Изобретение относится к способу контроля сварных швов с применением вихревого тока, который может использоваться, в частности, для дефектоскопии элементов конструкций, где наплавленный металл имеет крупнозернистую структуру, крупность невозможно уменьшить с помощью теплообработки.
К сварным швам предъявляются очень высокие требования в отношении бездефектности их выполнения. Возможные дефекты - это дефекты в соединениях кромок, оснований или нескольких слоев, поры, трещины (в шве или около него), шлаковые включения и подрезы.
Поэтому обычно сварка проходит предварительный контроль, прежде чем изделия станут раскаленными со слабым напряжением, и сварной шов подвергнется повторному контролю.
Известны различные способы оценки сварных соединений, например контроль с помощью магнитного потока рассеяния, радиографический контроль качества шва просвечиванием и способ отраженных импульсов при помощи ультразвука.
Нахождение в сварных швах внутренних дефектов, например трещин, с помощью рентгеновских лучей или гамма-лучей затруднительно, если толщина сварного шва очень велика, так как можно обнаружить лишь дефекты, размер которых составляет, по меньшей мере, 2-3% толщины изделия.
Если доступ к сварному шву затруднителен, радиографический способ также отпадает. В таких случаях способом контроля остается контроль с помощью ультразвука, а также с помощью магнитного потока рассеяния, причем последняя ограничивается, однако, намагничивающимися деталями и областью поверхности контролируемой заготовки. Таким образом, чаще всего речь идет об ультразвуковом контроле.
Проблема при таком ультразвуковом контроле изделий и тем самым сварных швов может заключаться в величине зерен. Если длина волн ультразвука намного больше, чем величина зерен, то структурная частица звука до некоторой степени остается незамеченной. Если же размер зерен составляет 1/10 длины волн ультразвука или еще больше, то наступившее рассеяние звука может сделать контроль сварного шва невозможным. Это относится, например, к аустенитным сварным швам.
Явления рассеяния уменьшают ведь не только высоту отраженного сигнала, но и формируют также много маленьких отраженных сигналов, которые свидетельствуют о наличии беспорядочного фона помех, на котором отраженный сигнал в местах нахождения дефекта выделяется очень неясно или вообще не выделяется.
Повышение мощности ультразвука (большее напряжение передачи) или усиление сигнала не приносят в данном случае улучшения, так как фон помех нарастает в такой же степени, что и сила нужного отраженного сигнала.
Если в качестве альтернативы снизить контрольную частоту, т.е. увеличить длину волн, то структурное состояние с несколько большими по размеру зернами хотя и можно проверить при помощи ультразвука, однако чувствительность при обнаружении маленьких дефектов снижается.
Практика показывает, что толстостенные трубы, сваренные способом дуговой сварки вольфрамовым электродом в среде инертного газа с применением оптического способа посредством увеличения и преобразования сварного шва исследуются на мониторе на предмет появления трещин при нагреве. Недостатки этого способа заключаются в том, что можно обнаружить только трещины, доходящие до поверхности, причем контроль занимает много времени и является утомительным для проверяющих.
Другим известным способом определения неоднородности структуры является контроль с помощью магнитной индукции.
При помещении металлического изделия в магнитное переменное поле, образованное катушкой, в изделии индуцируются вихревые потоки, формирующие в свою очередь магнитное поле, направленное навстречу полю катушки. Если в изделии имеются трещины, поры или другие неоднородности, то эти вихревые потоки должны обходить эти препятствия, так что на вторичное магнитное поле и тем самым на вторичное напряжение оказывается влияние.
Для изделий большой длины, например для труб, применяют способ самосравнения, при котором, однако, при наличии сквозных продольных трещин нельзя определить ни длину трещины, ни ее глубину.
Если для определения размеров трещин применяют измерительную катушку, то при сохранении определенных условий хотя и определяют глубину трещины, однако способ подходит только для околоповерхностных областей изделий и таким образом, не пригоден для толстостенных изделий и, объемных сварных швов.
Вышеназванные способы имеют, кроме всего, тот недостаток, что сварные швы можно контролировать только после их окончательного изготовления, и, таким образом, производственный цикл длится гораздо дольше.
Контроль объемных сварных швов в режиме текущего времени с точной корреляцией размера дефекта не известен.
С помощью изобретения предпринимается попытка устранения всех перечисленных недостатков.
В основе изобретения стоит задача усовершенствования способа контроля швов посредством вихревого тока, который пригоден для обнаружения дефектов в толстых, многослойных сварных швах, где наплавленный металл имеет крупнозернистую структуру, крупность которой нельзя уменьшить посредством термообработки, и причем на осуществление данного способа контроля уходит мало времени.
Согласно изобретению эта задача решается следующим образом: контроль объемных и крупнозернистых сварных швов происходит в режиме текущего времени, послойно, по мере их наложения.
Преимущества заявленного способа усматриваются, кроме того, в том, что из-за ограниченного объема материала, подвергаемого контролю, достигается высокая разрешающая способность, и благодаря этому можно обнаружить относительно небольшие дефекты, например короткие трещины, и что можно качественно проверить также и крупнозернистые материалы. Оба эти момента существенно повышают вероятность обнаружения дефектов по сравнению с традиционно используемым ультразвуковым контролем.
