Изобретение относится к устройствам для ручной электродуговой сварки плавящимся электродом и может быть использовано во всех отраслях народного хозяйства.
Известен электрододержатель [а.с. СССР №1593833, В23К 9/28, 1990], содержащий корпус с токоподводом, неподвижную губку и подпружиненный электроизолированный рычаг, соединенный с корпусом шарниром и жестко сопряженный с подвижной губкой, и выполненный в виде стержневого пружинного элемента, консольно закрепленного в подвижной губке, а ось шарнира установлена в периферийной части губок.
Известен электрододержатель [а.с. СССР №816719, В23К 9/28, 1981], содержащий корпус с рукояткой, рычагом управления, прижимными губками и пружиной, взаимодействующей с рычагом управления, а также электрокабель, непосредственно соединенный с прижимной губкой, пружина выполнена в виде полуцилиндра из листового материала с отверстием в боковой стенке, ось которого совмещена с продольной осью корпуса электрододержателя, а электрокабель размещен в упомянутом отверстии.
Недостатками указанных аналогов являются фиксированные положения электрода в держателях, удаленность токоподвода от места крепления электрода, возможность приварки электрода к рычагам электрододержателя.
Известен электрододержатель для ручной дуговой сварки, содержащий рукоятку с корпусом, в котором размещена неподвижная губка с гнездом под электрод, соединенная с токоподводящим проводом, и выталкиватель огарка электрода, установленный в отверстии губки (а.с. 1687398 А, В23К 9/28, 30.10.1991).
Известен также электрододержатель, содержащий корпус в виде двух подпружиненных, шарнирно соединенных между собой двуплечих рычагов с зажимными губками, и установленный в одном из рычагов подпружиненный шток с выталкивателем (а.с. 1060370 А, В23К 9/28, 15.12.1983).
Недостатком известных электрододержателей является недостаточный срок службы, так как в процессе работы на прижимных губках оседают капли расплавленного металла, крепление электрода ненадежно, ненадежно также срабатывание выталкивателя при возможном перекосе огарка электрода.
Наиболее близким к данному изобретению является электрододержатель для ручной дуговой сварки, содержащий токоподвод с изолированной рукояткой, прижим, подпружиненный посредством конической пружины, расположенной со стороны токоподвода на регулировочном винте, и выступающий из рукоятки изолированный рычаг, при этом регулировочный винт установлен с гарантированным технологическим зазором в отверстии токоподвода и на резьбе в резьбовом отверстии прижима с возможностью регулирования усилия поджатия электрода (ПМ 47797 U1, B23K 9/28, 10.09.2005).
В данной конструкции электрододержателя не предусмотрено механизма для выталкивания огарка электрода, кроме того, при работе с электрододержателем затрачиваются большие усилия при нажатии на рычаг, нет защиты от возможных излучений от света сварочной дуги и брызг металла.
Основной решаемой задачей является создание надежной, технологичной, удобной в работе и экономичной конструкции, повышение безопасности работы электрододержателя за счет исключения перегрева рукоятки, обеспечения защиты от жестких излучений (ультрафиолетовых, света и электромагнитных полей) и автоматического выброса огарка при нажатии на рычаг.
Для достижения указанного результата в электрододержателе для ручной дуговой сварки, содержащем токоподвод с изолированной рукояткой, прижим, подпружиненный посредством конической пружины, расположенной со стороны токоподвода на регулировочном винте, установленном с гарантированным технологическим зазором в отверстии токоподвода и на резьбе в резьбовом отверстии прижима с возможностью регулирования усилия поджатия электрода, и выступающий из рукоятки изолированный рычаг, рычаг выполнен двуплечим с меньшим плечом в виде вилки, прижим выполнен в виде токоподводящей пластины, на конце которой с одной и другой стороны имеются выпуклости двоякой кривизны, а на токоподводе выполнены ответное упомянутой выпуклости углубление и паз для размещения вилки рычага, а электрододержатель снабжен защитным экраном, закрепленным на изолирующей защитной крышке, и рычагом-выталкивателем электрода, выполненным в виде уголка, в одной полке которого имеется отверстие для регулировочного винта, часть внутренней поверхности другой полки ответна поверхности размещенной в выталкивателе конической пружины и конец этой полки размещен в сквозном отверстии, выполненном в части токоподвода и прижима со стороны расположения электрода, при этом выталкиватель установлен с возможностью качания и с возможностью взаимодействия с электродом и конической пружиной, конец регулировочного винта со стороны расположения конической пружины установлен в отверстии полки рычага-выталкивателя, а конец рычага в виде вилки размещен в пазу токоподвода на регулировочном винте.
Кроме того, токоподвод имеет, по крайней мере, одну канавку для установки электрода или в другом исполнении токоподвод имеет, по крайней мере, одну канавку для установки электрода, а прижим выполнен с двумя рабочими поверхностями, одна из которых имеет насечки, а другая - канавки для электрода.
