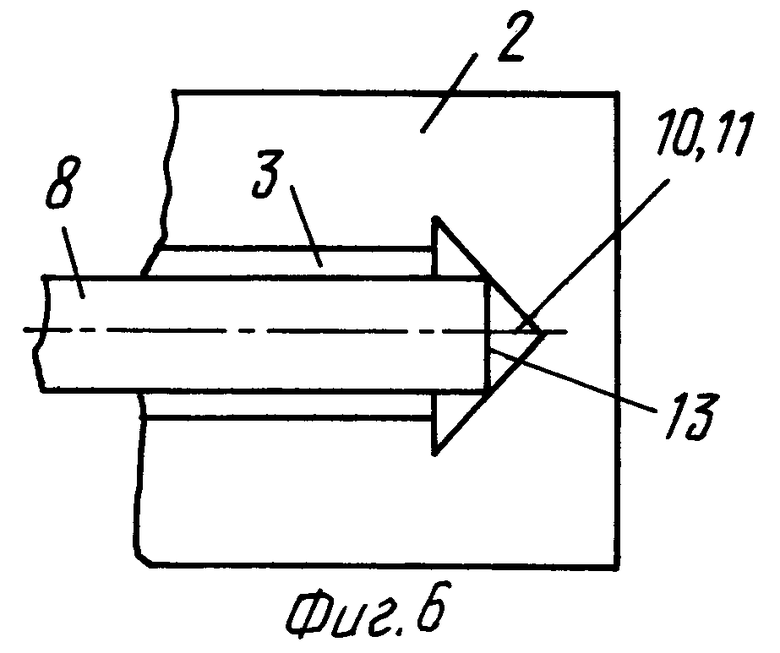
Изобретение поясняется чертежами, где на фиг. 1 показан общий вид электрододержателя со снятыми изолирующими накладками. На фиг. 2 показан ложемент по стрелке А со снятым прижимом согласно фиг. 1, на фиг. 3 показан разрез Б-Б согласно фиг. 2, на фиг 4 показан разрез В-В (повернут) согласно фиг. 2, на фиг. 5 показан вид согласно фиг. 4 с установленным электродом. На фиг. 6 вид по стрелке 8 согласно фиг. 5. Электрододержатель содержит токоподвод 1 с ложементом 2, на котором выполнены канавки 3. Подпружиненный пружиной 4 прижим 5 с выступающим за пределы рукоятки 6 рычагом 7. На поверхности ложемента 2 выполнены канавки 3 для закрепления электрода 8, которые заканчиваются упорами 9 с вертикальными канавками 10, которые на всю глубину сопрягаются с канавками 3, при сопряжении образуется полость 11.
Электрододержатель работает следующим образом. Сварщик рукой отжимает рычаг 7 по стрелке Е, сжимая тем самым пружину 4, рычаг поворачивается на оси 12, приподнимая прижим 5 над ложементом 2. В отжатом состоянии прижима 5 устанавливается электрод 8 в канавку 3 ложемента 2 и продвигается вдоль канавки 3 до упора 9. При этом торец 13 электрода 8 заклинивается в канавке 10 упора 9 между плоскостями канавки 10. Если торец 13 электрода 8 имеет заусенцы, кривизну, либо другие неровности, он также беспрепятственно заклинивается между плоскостями канавки 10. Все дефекты торца 13 электрода 8 компенсирует полость 11 канавки 10, что обеспечивает электроду 8 плотное прилегание в канавке 3 ложемента 2. После установки электрода 8 в канавку 3 и доведя его до упора 9, сварщик отпускает рычаг 7, и прижим 5 под действием пружины 4 зажимает электрод 8 на ложементе 2 токоподвода 1 электрододержателя.
