Изобретение относится к области производства отделочных материалов для строительного, мебельного и т.п. производства и предназначено для нанесения декоративного или имитирующего естественный материал покрытия на твердую в виде плиты или листа подложку, преимущественно покрытия, имитирующего текстуру ценных пород древесины на древесно-волокнистые плиты (ДВП).
Известны способы и устройства для нанесения на ДВП с помощью клеящих средств строганого шпона из ценных пород древесины (Тупицын Ю.С. и др. Процессы и оборудование для отделки древесных плитных материалов. M.: Лесная промышленность, 1983, с. 157) или бумажно-пленочного покрытия с нанесенным на него рисунком, в частности печатным способом, который имитирует текстуру древесины, с последующим лакированием поверхности (А.с. СССР N 1761301, МКИ: B 05 D 7/08, публ. 1992, БИ N 34).
Недостатками известных способов и устройств являются дороговизна отделочного материала, в частности шпона и специальной бумаги; многостадийность и сложность технологического процесса; низкая устойчивость покрытия к разрушению и отслаиванию при механическом, химическом и температурном воздействии.
Известна линия декоративной отделки твердых плиточно-листовых материалов, в частности плоских конструкций типа дверей (Патент РФ на изобретение N 1837995, МКИ: В 05 C 1/08, публ. 1993, БИ N 32). Линия включает роликовое опорно-транспортирующее устройство, устройство контроля толщины с командоаппаратом, первую группу валков, перемещающихся относительно обрабатываемой поверхности по сигналу с командоаппарата с помощью гидроцилиндров, предназначенных для нанесения грунтовки и выравнивания поверхности, сушильную камеру, вторую группу формно-печатных ротационных валков с аналогичной первой группе системой контроля и перемещения, предназначенную для нанесения краски, и сушильного устройства. При этом используют обычные печатные краски с органическим растворителем.
Недостатками известной линии являются многостадийность и сложность технологического процесса, сложность конструкции, в частности системы контроля толщины и перемещения формно-печатных валков; использование красок с органическим растворителем, который может быть вредным и пожароопасным продуктом; непригодность для нанесения тонкого рисунка типа орнамента или рисунка, имитирующего текстуру древесины.
Известны водоэмульсионные краски, в которых полностью отсутствуют органические растворители, в частности на основе стиролбутадиенового латекса, эмульсий поливинилацетатной, акриловой, сополимерной, смеси поливинилацетатной эмульсии и эмульсии полиметилакрилата (Н.А. Лыско, Л.М. Симоновский Опыт промышленного производства и применения краски "Невская", изд. ЛДНТП, Ленинград, 1968, с. 4-20).
Краски получают путем приготовления пасты из пигментов, наполнителя, диспергатора и защитного коллоида и последующего смешивания этой пасты с эмульсией.
Известные краски используют для нанесения покрытий по кирпичу, штукатурке, бетону, дереву и т.п. Они имеют повышенную механическую прочность, устойчивы к действию щелочей и солей, поступающих из кладки, но не нашли применения для декоративной отделки твердых плиточно-листовых материалов, в частности промышленным способом на поточной линии, т.к. требуют длительного не менее 2-часового процесса высыхания при температуре 15-25oC, который не может быть ускорен использованием сушилок с повышенной температурой. Слипание полимерных частиц за счет сил молекулярного притяжения прекращается при низкой температуре, а при повышенной температуре полимерные частицы не успевают сблизиться и пленка получается некачественной.
Известен способ нанесения защитного декоративного покрытия на основе порошкообразной эпоксидной композиции и отвердителя, наносимого напылением, например, в электростатическом поле с последующим кратковременным воздействием высокой температуры, создаваемой источником инфракрасного лазерного излучения (А. с. СССР N 1713669, МКИ: В 05 D 3/02, 1992, БИ N 27). Кратковременное высокотемпературное облучение позволяет, без разрушения композиции и материала подложки, значительно ускорить отверждение покрытия при одновременном повышении его прочностных характеристик.
