Изобретение относится к способу изготовления электронных модулей, а именно транспондеров и карт с интегральной схемой на основе печатных схем в соответствии с пунктом 1 формулы изобретения. Кроме того, изобретение относится также к картам с интегральной схемой, изготовленным данным способом, например, к катушке индуктивности, витки которой образованы дорожками печатной схемы.
В технологии изготовления электронных модулей типа карт с интегральной схемой (ИС) и транспондеров часто бывает необходимо соединить катушку индуктивности с электронной схемой, например, с ИС, смонтированной на печатной плате. Такая конфигурация описана, например, в международной публикации WO 91/19302. Катушка обычно изготавливается путем намотки провода вокруг сердечника. Такие катушки сложны и относительно дороги в изготовлении. Кроме того, соединение между печатной схемой и катушкой создает определенные проблемы дополнительного монтажа и надежности, особенно в тех случаях, когда эти элементы интегрируются на карте, не имеющей достаточной защиты от деформации и механических воздействий. С другой стороны, толщина катушки индуктивности также достаточно часто создает проблему, так как она должна быть интегрирована в миниатюрное устройство или в чиповую карту (карту с ИС), для которой желательно сохранить стандартную толщину 0,76 мм.
Известны также устройства, в которых для преодоления этих трудностей витки индуктивности образованы непосредственно проводящими дорожками печатной схемы. Дорожки печатной схемы обычно выполняют фотохимическим путем, что требует выполнения множества дорогостоящих операций с использованием веществ, загрязняющих окружающую среду.
В патенте США N 4555291 описан по существу механический способ изготовления печатной схемы. Тонкую металлическую пленку предварительно разрезают с образованием спирали. Отдельные витки не разделяют полностью, чтобы обеспечить жесткость вырезанной спирали. Затем спираль закрепляют на листе диэлектрического материала и приводят в действие второе режущее устройство для ликвидации соединений между витками для образования схемы с индуктивными свойствами.
Такое решение сложно в нанесении и требует двух раздельных операций разрезания. Толщина предварительно разрезаемой металлической пленки должна быть достаточной для того, чтобы можно было ее переносить без деформации или разрывов; к тому же ширина витков и разрезов между витками должна быть достаточной, чтобы обеспечивать необходимый минимум жесткости пленки перед ее распрямлением на диэлектрической подложке.
Известны другие способы изготовления печатных схем путем обработки покрытой поверхностным проводящим слоем синтетической пленки, в которой отдельные проводящие дорожки разделяют посредством механической штамповки с помощью штамповочной формы. Различные варианты такого способа описаны в патентных документах Франции N 267 724, Великобритании N 1138628 и США N 4356627. С помощью технических средств штамповки трудно получить проводящие дорожки очень малой ширины. Кроме того, синтетическая пленка должна иметь достаточную толщину для того, чтобы выдерживать давление штамповки и сохранять достаточную жесткость даже на выдавленных штампом участках.
Другие известные способы изготовления печатных схем путем обработки синтетической пленки, покрытой поверхностным проводящим слоем, включают операцию разделения отдельных проводящих дорожек печатной схемы посредством фрезерования поверхностного слоя печатной схемы (см. патентные документы ФРГ N 333 738 и США N 4138924). Прорези между проводящими дорожками неизбежно имеют достаточно большую ширину, которая соответствует по меньшей мере ширине фрезерного инструмента. Кроме того, при фрезеровании образуются заусенцы, которые необходимо тщательно удалить, чтобы предотвратить короткое замыкание между дорожками. В тех случаях, когда поверхностный металлический слой выполняется из дорогостоящего материала, например из серебра, имеются также потери материала.
В патентном документе ФРГ N 2758204 описан способ изготовления схемы, в частности индуктивной схемы, в виде печатной схемы, в которой отдельные дорожки, образующие витки катушки, разделены между собой посредством термомеханической обработки синтетической пленки, покрытой поверхностным металлическим слоем. Нагретая металлическая игла (3) проходит через поверхностный слой металла и одновременно частично расплавляет синтетический слой под металлом.
Этот способ применим, в частности, для изготовления устройств различных типов или для катушек, где толщина не имеет решающего значения. Толщина синтетического слоя (1) должна быть достаточно большой, чтобы внедрение иглы (3) и одновременный нагрев не вызывали ее сквозной перфорации. Дополнительные проблемы создает регулирование температуры острия, и кроме того, металлическая игла (3) должна двигаться достаточно медленно, чтобы дать время расплавиться синтетическому материалу. Таким образом, данный способ неприменим для изготовления катушек индуктивности для интегрального включения, например, в кредитные карты, толщина которых, как и стоимость и время изготовления, должны быть сведены к минимуму.
Наиболее близким к способу по настоящему изобретению является способ изготовления электрических и электронных модулей по патентному документу Франции N 2137991, предусматривающий разделение проводящих дорожек печатной схемы на диэлектрическом материале (например, картоне), покрытом поверхностным проводящим слоем в виде тонок металлической пленки, посредством режущего инструмента типа штампа, который вырезает и удаляет проводящий слой между дорожками. После формирования дорожек к ним в нужных участках присоединяют соответствующий электрический (электронный) компонент, такой как источник питания, переключатель и т.д.