Удаление огарка производится нажатием сварщика на рычаг 7 и подъема прижима 5. Возможность в предлагаемой конструкции при закреплении электрода 8 заклинивать его торец 13 позволяет надежно закреплять электрод 8 при меньшей жесткости и усилии пружины, повышая его устойчивость при производстве сварочных работ. Полость 11, создаваемая канавкой 10 упора 9 дает возможность полному прилеганию электрода 8 к канавкам 3 ложемента 2, даже при наличии на торце 13 электрода 8 заусенцев и других дефектов. Тем самым уменьшается потеря электроэнергии за счет уменьшения контактного сопротивления электрода 8 с ложементом 2, уменьшаются случаи пригорания электрода 8, и увеличивается срок службы электрододержателя.
Источники информации
1. SAFETY, WELDING, CABLES PRICE LIST N 39, FEBRUARY 1988, стр. 29-32.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2166418C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2149740C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ БОГРАДА | 1993 |
|
RU2047443C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2049623C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ БОГРАДА | 1993 |
|
RU2049624C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ БОГРАДА | 1990 |
|
RU2009814C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2197365C1 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2417867C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2007 |
|
RU2338634C1 |
Изобретение относится к устройствам, используемым для ручной электродуговой сварки штучным металлическим плавящимся электродом. Электрододержатель состоит из рукоятки 6 токоподвода 1 с ложементом 2, подпружиненного прижима 5 с рычагом 7, выступающим над рукояткой 6. На ложементе 2 выполнены канавки 3 с упором для ограничения длины закрепляемой части электрода. В упорах выполнены вертикальные по отношению к плоскости ложемента 2 канавки, сопрягающиеся с канавками ложемента 2 на всю их глубину. Размеры канавок соответствуют максимальному диаметру закрепляемого электрода. Такое выполнение электрододержателя обеспечивает плотное прилегание электрода к поверхности канавки, чем достигается уменьшение контактного сопротивления между электродом и ложементом токоподвода, и, как следствие, экономия электроэнергии и увеличение срока эксплуатации электрододержателя. 6 ил.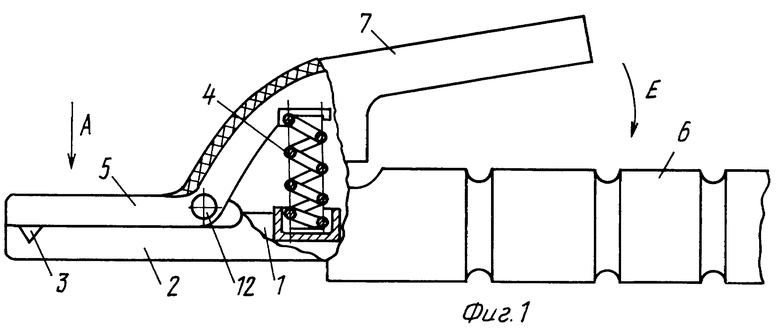
Электрододержатель для электродуговой сварки штучным металлическим плавящимся электродом, состоящий из рукоятки, токоподвода с ложементом, в котором выполнены канавки с упорами для ограничения длины закрепляемой части электрода, и подпружиненного прижима с рычагом, выступающим над рукояткой, отличающийся тем, что в упорах выполнены вертикальные по отношению к плоскости ложемента канавки с размерами, соответствующими максимальному диаметру закрепляемого электрода, сопряженные с канавками ложемента на всю их глубину.
| SAFETY, WELDING, CABLES, PRICE LIST N 39, FEBRUARY 1998, с.29-32 | |||
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ БОГРАДА | 1993 |
|
RU2047443C1 |
| ДЕРЖАТЕЛЬ ЭЛЕКТРОДОВ МАГАКЬЯНА МВС-1 | 1993 |
|
RU2039641C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ | 1997 |
|
RU2125774C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2022739C1 |
| Лентопротяжный механизм для регистрирующих приборов | 1972 |
|
SU480907A1 |
| СВАЯ | 2014 |
|
RU2556750C1 |
| СПОСОБЫ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙМАШИН | 0 |
|
SU205864A1 |