Известны наиболее близкие к заявляемым техническим решениям по характеризующим их существенным признакам, выбранные в качестве ближайших аналогов способ и установка для нанесения декоративного покрытия на древесностружечные плиты (Тупицын Ю.С. и др. Процессы и оборудование для отделки древесных плитных материалов. М.: Лесная промышленность, 1983, с. 158-165).
Способ включает калибровку плит до значения разнотолщинности ± 0,2 мм, шлифование с шероховатостью не более 60 мкм, разовую или двойную шпатлевку для заполнения неровностей отделываемой поверхности, в частности шпатлевкой на основе ненасыщенных полиэфиров, содержащих фотосенсибилизаторы, сушку шпатлевки с фотохимическим отверждением под воздействием ультрафиолетового излучения в течение 30 - 50 c, шлифование шпатлеванной поверхности, разовое или двойное нанесение фонового грунта, в частности нитроцеллюлозного лака, наполненного мелкодисперсными частицами пигмента, сушку фонового грунта при температуре 60 - 80oC в течение 1 - 2 мин, нанесение рисунка текстуры древесины методом непрямой глубокой печати, в частности водно-спиртовыми печатными красками, естественную сушку красок при комнатной температуре при скорости движения плит 10 - 25 м/мин, нанесение на поверхность с напечатанным рисунком лакового покрытия, в частности нитроцеллюлозного лака и защитного покрытия в виде лака на основе коллоксилина с добавлением смол, сушку лакового покрытия при температуре 60-90oC и удаление летучих компонентов покрытия, в частности растворителей, испарением.
Установка для нанесения декоративного покрытия на ДСП включает роликовый транспортер, шпатлевочное устройство с дозирующим и наносящим, вращающимся в обратном направлении валиком, сушильную камеру с ртутно-кварцевыми лампами в качестве источника ультрафиолетового излучения, шлифовальное устройство барабанного типа с рабочим органом в виде эластичного вала, на который натянута шлифовальная шкурка, устройство для двухразового нанесения фонового грунта /"мокрый по мокрому"/ с двумя парами растровых вальцов, один из которых /подающий/ погружен в ванну с фоновым грунтом и передает состав на наносящий валец, имеющий гладкую обрезиненную поверхность; конвекционную сушильную камеру, по крайней мере один узел непрямой глубокой печати, состоящий из вращающегося в ванне с краской наносящего валика, печатного цилиндра с ракельным ножом и контактирующего с ним обрезиненного офсетного валика, двухагрегатное лаконаносящее устройство вальцевого типа для нанесения отделочного и защитного лака и сушильный тоннель конвекционного типа.
Известные способ и установка обеспечивают качественное нанесение печатным способом рисунка, в частности рисунка, имитирующего текстуру древесины на поверхность твердых подложек типа ДВП.
Недостатками известных способа и установки являются многооперационность и сложность способа, а также большая продолжительность технологического процесса, связанные с высокими требованиями к подготовке подложки в отношении ее разнотолщинности и ровности поверхности; многоэлементность и сложность конструктивного исполнения установки, в частности из-за низкой компенсирующей неровности способности офсетного валика, выполненного из твердого материала с тонким и плотным обрезиниванием; низкие прочностные характеристики наносимого печатным способом покрытия и необходимость дополнительного нанесения защитного лака, связанные с выбором краски и способом ее отверждения; наличие вредных испарений растворителей и добавок для наносимых на разных этапах составов и печатной краски.
Задачей изобретений является упрощение технологического процесса и конструкции установки, повышение прочностных характеристик печатного покрытия и минимизация вредных испарений в процессе нанесения покрытия.