В указанном патенте представлены и различные модули, полученные описанным способом, которому присущи те же недостатки, что и другим известным способам изготовления электронных модулей, описанным выше, прежде всего, невозможность формирования дорожек с малыми расстояниями между ними.
Задачей, на решение которой направлено изобретение, является создание улучшенного способа изготовления электронных модулей, и в частности, транспондеров и карт с ИС с катушками индуктивности, в которых витки образованы проводящими дорожками печатной схемы.
Согласно одному из аспектов изобретения решение поставленной задачи достигается созданием способа изготовления электронных модулей (транспондеров или карт с интегральной схемой), который включает разделение различных проводящих дорожек печатной схемы на диэлектрическом материале, покрытом по меньшей мере одним поверхностным проводящим слоем, путем механической обработки указанного поверхностного проводящего слоя посредством режущего инструмента и подсоединение к указанным проводящим дорожкам по меньшей мере одного электронного компонента. Способ по изобретению характеризуется тем, что режущий инструмент заострен и выполнен с возможностью прорезать разрезы, разделяющие указанные проводящие дорожки без удаления проводящего материала и без его сдвига в глубину. Кроме того, предусмотрен монтаж на указанной печатной схеме по меньшей мере одного защитного листа. По меньшей мере один защитный лист предпочтительно монтируют посредством наклеивания (например, термического) на печатную схему.
При этом может быть предусмотрена также подготовка в по меньшей мере одном защитном листе окна, дающего доступ снаружи карты или транспондера к электронному компоненту (например, ИС), или к местам подсоединения электронного компонента к проводящим дрожкам.
Предпочтительно диэлектрический материал покрыт несколькими наложенными друг на друга и взаимно изолированными проводящими слоями, а разрезы, разделяющие проводящие дорожки, выполняют посредством механической обработки таким образом, что они пересекают несколько наложенных друг на друга проводящих слоев. При этом способ может предусматривать также введение материала в указанные разрезы для обеспечения электрического разделения различных проводящих дорожек.
Каждая сторона диэлектрического материала может быть покрыта одним или несколькими наложенными друг на друга поверхностными проводящими слоями, а различные проводящие дорожки разделяют на каждой стороне посредством выполнения путем механической обработки разрезов в проводящих слоях.
Режущий инструмент предпочтительно является пуансоном штампа, снабженным заостренными режущими поверхностями контакта с поверхностным проводящим слоем. Альтернативно, режущий инструмент является ножом или лезвием, последовательно прорезающим разрезы, разделяющие проводящие дорожки в соответствии со схемой, предварительно записанной в электронной памяти.
Далее, способ по изобретению дополнительно включает этап выполнения посредством механической обработки в диэлектрическом материале по меньшей мере одного гнезда, предназначенного для размещения по меньшей мере одного электронного компонента, подсоединенного к проводящим дорожкам.
Часть проводящих дорожек может быть покрыта изолирующим слоем, и способ может включать этап складывания указанной диэлектрической пленки по оси сгиба таким образом, чтобы создать по меньшей мере один электрический мостик между частями электрических дорожек, не покрытых изолирующим слоем.
Указанный способ позволяет устранить недостатки упомянутых способов, известных из уровня техники.
Кроме того, данный способ позволяет получать печатную схему с высокой ровностью поверхности. Благодаря этому при интегрировании печатной схемы в карту с ИС легче получить абсолютно плоские наружные поверхности, что значительно облегчает печатание возможных рисунков (схем).
Изобретение относится также к картам с ИС, изготовленным посредством данного способа.
Варианты осуществления изобретения, в частности те, которые охарактеризованы зависимыми пунктами формулы изобретения, позволяют, кроме того, дополнительно повысить плотность получаемых печатных схем и/или индуктивность получаемых катушек.