Особенно целесообразно, если контроль осуществляется уже при повышенных температурах изделия, значительно выше комнатной температуры, предпочтительно при 350oC, т.к. впоследствии сварной шов не должен охлаждаться до комнатной температуры. Благодаря этому длительность производственного цикла сокращается.
Способ применяется выгодным образом при сваривании аустенитных основных металлов с использованием аустенитной сварочной проволоки или только при сварке с помощью аустенитной сварочной проволоки, в результате чего при сварке получается крупнозернистый наплавленный металл.
На чертеже представлен пример выполнения изобретения при сваривании ротора турбины.
На чертеже дано схематическое изображение реализации способа.
На чертеже представлены лишь элементы, имеющие существенное значение для понимания сущности изобретения.
Ниже более подробно раскрывается сущность изобретения на основании примера выполнения и чертежа.
Ротор 1 выполнен в данном примере из аустенитного материала, например, 17 Cr 14 Ni 3 W, остальное Fe. Он должен быть сварен с помощью аустенитной сварочной проволоки 2, например, из 16 Cr 12 Ni 1 Mo, остальное Fe. Из-за большой толщины изделия необходимо выполнить многослойный сварной шов большого объема, причем сварной шов из-за используемого материала (заготовки) имеет очень крупнозернистую и анизотропную структуру. Геометрия поверхности сварного шва по причине ее многослойности крайне неровная.
Тепловая обработка ротора 1 после процесса сваривания с целью устранения крупнозернистости и анизотропии невозможна.
После того как наварен первый слой 4, он согласно изобретению немедленно подвергается контролю в режиме текущего времени с использованием вихревого тока. Для этого зонд 3 контрольного прибора подводится к поверхности первого сварного шва 4, которая "ощупывается" зондом 3 и при этом подвергается известному контролю с помощью магнитной индукции.
Так как глубина внедрения в аустенитный материал составляет несколько миллиметров и шумового эффекта благодаря крупнозернистости в отличие от проверки при помощи ультразвука здесь не наблюдается, достигается явно повышенная вероятность нахождения дефекта, нежели при ультразвуковом контроле после окончательного заполнения сварочной канавки. Вероятность обнаружения дефектов типа трещин особенно велика, если они доходят до поверхности.
Если прибор не показал наличие дефекта, зонд 3 удаляется, немедленно наваривается второй слой 5, и весь процесс повторяется.
Таким образом, можно сэкономить время на проведении предварительного контроля всего сварного шва и длительность производственного цикла изготовления изделия, в данном случае сваренного ротора 1, сокращается.
Далее возможно также использовать вышеописанный способ контроля, если температура объема материала, подвергаемого контролю, повышена. Сварной слой не нужно, таким образом, охлаждать перед контролем до комнатной температуры, так что и в этом случае также сокращается длительность производственного цикла.
Способ предназначен для дефектоскопии элементов конструкций, где наплавленный металл имеет крупнозернистую структуру. В способе контроля сварных швов с применением вихревого тока контролируют большеобъемные и крупнозернистые сварные швы в режиме текущего времени послойно, по мере их наложения. Контроль осуществляют для свариваемых аустенитных основных металлов и/или аустенитных наплавленных металлов при повышенных температурах, составляющих до 350oC. Технический результат - возможность контроля толстостенных и объемных сварных швов в процессе производства. 1 ил.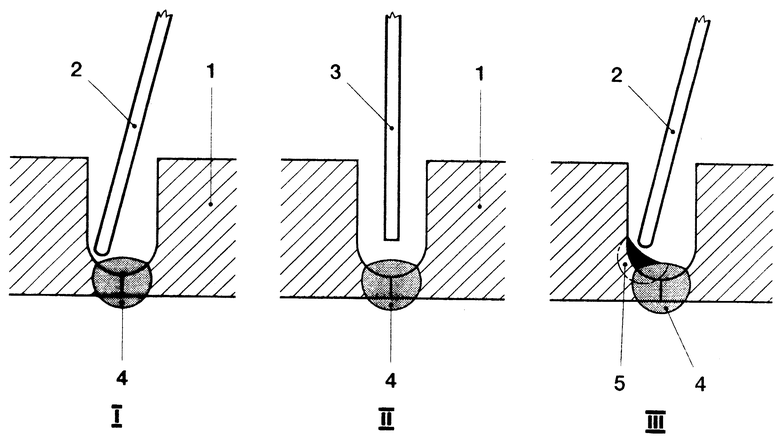
Способ контроля сварных швов у свариваемых аустенитных основных металлов и/или аустенитных наплавленных металлов с применением вихревого тока, отличающийся тем, что большеобъемные и крупнозернистые сварные швы контролируют в режиме текущего времени послойно, по мере их наложения, причем контроль осуществляют при повышенных температурах изделия, составляющих до 350oC.
| Сварка в машиностроении | |||
| Справочник, т.4 | |||
| - М.: Машиностроение, 1979, с.429-433 | |||
| Способ диагностики разрушения сварных конструкций | 1990 |
|
SU1731546A1 |
| RU 2003090 C1, 15.11.1993 | |||
| Устройство для магнитного контроля ферромагнитных изделий | 1988 |
|
SU1583827A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |

