Изобретение относится к способу изготовления ламинированных карт в соответствии с ограничительной частью пункта 1 формулы изобретения и к карте, изготовленной этим способом. В частности, изобретение относится к картам со встроенными интегральными схемами (ИС) или банковским картам, изготовленным ламинированием при холодном прессовании.
Хотя в описании дается частный случай изготовления карт со встроенными ИС, изобретение может применяться для изготовления любых других типов ламинированных карт, например, покрытых пластиком банковских кредитных карт, телефонных карт или визитных карт. Однако наибольшие преимущества изобретения проявляются при изготовлении карт, предназначенных для использования со считывающими устройствами или автоматами, и особенно карт, которые включают зоны хранения оптической, магнитной или электронной информации.
Уровень техники
Большинство известных карт со встроенными ИС изготавливаются путем нанесения ламинированием слоев различных материалов, таких как поливинилхлорид (ПВХ), поликарбонат (ПК) или АВС (сополимер акрилонитрила, бутадиена и стирола), с размещением ИС, по меньшей мере, в одном слое. Среди известных способов изготовления в качестве двух основных различают способ горячего ламинирования и способ ламинирования холодным прессованием.
Согласно способу горячего ламинирования множество образующих карту слоев сжимают между двумя пластинами с одновременным нагревом до температуры, обычно близкой к 160oC, что обеспечивает соединение расплавленных слоев. Иногда вслед за первым способом применяют второй способ холодного прессования для охлаждения общего комплекта слоев. Такие способы упомянуты, в частности, в патентных документах WO 94/22111, DE N 4444788, ЕПВ N 0163534 и EP N 0488574.
Эти способы трудно использовать для изготовления карт со встроенными ИС, которые включают хрупкие электронные компоненты и могут повреждаться теплом и высоким давлением, характерными для данных способов. В частности, эти способы непригодны для изготовления карт с аккумуляторами или батареями, которые не выдерживают высоких температур, развиваемых в известных способах.
По этой причине иногда предпочитают применять способы холодного прессования. Согласно этим способам различные формирующие карту слои соединяют с помощью связующего или клея, который затвердевает при температуре ниже температуры плавления образующих карту слоев. В международной публикации WO 94/22110 описан пример способа этого типа. Различные слои, включая ИС, сжимают в прессе с соблюдением точного контроля толщины и распределения связующего компонента.
Наружные поверхности карты должны быть совершенно плоскими. Это особенно относится к случаям, когда карта предназначена для использования в автомате. С этой целью изготовители карт используют для наружных поверхностей карты синтетические листы с предварительной обработкой поверхности. Она может заключаться, например, в горячем прессовании листов на выглаживающей пластине, например, на полированной выглаживающей пластине, которая позволяет устранить неровности поверхности. После выглаживания синтетические листы охлаждают, отделяют от полированной металлической поверхности и складывают в кипы или иногда сворачивают в рулоны для продажи и доставки изготовителю карт. Полученные синтетические листы должны быть достаточно гладкими для использования в качестве наружных слоев ламинированного изделия.
Сущность изобретения
Данное изобретение относится к усовершенствованию способов изготовления карт. В частности, изобретение относится к усовершенствованию тех способов, которые дают особые преимущества при изготовлении карт, предназначенных для использования в автоматах.
Согласно изобретению это усовершенствование достигается за счет признаков, указанных в отличительной части пункта 1 формулы изобретения.
Более конкретно, усовершенствование заключается в том, что операцию ламинирования осуществляют посредством холодного прессования различных образующих карту слоев и компонентов между выглаживающей пластиной, которая использовалась в процессе предыдущей операции выглаживания горячим прессованием, и, по меньшей мере, еще одной, второй пластиной. За счет этого синтетические листы, образующие наружные слои ламинированной карты, защищены выглаживающими пластинами во время транспортирования и холодного прессования. Таким образом, наружные поверхности этих листов не могут быть поцарапаны или запачканы перед или во время операции ламинирования холодным прессованием.
Под холодным прессованием подразумевается прессование без подачи тепла или, по меньшей мере, прессование при температуре ниже температуры плавления наружных слоев слоистого листа. Следовательно, если наружные слои изготовлены из ПВХ, то ламинирование выполняют при температуре ниже 140oС или, предпочтительно, ниже 120oС.