Поставленная задача решается за счет того, что при использовании признаков, характеризующих известный способ нанесения декоративного покрытия на твердую подложку, который включает подготовку поверхности с нанесением фонового грунта, нанесение на подготовленную поверхность рисунка, в частности рисунка, имитирующего текстуру древесины, печатной краской способом непрямой глубокой печати, отверждение нанесенного покрытия с приданием ему устойчивости к механическому и другому воздействию, в соответствии с изобретением, в качестве печатной краски используют порошково-полимерную водную дисперсию, а отверждение нанесенного покрытия производят расплавлением порошковой полимерной смеси за счет воздействия на покрытие кратковременным тепловым ударом и последующим охлаждением с образованием монолитного гомогенного продукта.
Предпочтительный вариант выполнения способа предлагает использование водной дисперсии, включающей лишь гомогенную смесь порошкообразно молотых полимеров, выбранных в соответствии с требованиями к покрытию в отношении механической, химической и термической прочности, с пигментом, а воздействие тепловым ударом осуществляют нагревом до минимальной температуры плавления максимально тугоплавкого полимера смеси в течение времени, не достаточного для разрушения полимеров и подложки.
Поставленная задача решается также за счет того, что при использовании признаков, характеризующих известную установку, которая включает транспортирующий конвейер, устройство для нанесения фонового грунта, по крайней мере одно устройство для непрямой глубокой печати с дополнительным офсетным валиком и устройство для отверждения нанесенного покрытия, в соответствии с изобретением, офсетный валик имеет упруго-деформируемую поверхность для компенсации разнотолшинности и неровностей поверхности подложки, а устройство для отверждения покрытия выполнено в виде нагревательной камеры с нагревом источником инфракрасного излучения.
Предпочтительный вариант выполнения установки предлагает выполнение печатного устройства в виде вращающегося в красочной ванне печатного цилиндра с ракельным ножом для снятия краски с выступающих поверхностей, контактирующего с печатным цилиндром офсетного валика и прижимного валика для подложки; офсетный валик выполнен из упруго-деформируемого материала типа полихлорвинила с поверхностным обрезиниванием гладким тонким слоем плотной резины, а в качестве источника нагрева служит CO2-лазер инфракрасного излучения.
Использование в качестве печатной краски порошково-полимерной водной дисперсии позволяет исключить органические растворители, а также связующие, пластификаторы и другие вещества, проводить отверждение без протекания химических процессов, сополимеризации и испарения вредных веществ при сушке и в процессе эксплуатации материала.
Это позволяет также подбирать полимерные компоненты смеси в соответствии с требованиями к покрытию в отношении механической, химической и термической прочности с получением материала с усредненными характеристиками от показателей входящих в смесь компонентов.
Отверждение покрытия расплавлением гомогенной порошково-полимерной смеси путем воздействия теплового удара и последующего охлаждения позволяет, не разрушая полимеры и подложку, получать покрытие в виде монолитной гомогенной пленки с заданными свойствами, удовлетворяющей прочностным требованиям, отказаться от дополнительного защитного покрытия и упростить технологический процесс.
Выполнение офсетного валика с упруго-деформируемой поверхностью обеспечивает значительную компенсацию влияния разнотолщинности и неровностей поверхности подложки на качество печати и упростить технологический процесс и установку, в частности по операциям, связанным с выравниванием и подготовкой поверхности подложки.
Выполнение офсетного валика из упруго-эластичного материала типа полихлорвинил с обрезиниванием гладким тонким слоем из плотной резины позволяет, в отличие от валика из твердого материала с обрезиниванием по ближайшему аналогу, не только уменьшить истирание печатного цилиндра, но и эффективно компенсировать неровности и разнотолщинность.
Более подробно заявляемые способ и установка рассматриваются на примере выполнения и работы схематично представленной на чертеже установки для нанесения имитирующего естественную текстуру древесины покрытия на ДВП.
Представленная на чертеже установка включает устройство 1 для нанесения фонового грунта, устройство 2 для отверждения фонового грунта, устройство 3 для печати и устройство 4 для отверждения нанесенного покрытия.
