Изобретение относится к способу защиты поверхности медной фольги от окисления и образования оксидной пленки, и к полученной электролитическим осаждением медной фольге, пригодной для использования в производстве печатных плат, в частности многослойных печатных плат.
Предпосылки изобретения
Производство медной фольги для применений в электронной промышленности, например, покрытого медью ламината для печатных плат, включает использование хорошо известного способа электролитического осаждения. Этот способ использует катод в виде большого цилиндрического барабана, который вращается, частично погруженный в электролит из сульфата меди-серной кислоты. Барабанный катод расположен рядом и напротив пары искривленных анодов, которые могут быть сделаны из свинца, свинца-сурьмы, платинированного титана, оксидов иридия или рутения. Как барабан, так и аноды, присоединены электрически с помощью сильноточных токопроводящих дорожек к источнику постоянного тока, и обычно используют токи вплоть до 50000 А или более. Когда барабан вращается в электролите, происходит электролитическое осаждение меди на поверхности барабана, и когда последний покидает электролит, электролитически осажденную медь непрерывно отделяют от вращающегося барабана в форме тонкой фольги, которую обрезают по размеру и наматывают на приемный валик.
Наружную поверхность барабана обычно делают из нержавеющей стали, титана или хрома.
Фольга, получаемая при таком способе, перед обработкой обычно упоминается как сырая фольга. Сырая фольга бледно-розового цвета и имеет две различные по виду сторон, - "блестящую сторону", сторону, которая осаждается на поверхности барабана, и которую затем отделяют, при этом она остается вполне гладкой, при этом другая сторона, сторона которая расположена в контакте с электролитом и анодами, упоминается как "матовая", поскольку она имеет шероховатую поверхность. Матовую сторону можно представить как множество плотно упакованных конусов, имеющих высоту от трех до десяти микрон, причем высота конусов зависит от независимых переменных толщины фольги, плотности тока, состава раствора и тому подобное. Это создает исходную форму поверхности фольги для погружения в смолу подложки для облегчения адгезии в покрытых медью ламинатах, используемых в производстве печатных плат (ПП).
Хотя матовая сторона фольги имеет определенные микрошероховатости, на матовой стороне сырой фольги обычно применяется обработка для сцепления поверхности, чтобы обеспечить адекватную прочность связывания после того, как формируется покрытый медью ламинат. Термин "обработка для сцепления" повсеместно используют для изменения одной или обеих поверхностей полученной электролитическим осаждением фольги, чтобы сделать ее пригодной для связывания со смолами в ламинат.
Операцию обработки для сцепления проводят на машинах, называемых "пропиточными", где рулоны сырой фольги разворачивают непрерывным образом и вводят в пропиточную машину посредством валков с машинным приводом (подобно способу, которым обращаются с рулоном бумаги в печатной машине), делают катодными посредством контактных валков и пропускают в виде серпантина через одну или несколько ванн для гальванического покрытия, располагая в каждой ванне напротив прямоугольного анода. Каждая ванна имеет свою собственную подачу электролита и свой источник постоянного тока. Между ваннами фольгу тщательно промывают с обеих сторон. Целью этой операции является электролитическое осаждение, по крайней мере, на одной стороне фольги, обычно на матовой стороне, микровыступов сложной формы, которые обеспечивают то, что фольга будет твердо прикреплена к полимерным материалам основы, используемым при производстве покрытых медью ламинатов.
Прочность на отрыв (сила, необходимая для отделения медной фольги от несущего изолирующего материала подложки) является характеристикой большой важности, поскольку механическая поддержка элементов схемы, а также токонесущая способность ПП обеспечивается сцеплением медная фольга - полимер. Главное, чтобы фольга была связана очень плотно и надежно с подложкой, а также, чтобы такое адгезионное соединение могло выдерживать все стадии производства при изготовлении ПП без - уменьшения исходной адгезии, которая, кроме того, должна оставаться постоянной в течение времени службы ПП.
Эту операцию связывания проводят на установках ламинирования, и она включает циклы нагрева и охлаждения. Листы медной фольги располагают на листах "препрега" (например, стекловолокна, импрегнированного эпоксидной смолой). Оба материала помещают в гидравлический пресс, имеющий нагреваемые прессующие плоскости, и два материала спрессовывают вместе под высоким давлением. При повышенных температурах смола разжижается и принуждается с помощью давления к втеканию в микро-иррегулярности поверхности фольги. Затем следует второй цикл, когда оба материала охлаждают, при этом давление поддерживают постоянным, смола отверждается в иррегулярностях поверхности фольги, и оба материала прочно связываются вместе с тем результатом, что становится очень трудным разделить их. Задачей матовой стороны фольги является обеспечение высокой прочности на отрыв.
Матовость одной из сторон готовой фольги, т.е. исходной фольги плюс обработка, относится к объединенному эффекту микротопографии матовой поверхности исходной фольги (электролитически осажденной на барабанной установке) и обработки для сцепления, при которой на поверхность наносят гальваническое покрытие на пропиточной машине. Оба фактора являются одинаково важными.
Еще несколько лет назад главный сегмент общего выхода ПП был представлен односторонними и частично двухсторонними платами. Классическая медная фольга является идеальным материалом для производства таких плат.
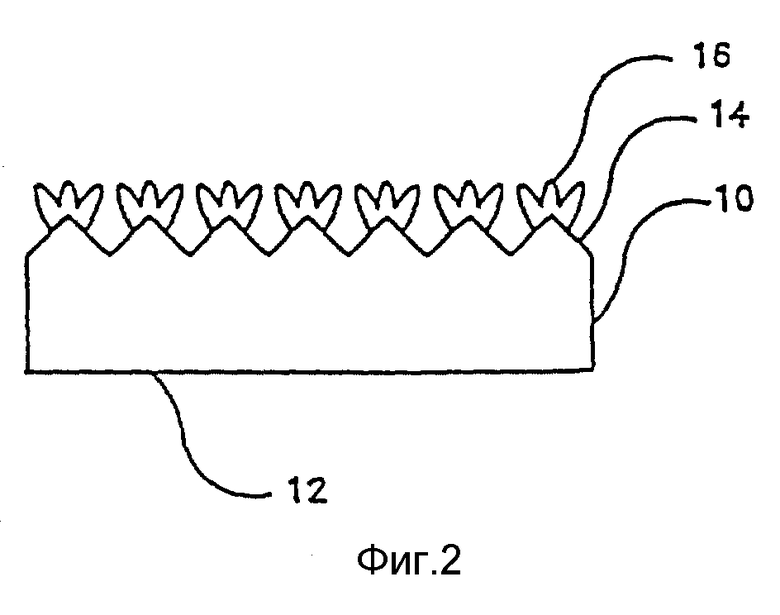
Как показано на фиг. 1, металлографическое поперечное сечение исходной медной фольги 10 показывает, что две противоположные поверхности фольги не являются одинаковыми. В то время как поверхность, сформированная после барабана 12, блестящая сторона фольги, является относительно плоской и гладкой, даже при рассмотрении под большим увеличением, поверхность, образованная после электролита 14, матовая сторона фольги, имеет микропики и углубления. Как показано на фиг. 2 матовая сторона после применения обработки для сцепления содержит исключительно плотное и однородное покрытие из сферических микровыступов 16, которые значительно увеличивают площадь поверхности, доступной для связывания с полимерными подложками.
