Изобретение относится к сварке, в частности, к способам диагностики разрушения сварных конструкций.
Известен метод ЛТП МВТУ, согласно которому к шву при температурах начала аустенитного превращения прикладывают нагрузку, создающую напряжения растяжения в шве и околошовной зоне.
Однако данный способ применим только для однопроходных швов, он определяет условие наступления самого разрушения а период, предшествующий ему, не устанавливает.
Известен также способ прогнозирования образования и развития холодных трещин в сварных соединениях конструкций из
высокопрочных сталей, при котором используется теория механики разрушения при условии, что средняя величина растягивающих напряжений, при которых образуются трещины в конструкциях, ниже предела текучести свариваемого металла.
Однако данным способом определяется не состояние предразрушения, а готовая трещина, которая образовалась в период между окончанием сварки и началом измерений, кроме того, достаточно сложна методика испытаний.
Наиболее близким по технической сущности к предполагаемому является способ диагностики и прогнозирования разрушения сварных конструкций заключающийся
vi
СО
Ј
Оч
в том, что путем расчета определяют внутренние напряжения, которые возникают в сварном соединении в процессе выполнения сварки. Математическая модель предполагает наличие в металле дефектов типа твердых включений, при ее помощи производят расчет напряжений по мере выполнения сварки. Возникновению трещин предшествует преобразование дефекта из линейной формы в форму вытянутого овала,