Краткое описание фигур чертежей
Другие аспекты и преимущества изобретения будут ясны из зависимых пунктов формулы изобретения и последующего описания со ссылками на чертежи, на которых:
фиг. 1 изображает в условном, разобранном виде различные слои, образующие карту со встроенной ИС;
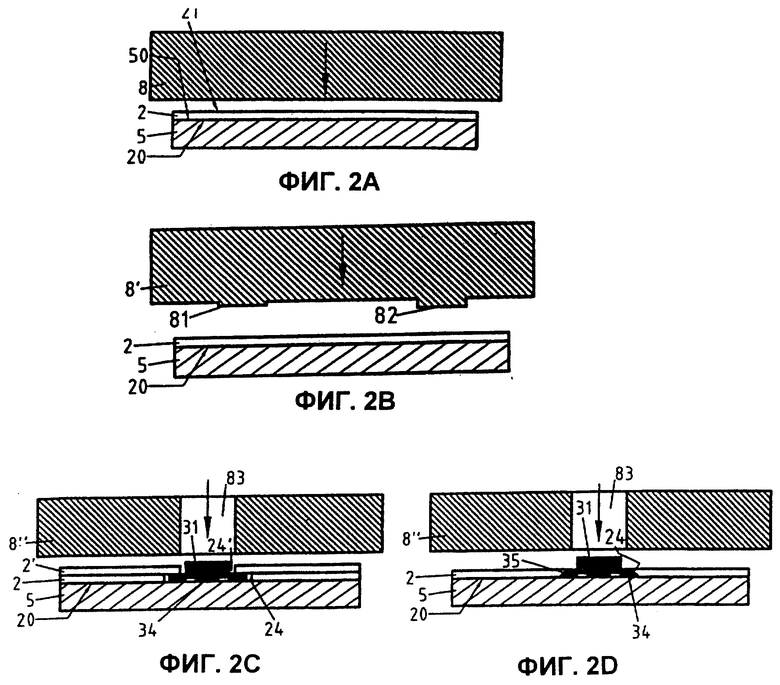
фиг. 2a схематично изображает в разрезе второй синтетический лист перед операцией горячего выглаживания в соответствии с первым вариантом осуществления изобретения;
фиг. 3a изображает в разрезе синтетический лист в процессе операции горячего выглаживания в соответствии с первым вариантом осуществления изобретения;
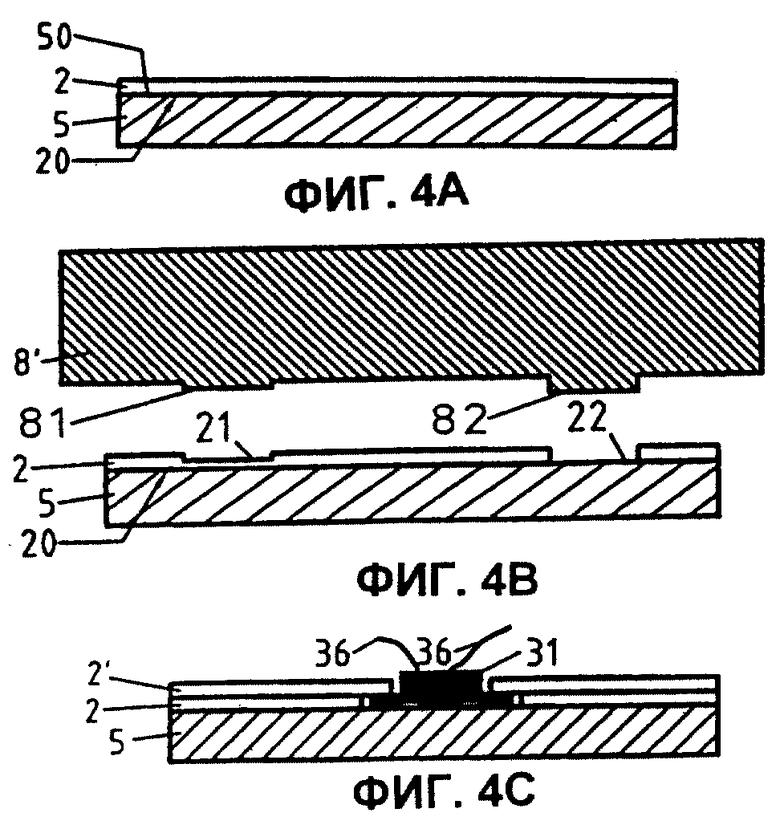
фиг. 4a изображает в разрезе синтетический лист после операции горячего выглаживания в соответствии с первым вариантом осуществления изобретения;
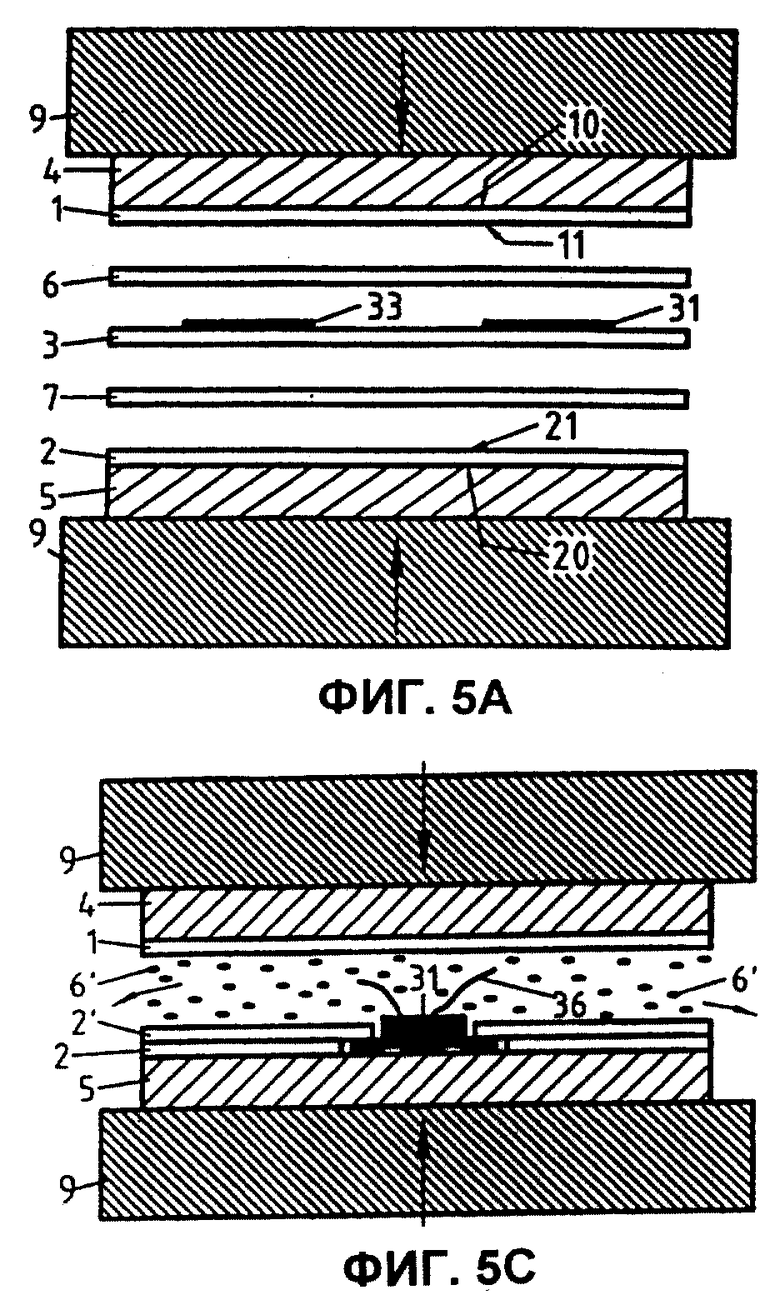
фиг. 5a схематично изображает в разрезе различные образующие карту слои перед операцией ламинирования холодным прессованием в соответствии с первым вариантом осуществления изобретения;
фиг. 6a схематично изображает в разрезе различные образующие карту слои в процессе операции ламинирования холодным прессованием в соответствии с первым вариантом осуществления изобретения;
фиг. 2b схематично изображает в разрезе различные образующие карту слои перед операцией горячего выглаживания в соответствии со вторым вариантом осуществления изобретения;
фиг. 3b схематично изображает в разрезе синтетический лист в процессе операции горячего выглаживания в соответствии со вторым вариантом осуществления изобретения;
фиг. 4b схематично изображает в разрезе синтетический лист после операции горячего выглаживания в соответствии со вторым вариантом осуществления изобретения;