Блестящая сторона фольги после ламинирования представляет собой обрабатываемую сторону покрытого медью ламината. Как таковая, она служит в качестве подложки для нанесения маски и отверждения для обеспечения электрических соединений между компонентами. При изготовлении многослойных ПП (МПП) блестящая сторона фольги также служит в качестве поверхности, которая подлежит обработке с помощью химических средств (обработка коричневым оксидом или обработка черным оксидом) для целей связывания.
Хотя многие свойства медной фольги являются важными при изготовлении жестких одно- или двухсторонних ПП, прочность на отрыв является одним из наиболее важных. Необходимо помнить, что медное покрытие составляет наружную поверхность ламината, и что тонкие полоски из медной фольги могут относительно легко приподыматься над поверхностью изолирующего основного материала, если прочность на отрыв не является превосходной. Это является причиной того, что производители медной фольги отдают предпочтение "природным" микрошероховатостям матовой поверхности исходной фольги, которая на этой стадии уже имеет потенциальную "способность к связыванию" с полимерами, и дополнительно усиливают ее с помощью обработки для сцепления для достижения наивысшей возможной конечной прочности на отрыв.
Это не является необходимой или действительно желательной характеристикой медной фольги, если она предназначена для производства многослойных плат, которые в настоящее время преобладают на рынке ПП. В случае внутренних слоев МПП медная фольга заключена или "зажата между половинками бутерброда" между слоями препрега, и, кроме того, двухсторонние ламинаты для внутренних слоев являются очень тонкими. Это вызывает необходимость в "низкопрофильной" медной фольге "с не слишком высокой прочностью на отрыв", так чтобы диэлектрические свойства ламината не подвергались бы отрицательному воздействию, которое часто является результатом избыточной обработки для сцепления.
С другой стороны, тот факт, что наружная сторона (блестящая сторона фольги) ламинируется снова препрегом, который отделяет ее от следующего внутреннего слоя, вызывает вопрос о надежности такого адгезионного соединения. Блестящая сторона фольги является совершенно гладкой и имеет малую "способность к связыванию". Это является причиной того, что производители МПП применяют так называемую оксидную обработку на верхней стороне медных токопроводящих дорожек для увеличения их способности к связыванию.
Широко принятой практикой при производстве МПП является использование способов оксидирования для содействия адгезии между поверхностью меди из внутренних слоев и препрегом. Без оксидной обработки связь между медью и слоем препрега является недостаточной, чтобы выдержать тепловой шок при пайке в волне припоя.
В годы образования промышленности многослойных плат с относительно менее плотными структурами цепей внутренних слоев связь между препрегом и исходным ламинатом из внутренних слоев не рассматривалась как важная. Предполагалось, что медные дорожки могут инкапсулироваться в отвержденном препреге. С другой стороны, сегодня внутренние цепи являются очень плотными и большая часть связывания приходится скорее на медь, чем на основной ламинат. Сегодня поверхности медных дорожек должны быть "адгезионно прочными".
Способы оксидной обработки, используемые при производстве МПП, являются сложными, дорогими и создают свои собственные технические проблемы. Одной из них является так называемое "розовое кольцо", которое происходит в результате химического воздействия на слои оксида меди химикалиев, используемых при покрытии сквозных отверстий. Сегодня является обычным использование дополнительных стадий обработки коричневым оксидом, которые включают восстановление оксида меди до металлической меди, поскольку обработка для сцепления с медью является устойчивой по отношению к розовому кольцу, в противоположность CuO, которая легко растворяется в неорганических кислотах. Эта стадия восстановления дополнительно осложняет процессы с коричневым оксидом и делает их еще более дорогими.
Предложено, что специальная медная фольга, снабженная обработкой для сцепления на блестящей стороне фольги, является более пригодной для изготовления МПП. Если обработку для сцепления наносят на прилежащей к барабану стороне фольги, это дает в результате более низкую прочность на отрыв (например около 1,4 н/мм (8 фунтов/дюйм)), чем когда такую же обработку применяют на матовой стороне фольги (например, около 2,1 н/мм (12 фунтов/дюйм)). Тем не менее, такая прочность на отрыв является более чем адекватной в МПП.
По отношению к медной фольге, предназначенной для использования в производстве МПП, авторы обнаружили, что обработка коричневым оксидом, которая в настоящее время применяется к блестящей стороне фольги и обеспечивает совершенно низкую прочность на отрыв, может с преимуществами быть применена на матовой стороне исходной фольги, которая сама по себе, благодаря ее топографии с пиками и углублениями и получающейся в результате микрошероховатости, имеет заметную прочность на отрыв около 0,7 н/мм (4 фунта/дюйм) в противоположность блестящей стороне фольги, которая по существу вообще не имеет прочности на отрыв. Когда это происходит, необходимо нанести очень малое количество коричневого оксида на матовую сторону фольги, чтобы довести прочность на отрыв до желаемого уровня, например в 1,23 н/мм (7 фунтов/дюйм) или около того. Это уменьшенное количество коричневого оксида является гораздо менее хрупким в терминах структуры, чем большее количество коричневого оксида, которое необходимо нанести на блестящую сторону фольги для достижения такой же прочности на отрыв. Необходимость восстановления оксида меди до металлической меди может таким образом быть устранена, и весь способ становится более простым и менее дорогим, при этом качество МПП (особенно диэлектрические свойства и устойчивость к отслаиванию в результате шока при пайке) улучшается.
Однако изменения в способе производства этой специальной медной фольги по сравнению с классическим способом требуют более чем одного применения обработки для сцепления скорее на блестящей стороне, чем на матовой стороне исходной фольги.
