Изобретение относится к приборостроению, к оптическим запоминающим устройствам, к способам изготовления носителей информации, а именно к технике изготовления компакт-диска, и может быть использовано для изготовления прозрачных основ оптических дисков с постоянной сигналограммой.
Изобретение относится также к массовому производству компакт-дисков.
Под термином "носители информации" понимаются как носители аудио - и/или видеоинформации и/или носители данных и другие носители, например компакт-диски, так и носители, изготавливающиеся специально для записи и хранения звука, изображения и другой информации.
Одной из наиболее известных оптических запоминающих сред названного рода является компакт-диск, основные свойства которого установлены стандартом 1ЕС 908 и спецификацией "Compact Disc Digital Audio System Description", июнь 1989 г. , издатели фирмы "Сони" и "Филипс". Компакт-диск имеет, среди прочего, следующие признаки: информация записана последовательно в виде спиральной дорожки и считывается методом отражения с помощью фокусированного лазерного луча, в плоскости гладкой базисной поверхности диаметр фокуса равен ширине дорожки около 1 мкм, в пределах дорожки друг за другом следуют лоткообразные углубления, так называемые питы, отделенные друг от друга в направлении дорожки и в радиальном направлении участками гладкой базисной поверхности.
Известен способ изготовления оптического информационного носителя, включающий плавление полимера, программируемый впрыск под давлением расплава в неподвижную дискообразную форму при прецизионном регулировании давления и скорости впрыска, отверждении расплава при охлаждении, извлечение отливки из формы [Патент Японии N 59-196032, кл. G 11 В 7/26, 1984].
Существенным недостатком известного способа является анизотропия характеристик подложки. Так, при перемещении от центра к периферии подложки ее разрывная прочность уменьшается на 30% двулучепреломление увеличивается на 70%-100%. Такой разброс значений двулучепреломления приводит к увеличению числа ошибок при считывании информации, что снижает надежность ее хранения.
Известен способ изготовления оптического информационного носителя, включающий операции заполнения жидким органическим материалом неподвижной дискообразной формы, содержащей матрицу с информацией (разметкой, информационным рельефом), отверждение материала, извлечение подложки из формы [Патент Японии N 61-74150, кл. G 11 В 7/23, 1986].
Существенным недостатком способа является низкая надежность хранения информации из-за пониженной формуемости отливки носителя в результате усадки отверждаемого органического материала, что приводит к отклонению параметров подложки от заданных значений. Это приводит к искажениям и потере информации. Например, в оптическом носителе видеоинформации и стереозвука (видеодиске) вызывает выпадение сигнала, уменьшение отношения несущая/шум, появление дефектов типа "муар", "срыв синхронизации" при воспроизведении; в оптических дисках однократной и реверсивной записи вызывает уменьшение глубины направляющих канавок, шероховатость и разнотолщинность подложки, что приводит к дефектам регистрирующего слоя (разнотолщинность, несплошность).
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому решению является способ изготовления компакт-диска, включающий операции сушки, плавления, заполнения под давлением жидким полимером неподвижной дискообразной пресс-формы, содержащей матрицу с информацией (разметкой, информационным рельефом), отверждение материала, извлечение подложки из формы, (см. заявку DE 3428599, G 11 В 7/26, опубл. 06.02.86). Существенным недостатком прототипа является высокая стоимость и низкая эффективность производства в виду увеличенного срока производства единицы продукции, невысокая стабильность качества, низкая надежность и долговечность средств производства, низкая надежность хранения информации из-за пониженной формуемости отливки носителя в результате усадки отверждаемого органического материала, что приводит к отклонению параметров подложки от заданных значений.
Задачей предлагаемого технического решения является стабилизирование процесса производства, сокращение срока производства, т.е. увеличение количества выпуска компакт-дисков в единицу времени, а значит снижение стоимости изготовления серийного компакт-диска за счет прецизионного и быстрого охлаждения отливки деионизованной (обессоленной) водой, устранение разброса размеров, повышение эффективности производства, стабилизирование качества выпускаемой продукции, повышение надежности и долговечности инструмента за счет использования в качестве хладагента деионизованной (обессоленной) воды, с заданными параметрами. Снижение стоимости изготовления серийных компакт-дисков. Повышение экологии производства за счет снижения в производственной среде вредных факторов (испарений, озона).