фиг. 2c схематично изображает в разрезе два синтетических листа перед операцией горячего выглаживания в соответствии с третьим вариантом осуществления изобретения;
фиг. 3c схематично изображает в разрезе два синтетических листа в процессе операции горячего выглаживания в соответствии с третьим вариантом осуществления изобретения;
фиг. 4c схематично изображает в разрезе два синтетических листа после операции горячего выглаживания в соответствии с третьим вариантом осуществления изобретения;
фиг. 5c схематично изображает в разрезе различные образующие карту слои перед операцией ламинирования холодным прессованием в соответствии с третьим вариантом осуществления изобретения;
фиг. 6c схематично изображает в разрезе различные образующие карту слои в процессе операции ламинирования холодным прессованием в соответствии с третьим вариантом осуществления изобретения;
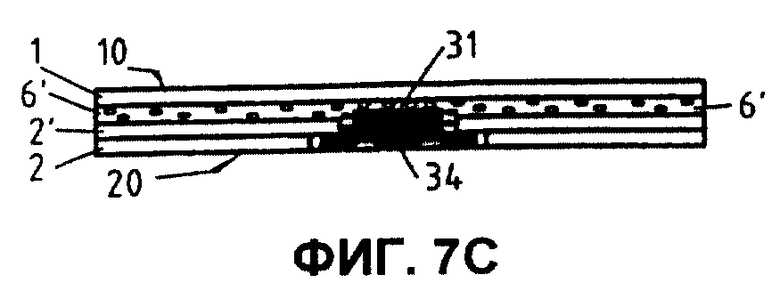
фиг. 7c схематично изображает в разрезе готовую карту после операции ламинирования холодным прессованием в соответствии с третьим вариантом осуществления изобретения;
фиг. 2d схематично изображает в разрезе синтетический лист перед операцией горячего прессования в соответствии с четвертым вариантом осуществления изобретения;
фиг. 3d изображает в разрезе синтетический лист в процессе операции горячего выглаживания в соответствии с четвертым вариантом осуществления изобретения;
фиг. 8 изображает в перспективе средства для наложения листов друг на друга.
Сведения, подтверждающие возможность осуществления изобретения
Чертежи представляют схематичные изображения, поэтому по ним трудно судить о размерах. В частности, толщина карт на видах в разрезах представлена преувеличенной с тем, чтобы ясно показать отдельные слои. На практике в соответствии с международным стандартом карты обычно имеют размеры 53,98 х 85,60 х 0,76 мм.