Недостатками известного способа являются сложный математический аппарат, необходимость наличия информации о величине деформации, а также то, что схема расчета не отражает особенностей формирования напряженно-деформационного состояния при многопроходной сварке большой толщины.
Целью изобретения является упрощение технологи испытаний и расширение технологических возможностей путем обеспечения определения предразрушающего состояния при многопроходной сварке толстостенных конструкций.
Указанная цель достигается тем, что при способе диагностики и прогнозирования разрушения сварных конструкций, включающем определение внутренних напряжений по мере выполнения сварки, внутренние напряжения определяют путем замера в процессе выполнения многопроходной сварки, а о состоянии предразруше- ния судят по резкому снижению уровня внутренних напряжений.
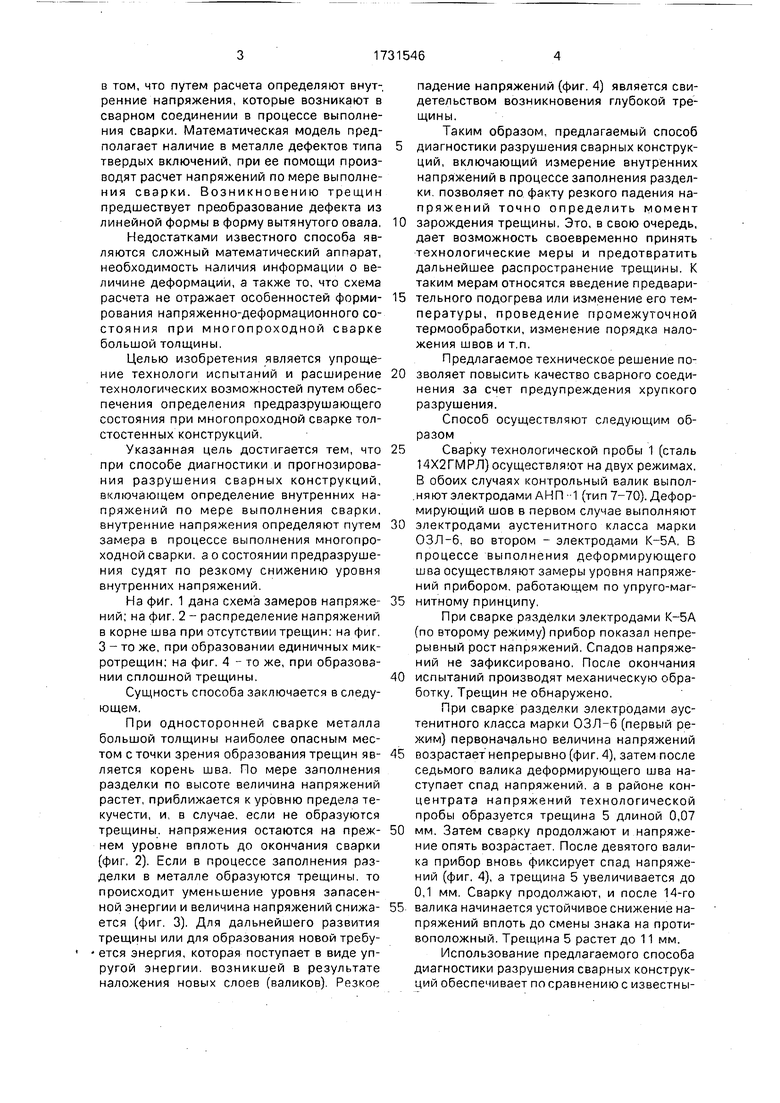
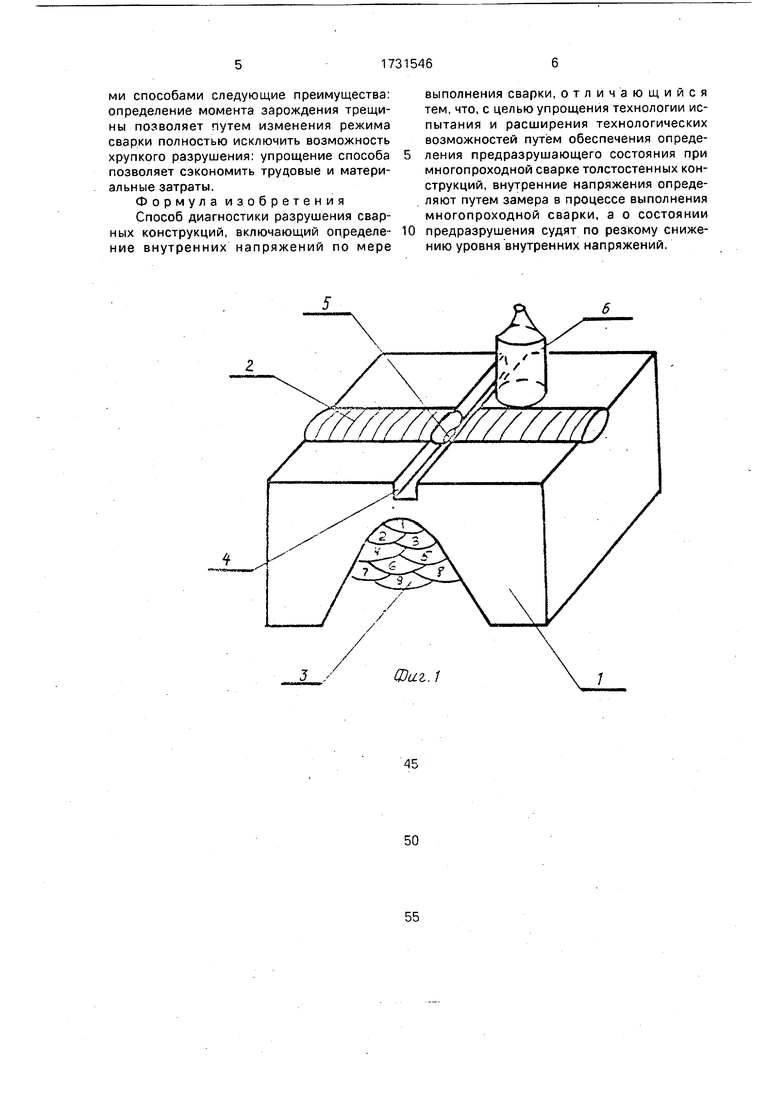
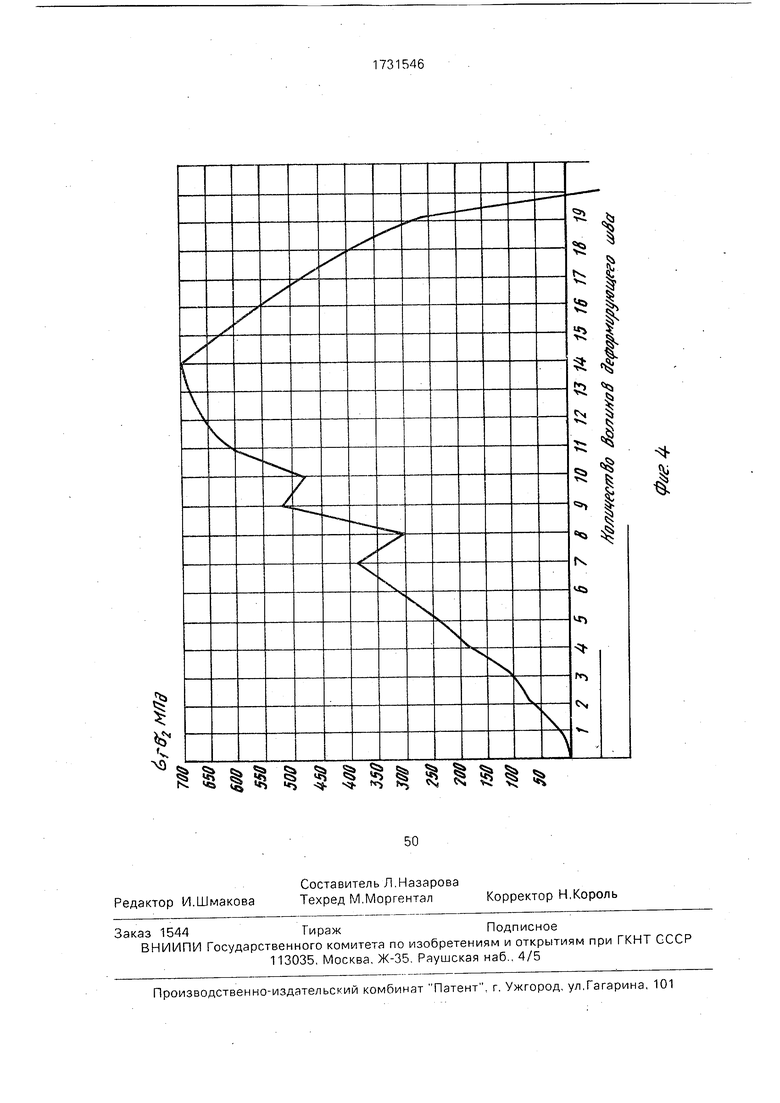
На фиг. 1 дана схема замеров напряжений; на фиг. 2 - распределение напряжений в корне шва при отсутствии трещин: на фиг. 3 - то же, при образовании единичных микротрещин; на фиг. 4 - то же, при образовании сплошной трещины.