Для решения поставленной задачи в способе изготовления компакт-диска, включающем сушку и плавление исходного полимера, прессование расплава в неподвижной дискообразной пресс-форме, содержащей матрицу с информацией, отверждение расплава при охлаждении, извлечение отливки оптического информационного носителя из формы, напыление отражающего слоя, покрытие отражающего слоя защитным лаком, ультрафиолетовую сушку фотоотверждающего лака, сушку и транспортировку исходного полимера обеспечивают безмасляным компрессором, отливку охлаждают в пресс-форме, а при напылении отражающего слоя, в качестве хладагента используют деионизованную воду, подаваемую в пресс-форму и в устройство напыления, защитный слой наносится методом центрифугирования на воздухе, причем сопротивление воды на входе в пресс задают в пределах 10-15 МОм, а температуру 13oC.
В качестве исходного полимера может быть использован поликарбонат.
Прессование ведут при прецизионном регулировании давления. Напыление отражающего слоя ведут в среде инертного газа.
В качестве материала отражающего слоя может быть использован алюминий.
Способ включает сушку и плавление исходного полимера (поликарбоната), прессование расплава в неподвижной дискообразной пресс-форме, содержащей матрицу с информацией при прецизионном регулировании давления, отверждение расплава при охлаждении, извлечение отливки из формы, катодное напыление отражающего слоя алюминия в среде инертного газа (аргона), покрытие отражающего слоя защитным слоем (лаком), ультрафиолетовая сушка (фотоотверждающего) лака (дубление), контроль, нанесение этикетки. Сушку и транспортировку исходного полимера обеспечивают безмасляным компрессором, при охлаждении в качестве хладагента используют деионизованную воду, защитный слой наносится методом центрифугирования на воздухе, причем сопротивление воды на входе в пресс задают в пределах 10-15 МОм, а температуру 13oC.
Способ изготовления компакт-дисков представлен в виде структурной схемы, приведенной на чертеже, где 1 - безмасляный компрессор, 2 - сушильный агрегат, 3 - плавление и прессование исходного полимера в пресс-форме, 4 - нанесение отражающего слоя на поверхность основы компакт-диска, 5 - покрытие отражающего слоя защитным лаком; 6 - ультрафиолетовая сушка фотоотверждающего лака; 7 - контроль; 8 - нанесение этикетки, 9 - установка подачи инертного газа (аргона), 10 - холодильник, 11 - установка получения деионизованной воды. Процесс охлаждения осуществляется путем одновременной подачи деионизованной воды к пресс-форме и в устройство нанесения отражающего слоя. В качестве охлаждающей жидкости используется деионизованная вода марки Б (ОСТ 11.02.9.003-90).
Изобретение иллюстрируется примером.
Пример.
В корпусе пресс-формы выполнены водяные рубашки, в которые через соответствующие штуцеры подводится и отводится жидкость (вода обессоленная), создавая заданный температурный режим. Заполняют под давлением жидкой полимерной композицией дискообразную пресс-форму с рабочей полостью диаметром 130 мм с центральным отверстием диаметром 15 мм и толщиной 1,2 мм. Дискообразная форма содержит никелевую матрицу со служебной информацией (разметкой), выполненной в виде направляющих канавок шириной 0,5 мкм, глубиной 0,1 мкм с шагом 1,6 мкм, а осевая линия представляет собой синусоиду с амплитудой 0,05 мкм и размахом 0,1 мкм. Служебная информация (разметка) предназначена для слежения (ориентирования) лазерного луча при записи информационного массива на оптический информационный носитель. Заполнение производят в чистых условиях класса чистоты 100 по ОСТ 1114.3302-87, т. е. в 1 л воздуха допускается не более 4 пылинок с максимальным размером 0,5 мкм.