Фиг. 1 изображает в условном, разобранном виде различные слои карты со встроенной ИС, изготовленной способом ламинирования холодным прессованием. Верхний слой 1 представляет собой синтетический лист, например, из поливинилхлорида (ПВХ), поликарбоната (ПК) или ABC (сополимер акрилонитрила, бутадиена и стирола), вырезанный по нужным размерам. На наружной стороне 10 может быть напечатано, например, имя владельца и название банковской организации, если изделие является банковской (кредитной) картой. Наружная поверхность 10 должна быть, насколько возможно, гладкой по эстетическим соображениям, а также для того, чтобы карта легко поддавалась считыванию и сканированию в автомате и чтобы облегчить нанесение печати и последующую идентификацию.
Нижний слой 2 подобен и симметричен верхнему слою 1; подобным же образом наружная поверхность 20 должна быть, насколько возможно, гладкой, она может нести печатное изображение и в соответствующих случаях иметь магнитную или оптическую зону хранения данных. Слой 2 имеет внутреннюю поверхность 21.
В тех случаях, когда карта является картой со встроенной ИС, при необходимости, по меньшей мере, на одной из наружных поверхностей 10 или 20 могут быть предусмотрены электрические контакты. Известны также карты, на наружных поверхностях которых предусмотрены фотоэлектрические ячейки, обеспечивающие питание электронной схемы в карте.
Слой 3 снабжен различными электронными компонентами 31, 32, 33, которые изображены схематично и связаны между собой. Электронные компоненты могут, например, включать интегральные схемы, такие как 3У, микропроцессоры или микроконтроллеры, катушки, аккумуляторы и т. д.
Слои 1, 2 и 3 удерживаются вместе благодаря двум слоям 6 и 7 связующего. Слои 6 и 7 могут быть образованы, например, листами с двойной клейкой поверхностью или связующим в виде твердого или вязкого листа. Однако возможно также использование связующего любого типа, например, двухкомпонентного клея, клея естественного отверждения (то есть затвердевающего при температуре ниже температуры плавления слоев 1 и 2) или смолы, затвердевающей в воздушной среде, под ультрафиолетовым излучением или под действием фотоактивирующих добавок. Наружные слои 1, 2, поверхность которых имеет решающее значение, в процессе холодного прессования прижимаются к выглаживающим пластинам 4, 5, используемым для выглаживания наружных поверхностей 10, 20. На слои 1-7 передают давление для их соединения друг с другом и обеспечения хорошего прилипания.
Конфигурация карты со встроенной ИС дана исключительно в качестве примера для иллюстрации. В зависимости от конкретных требований изобретение может применяться для изготовления карт со встроенными ИС, которые включают другие слои, например, слои позиционирования, сжимаемые слои, слои с другими электронными компонентами и т. д. Изобретение может также использоваться для изготовления карт, образованных из двух наружных слоев 1, 2, которые соединены между собой связующим слоем 6 и заключают между собой различные электронные компоненты.
Фиг. 2a и 3a иллюстрируют операцию выглаживания нижнего слоя 2 посредством горячего прессования. Вначале синтетический лист 2 укладывают на выглаживающую пластину 5. Выглаживающая пластина 5 предпочтительно представляет собой лист из нержавеющей стали, верхняя поверхность 50 которой отшлифована, отполирована или сатинирована. Прессующая пластина 8 позволяет передавать давление (обозначенное стрелкой) на пластину 5. Пластина 8 имеет неприлипающее покрытие, и нет необходимости в ее особой полировке. Для облегчения последующего отделения листа 2 между прессующей пластиной 8 и листом 2 можно использовать неприлипающий промежуточный лист, например, неприлипающую полиамидную пленку. Если выглаживающая пластина 5 слишком тонка, чтобы воспринимать без деформации давление прессующей пластины 8, используют не показанную на чертеже опорную плиту, расположенную под выглаживающей пластиной 5. Для размягчения листа 2 предусмотрены нагревательные средства 90. На чертеже нагревательные средства представлены в виде электрической нити, однако, могут использоваться и другие средства, например, средства нагревания паром и т. д. Выбор величин давления и температуры зависит от материала листа 2. Поскольку в данном варианте осуществления на листе 2 на этом этапе нагрева не смонтировано никаких электронных компонентов, можно применять температуры выше температуры плавления синтетического листа 2, предпочтительно, температуры порядка 150oС или даже выше 180oС. Для того чтобы избежать деформации и напряжений в листе 2, нагрев производят одновременно с двух сторон листа 2. Таким образом, наружную поверхность листа 2 выглаживают посредством формовки на полированной поверхности 50. Могут быть предусмотрены дополнительные средства для быстрого охлаждения листа 2 после операции горячего прессования.
В другом, не представленном на чертеже варианте осуществления операцию выглаживания синтетического листа осуществляют посредством напыления или нанесения синтетического покрытия на выглаживающую пластину 5. Другими словами, гладкий синтетический лист 2 получают посредством напыления или нанесения слоя полиакрилового лака или другого синтетического покрытия со стороны выглаживающей пластины 5. При необходимости после нанесения покрытия опускают прессующую пластину 8 для обеспечения равномерности толщины лакового слоя. Для отверждения лакового слоя не требуется нагрева. Таким образом получают тонкий лаковый слой, обладающий достаточной гладкостью и равномерностью, чтобы служить наружным слоем 1, 2.