Поскольку матовая сторона этой специальной фольги сначала будет подвергаться "нанесению маски", когда структура схемы переносится на плату, а затем обработке коричневым оксидом, обычный способ "защиты от коррозии" матовой стороны для защиты ее от образования оксидной пленки и окисления должен быть пересмотрен, чтобы сделать его более подходящим для использования в промышленных операциях.
Обработка коричневым оксидом для МПП и способы микротравления имеют в целом то свойство, что либо хлорит натрия, либо пероксид серной кислоты в растворе для микротравления должен достичь поверхности меди для однородного осуществления желательного взаимодействия или эффекта. Для этого коррозионно-защитные слои должны либо легко удаляться с помощью растворов для предварительной очистки, либо быть легко проницаемыми для коричневого оксида или жидкостей для микротравления. Избыточно прочные коррозионно-защитные слои могут образовывать непроницаемый слой между поверхностью меди и обрабатывающими химикалиями, замедляя желательные реакции или вызывая очевидную неоднородность.
С приходом миниатюризированной электроники стали нужны очень плотно упакованные печатные платы. Миниатюризация часто требует, чтобы проводник из медной фольги или токопроводящие дорожки современной печатной платы были настолько узкими, чтобы ширина составляла 127 микрон (5 мил) или меньше. Степень разрешения схемы с тонкими проводниками зависит от качества медной фольги, произведенной для электронной промышленности, в частности, от качества поверхности обоих сторон фольги.
Практикой производства печатных плат из покрытого медью ламината является формирование маски желаемой структуры печатной схемы на поверхности меди на ламинате с помощью фотографической методики, которая оставляет желаемую структуру, образованную из материала фоторезиста, на поверхности меди. Чтобы фотографическая маска была контрастной и точной, фоторезист должен быть хорошо нанесен на поверхность фольги и как следует прилипнуть к ней.
Практикой производства печатных плат является создание шероховатостей на поверхности блестящей стороны медной фольги для достижения хорошей адгезии фоторезиста. Это создание шероховатостей также удаляет избыточные коррозионно-защитные пленки, которые производители фольги наносят на фольгу для защиты ее от окисления и появления окисной пленки до того, как она достигнет потребителя. Фоторезист не прилипает к коррозионно-защитной пленке, которая поэтому должна быть удалена. Таким образом, создание шероховатостей на поверхности фольги служит для цели удаления коррозионно-защитной пленки, а также для изменения топографии поверхности меди с гладкой на микрошероховатую, чтобы облегчить адгезию фоторезиста, что является условием хорошего разрешения проводящих дорожек.
Это создание шероховатостей производится либо с помощью механических средств (например, протирание с помощью кисти, выскребывание пемзой), либо с помощью химических средств (так называемое микротравление), которое достигается путем травящего воздействия на поверхность меди покрытого медью ламината окисляющих неорганических кислот. Такие кислоты воздействуют на гладкую поверхность фольги вдоль границ зерен меди, таким образом создавая ямки и поры, и изменяя поверхность меди с гладкой на микрошероховатую.
При изготовлении МПП медную фольгу ламинируют (связывают дважды с полимерными подложками). Сначала производят тонкие, покрытые с двух сторон медью, ламинаты. Эти ламинаты затем подвергают нанесению маски и вытравливанию нежелательной меди для получения желаемых структур схемы. Несколько слоев двухсторонних плат, полученных таким образом, соединяют вместе, причем вставляют между ними листы препрега, чтобы изолировать электрически одну внутреннюю плату от другой. Такой пакет печатных плат и препрега затем ламинируют вместе для формирования монолитной многослойной платы. Позднее через плату в заданных местах пробиваются или просверливаются отверстия, и используют так называемое сквозное электролитическое покрытие медью для обеспечения электрических связей между всеми слоями проводящих дорожек из меди.
Необходимо хорошее связывание между верхними поверхностями токопроводящих дорожек (поверхность, которую используют для нанесения маски) и листами препрега в ходе второго (так называемая B-стадия) ламинирования.
Является практикой при изготовлении МПП подвергать внутренние слои плат с их структурами схем так называемой обработке коричневым оксидом, которая изменяет микротопографию верхних поверхностей токопроводящих дорожек для улучшения их способности к связыванию с полимерным препрегом. Эта обработка коричневым оксидом производится путем погружения плат в щелочной раствор хлорита натрия, который благодаря своему окислительному действию вызывает преобразование металлической меди на верхних поверхностях открытых медных токопроводящих дорожек в окись меди (CuO), возможно с примесью закиси меди (Cu2O), в зависимости от типа бани и рабочих условий. Это оксидное покрытие растет в форме дендритных кристаллов перпендикулярно к поверхности медных дорожек. Таким образом, растет площадь поверхности, доступной для связывания с полимерными подложками и достигается улучшенная способность к связыванию.
В различных патентах, направленных на обработку для сцепления медной фольги, описывают, что одну или обе стороны фольги, которую необходимо соединить с подложкой, подвергают обработке для сцепления (патент США 5207889), или, что обработка медной фольги, которая предназначена для использования при ламинировании платы, включает электролитическое осаждение дендритного слоя меди с последующей металлизацией слоя меди на той стороне фольги, которая предназначена для ламинирования с платой (патент США 4572768). Кроме того, использование либо блестящей, либо матовой стороны фольги для достижения гибкости в терминах поверхностных характеристик получаемых покрытых медью ламинатов, которые имеют либо зеркальную блестящую сторону, либо "покрытого медью ламината, имеющего атласную поверхность" (матовая сторона), описывается в патенте США N 3998601. В патенте США N 3857681 описывается нанесение слоев дендритной меди и металлизация на, по, крайней мере, одной из поверхностей медной фольги для улучшения прочности связывания при ламинировании с полимерной подложкой, с последующим нанесением цинкового покрытия для предотвращения появления окисной пленки или обесцвечивания ламината.
В патенте США 5071520, который образует основу для ограничительной части пункта 1 прилагаемой формулы изобретения, описывается способ обработки металлической фольги для повышения прочности на отрыв и описывается медная фольга, пригодная для использования при производстве печатных плат.
Фольга включает полученную электролитическим осаждением исходную медную фольгу, имеющую матовую поверхность и противоположную блестящую поверхность, и описывается использование защитного слоя для устойчивости против окисления и образования окисной пленки, созданного на одной из поверхностей, и использование обработки для сцепления с помощью электролитического осаждения на противоположной поверхности.
Нанесение слоя хромата на поверхность медной фольги для защиты от образования окисной пленки и окисления, как описано в патентах США N 3625844 и 3853716, также является известным.