Устройство для нанесения фонового грунта 1 состоит из погруженного в ванну 5 с фоновым грунтом вальца 6, снабженного ракельным ножом 7, контактирующего с ним наносящего валика 8, имеющего упруго-деформируемую с обрезиниванием поверхность, и прижимного валика 9 для подложки.
Устройство 2 для отверждения грунта выполнено в виде колпакообразной нагревательной камеры 10 с рефлекторной внутренней поверхностью и установленным под колпаком CO2-лазером /не показан/ в качестве источника инфракрасного излучения.
Устройство для печати состоит из вращающегося в красочной ванне печатного цилиндра 10 с ракельным ножом 12, контактирующего с ним офсетного валика 13, имеющего упруго-деформируемую с обрезиниваем поверхность, и прижимного валика 14 для подложки.
Устройство 4 для отверждения нанесенного покрытия выполнено аналогично устройству для отверждения грунта в виде колпакообразной нагревательной камеры 15 с рефлекторной внутренней поверхностью и установленным под колпаком CO2-лазером в качестве источника инфракрасного излучения.
Устройства 1, 2, 3, 4 объединены в установку с помощью роликового конвейера 16, перемещающего твердую подложку 17 через эти устройства.
Рассматриваемый вариант выполнения установки предназначен для нанесения рисунка, имитирующего текстуру древесины, на твердую подложку, в качестве которой используют ДВП.
Для нанесения декоративного покрытия откалиброванные и при необходимости отшпатлеванные до предельного значения разнотолщинности ±0,5 мм и шероховатости поверхности 70 мкм ДВП с помощью роликового конвейера подаются на устройство 1 для нанесения фонового грунта. В качестве фонового грунта используют водную дисперсию латексов акриловых, бутадиенстирольных эмульсий с органическим пигментом. При этом погруженный в ванну валец 6 равномерно наносит состав на наносящий валик 8. Ракельный нож 7 снимает с погружного вальца избыток грунта. Наносящий валик принимает на свою поверхность фоновый грунт и наносит его на поверхность ДВП, которую придавливают к нему прижимным валиком 9. Валик при прижатии его к ДВП, за счет упруго-деформируемой поверхности, компенсирует разнотолщинность и вступает в контакт со всеми точками поверхности плиты, имевшей неровности, что обеспечивает качество покрытия. ДВП с нанесенным грунтом перемещают под колпаком нагревательной камеры 10, где под воздействием температуры около 800oC при прохождении под колпаком в течение 3 сек, за счет теплового удара, происходит расплавление полимерных порошковых компонентов, которые при остывании по выходе из камеры затвердевают с образованием пленки из гомогенного монолитного полимерного материала. При этом не происходит ни сополимеризации, ни химических процессов с выделением вредных веществ, т.к. в качестве растворителя используется вода.
После отверждения грунта ДВП подают на печатающее устройство 3, которое работает аналогично устройству для нанесения фонового грунта. При этом в красочную ванну погружен печатный цилиндр 11, с которого после удаления краски с выступающих частей ракельным ножом, остающаяся краска передается на офсетный валик 13, который в виде рисунка наносит ее на грунтовое покрытие плиты. Упруго-деформируемая поверхность валика обеспечивает компенсацию неровностей плиты, поэтому нанесенный рисунок имеет четкие непрерывные линии и полностью имитирует естественную текстуру древесины.
Отверждение покрытия производят аналогично отверждению грунта в нагревательной камере 15 путем расплавления полимерных компонентов при температуре около 800oC в течение 3 с и последующего их затвердевания при остывании по выходе из камеры с образованием покрытия из гомогенного монолитного полимерного материала. За счет подбора полимерных компонентов краски покрытие имеет высокие прочностные характеристики и не требует дополнительного покрытия защитным лаком.
Заявляемые технические решения полностью решают задачу, стоящую перед изобретением.
Заявляемые технические решения с характеризующими их отличительными признаками на настоящее время в Российской Федерации и за границей не известны и отвечают требованиям критерия "новизна".