В известных способах после описанных операций лист 2 отделяли от выглаживающей пластины 5 и транспортировали к машине для холодного ламинирования, которая могла быть расположена на другом производственном предприятии. Такому же процессу обработки подвергали лист 1. Листы 1, 2 часто повреждались во время транспортировки между выглаживающей машиной и машиной холодного прессования. На листах могли появляться царапины; пыль и загрязнения могли прилипать к наружным поверхностям 10, 20. Во время операции холодного прессования эти загрязнения оставляют следы на поверхностях 10, 20. Кроме того, трудно уложить листы 1, 2 на прессующие плиты холодного пресса без образования воздушных пузырей. Очевидно, что эти воздушные пузыри мешают добиться ровной плоскости получаемой карты.
В первом варианте осуществления изобретения указанные проблемы решаются за счет этапов способа, проиллюстрированных на фиг. 4a, 5a и 6a. После выглаживания прессующую пластину 8 поднимают (фиг. 4a), но лист 2 не отделяют от металлической выглаживающей пластины 5. Таким же образом лист 1 не отделяют от соответствующей выглаживающей пластины 4. Листы 1, 2 остаются лежать на выглаживающих пластинах 4, 5 между операциями выглаживания и ламинирования. Если синтетические листы необходимо транспортировать к другой машине, то выглаживающие пластины снимают и транспортируют вместе с синтетическими листами. При этом наружные поверхности 10, 20 остаются полностью защищенными от загрязнения и царапин.
Ламинирование осуществляют наложением в соответствующем порядке различных слоев 1, 2, 3, 6, 7, образующих слоистый материал (фиг. 5a), причем наружные слои 1, 2 остаются на своих соответствующих выглаживающих пластинах 4 и 5. Далее весь комплект слоев сжимают между двумя пластинами 9 в холодном прессе (фиг. 6a). Только после этой операции холодного ламинирования и отверждения связующего, наконец, отделяют выглаживающие пластины 4, 5 (не показано).
После снятия выглаживающих пластин 4, 5 полученный многослойный лист при необходимости разрезают на карты заданных размеров с использованием известных способов.
Фиг. 2b, 3b, 4b иллюстрируют вариант осуществления этапов выглаживания посредством горячего прессования. Эти этапы могут быть использованы взамен этапов, представленных на фиг. 2a, 3a и 4a, в частности, для изготовления карт со встроенной ИС, включающих электронные компоненты определенной толщины. В данном варианте осуществления, как показано на фиг. 2b, предпочтительно используют прессующую пластину 8' с выступающими частями; здесь представлены две выступающие части 81, 82. Когда прессующую пластину 8' прижимают к выглаживающей пластине 5, выступающие части вдавливаются и оставляют след на внутренней поверхности 21 листа 2 (фиг. 3b). Практически прессующая пластина 8' действует как пуансон штампа, который задавливает или вырезает определенные части синтетического листа 2. Нагревательные средства 90 дают возможность размягчить синтетический лист 2. В данном примере две выступающие части 81, 82 имеют разную высоту, так что выступающая часть 81 заглубляется в синтетический лист 2 только на небольшую глубину, а выступающая часть 82 полностью проходит через лист. При необходимости выступающая часть 82 может быть выполнена с режущими кромками с тем, чтобы делать отверстия в синтетическом листе 2. В другом варианте выступающая часть 82 может быть заменена ножом, вступающим только в режущий контакт с листом 2.
В дополнение к выступающим частям 81, 82 прессующая пластина 8' может включать также объемную рельефную конструкцию. Такая конструкция позволяет снизить напряжения и деформацию, сопутствующие прессованию листа 2.
На фиг. 4b показан отпечаток, оставленный прессующей пластиной 8' в синтетическом листе 2. Выступающая часть 81 оставила только мелкое углубление 21 на внутренней поверхности, в то время как отверстие 22 от выступающей части 82 проходит насквозь через лист 2. Углубление 21 может быть предназначено для последующего монтажа в нем электронного компонента и дает возможность использовать компоненты относительно большой толщины без образования выпуклостей на наружных поверхностях 10, 20 готовой карты со встроенной ИС. Отверстие 22 дает возможность, например, доступа к контактам смонтированного в карте компонента. Разумеется, в зависимости от требований на двух наружных сторонах карты со встроенной ИС может быть выполнено любое количество углублений и/или отверстий.
Выглаженный и штампованный таким образом лист 2 соединяют ламинированием с другими слоями, образующими готовую карту, как это представлено на фиг. 5a и 6a. Очевидно, что подобные углубления или отверстия могут быть предусмотрены также в другом наружном листе 1. При необходимости может быть предусмотрена дополнительная операция пайки, подсоединения и/или закрепления дополнительных компонентов в отверстии 22.