Матовая сторона фольги со своими собственными микрошероховатостями и возникающей в результате способностью к связыванию является более подходящей поверхностью для роста на ней слоя коричневого оксида, чем традиционно используемая блестящая сторона фольги, даже если ее делают более шероховатой с помощью либо микротравления, либо механического протирания.
Краткое описание изобретения.
Общей целью настоящего изобретения является создание способа управления характеристиками поверхности матовой поверхности медной фольги, чтобы сделать ее особенно пригодной для использования для нанесения маски с высоким разрешением, а также способа создания матовой поверхности с коррозионно-защитным слоем, который в ходе изготовления печатных плат может легко удаляться путем растворения в водных растворах щелочей. Другие цели и преимущества настоящего изобретения станут понятными из его последующего описания и из практики изобретения.
Для достижения целей настоящего изобретения указывается способ для защиты поверхности медной фольги от окисления и образования окисной пленки, как описывается в прилагаемой формуле изобретения.
В соответствии с настоящим изобретением матовая сторона фольги снабжается коррозионно-защитным слоем (полученным из коррозионно-защитного электролита и нанесенным электролитически на поверхность фольги), который, хотя и защищает фольгу от окисления перед использованием фольги, может быть легко удален с поверхности покрытого медью ламината путем простого погружения в разбавленный раствор щелочи, такой как водный раствор гидроксида натрия или калия при низкой температуре, без необходимости в протирании, выскребывании и микротравлении.
Целью способа защиты от коррозии при производстве медной фольги является образование защитного покрытия на поверхности фольги, которое продлевает время хранения фольги путем защиты ее от атмосферного окисления, а также от окисления при повышенных температурах, используемых во время процессов ламинирования, с помощью которых изготавливают покрытые медью ламинаты.
Коррозионно-защитный слой, который защищает медную фольгу против окисления, имеет функции, иные, чем просто продление времени хранения фольги. Как только покрытые медью ламинаты готовы к дальнейшей обработке, защитный слой должен быть легко удален со стороны фольги, на которую наносится маска, с помощью быстрого и полного растворения в щелочах, поскольку полное удаление коррозионно-защитных соединений является необходимым для обеспечения хорошей адгезии фоторезиста, беспрепятственной реакции на травление и хорошей восприимчивости к обработке коричневым оксидом. Таким образом, тип, структура, химическая композиция и толщина коррозионно-защитного слоя, который защищает "обрабатываемую" сторону (сторону, на которую наносят маску) фольги, являются особенно важными.
Настоящее изобретение обладает преимуществом, исходя из того факта, что медная фольга, получаемая посредством электролитического осаждения на вращающемся барабанном катоде, обладает двумя наружными поверхностями, которые не являются одинаковыми. В то время как поверхность после барабана, блестящая сторона фольги, даже когда рассматривается при большом увеличении, является плоской и гладкой, поверхность после электролита, матовая сторона фольги, уже является микрошероховатой (рассматриваемая под электронным микроскопом высокого разрешения, поверхность видна как состоящая из микропиков и микроуглублений). Кроме того, степень микрошероховатости может в этом случае регулироваться производителем медной фольги гораздо лучше, чем тогда, когда механическое или химическое создание шероховатостей проводится производителем печатных плат.
Таким образом, ламинат, производимый путем связывания верхней матовой стороны фольги и полимерного материала, обеспечивает превосходную адгезию фоторезиста и таким образом высокую степень разрешения и точность позиционирования. Обработка для сцепления, применяемая к блестящей стороне фольги (или к стороне, ближней к барабану), обеспечивает хорошее закрепление проводящих дорожек на полимерных подложках.
Существует дополнительное преимущество настоящего изобретения, которое возникает в результате производства медной фольги с обработкой для сцепления, наносимой на блестящую сторону фольги, и использования матовой стороны для нанесения маски. Это преимущество заключается в том факте, что такая фольга особенно хорошо приспособлена для использования при производстве МПП, которые в настоящее время доминируют на рынке печатных плат, поскольку они могут достигать наибольшей функциональной плотности упаковки электронных схем.
Краткое описание чертежей.
Последующее описание настоящего изобретения будет лучше понято со ссылками на прилагаемые чертежи, которые составляют его часть. На чертежах:
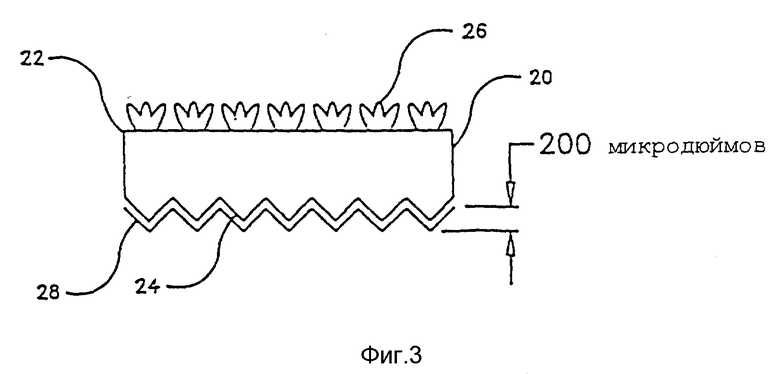
фиг. 1 иллюстрирует обыкновенную исходную фольгу; фиг. 2 иллюстрирует обычную обработанную медную фольгу, у которой обработка для сцепления наносится на ее матовую сторону; и фиг. 3 иллюстрирует медную фольгу по настоящему изобретению.
Описание изобретения и его предпочтительного исполнения.
Обращаясь к фиг. 3, обработанная медная фольга по настоящему изобретению включает полученную электролитическим осаждением исходную медную фольгу 20, имеющую матовую поверхность 24, на которую путем осаждения нанесен защитный слой 28, содержащий цинк и одно или несколько соединений трехвалентного хрома, упоминаемых здесь и далее как хромат или хроматы. Фольга 20 имеет гладкую или блестящую сторону 22, на которую нанесена с помощью электролитического осаждения обработка для сцепления 26. Матовая поверхность сырой фольги предпочтительно имеет шероховатости поверхности или R2 (как определяется далее) от около 3 до около 10, наиболее предпочтительно - около 5 микронов.