Другие аспекты и преимущества изобретения будут ясны из последующего описания со ссылками на чертежи, на которых:
фиг. 1 изображает вид в разрезе покрытой поверхностным проводящим слоем диэлектрической пленки, пригодной для использования в связи с данным изобретением;
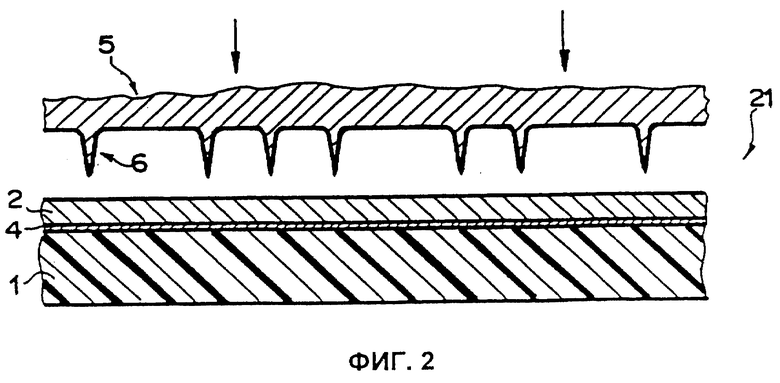
фиг 2 изображает в разрезе пуансон штампа и покрытую поверхностным проводящим слоем диэлектрическую пленку перед разделением проводящих дорожек;
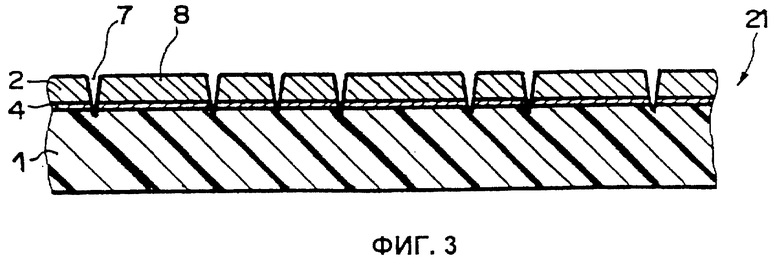
фиг. 3 изображает в разрезе покрытую поверхностным проводящим слоем диэлектрическую пленку после разделения проводящих дорожек;
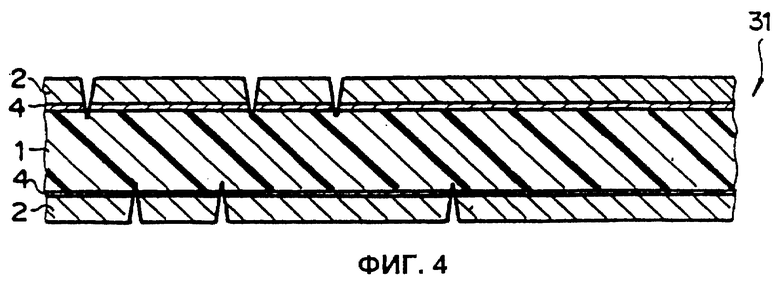
фиг. 4 изображает в разрезе диэлектрическую пленку, покрытую с каждой стороны поверхностным проводящим слоем, после разделения проводящих дорожек;
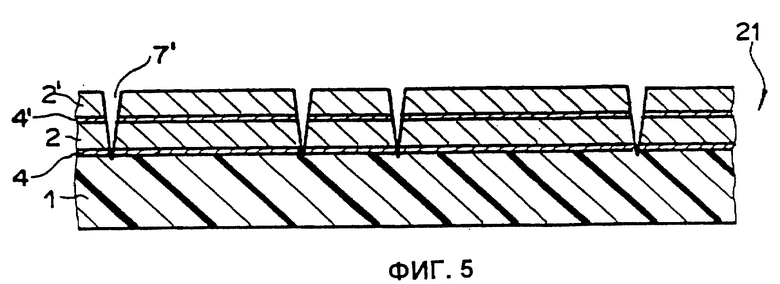
фиг. 5 изображает в разрезе диэлектрическую пленку, покрытую с одной стороны несколькими проводящими слоями, после разделения проводящих дорожек;