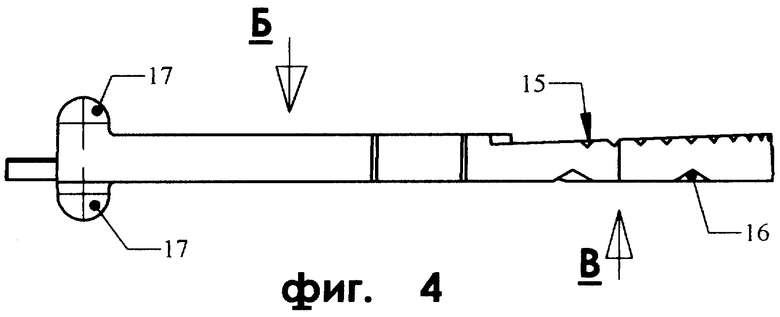
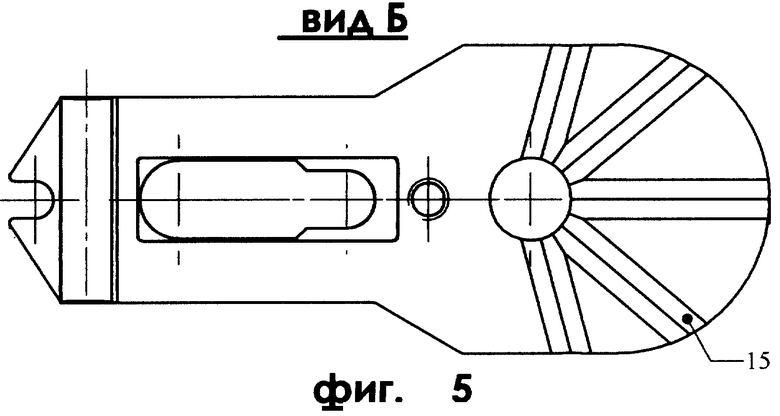
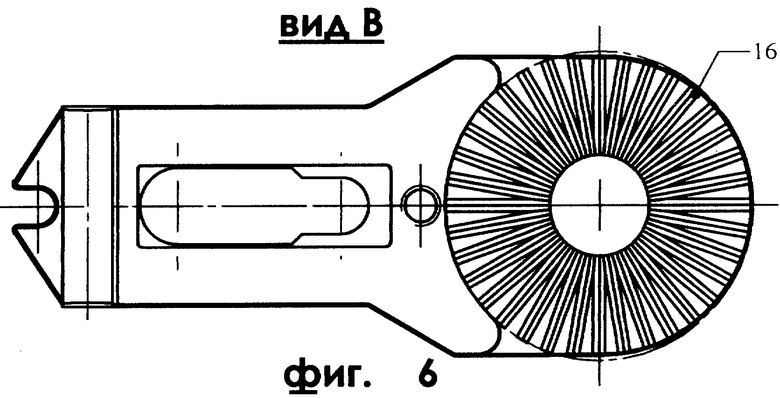
Существо предлагаемого технического решения поясняется чертежами, на которых изображены: на фиг.1 - электрододержатель в разрезе; на фиг.2 - токоподвод электрододержателя; на фиг.3 - вид А фиг.2; на фиг.4 - прижим электрододержателя; на фиг.5 - вид Б фиг.4; на фиг.6 - вид В фиг.4; на фиг.7 - рычаг-выталкиватель электрода.
Электрододержатель для ручной дуговой сварки содержит токоподвод 1 с изолированной рукояткой 4 и прижим 5. Прижим 5 выполнен в виде токоподводящей пластины с двумя рабочими поверхностями. На конце пластины с одной и другой стороны имеются выпуклости 17 двоякой кривизны. Одна из рабочих поверхностей имеет насечки 15, а другая - канавки 16 для электрода. Прижим 5 установлен на токоподводе 1 с возможностью прижатия к нему посредством конической пружины 6. Коническая пружина 6 расположена со стороны токоподвода 1 на регулировочном винте 7 с возможностью контактирования с токоподводом 1. Регулировочный винт 7 одним концом, на котором расположена пружина 6, установлен с гарантированным технологическим зазором в отверстии токоподвода 1 и другим - на резьбе в резьбовом отверстии прижима 5 с возможностью регулирования усилия зажатия электрода. Выступающий из рукоятки изолированный рычаг 2 выполнен двуплечим с меньшим плечом в виде вилки 8. На токоподводе 1 выполнены ответное выпуклости 17 на конце прижима 5 углубление 10 и паз 11 для размещения вилки 8 рычага 2. Рычаг-выталкиватель 12 электрода выполнен в виде уголка. В одной полке рычага-выталкивателя 12 имеется отверстие 13 для регулировочного винта 7, часть внутренней поверхности другой полки ответна поверхности размещенной в рычаге-выталкивателе 12 конической пружины 6 и конец этой полки размещен в сквозном отверстии 14, выполненном в части токоподвода 1 и прижима 5 со стороны расположения электрода. Рычаг-выталкиватель 12 установлен с возможностью качания и с возможностью взаимодействия с электродом и конической пружиной 6. Конец регулировочного винта 7 со стороны расположения конической пружины 6 установлен в отверстии 13 полки рычага-выталкивателя. Конец рычага 2 в виде вилки 8 размещен в пазу 11 токоподвода на регулировочном винте 7. На изолирующей крышке 19 закреплен защитный экран 18.