Исходная фольга может быть получена с помощью любого из хорошо известных способов для получения медной фольги, таких как тот, где тонкую фольгу получают электролитическим осаждением из содержащего ионы меди электролита на гладкую поверхность вращающегося барабана катода, частично погруженного в электролит, а затем отделяют от поверхности барабана, обрезают по ширине и сворачивают в рулон. Полученная таким образом медная фольга имеет одну поверхность, со стороны барабана, которая является гладкой или блестящей, и другую поверхность на противоположной стороне, открытой для электролита, которая является матовой.
При изготовлении покрытых медью ламинатов для печатных схем медную фольгу связывают с полимерной подложкой (композитный материал, такой как эпоксидная, полиимидная или им подобная смола, армированная тканью из стекловолокна) посредством механического зацепления на границе между двумя материалами.
Для достижения высокой степени взаимного зацепления предусматривается обработка для сцепления той стороны фольги, которая подвергается связыванию. Такая обработка включает исключительно плотное покрытие из медных сферических микровыступов, которое наносится с помощью электролитического осаждения на блестящую или гладкую (ближнюю к барабану) сторону исходной медной фольги.
Прочность на отрыв медной фольги (сила, необходимая для отделения или отрыва фольги от полимерной подложки) будет зависеть от формы отдельных микровыступов, их механической прочности и твердости, плотности на единицу поверхности и их распределения по гладкой поверхности ближней к барабану стороны исходной фольги. В свою очередь, все факторы, перечисленные выше, будут зависеть от условий, при которых будет происходить обработка для сцепления с помощью электролитического осаждения.
Предпочтительная обработка для сцепления происходит путем воздействия на блестящую сторону исходной или "сырой" фольги четырех последовательных стадий электролитического осаждения. Первая включает осаждение микродендритного слоя меди, который увеличивает до очень высокой степени реальную площадь поверхности матовой стороны, и таким образом повышает способность фольги к связыванию. За этим следует электролитическое осаждение инкапсулирующего слоя или слоя металлизации, функция которого - механически усиливать дендритный слой и таким образом сделать его устойчивым к латеральным сдвиговым усилиям от жидких смол на стадии ламинирования производства ПП. Затем на полученные в результате два слоя меди наносят так называемым барьерный слой, после чего наносят коррозионно-защитный слой.
Целью осаждения дендритов является увеличение "истинной" площади поверхности блестящей стороны, поскольку это свойство является в высшей степени ответственным за характеристики связывания фольги. Форма, высота, механическая прочность и число дендритных микровыступов на единицу площади, которые составляют электролитически осажденные дендриты, являются инструментальными факторами при достижении адекватной прочности связывания фольги после того, как все стадии обработки завершены. Осажденные дендриты, первая стадия обработки, являются относительно непрочными механически и проводят к неприемлемым переходным характеристикам обработки.
Стадия инкапсулирования при обработке является очень важной, поскольку она устраняет тенденцию фольги к "переносу обработки" и в результате - к "появлению окисной пленки на ламинате", которая может вызвать ухудшение диэлектрических свойств ламината. Роль этой второй стадии обработки - механическое усиление хрупкого дендритного слоя с помощью покрытия его тонким слоем твердой и прочной металлической меди, который прикрепляет дендриты к исходной фольге. Такая композитная структура с инкапсулированными дендритами характеризуется высокой прочностью связывания и отсутствием переноса обработки. Параметры обработки, которые это обеспечивают, заключены в относительно узких пределах: если количество осажденного слоя металлизации является слишком малым, фольга будет подвержена переносу обработки. Если, с другой стороны, слой металлизации является слишком толстым, можно ожидать частичной потери прочности на отрыв. Эти первые два слоя обработки состоят из чистой меди в форме микроскопических сферических микровыступов.
На обработку для связывания из двух слоев меди может быть нанесен путем электролитического осаждения очень тонкий слой цинка или сплава цинка, так называемый барьерный слой. Во время изготовления покрытых медью ламинатов, предназначенных для ПП, слой, содержащий цинк, сплавляют с находящейся под ней обработкой для сцепления из меди, с помощью процесса термически ускоренной диффузии металлов в твердом состоянии. В результате поверх поверхности обработки из меди образуется слой химически стабильной альфа бронзы. Ее задачей является предотвращение прямого контакта медь - эпоксидная смола, и это является причиной, по которой содержащий цинк слой (который во время ламинирования преобразуется в альфа бронзу) является предпочтительным в качестве барьерного слоя. Если обработку для сцепления, состоящую только из меди, подвергают ламинированию с системами эпоксидных смол, она имеет тенденцию к взаимодействию с амидными группами смолы при высоких температурах ламинирования. Это, в свою очередь, может обусловить появление влажности на границе фольга - смола, вызывая вредный эффект "изъязвления" и возможно - разрушения ламината. Барьерный слой, нанесенный поверх обработки для сцепления, целиком состоящей из меди, предотвращает эти вредные эффекты.
Все три стадии обработки, рассмотренные выше, как хорошо известно в данной области, осуществляются посредством электролитического осаждения, которое изменяет геометрию и морфологию гладкой стороны фольги, и обеспечивает механическую прочность поверхностной области.
Фольга, обработанная, как описано выше, может затем быть подвергнута электрохимической обработке для повышения коррозионной устойчивости, которая изменяет химическую структуру поверхности. В результате этой стадии связывающаяся поверхность становится химически стабильной. Эта операция по созданию коррозионной устойчивости удаляет нестойкие пленки на поверхности, которые могут сильно ослабить адгезию фольги к подложке, и обеспечивает стабильную пленку контролируемой толщины, ответственную за придание обрабатываемой поверхности "продолжительности" ее свойств.
Рассмотренные выше обработка для сцепления, барьерный слой и защита от коррозии могут быть нанесены на блестящую поверхность исходной фольги с помощью способов, описанных в патенте США N 4572768 (Wolski et al.), патенте США N 5207889 (Wolski et al.), патенте США Re 30180 и/или в патенте США N 3857681 (Yates et al.).
Собственная химическая композиция и толщина коррозионно-защитного слоя являются очень важными при достижении хорошего, легко удаляемого коррозионно- защитного слоя, при этом не ухудшая его защитные свойства.
Создание на матовой стороне фольги слоя коррозионной защиты по настоящему изобретению включает одновременное осаждение хроматных ионов и металлического цинка, и это является очень необычным случаем при электролитическом покрытии сплавов, поскольку один из составляющих электролита, хромовая кислота, восстанавливается на поверхности фольги (катод) не до металлического состояния, но до трехвалентного состояния, которое, в свою очередь, делает возможным образование хроматного коррозионно-защитного слоя на матовой поверхности 24.