Фиг. 2c-7c иллюстрируют этапы изготовления карты со встроенной ИС в соответствии с третьим вариантом осуществления изобретения. Эти этапы могут заменять этапы, показанные на фиг. 2a-6a. В данном варианте синтетический лист 2 предварительно прорезают в определенных местах 24 в процессе не показанных здесь операций с тем, чтобы пропустить насквозь соединительные контакты 34 электронного компонента 31. Как и прежде, синтетический лист 2 укладывают на полированную металлическую выглаживающую пластину 5, а электронный компонент 31 (например, ИС) помещают в отверстие 24 так, что его соединительные контакты 34 лежат на пластине 5. Затем на лист 2 укладывают второй 5 синтетический лист 2'. Второй лист 2' также имеет отверстия 24', расположенные в тех же местах, но имеющие несколько меньшие размеры, чем отверстия 24, так что лист 2' закрывает определенные участки компонента 31. Можно несколько изменить порядок этих операций за счет предварительной установки компонента или компонентов 31 в соответствующие отверстия 24' листа 2'. Тогда достаточно будет в ходе одной операции наложить лист 2' с компонентом 31 на лист 2.
Второй синтетический лист 2' может быть изготовлен из того же материала, что и лист 2, или из другого материала. Он препятствует заглублению компонента 31 внутрь карты с тем, чтобы обеспечить удерживание контактов 34 в одной плоскости с наружной поверхностью 20. Кроме того, второй лист 2' улучшает уплотнение отверстий 24, 24' вокруг компонента 31.
Согласно этапу по фиг. 3c выглаживание наружной поверхности 20 производят путем передачи давления листам 2, 2' прессующей пластиной 8'' и выглаживающей пластиной 5. Прессующая пластина 8'' имеет полость 83 с тем, чтобы не раздавить компонент 31. Для размягчения листа 2, а также для соединения двух синтетических листов 2, 2' предусмотрены нагревательные средства 90'. Температура и длительность нагрева выбираются такими, чтобы исключить всякий риск повреждения компонента 31. Могут быть предусмотрены не показанные на чертеже средства охлаждения компонента 31 в процессе операции нагрева, например, ребра радиатора или воздушный поток. Если выбранный электронный компонент не позволяет произвести нагрев листов 2, 2' до температуры, достаточной для термического соединения листов, то предпочтительным является использование двухстороннего клеящего листа 2' или слоя клея или синтетической смолы между листами 2, 2'.
Как показано на фиг. 4c, далее прессующую пластину 8'' снимают, в то время как листы 2, 2' и компонент 31 остаются на выглаживающей пластине 5. В это время может быть припаян соединительный провод 36 для соединения электронного компонента 31 с другими компонентами карты со встроенной ИС, например, с катушкой индуктивности. Затем слой 2' заливают связующим 6'. В зависимости от текучести выбранного связующего вокруг карты может быть установлена ограничительная рамка (не показана). В качестве связующего может использоваться один из материалов, упомянутых выше в качестве примеров. Разумеется, возможно также использовать связующее в виде жесткого листа или двухстороннего клеящего листа, как это было указано в предыдущих вариантах осуществления.
Далее, как показано на фиг. 5c, наносят ламинированием другие слои. В данном варианте поверх связующего слоя 6' накладывают только наружный лист 1 вместе с его выглаживающей пластиной 4. Естественно, могут быть предусмотрены другие слои, например, слой печатной схемы с другими электронными компонентами. Различные электронные компоненты могут быть погружены в связующий слой 6' до его отверждения. В ходе этапа по фиг. 6c с помощью плит 9 листы сжимают до получения единого слоистого изделия. В ходе этой операции излишек связующего 6' может вытекать через кромки.
На фиг. 7c схематично представлена карта, полученная после отверждения связующего, отделения выглаживающих пластин 4 и 5 и, при необходимости, обрезания карты до заданных размеров. Способ позволяет изготавливать карты с совершенно плоскими наружными поверхностями 10, 20 и с расположенными заподлицо с ними контактами 34 компонента 31.
Фиг. 2d и 3d иллюстрируют вариант этапов выглаживания посредством горячего прессования листа, уже снабженного электронным компонентом 31. Эти операции могут применяться взамен операций третьего варианта по фиг. 2c и 3c. В данном варианте компонент 31 удерживается заподлицо с наружной поверхностью 20 с помощью своей части 35 в форме усеченного конуса. Разумеется, могут быть предусмотрены другие системы механического закрепления, например, выступы любой формы на поперечной поверхности компонента 31. Вначале компонент 31 укладывают на выглаживающую пластину 5, затем на него с небольшим усилием надевают синтетический лист 2 таким образом, что предварительно вырезанное отверстие 24 в листе 2 плотно охватывает компонент 31. В ходе операции по фиг. 2d прессующую плиту 8'' опускают для передачи давления на синтетический лист 2 одновременно с его плавлением с помощью нагревательных средств 90'. При этом отверстие 24 плотно охватывает части 35 компонента 31 и принимает его форму усеченного конуса, вследствие чего компонент уже не может уйти вглубь карты. Выглаженный описанным образом синтетический лист 2, оснащенный электронным компонентом 31, может быть подвергнут операциям холодного ламинирования в соответствии с фиг. 4a-6a или в соответствии с фиг. 4c-6c. По сравнению с предыдущим вариантом такое решение дает возможность обойтись без синтетического листа 2' и в необходимых случаях уменьшить толщину карты.