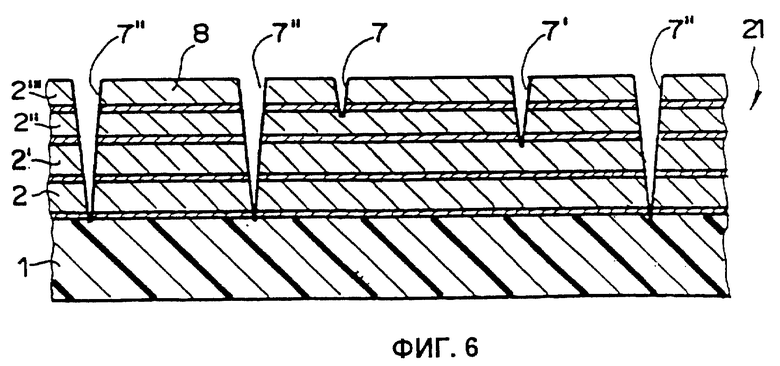
фиг. 6 изображает в разрезе диэлектрическую пленку, покрытую с одной стороны несколькими проводящими слоями, после разделения проводящих дорожек;
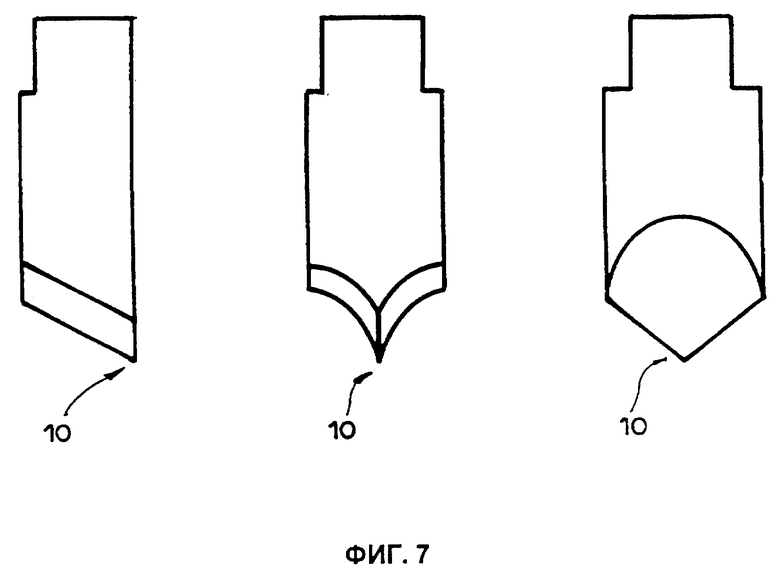
фиг. 7 представляет на виде сбоку различные инструменты, которые могут применяться в способе по изобретению;
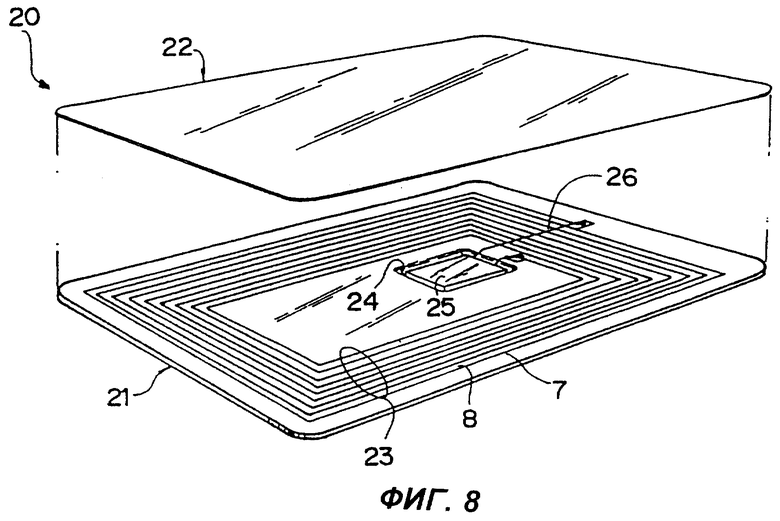
фиг. 8 представляет в перспективном изображении карту с ИС и печатной схемой на одной стороне;
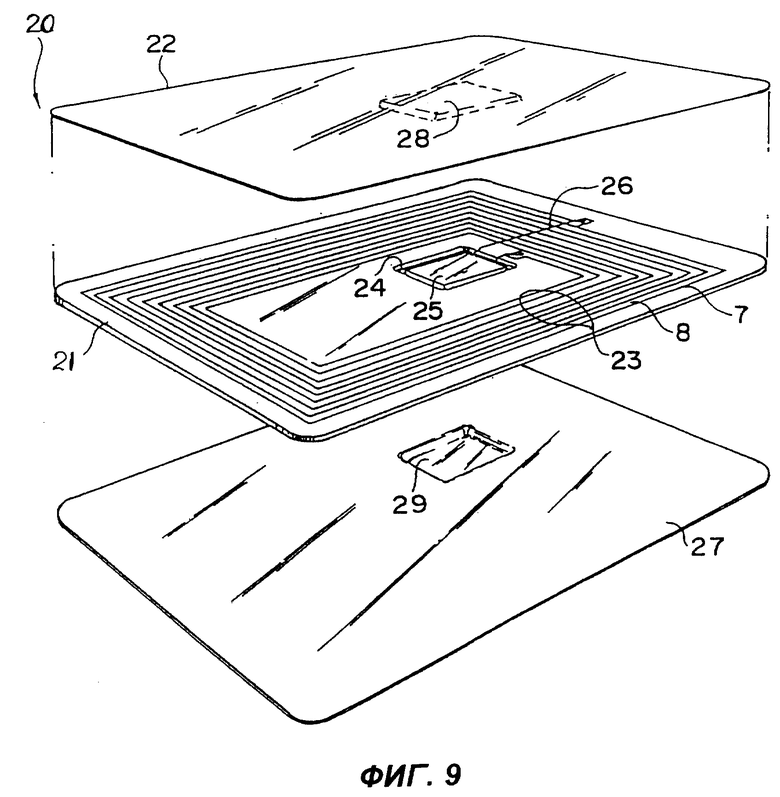
фиг. 9 представляет в перспективном изображении карту с ИС и печатной схемой в соответствии с изобретением в комплекте между двумя защитными листами;
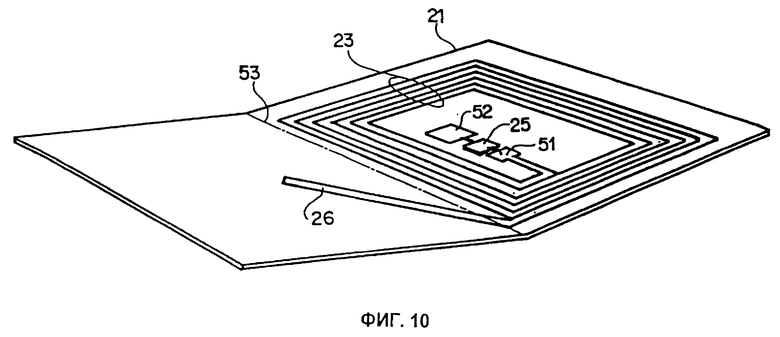
фиг. 10 представляет в перспективном изображении печатную схему перед складыванием в соответствии с вариантом осуществления изобретения, включающим операцию складывания.