Коррозионно-защитный электролит, используемый в настоящем изобретении, имеет двойную функцию хромирования и цинкования, и таким образом формирует защитный слой коррозионной защиты по настоящему изобретению, который также является двойственным в его защитной роли, осуществляя как механическую защиту, типичную для конверсионных покрытий, так и электрохимическую (расходную) защиту, типичную для цинковых покрытий.
Фактором, который делает возможным совместное осаждение хроматов и металлического цинка, является pH электролита. При очень низких значениях pH, например, при pH 2 (который представляет собой значение для 3 г/л CrO3), соединения шестивалентного хрома являются очень сильными окислителями, таким образом, противодействуя катодному восстановлению цинка. При таком pH стандартный потенциал электрода E0 для следующей реакции имеет значение +1,33 в:
Cr2O7 2- + 14H+ + 6e = 2Cr3+ + 7H2O
и при таких условиях осаждение цинка является невозможным. В основных растворах скорее хроматы, чем дихроматы, являются основными частицами, и поэтому они являются значительно менее окислительными.
Реакция:
CrO4 2- + 4H2O + 3e = Cr(ОН)3 + 5OH- E0 = 0,13 в
является гораздо более близкой к стандартному электродному потенциалу цинка E0 = -0,76 в и делает возможным осаждение хроматов и металлического цинка.
По настоящему изобретению объем электролита является умеренно кислотным и предпочтительно имеет значение pH от около 3 до около 4,5, наиболее предпочтительно - от около 3,5 до около 4, и обычно электролит имеет pH около 4, который, разумеется, является далеким от основного, но это относится к объему электролита. На границе фольга - раствор pH, однако, превосходят 7. Там, где существует протекание тока, там с необходимостью происходит восстановление некоторых химических веществ на катоде (фольга). В настоящем способе катодными реакциями являются:
Восстановление Cr6+ (смотри выше).
Восстановление цинка Zn2+ + 2e = Zn.
Восстановление воды 2H2O + 2e = 2OH- + H2.
Последняя реакция, т. е. выделение водорода на поверхности фольги, является ответственной за рассмотренное выше локальное увеличение pH, таким образом, делая возможным одновременное осаждение хроматного слоя и осаждение цинка.
Путем изучения химической композиции экспериментальных коррозионно-устойчивых слоев было обнаружено, используя инструментальные методы анализа поверхности (сканирующий Оже-микроанализ и ESCA (электронная спектроскопия для химического анализа)), что коррозионно-защитные слои, способные к хорошему защитному действию и при этом также являющиеся легко удаляемыми путем погружения в щелочи, обычно содержат около 10-20% хрома (рассчитывают как металлический хром) и 20-40% цинка (рассчитывают как металлический цинк), при этом остаток составляет вода; и имеют толщину менее, чем 10 нм (100  ). Отношение хрома к цинку является очень важным. Относительное высокое содержание цинка в слое обеспечивает легкое растворение слоя щелочами; из-за амфотерного характера этого металла, он растворяется в гидроксиде натрия, образуя цинкат натрия с соответствующим выделением водорода. Следовательно, коррозионно-защитный слой должен иметь отношение цинка к хрому (оба рассчитывают для металла), по крайней мере, 1:1, а предпочтительно - около 2:1 по массе.
). Отношение хрома к цинку является очень важным. Относительное высокое содержание цинка в слое обеспечивает легкое растворение слоя щелочами; из-за амфотерного характера этого металла, он растворяется в гидроксиде натрия, образуя цинкат натрия с соответствующим выделением водорода. Следовательно, коррозионно-защитный слой должен иметь отношение цинка к хрому (оба рассчитывают для металла), по крайней мере, 1:1, а предпочтительно - около 2:1 по массе.
Поскольку атомы цинка равномерно диспергированы в решетке хроматов, в виде, например компонента гидроксида хрома в защитном слое, щелочные очистители взаимодействуют и растворяют атомы цинка, образуется водород, и этот объединенный эффект щелочного воздействия и "выделения пузырьков" уносит соединения хрома прочь от поверхности фольги, оставляя ее после промывки чистой и однородной, и готовой для дальнейшей обработки ПП.
Следующий электролит и условия электролитического покрытия могут быть использованы для создания коррозионно-защитных слоев, описанных выше:
ЭЛЕКТРОЛИТ
CrO3 - 0,75 грамм/литр (г/л) - 2 г/л; предпочтительно 1,25 г/л
Zn (рассчитано как Zn) - 0,3 г/л - 1,0 г/л; предпочтительно 0,5 г/л
H3PO4 - 0 г/л - 2 г/л; предпочтительно 0,5 г/л
H2O - оставшаяся часть
УСЛОВИЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОКРЫТИЯ
pH 3,5-4
T - 32oC (90oF)
Плотность тока - 46 а/м2 (0,5 а/фут2) - 185 а/м2 (20 а/фут2); предпочтительно 93 а/м2 (10 а/фут2)
Время электролитического покрытия составляет от 1 секунды до 5 секунд, предпочтительно 3 секунды. Медную фольгу делают катодной по отношению к аноду, погружают в ванну и располагают напротив анода, и таким образом осуществляется электролитическое осаждение коррозионно-защитного слоя. Настоящий способ защиты от коррозии является усовершенствованием известных из литературы способов защиты от коррозии, описанных в патенте США 3625844 (McKean) и патенте США N 3853716 (Yates et al.).
Обнаружено, что способность коррозионно-защитного слоя защищать "обрабатываемую" сторону медной фольги или покрытого медью ламината от различных форм окисления, при этом, сохраняя слой легко удаляемым с помощью химических средств, может быть дополнительно увеличена путем покрытия матовой стороны фольги исключительно тонким слоем цинка перед осаждением коррозионно-защитного слоя на этой же стороне фольги.
Объяснение этого улучшения является следующим: из двух компонентов коррозионно-защитных слоев, цинк обеспечивает устойчивость поверхности меди, он защищает ее от непосредственного окисления, вызванного теплом процесса ламинирования и последующей сушки. Кроме того, из-за его амфотерной природы, цинк является легко растворимым как в неорганических кислотах, так и щелочах, и таким образом вносит свой вклад в легкое удаление защитного слоя с помощью химических средств.
Компонент трехвалентного хрома в слое является ответственным за защиту поверхности меди от атмосферной или "влажной" коррозии и таким образом обеспечивает хорошее время хранения медной фольги. Соединения хрома, однако, химически связанные с поверхностью меди, являются гораздо менее растворимыми, чем цинк, в кислотах и щелочах, и поэтому являются гораздо более сложными для удаления с помощью химических средств, чем компонент цинка защитного слоя.