Сущность способа заключается в следующем.
При односторонней сварке металла большой толщины наиболее опасным местом с точки зрения образования трещин является корень шва. По мере заполнения разделки по высоте величина напряжений растет, приближается к уровню предела текучести, и, в случае, если не образуются трещины, напряжения остаются на прежнем уровне вплоть до окончания сварки (фиг, 2). Если в процессе заполнения разделки в металле образуются трещины, то происходит уменьшение уровня запасенной энергии и величина напряжений снижается (фиг. 3). Для дальнейшего развития трещины или для образования новой требу- ется энергия, которая поступает в виде упругой энергии, возникшей в результате наложения новых слоев (валиков). Резкое
падение напряжений (фиг. 4) является свидетельством возникновения глубокой трещины.
Таким образом, предлагаемый способ диагностики разрушения сварных конструкций, включающий измерение внутренних напряжений в процессе заполнения разделки, позволяет по факту резкого падения на- пряжений точно определить момент
0 зарождения трещины, Это, в свою очередь, дает возможность своевременно принять технологические меры и предотвратить дальнейшее распространение трещины. К таким мерам относятся введение предвари5 тельного подогрева или изменение его температуры, проведение промежуточной термообработки, изменение порядка наложения швов и т.п.
Предлагаемое техническое решение по0 зволяет повысить качество сварного соединения за счет предупреждения хрупкого разрушения.
Способ осуществляют следующим образом
5Сварку технологической пробы 1 (сталь
14Х2ГМРЛ) осуществляют на двух режимах. В обоих случаях контрольный валик выполняют электродами АНП -1 (тип 7-70). Деформирующий шов в первом случае выполняют
0 электродами аустенитного класса марки ОЗЛ-6. во втором - электродами К-5А, В процессе выполнения деформирующего шва осуществляют замеры уровня напряжений прибором, работающем по упруго-маг5 нитному принципу.
При сварке разделки электродами К-5А (по второму режиму) прибор показал непрерывный рост напряжений. Спадов напряжений не зафиксировано. После окончания
0 испытаний производят механическую обработку. Трещин не обнаружено.
При сварке разделки электродами аустенитного класса марки ОЗЛ-6 (первый режим) первоначально величина напряжений
5 возрастает непрерывно (фиг. 4), затем после седьмого валика деформирующего шва наступает спад напряжений, а в районе концентрата напряжений технологической пробы образуется трещина 5 длиной 0,07
0 мм. Затем сварку продолжают и напряжение опять возрастает. После девятого валика прибор вновь фиксирует спад напряжений (фиг. 4), а трещина 5 увеличивается до 0,1 мм. Сварку продолжают, и после 14-го
5 валика начинается устойчивое снижение напряжений вплоть до смены знака на противоположный. Трещина 5 растет до 11 мм.
Использование предлагаемого способа диагностики разрушения сварных конструкций обеспечивает посравнению с известными способами следующие преимущества: определение момента зарождения трещины позволяет путем изменения режима сварки полностью исключить возможность хрупкого разрушения: упрощение способа позволяет сэкономить трудовые и материальные затраты.