На фиг. 1 показана в разрезе пленка 1, представляющая собой диэлектрический материал, покрытый поверхностным проводящим слоем 2. Пленка 1 предпочтительно выполнена из любого диэлектрического материала, например из синтетического материала типа ПВХ или из картона. В зависимости от назначения выбирают гибкую пленку или более жесткий материал. Пленка 1 может быть также изготовлена из композиционного или многослойного материала, например из слоистого материала, который включает множество слоев из синтетического материала, картона и/или металла.
Поверхностный проводящий слой 2 наносят на пленку 1 известным образом и закрепляют, например, пайкой или клеем 4. Клей 4 может быть, например, клеем горячего или естественного отверждения; вместо клея можно также использовать лист с двусторонней клеящей поверхностью или термоклейкую пленку. Слой 2 выполняется из подходящего металла, например из меди, алюминия, серебра или проводящего сплава.
В другом варианте поверхностный проводящий слой 2 наносят путем наклеивания на металлический лист взамен диэлектрической пленки. При этом изоляция между проводящими дорожками обеспечивается только слоем клея 4, выполняющего функцию диэлектрической пленки. В этом случае слой клея 4 должен обладать исключительно высокой электроизолирующей способностью.
На фиг. 2 представлен в разрезе пуансон 5 штампа над диэлектрической пленкой перед разделением проводящих дорожек. Пуансон 5 штампа имеет заостренные режущие поверхности 6 контакта с поверхностным слоем 2 на синтетической пленке 1.
Пуансон 5 штампа опускают с помощью не показанных средств с минимальным давлением, достаточным для того, чтобы острые поверхности 6 контакта внедрялись и прорезали поверхностный металлический слой 2. Профиль поверхностей 6 достаточно заострен, чтобы пуансон делал тонкие разрезы 7 в слое 2 без удаления проводящего материала, как это происходит в способе фрезерования, и без глубокого вдавливания, как в способе по типу штамповки по патенту Великобритании N 1138628. Здесь металлический материал прорезается поверхностями 6.
На фиг. 3 представлена в разрезе покрытая металлическим слоем 2 диэлектрическая пленка 1 после разделения проводящих дорожек 8. На чертеже видно, что разрезы 7 имеют минимальную достаточную глубину для пересечения металлического слоя 2, клеящего слоя 4 и незначительного захода в синтетический диэлектрический слой 1. В другом варианте разрезы 7 полностью пересекают только поверхностный металлический слой 2, а их окончания находятся в середине слоя клея 4. При этом синтетическая пленка 1 ослабляется лишь настолько, насколько это необходимо для разделения проводящих дорожек 8, и может иметь минимальную толщину.
Для достижения наилучшей плотности расположения проводящих дорожек 8 в печатной схеме ширина разрезов 7 выполняется минимально возможной. Если основа 1 имеет высокую гибкость, ширина разрезов должна быть достаточной, чтобы исключить всякий риск короткого замыкания между дорожками. Расположение проводящих дорожек 8, например по спирали, позволяет легко создавать индуктивные элементы, витки которых образованы проводящими дорожками печатной схемы. Дополнительные традиционные операции обработки, такие как сверление или пайка, могут использоваться далее для закрепления отдельных компонентов на печатной схеме, выполненной таким образом.
На фиг. 4 представлена в разрезе диэлектрическая пленка 1 с двусторонним покрытием металлическим слоем 2 после разделения проводящих дорожек 8 на каждой стороне. Разрезы 7, ограничивающие дорожки 8 на каждой стороне, предпочтительно выполняют за одну операцию. Для этого диэлектрическую пленку 1 с двусторонним проводящим слоем 2 зажимают между двумя пуансонами (не показанного здесь штампа), каждый из которых имеет режущие поверхности 6 контакта с металлической поверхностью. Однако можно также сделать разрезы 7 на двух поверхностях и за две операции поочередно.
Ввиду того, что способ по изобретению применим даже для обработки очень тонкой диэлектрической пленки 1, этот вариант осуществления способа позволяет очень простым образом выполнять элементы емкости, обкладки которых образованы совпадающими металлическими дорожками, на каждой стороне. Эти компоненты могут быть, например, скомбинированы с элементами индуктивности для образования резонансных LC-цепей уменьшенного объема. Если емкостную связь между дорожками на двух сторонах нужно уменьшить, то выбирают схемы расположения проводящих дорожек на двух сторонах с минимальным перекрытием.
На фиг. 5 представлена в разрезе диэлектрическая пленка 1, покрытая с одной стороны множеством поверхностных проводящих слоев после разделения проводящих дорожек. В этом примере осуществления диэлектрическая пленка 1 покрыта первой металлической пленкой 2, закрепленной первым слоем клея 4. Вторая металлическая пленка 2' закреплена на первой металлической пленке 2 вторым слоем клея 4'. Второй слой клея 4' одновременно служит изолятором между двумя металлическими слоями 2 и 2'. При необходимости можно также вставить между двумя металлическими слоями, например, дополнительный синтетический слой. Кроме того, естественно, возможно наложить один на другой более двух металлических слоев 2, 2'.