Заявляемые технические решения являются оригинальными, не вытекают очевидным образом из существующего уровня техники, обеспечивают получение дополнительного эффекта и отвечают требованиям критерия "изобретательский уровень".
Заявляемый способ может быть реализован с помощью заявляемой установки промышленным способом с использованием известных технических средств, сырья и материалов. Заявляемые способ и установка отвечают требованиям критерия "промышленная применимость".
Библиографические данные
/1/ Тупицын Ю. С. и др. Процессы и оборудование для отделки древесных плитных материалов, М., "Лесная промышленность", 1983, с. 157.
/2/ А.с СССР N 1 761301, МКИ: В 05 D 7/08, публ. 1992, БИ N 34.
/3/ Патент РФ на изобретение N 1 837995, МКИ: B 05 C 1/08, публ. 1993, БИ N 32.
/4/ Н.А. Лыско, Л.М, Симоновский Опыт промышленного производства и применения краски "Невская", Изд. ЛДНТП, Ленинград, 1968, с. 4-20.
/5/ А.с. СССР N 1 713669, МКИ: B 03 D 5/02, 1992, БИ N 27.
/6/ Тупицын Ю. С. и др. Процессы и оборудование для отделки древесных плитных материалов. М., "Лесная промышленность" 1983, с. 158-165.
Сущность изобретения: способ нанесения декоративного покрытия на твердую подложку, в частности рисунка, имитирующего текстуру древесины на ДВП, включает подготовку поверхности подложки с нанесением фонового грунта, нанесение на подготовленную поверхность рисунка печатной краской способом непрямой глубокой печати и отверждение нанесенного покрытия. При этом в качестве печатной краски используют порошково-полимерную водную дисперсию, а отверждение производят расплавлением порошковой полимерной смеси путем воздействия тепловым ударом и последующего охлаждения с образованием монолитного гомогенного продукта. Установка для нанесения декоративного покрытия на твердую подложку включает транспортирующий конвейер, устройство для нанесения фонового грунта, по крайней мере одно устройство для непрямой глубокой печати с дополнительным офсетным валиком и устройство для отверждения нанесенного покрытия. При этом офсетный валик снабжен упруго-деформируемой поверхностью для компенсации разнотолщинности и неравномерностей подложки, а устройство для отверждения покрытия выполнено в виде нагревательной камеры с нагревом источником инфракрасного излучения. Техническим результатом является упрощение технологического процесса и конструкции установки, повышение прочностных характеристик печатного покрытия и минимизации вредных испарений в процессе нанесения покрытия. 2 с.п. ф-лы. 3 з.п. ф-лы. 1 ил.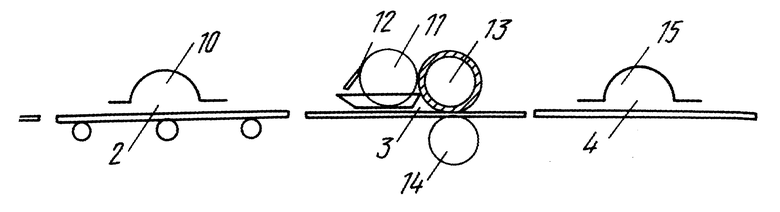
| Тупицын Ю.С | |||
| и др | |||
| Процессы и оборудование для отделки древесных плитных материалов | |||
| М.: Лесная промышленность, 1983, с.158 - 165 | |||
| Способ получения декоративного покрытия | 1990 |
|
SU1761301A1 |
| Линия декоративной отделки листовых плитных материалов и конструкций на их основе | 1991 |
|
SU1837995A3 |
| Способ получения покрытия | 1989 |
|
SU1713669A1 |
| Лыско И.А | |||
| и Симоновский Л.М | |||
| Опыт промышленного производства и применение краски "Невская" | |||
| - Л.: изд | |||
| ЛДНТП, 1968, с.4-20. | |||