По возможности, компромисс между защитным действием и доступностью для очистки достигается с помощью осторожного выбора пропорции соединений цинка и хрома в коррозионно-защитном слое, а также толщины защитной пленки.
Природа способа обеспечивает то, что распределение обоих элементов и их отношения по толщине слоя является однородным.
Очевидно, наилучший способ разрешения противоречивых требований аспектов защиты и доступности для удаления коррозионно-защитного слоя состоял бы в том, что более глубокая часть этого слоя, обогащенная цинком, вблизи поверхности металлической меди составляла бы первые 2 нм (20  или около этого из общей толщины коррозионно-защитного слоя 10 нм (100
или около этого из общей толщины коррозионно-защитного слоя 10 нм (100  Оставшиеся 8 нм (80
Оставшиеся 8 нм (80  слоя, ближе к наружному периметру, должны состоять из композита цинка и соединений трехвалентного хрома в пропорциях, описанных ранее.
слоя, ближе к наружному периметру, должны состоять из композита цинка и соединений трехвалентного хрома в пропорциях, описанных ранее.
Если тонкое покрытие из металлического цинка без соединений хрома является непосредственно соседствующим с поверхностью металлической меди, способность цинка к расходной защите меди от прямого окисления является даже лучшей, чем защитная способность коррозионно-защитного слоя самого по себе.
Подобно этому, присутствие покрытия из чистого цинка сразу над поверхностью меди дополнительно способствует легкому и полному удалению защитной пленки с помощью химических чистящих средств.
Осаждение очень тонкого покрытия из металлического цинка перед осаждением коррозионно-защитного слоя осуществляют в отдельной ванне для электрохимического покрытия пропиточной машины с помощью катодного процесса. Фольгу делают катодной в указанной ванне. Анод располагают напротив обрабатываемой стороны фольги. Электрическая цепь, таким образом, замыкается, и, контролируя величину протекающего тока, можно осадить цинковое покрытие желаемой толщины на поверхность меди. За этим покрытием затем следует осаждение коррозионно-защитного слоя в следующей ванне для электрохимического покрытия пропиточной машины.
Если это желательно, такая же защита от коррозии может быть нанесена на блестящую сторону фольги, имеющей описанную выше обработку для сцепления.
Обработка для сцепления, электрохимически нанесенная на ближнюю к барабану или блестящую сторону фольги, приводит к более низкой прочности на отрыв, чем такая же обработка, нанесенная на матовую сторону фольги (около 1,4 н/мм (8 фунтов/дюйм) вместо 2,1 н/мм (12 фунтов/дюйм)). Тем не менее, такая более низкая прочность на отрыв является более чем адекватной для МПП. С другой стороны, когда обработка коричневым оксидом, в настоящее время применяемая на блестящей стороне фольги и обеспечивающая совершенно низкую прочность на отрыв, применяется на матовой стороне исходной фольги (которая сама по себе, из-за ее топографии с пиками и углублениями и возникающей из-за этого микронеоднородностью, имеет значительную прочность на отрыв около 0,7 н/мм (4 фунта/дюйм), в противоположность необработанной блестящей поверхности фольги, которая вообще по существу не имеет прочности на отрыв), относительно малое количество коричневого оксида должно быть нанесено на матовую поверхность фольги для доведения прочности на отрыв до желаемого уровня около 1,05 н/мм (6 фунтов/дюйм). Это уменьшенное количество коричневого оксида является гораздо менее хрупким в терминах структуры, чем большее количество коричневого оксида, которое в настоящее время наносят на блестящую поверхность фольги для достижения такой же прочности на отрыв. Когда матовую поверхность фольги подвергают обработке коричневым оксидом, необходимость, в восстановлении окиси меди до металлической меди устраняется, и процесс в целом становится более простым и менее дорогим, при этом качество МПП (в частности, диэлектрические свойства и устойчивость к деламинации из-за шока при пайке) повышается.
Когда блестящая поверхность медной фольги используется как обрабатываемая сторона фольги, чистка и нанесение шероховатостей на поверхность перед нанесением резиста (как резиста для травления, так и резиста для электрохимического покрытия) является критичным, поскольку существует меньшая площадь поверхности для сцепления с резистом, эта поверхность должна быть в оптимальном состоянии для адгезии резиста и обеспечения успешного травления. Поверхность, где резист приподымается над краем дорожки схемы или, где имеется глубокая ямка, которую резист не покрывает полностью, может означать протравленный насквозь проводник, который может требовать дорогого исправления или даже соскребывания всей платы. Такая чистка и нанесение шероховатостей на обрабатываемую сторону медной фольги производится путем использования хорошо известных способов механического выскребывания и химического травления, необходимость в которых отпадает с помощью использования медной фольги по настоящему изобретению.
Последующий пример описывает предпочтительное исполнение настоящего изобретения и демонстрирует некоторые его преимущества.
Пример.
Рулон исходной (или сырой) фольги толщиной 35 микрон (так называемая фольга в одну унцию в терминах веса на единицу площади) получают посредством электролитического осаждения меди на вращающийся барабанный катод, используя электролит, агенты для уменьшения размеров зерен и параметры электрохимического покрытия, описанные в столбце 17 патента США N 5215646 (Wolski et al. ), за исключением, того что используются только первичные аноды, а не вторичный анод.
Эта исходная фольга имеет одну сторону поверхности, которая является гладкой или блестящей, и другую, противоположную сторону поверхности, которая является матовой из-за ее сложной микротопографии. Вторая поверхность состоит из микропиков и микроуглублений, которые составляют вместе микрошероховатость матовой стороны. Матовая сторона фольги исследуется на микрошероховатость (с помощью инструмента типа пера), и как обнаружено, она составляет 5,3 микрона (210 микродюймов).
Исходная фольга, описанная выше, в свою очередь, проходит через пропиточную машину в порядке обеспечения блестящей стороны фольги многослойной (дендритный слой меди, медный слой металлизации и барьерный слой) обработкой для сцепления и для снабжения матовой стороны фольги легко удаляемым коррозионно-защитным слоем.
Эта многослойная обработка для сцепления наносится на блестящую сторону фольги, используя способы, параметры электрохимического покрытия и электролиты, описанные в патенте США N 4572768 (Wolski et al.) для получения обработанной стороны.