В этом варианте осуществления используемый для разделения проводящих дорожек 8 режущий инструмент 5 спроектирован так, чтобы выполнять за одну операцию разрезы достаточной глубины для прорезания всех металлических слоев 2, 2' и др. Таким образом, рисунок проводящих дорожек 8 на различных проводящих слоях 2, 2' и др. будет одинаковым. При соединении различных слоев друг с другом в соответствующих местах, например, с помощью металлизированных отверстий можно получать схемы повышенной индуктивности.
Разумеется, можно изготавливать многослойные схемы с различными рисунками на разных слоях. На фиг. 6 представлен пример диэлектрической пленки 1, покрытой на верхней стороне четырьмя поверхностными проводящими слоями 2, 2', 2'', 2''', которые изолированы друг от друга и соединены между собой слоями клея 4, 4', 4'', 4'''. Глубина разрезов 7, выполняемых режущим инструментом за одну операцию, является здесь регулируемой: определенные разрезы 7'' проходят через все наложенные друг на друга металлизированные слои, в то время как другие (7) проходят только через верхний слой 2''', а еще одни (7') проходят через несколько слоев 2''', 2'', но не через все. Таким образом может выполняться различная топология дорожек на различных слоях.
Некоторые схемы, в которых проводящие дорожки на нижних металлических слоях 2 выполняются путем совмещения с одной или несколькими дорожками на верхних слоях, можно получать путем выполнения разрезов в многослойной пленке за одну операцию. Для получения многослойных схем с совершенно свободной топологией проводящих дорожек на каждом слое необходимо предусмотреть последовательность операций:
ламинирование диэлектрической пленки одним или несколькими первичными нижними металлизированными слоями;
выполнение посредством механической обработки разрезов, разделяющих проводящие дорожки на этом или этих первичных слоях;
ламинирование верхними металлизированными слоями;
выполнение посредством механической обработки разрезов, разделяющих проводящие дорожки на этом или этих верхних слоях.
Специалисту в данной области легко представить себе, что можно свободно комбинировать приведенные выше варианты осуществления. Так например, можно изготавливать схемы с множеством поверхностных проводящих слоев на каждой стороне.
Выполнение разрезов 7, 7', 7'' описанным выше образом штамповкой с помощью пуансонов, имеющих режущие поверхности контакта с поверхностным проводящим слоем, является очень быстрой операцией, но требует предварительного изготовления пуансона для определенной схемы границ между проводящими дорожками. Поэтому такое решение подходит только для изготовления печатных схем крупными или средними сериями. Кроме того, для обеспечения чистых разрезов металлических слоев необходимо периодически заменять или затачивать режущие поверхности пуансона.
В варианте, специально приспособленном для изготовления небольших партий или опытных образцов, разрезы 7, 7', 7'' могут быть прорезаны с помощью стола для резки, известного, например, в области резки самоклеящейся пленки рекламного или другого назначения. В этом случае схему границ между проводящими дорожками разрабатывают предварительно на компьютере с помощью соответствующего программного обеспечения и сохраняют в электронной памяти. Указанную схему затем используют для управления последовательным перемещением ножа 10 на столе для резки.
Некоторые столы для резки дают возможность управления возвратно-поступательным движением ножа и/или движением по кривым траекториям. Соответственно выбирается форма ножа 10, например, из вариантов по фиг. 7 и в соответствии с толщиной прорезаемого металлического слоя. Нож является достаточно острым для прорезания поверхностного слоя без вырезания проводящего материала и без его сдвига в глубину. Ширина ножа выбирается минимальной, чтобы обеспечить получение максимальной ширины проводящих дорожек 8. Глубина минимально достаточна для прорезания поверхностного металлического слоя без излишнего ослабления диэлектрического слоя 1, так что он может иметь минимальную толщину. Если требуются разрезы различной глубины, например, для изготовления многослойных схем с различной топологией дорожек на разных слоях (фиг. 6), необходимо заменять нож при каждом желаемом изменении глубины. Возможно также использование стола для резки, оснащенного множеством держателей для ножей различной глубины резания, или можно предусмотреть средства для регулирования глубины внедрения ножа.
В зависимости от ширины разрезов 7 и гибкости основы 1 существует риск электрического контакта между соседними проводящими дорожками, когда разрезы снова закрываются в случае деформации печатной схемы. При необходимости разрезы 7 могут быть заполнены или залиты любым синтетическим или термопластичным материалом, чтобы обеспечить электрическое разделение дорожек при любых условиях.
Изобретение особенно применимо при использовании печатных схем, ширина которых и, возможно, вес должны быть снижены до минимума. Так например, способ является идеальным для печатных схем, предназначенных для карт с ИС. На фиг. 8 показан пример карты 20 с ИС в соответствии с изобретением.