Формула изобретения Способ диагностики разрушения сварных конструкций, включающий определение внутренних напряжений по мере
0
выполнения сварки, отличающийся тем, что, с целью упрощения технологии испытания и расширения технологических возможностей путем обеспечения определения предразрушающего состояния при многопроходной сварке толстостенных конструкций, внутренние напряжения определяют путем замера в процессе выполнения многопроходной сварки, а о состоянии предразрушения судят по резкому снижению уровня внутренних напряжений.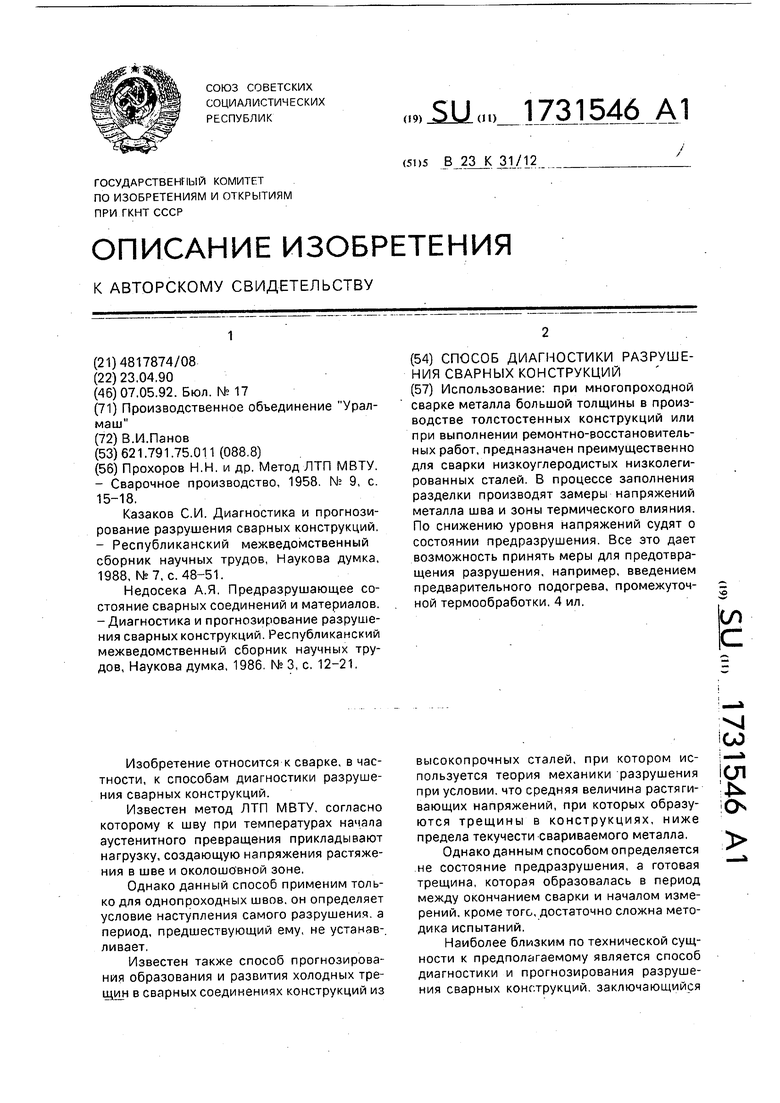
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением (его варианты) | 1984 |
|
SU1265023A1 |
| Способ получения сварного соединения | 1983 |
|
SU1127727A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ восстановления толстостенных конструкций | 1982 |
|
SU1053419A1 |
| Способ дуговой сварки | 1978 |
|
SU791479A1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| СПОСОБ МНОГОПРОХОДНОЙ СВАРКИ | 1991 |
|
RU2027565C1 |
Использование: при многопроходной сварке металла большой толщины в производстве толстостенных конструкций или при выполнении ремонтно-восстановитель- ных работ, предназначен преимущественно для сварки низкоуглеродистых низколегированных сталей. В процессе заполнения разделки производят замеры напряжений металла шва и зоны термического влияния. По снижению уровня напряжений судят о состоянии предразрушения Все это дает возможность принять меры для предотвращения разрушения, например, введением предварительного подогрева, промежуточной термообработки. 4 ил. (Л С
6f - бг Mffa
/ Z 3 4 5 6 7 8 9 10 11 12 13 14 15
( „ Яолшес/яЗа 8а/(/#0в fofiqe/wpv/ff- Јщег0 шЈа
6,-62/Wct
1234- 5 6 7 8 3 10 11 12 13 1k 15
tfo/7t/t/ec/T7&o Займов Зсформарующегй ш8а фие.З
| Прохоров Н.Н | |||
| и др | |||
| Метод ЛТП МВТУ | |||
| -Сварочное производство, 1958 № 9, с 15-18 | |||
| Казаков С.И | |||
| Диагностика и прогнозирование разрушения сварных конструкций | |||
| -Республиканский межведомственный сборник научных трудов, Наукова думка, 1988, №7, с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Недосека А.Я | |||
| Предразрушающее состояние сварных соединений и материалов | |||
| -Диагностика и прогнозирование разрушения сварных конструкций Республиканский межведомственный сборник научных трудов, Наукова думка, 1986 № 3, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