Матовая сторона фольги снабжается легко удаляемой (посредством растворения в 5% растворе гидроксида натрия или калия) коррозионно-защитной пленкой. Способ электролитической коррозионной защиты меди, который был использован, основан на патенте США N 3853716 (Yates et al.) с использованием электролита, включающего:
CrO3 - 1,0 г/л
Zn (добавляют как ZnSO4) 0,4 г/л
H3PO4 - 0,5 г/л
H2O - оставшаяся часть
pH - 3,9
T - 32oC (90oF)
Коррозионно-защитный слой осаждают электролитически на матовой стороне фольги (которую используют в качестве катода), используя плотность тока в 18,5 а/м2 (2 а/фут2) и время электролитического осаждения 1,5 секунды. Полученный коррозионно-защитный слой исследуют, и, как обнаружено, он содержит металлический цинк и хроматы, и имеет отношение цинка к хрому 1,85:1,0.
Медную фольгу, полученную способом, описанным выше, затем подвергают следующим исследованиям.
Медную фольгу ламинируют (связывают) с препрегом (композитный материал из стекловолоконной ткани и эпоксидной смолы), обозначенным как FR4 Национальной Ассоциацией Производителей Электрического Оборудования (NEMA), в двух вариантах:
1. Обработанной стороной вниз.
2. Матовой стороной вниз.
Затем измеряют прочность на отрыв каждой из обработанной и матовой стороны от препрега. Прочность на отрыв блестящей стороны фольги с обработкой для сцепления, как обнаружено, составляет 1,7 н/мм (9,8 фунтов/дюйм) ширины ламината, при этом прочность на отрыв матовой стороны фольги, как обнаружено, составляет 0,74 н/мм (4,2 фунта/дюйм).
Другой ламинат, матовой стороной вверх, получают, как описано выше, и исследуют "доступность для очистки" матовой стороны. Ламинат сначала погружают на 30 секунд в 5% раствор гидроксида натрия при комнатной температуре, а затем тщательно промывают. Затем ламинат погружают в коммерческий раствор коричневого оксида, раствор бронзового оксида, изготовленный Mac Dermid Company, 9804/9805. Матовая сторона розового цвета меди немедленно приобретает глубокий коричневый цвет из-за взаимодействия меди с хлоритом натрия, который является главным составляющим раствора коричневого оксида. Это означает, что эта коррозионно-защитная пленка полностью удаляется путем погружения в раствор гидроксида натрия, и что коррозионно-защитная пленка легко удаляется. Если бы коррозионно-защитный слой не был удален, матовая сторона розового цвета не реагировала бы с раствором коричневого оксида, и глубокий коричневый цвет оксида меди не появился бы на поверхности меди.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ФОЛЬГА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2287618C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРООСАЖДЕННОЙ МЕДНОЙ ФОЛЬГИ И МЕДНАЯ ФОЛЬГА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 1996 |
|
RU2166567C2 |
| МЕДНАЯ ФОЛЬГА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2122049C1 |
| КОМПОЗИЦИОННАЯ МЕДНАЯ ФОЛЬГА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2250934C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕДНОЙ НИЗКОПРОФИЛЬНОЙ ФОЛЬГИ И НИЗКОПРОФИЛЬНАЯ ФОЛЬГА, ПОЛУЧЕННАЯ С ИСПОЛЬЗОВАНИЕМ ДАННОГО СПОСОБА | 2006 |
|
RU2366764C2 |
| Способ электрохимического осаждения меди | 1980 |
|
SU962337A1 |
| КОМПОЗИТ С МЕДНОЙ ФОЛЬГОЙ, ФОРМОВАННЫЙ ПРОДУКТ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2012 |
|
RU2574461C1 |
| КОМПОЗИТ С МЕДНОЙ ФОЛЬГОЙ, ФОРМОВАННЫЙ ПРОДУКТ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2012 |
|
RU2570030C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ИЗ ЭЛЕКТРОЛИТИЧЕСКОЙ МЕДИ | 2020 |
|
RU2762281C1 |
| Электролит для осаждения покрытийиз СплАВА XPOM-МОлибдЕН | 1979 |
|
SU836235A1 |
Использование: при производстве печатных плат. Поверхность медной фольги защищают от окисления и образования оксидной пленки путем электролитического осаждения на поверхности защитного слоя, содержащего металлический цинк и один или несколько соединений трехвалентного хрома, этот защитный слой является легко удаляемым путем растворения в разбавленном водном щелочном растворе, и он предпочтительно имеет массовое отношение цинка к хрому 1:1 или больше. Полученная электролитическим осаждением медная фольга пригодна для многослойных печатных плат, так как имеет защитный слой, полученный электролитическим осаждением на ее матовой стороне, и полученную электролитическим осаждением меди обработку для сцепления на ее блестящей стороне. Технический результат заключается в хорошей степени закрепления проводящих дорожек на полимерной подложке и повышении прочности. 6 з.п. ф-лы, 3 ил.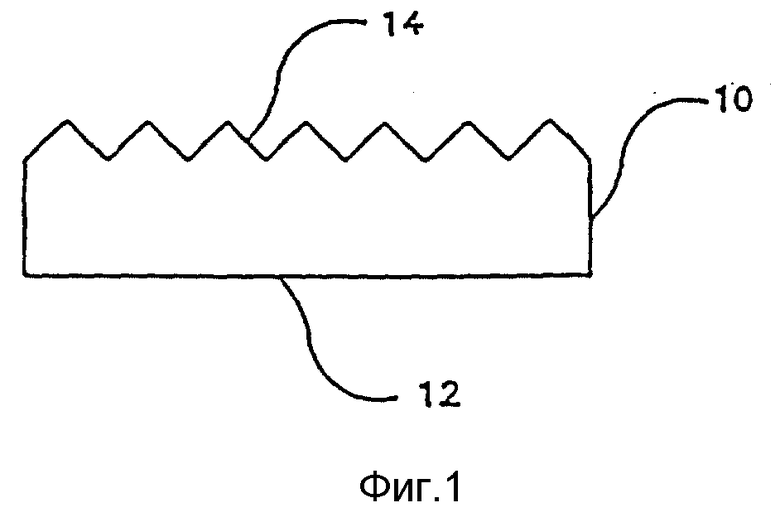
 а отношение цинка к хрому в нем по меньшей мере 1 : 1 по массе.
а отношение цинка к хрому в нем по меньшей мере 1 : 1 по массе.
| US 5071520 A, 10.12.91 | |||
| US 5356528 A, 18.10.94 | |||
| US 4387006 A, 07.05.83 | |||
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1993 |
|
RU2084087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ СХЕМ | 0 |
|
SU318187A1 |