Карта с ИС образована односторонней печатной схемой 21 согласно изобретению в соответствии, например, с одним из вариантов по фиг. 3, 5 или 6, и верхним защитным и декоративным листом 22. На нижнюю часть листа 21, на которой нет дорожек, также может быть нанесена печать. Печатная схема 21 образована достаточно жесткой основой 1 и одним или несколькими поверхностными проводящими слоями 2, 2' и т.д. Разрезы 7 выполняют согласно описанному выше способу посредством механической обработки в проводящем слое таким образом, чтобы отграничить спиральную проводящую дорожку 8, образующую индуктивный элемент 23. Число витков выбирают в функции желаемой индуктивности. Поскольку механический способ по изобретению обеспечивает получение разрезов 7 минимальной ширины между дорожками 8, на имеющейся в распоряжении поверхности можно разместить максимальное количество витков и таким образом получить повышенную индуктивность. Для дальнейшего повышения индуктивности предпочтительно выбирают схему с несколькими проводящими слоями 2, 2' и т.д. согласно примеру по фиг. 5 или 6. Гнездо 24 предусмотрено на участке нижнего листа 21, не занятом проводящими дорожками 8, - в данном примере внутри индуктивного элемента 23. Интегральную схему 25 закрепляют в этом гнезде 24 и подсоединяют к двум концам индуктивного элемента 23. Соединение между ИС 25 и внутренней частью индуктивного элемента 23 может быть выполнено прямым. Однако соединение с внешней частью индуктивного элемента 23 должно быть выполнено с помощью мостика над витками 8. Мостик может быть образован простым проводом, припаянным и проходящим поверх или снизу под проводящими витками 8. Для схемы с несколькими проводящими слоями можно также использовать металлизированные слои 2, 2' и т.д. для выполнения мостика 26. И наконец, мостик может быть заложен в основе 1 перед ламинированием проводящих слоев 2.
В соответствии с назначением и имеющимся на карте свободным местом в печатной схеме 21 могут быть интегрированы другие компоненты, отличные от ИС 25 и индуктивного элемента 23. Так например, можно поместить на схеме аккумулятор (не показан), который может быть перезаряжен от наружного источника с помощью индуктивного элемента 23. Эти другие компоненты в идеальном случае соединяются между собой и с элементами 23 и 25 с помощью проводящих дорожек, выполненных посредством механической обработки в поверхностном проводящем слое или слоях 2 описанным выше образом.
После механизированного выполнения разрезов 7 и подсоединения друг к другу различных компонентов верхний защитный лист 22 укладывают на нижний лист 21 и закрепляют с помощью известных средств, например, склеиванием. Так например, если выбирается клей горячего отверждения, то он при плавлении заполняет разрезы 7 и таким образом устраняет упомянутый риск короткого замыкания между соседними проводящими дорожками.
Специалист в данной области обратит внимание на то, что в противоположность большинству технологий уровня техники изготовление проводящих дорожек 8 на печатной схеме в соответствии с изобретением создает поразительно мало неровностей поверхности, которые кроме того еще и компенсируются клеем. Таким образом, относительно легко укрепить верхний лист 22 с получением идеально плоской наружной поверхности.
Гнездо 24 для интегральной схемы 25 в нижнем листе 21 при необходимости может быть дополнено соответствующим гнездом в верхнем листе 22. Можно также обойтись без гнезда 24 в нижнем листе 21 и использовать соответственно более глубокое гнездо в верхнем листе 22. В одном из вариантов верхний лист 22 и/или нижний лист 21 снабжены взамен гнезда окном, через которое снаружи карты видна схема 25, соединительные штыри схемы 25 или контакты подсоединения к схеме 25.
На фиг. 9 представлен второй пример исполнения карты 20 с ИС в соответствии с изобретением.
В этом примере карта состоит из печатной схемы 21, например двусторонней печатной схемы согласно примеру по фиг. 4, помещенной между нижним защитным листом 27 и верхним защитным листом 22. Листы 22 и 27 закрепляют на печатной схеме 21 любым известным образом, например склеиванием, и затем на них наносят печать. В этом варианте печатная схема 21 предпочтительно имеет минимальную толщину, хотя и включает при необходимости несколько проводящих слоев на каждой стороне. Гнезда 28 и 29 для ИС 25 предусмотрены как на нижнем листе 27, так и на верхнем листе 22 соответственно. Разумеется, в зависимости от применения можно использовать также одно гнездо 28 или 29 и/или заменить по меньшей мере одно гнездо окном для доступа снаружи карты к ИС 25 или контактам подсоединения к ИС 25.
Очевидно, что вариант исполнения по фиг. 9 применим также к печатным схемам 21 с простой поверхностью.
Могут использоваться также другие способы сборки карт с ИС, имеющих печатные схемы в соответствии с изобретением, - например, способы, являющиеся предметом защиты заявки по международной публикации WO94/22111, текст которой включен в данное описание в качестве ссылки, или один из способов уровня техники, упомянутых в указанной заявке.
На фиг. 10 показана печатная схема на промежуточном этапе изготовления в соответствии с одним из вариантов способа, направленном на упрощение соединения между ИС 25 и внешней частью индуктивного элемента 23. Этот вариант предназначен, например, для защитных ярлыков для защиты товаров, но может применяться также и для карт с ИС и для других устройств. Печатная схема, включая часть в форме индуктивного элемента 23, изготовлена посредством механической обработки описанным способом на гибкой основе 1, например, на основе из картона. Индуктивный элемент 23 занимает только примерно половину всей поверхности основы 1. Один конец 26 индуктивного элемента 23 выступает на другую половину листа 21. Этот конец может быть образован, например, скрытым проводом, припаянным к внешней части индуктивного элемента 23. В другом варианте этот конец 26 выполнен посредством механической обработки посредством разрезов в поверхностном проводящем слое 2 описанным выше способом. Остальную часть поверхностного слоя 2 на этой половине листа 21 можно отклеить, оставив только конец 26.