Сварщик рукой отжимает рычаг 2, сжимая коническую пружину 6, приподнимает прижим 5. В отжатом состоянии прижим 5 устанавливает электрод в канавку токоподвода 1, продвигая его до упора. После чего сварщик отпускает рычаг 2 и прижим 5 под действием пружины 6 зажимает электрод на токоподводе 1. При необходимости замены электрода под другой диаметр регулировочным винтом изменяют усилие прижима. Замену электрода производят с помощью рычага-выталкивателя 12. При нажатии рычага 2 токоподвод 1 перемещается вниз и стенкой отверстия 14 воздействует на рычаг-выталкиватель, конец полки которого воздействует, в свою очередь, нажимом на электрод и выталкивает его. В электрододержателе обеспечивается наиболее плотный электроконтакт между токоподводом и прижимом, что способствует снижению электросопротивления и повышению экономичности. Защитный экран защищает сварщика от жестких излучений сварочной дуги, таких как ультрафиолетовое излучение, световое излучение и электромагнитные поля.
Для снижения электрического сопротивления токоподвод 1 и прижим 5 выполняют из латуни, например латуни ЛС-59. Электрододержатель обеспечивает надежную передачу сварочного тока силой от 125 до 500 ампер (в зависимости от диаметра электрода) без повышенного теплообразования. Электрически изолированная рукоятка 4 и изолированное покрытие рычага 2 гарантируют безопасную работу сварщика. Предлагаемое устройство гарантирует 100% безопасную работу и при этом обладает высокой технологичностью в изготовлении и удобством в эксплуатации, обеспечивая увеличенный срок службы и экономичность за счет плотного электроконтакта и повышенную производительность сварочных работ благодаря приспособляемости к индивидуальной манере работы сварщика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2417867C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2197365C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2049623C1 |
| ЭЛЕКТРОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2159172C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2166418C1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Электрододержатель для ручной дуговой сварки | 1987 |
|
SU1563918A1 |
| Электродержатель для ручной дуговой сварки | 1989 |
|
SU1687398A1 |
| Пассатижный электрододержатель для ручной дуговой сварки | 1984 |
|
SU1380886A1 |



Изобретение относится к устройствам для ручной электродуговой сварки плавящимся электродом, в частности к электрододержателям, и может быть использовано во всех отраслях народного хозяйства. Электрододержатель содержит корпус, токоподвод (1) с изолированной рукояткой (4), прижим (5), подпружиненный посредством конической пружины (6), расположенной со стороны токоподвода (1) на регулировочном винте (7), и выступающий из рукоятки изолированный рычаг (2). Регулировочный винт (7) установлен с гарантированным технологическим зазором в отверстии токоподвода (1) и на резьбе в резьбовом отверстии прижима с возможностью регулирования усилия поджатия электрода. Рычаг (2) выполнен двуплечим с меньшим плечом в виде вилки (8). Прижим (5) выполнен в виде токоподводящей пластины, на конце которой с одной и другой стороны имеются выпуклости двоякой кривизны. На токоподводе (1) выполнены ответное упомянутой выпуклости углубление и паз для размещения вилки рычага. Защитный экран закреплен на изолирующей защитной крышке. Выталкиватель (12) электрода выполнен в виде уголка, установлен с возможностью качания и с возможностью взаимодействия с электродом и конической пружиной (6). Конец регулировочного винта (7) со стороны расположения конической пружины (6) установлен в отверстии полки выталкивателя (12), а конец рычага в виде вилки размещен в пазу токоподвода на регулировочном винте. Такое выполнение обеспечивает плотный электроконтакт и повышенную производительность сварочных работ. 3 з.п. ф-лы, 7 ил.
| УСТРОЙСТВО ТЕМПЕРАТУРНОГО ШВА В ЖЕЛЕЗОБЕТОННЫХ БАЛКАХ, РАМАХ И ТОМУ ПОДОБНЫХ КОНСТРУКЦИЯХ | 1935 |
|
SU47797A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2197365C1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2000 |
|
RU2166418C1 |
| ДВУХФАЗНЫЙ ДВИГАТЕЛЬНО-КОГНИТИВНЫЙ ТЕСТ С БИОЛОГИЧЕСКОЙ ОБРАТНОЙ СВЯЗЬЮ ПО ОПОРНОЙ РЕАКЦИИ | 2013 |
|
RU2530767C1 |
| US 6184492 A, 06.02.2001. | |||