Отверждают полимерную композицию. При отверждении полимерной композиции дискообразную форму охлаждают. В качестве хладогента используется деионизованная вода со следующими параметрами - температура на входе в пресс 13oC, сопротивление - 15 МОм. Время снижения температуры отливки от 300oC до 40oC-4,2 сек (в прототипе - 10 сек).
Извлекают отвержденную отливку из дискообразной формы и переносят в устройство нанесения отражающего слоя с соблюдением требований класса чистоты 100 по ОСТ 1114, 3302-87.
Подложка оптического информационного носителя представляет собой прозрачный диск диаметром 130 мм с центральным отверстием диаметром 15 мм и толщиной 1,2 мм. На одной стороне диска выполнена разметка в виде направляющих канавок шириной 0,8 мкм, глубиной 0,1 мкм с шагом 1,6 мкм (разброс значений соответственно 01; 0,005; 0,01), осевая линия представляет собой синусоиду с амплитудой 0,05 мкм и размахом 0,1 мкм. Размеры микронеоднородностей на поверхности диска, свободной от разметки, не превышает 0,01 мкм.
Параметры технологической среды:
- класс чистоты 100 по ОСТ 1114, 3302-87.
- температура воздуха 21+2oC
- влажность воздуха 50+20%
Анализ рассмотренного примера показывает, что предложенный способ позволяет существенно, по сравнению с прототипом, ускорить производство. Предложенный способ высокопроизводителен за счет снижения времени на охлаждение основы компакт-диска. Использование деионизованной воды с заданными параметрами снижает концентрацию озона в атмосфере производственного процесса, что повышает экологичность способа.
Изобретение относится к приборостроению, к оптическим запоминающим устройствам, а именно к способам изготовления носителей информации, таких, как компакт-диск. Способ изготовления компакт-диска включает сушку и плавление исходного полимера, прессование расплава в неподвижной дискообразной пресс-форме, содержащей матрицу с информацией, отверждение расплава при охлаждении, извлечение отливки компакт-диска из формы, напыление отражающего слоя, покрытие отражающего слоя защитным лаком, ультрафиолетовую сушку лака. Сушку и транспортировку исходного полимера обеспечивают безмасляным компрессором, отливку охлаждают в пресс-форме. При напылении отражающего слоя и при охлаждении отливки в качестве хладагента используют деионизованную воду, подаваемую к пресс-форме и устройству напыления. Сопротивление воды на входе в пресс-форму задают в пределах 10-15 МОм, а температуру воды 11-13°С. При этом защитный слой наносится методом центрифугирования на воздухе. В качестве исходного полимера используют поликарбонат. Прессование ведут при прецизионном регулировании давления и температуры. Напыление отражающего слоя ведут в среде инертного газа, например аргона. В качестве материала отражающего слоя использован металлический слой, например, алюминия или золота или сплавов металлов. Контур охлаждения выполнен составным и соединен с пресс-формой. В результате сокращается производственный процесс, повышается качество продукции, надежность и долговечность инструмента. 6 з.п.ф-лы, 1 ил.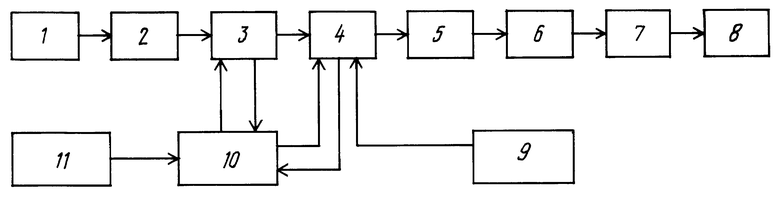
| DE 3428599 A, 06.02.1982 | |||
| US 5759749 A, 02.06.1998 | |||
| US 5361248 A, 01.11.1994 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПАКТ-ДИСКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2031452C1 |
| JP 60103536 A, 07.06.1985. | |||