Электрический или электронный компонент 25 монтируют в зоне листа 21, не занятой проводящими дорожками, - в данном случае внутри индуктивного элемента 23. Компонент 25 может представлять собой ИС или предохранитель. Его подсоединяют к внутренней части индуктивного элемента 23 с помощью контактного участка 51. Кроме того, компонент 25 связан со вторым контактным участком 52, который предназначен для установления контакта с концом 26 индуктивного элемента 23.
После изготовления посредством механической обработки проводящих дорожек катушки индуктивности и монтажа компонента 25 половину листа 21, занятую проводящими дорожками, покрывают изолирующим слоем (не показан). Так, индуктивный элемент 23 может быть, например, покрыт слоем изолирующего лака или изолирующим липким листом. Однако контактный участок 52 изолирующим слоем не покрывают.
Далее лист 21 складывают по линии сгиба 53 так, что две половины накладываются одна на другую. При этом конец 26 индуктивного элемента 23 приводится в контакт с контактным участком 52. Таким образом обеспечивается очень простое соединение между индуктивным элементом 23 и компонентом 25. Сложенные половины листа 21 могут быть скреплены, например, склеиванием.
Таким образом, способ в соответствии с изобретением также хорошо подходит для изготовления гибких печатных схем. Такие схемы используются, например, для производства гибких вилочных соединителей. Кроме того, способ идеально применим для любых случаев, когда необходимо добиться максимальной плотности дорожек на поверхности печатной схемы.
Специалист в данной области легко поймет, что способ может использоваться также в комбинации с любым известным способом изготовления печатных схем. Так например, можно изготавливать карты, на которых часть проводящих дорожек выполняют или разделяют электромеханическими средствами, а остальные выполняют механическим способом, который определен в пунктах формулы изобретения.
Специалисту в данной области понятно, что термин "печатная схема" используется в данном описании и в формуле изобретения в соответствии с принятым определением, несмотря на то, что изобретение относится в частности к схемам и картам, изготавливаемым без этапа нанесения печати как такового в обычном принятом смысле.
Изобретение относится к способу изготовления электронных модулей, а именно транспондеров и карт с интегральной схемой на основе печатных схем. Кроме того, изобретение относится также к печатной схеме, изготовленной данным способом, например, к катушке индуктивности, витки которой образованы дорожками печатной схемы. Технический результат - создание улучшенного способа изготовления печатных схем и, в частности, когда способ используется для изготовления катушек индуктивности для карт с ИС, в которых витки образованы проводящими дорожками печатной схемы. Способ изготовления электронных модулей (транспондеров и карт с интегральной схемой) с использованием печатной схемы (21) из диэлектрического материала (1), покрытого одним или несколькими поверхностными проводящими металлическими слоями (2, 2'), включает этап разграничения различных проводящих дорожек (8) посредством выполнения путем механической обработки разрезов (7) в указанном проводящем слое. Механическую обработку производят посредством заостренного режущего инструмента, которым прорезают разрезы, разделяющие указанные проводящие дорожки без удаления проводящего материала и его сдвига в глубину. Так например, для выполнения разрезов может использоваться пуансон штампа или стол для резки с управляемым ножом. Способ применим также для изготовления многослойных схем и особенно пригоден для изготовления гибких печатных схем, соединительных устройств и т. д. , а также для катушек индуктивности (23), используемых, например, в картах с интегральными схемами (20). 2 с. и 12 з.п. ф-лы, 10 ил.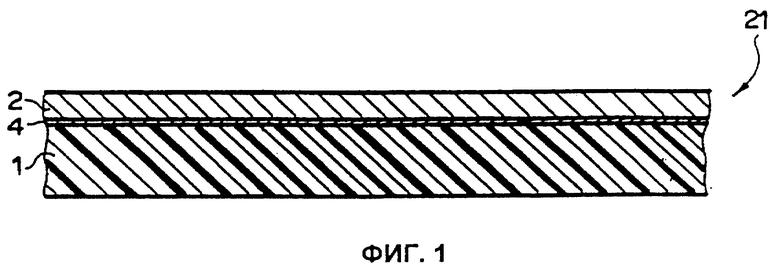
| ГЕНЕРАТОР-АДСОРБЕР ГЕЛИОХОЛОДИЛЬНИКА | 1998 |
|
RU2137991C1 |
| СПОСОБ РАЗДЕЛЕНИЯ МАТЕРИАЛА | 1991 |
|
RU2054986C1 |
| Способ изготовления обмотки для дисковых роторов электрических машин постоянного тока | 1961 |
|
SU138659A1 |
| Экономайзер | 0 |
|
SU94A1 |
| Огнетушитель | 0 |
|
SU91A1 |