Хотя выше описан и проиллюстрирован способ изготовления одиночных карт, все представленные варианты могут использоваться для одновременного изготовления множества карт из листов 1, 2, 2' достаточных размеров с последующим разрезанием в процессе окончательной операции, не представленной на чертежах. Вполне возможна модификация способа для непрерывного изготовления с использованием двух рулонов листов, например, листов из ПВХ. В этом случае разматываемые из рулонов листы вначале подвергают горячему прессованию последовательными участками, каждый из которых соответствует размеру одной или нескольких индивидуальных карт. Далее выглаженные таким образом участки, которые находятся на полированных выглаживающих пластинах, использовавшихся для горячего прессования, подвергают холодному ламинированию таким же образом, как это было описано применительно к фиг. 4-7.
До сих пор операция горячего выглаживания описывалась, в основном, применительно к нижнему листу 2. Действительно, в определенных случаях применения совершенная плоская поверхность требуется только для одной из двух наружных поверхностей 10, 20 карты. Это относится, например, к тем случаям, когда только на одну из наружных поверхностей будет впоследствии нанесена печать или на ней будут образованы магнитная или оптическая зона хранения информации (штрих-код) или соединительные контакты. Однако в общем случае необходимо и предпочтительно использовать выглаженные синтетические листы для обеих сторон 1, 2 карты. В этом случае верхний лист 1 обрабатывают таким же образом, как и нижний лист 2.
Транспортирование выглаженных синтетических листов 1 и 2 к машине для ламинирования и их наложение для ламинирования может осуществляться самыми различными средствами. Выглаживание листов и их соединение ламинированием могут осуществляться в различных местах и в различное время при условии, что обеспечена возможность их хранения и транспортирования вместе с выглаживающими пластинами 4, 5. Фиг. 8 иллюстрирует выгодную возможность использования одного пресса для выглаживания синтетических листов 1, 2 и их соединения ламинированием с другими слоями. Указанные два листа 1 и 2 предварительно выглажены на двух полированных выглаживающих пластинах 4 и 5, расположенных рядом друг с другом. Для выглаживания поверхностей 10, 20 применялись не показанные здесь прессующая пластина 8 и нагревательные средства 90. Данная компоновка позволяет подвергать два листа 1 и 2 одновременному нагреву и давлению. Для выглаживания двух синтетических листов 1, 2 можно использовать общую прессующую пластину 8 двойного размера или, по меньшей мере, две отдельные пластины.
После выглаживания листы охлаждают, а затем на нижний слой 2 укладывают промежуточные слои 7, 3 и 6. Далее верхний лист 1 вместе с его выглаживающей пластиной переворачивают над стопой промежуточных слоев с одновременным поворотом вокруг петлевого соединения 41 подобно тому, как закрывают книгу. Петлевое соединение 41 предпочтительно представляет собой двойной ряд петель или петлевое соединение другого типа, позволяющее наложить листы 1, 2 друг на друга с полным совмещением без отклонений. Для соединения всех листов вместе давление передают прессующими плитами 9 на выглаживающие пластины 4, 5, которые закрываются, как книжный переплет. Для того чтобы не допускать скольжения листа 1 при закрывании выглаживающей пластины 4, верхнюю полированную поверхность пластины 4 делают слегка клейкой или заряженной статическим электричеством. При необходимости могут быть также предусмотрены средства вакуумирования для удерживания листа 1 на выглаживающей поверхности, и в этом случае они воздействуют через отверстия, которые расположены в выглаживающей пластине 4 в зонах за пределами вырезаемых карт. Такие меры могут оказаться необходимыми, в частности, в тех случаях, когда обработке подвергают листы 1, 2 больших размеров, рассчитанных на множество карт. В другом варианте ламинированию могут подвергаться несколько отдельных листов, каждый из которых рассчитан на несколько карт.
Во всех вариантах осуществления выглаживающие пластины 4 и 5 могут быть выполнены из любого достаточно гладкого материала, например, из нержавеющей стали или Тефлона (зарегистрированный товарный знак). Поверхность выглаживания предпочтительно идеально отшлифована или отполирована и/или сатинирована. В одном из вариантов можно также использовать выглаживающие пластины 4, 5, имеющие часть с шероховатой или гранулированной поверхностью. В зависимости от текстуры шероховатой или гранулированной части можно получать наружные поверхности 10, 20 с различными эффектами. Так например, можно изготавливать карты с абсолютно гладкой поверхностью за исключением определенных шероховатых или матовых участков в местах расположения, например, текста или логотипа. Кроме того, для некоторых случаев использования выглаживающие пластины могут включать выступающие части для формования, по меньшей мере, на одной стороне карты углублений, в которые далее вставляют фотографию, голограмму или какие-либо элементы защиты.
По мере необходимости описанные выше варианты осуществления могут применяться в различных сочетаниях. Так например, прессующая плита 8', образующая пуансон штампа (см. фиг. 2b-3b-4b), может использоваться во всех вариантах взамен плоских плит 8, 8'. Кроме того, если, как отмечалось выше, способ по настоящему изобретению может включать предварительный этап нанесения печати на, по меньшей мере, один из указанных синтетических листов 1, 2.



Изобретение относится к способу изготовления ламинированных карт со встроенной интегральной схемой (ИС). Вначале первый синтетический лист выглаживают посредством горячего прессования на первой выглаживающей пластине. Таким же образом обрабатывают второй синтетический лист на второй выглаживающей пластине. Не отделяя листы от своих выглаживающих пластин, их соединяют ламинированием посредством холодного прессования с различными образующими карту или карты слоями и компонентами, причем указанные синтетические листы служат в качестве наружных слоев. Одна из выглаживающих пластин может включать объемную форму для нанесения на синтетический лист рельефного отпечатка. После ламинирования из слоистых ламинированных листов могут быть вырезаны различные карты заданных размеров. Технический результат изобретения состоит в том, что одни и те же пластины используются для горячего прессования и для холодного ламинирования. Таким образом, наружные поверхности синтетических листов остаются защищенными между этими двумя операциями, а карты имеют более плоские ровные поверхности. 2 с. и 19 з.п. ф-лы, 8 ил.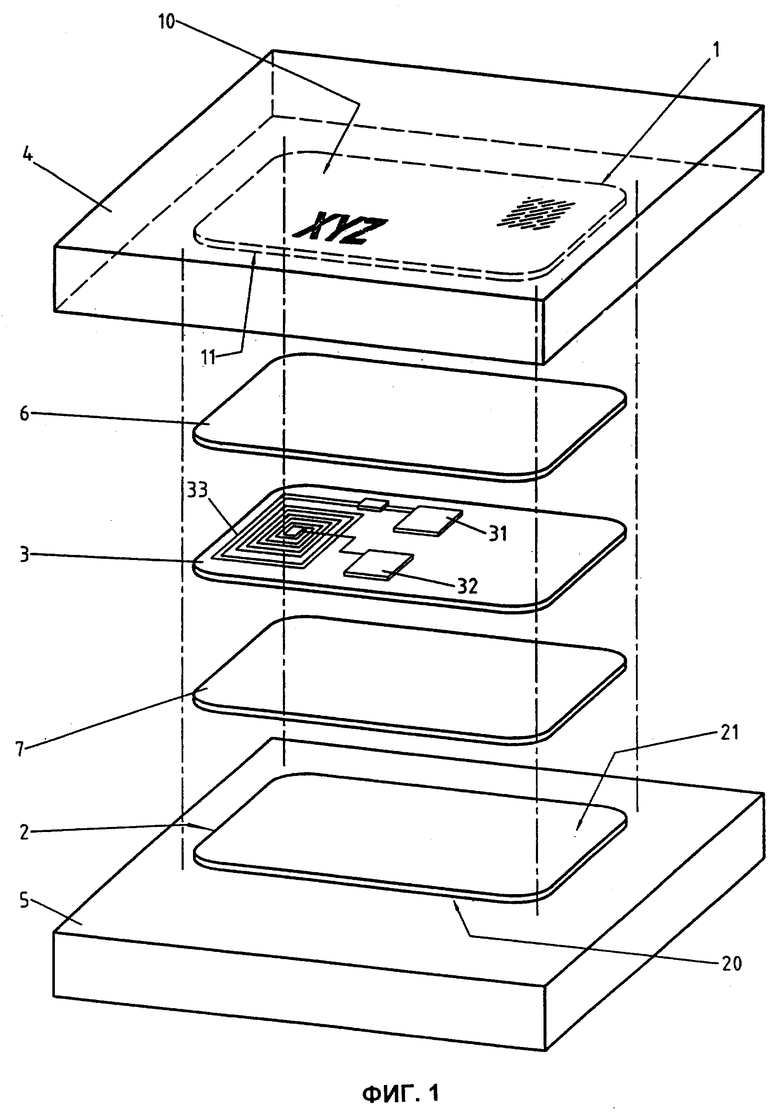
| Экономайзер | 0 |
|
SU94A1 |
| АБОНЕНТСКАЯ КАРТОЧКА | 1990 |
|
RU2011225C1 |
| Идентификационная карта | 1984 |
|
SU1251138A1 |
| WO 9422111 A1, 29.09.1994 | |||
| 0 |
|
SU163534A1 | |
| "Дессикант, обладающий фунгицидным действием | 1974 |
|
SU488574A1 |
| СИСТЕМА КАТОДНОЙ ЗАЩИТЫ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ОТ КОРРОЗИИ | 2000 |
|
RU2161663C1 |
| US 3901639 A, 26.08.1975 | |||
| DE 4441552 A, 23.05.1996 | |||
| Способ изготовления рабочих частей штампа | 1987 |
|
SU1482760A1 |
| Стенд для испытания балансиров подвесок транспортных средств | 1977 |
|
SU658424A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРЦЕМЕНТНОГО КЛЕЯ | 0 |
|
SU249526A1 |
| US 4172750 A, 30.10.1979. | |||
