Техническое решение относится к области дозирования сыпучих и комкующихся материалов и может быть использовано на стекольных заводах в подготовке шихты для варки стекла.
Возможно применение устройства в производстве строительных материалов, в металлургии, химической и пищевой промышленности.
В производстве стекольной шихты применяются 7 - 8 компонентов с различными физическими свойствами. Большинство используемых компонентов представляет собой порошкообразные тонкодисперсные материалы, для дозирования которых применяют весовые дозаторы с вибрационными, гравитационными, секторными и шнековыми питателями. Для повышения точности в подаче материала при одновременной высокой производительности используют двухскоростное дозирование. Однако двухскоростное дозирование при постоянной дискретности подачи материала (постоянный шаг и диаметр винта или объем сектора питателя) не позволяет получить высокой точности. Поэтому необходимо для повышения точности и сохранения производительности применять шнековые питатели с переменным диаметром винта или использовать для режимов грубого и точного дозирования разные питатели.
Известно, например, устройство, содержащее шнековый питатель разгрузки, выполненный из двух винтов большого диаметра и расположенного между ними винта малого диаметра [1]. Рабочее пространство весового дозатора на границе между первым винтом большого диаметра и винтом малого диаметра шнекового питателя разделено перегородкой. Наличие перегородки позволяет сформировать остаточный объем материала, из которого винтом малого диаметра осуществляется точная выгрузка материала.
Недостатком данного устройства является неравномерность выгрузки материала из весового дозатора слева и справа от перегородки. Разная производительность винтов большого и малого диаметров способствует образованию сводов и произвольному срыву материала со стороны участка с малым диаметром винта. Наличие перегородки в узкой выпускной горловине дозатора дополнительно способствует этим недостаткам. Кроме того, скорость выгрузки материала при грубой и точной выгрузке одинаковые, так как участки винтов большого и малого диаметров винта находятся на одном валу, что ограничивает возможность повышения точности дозированиия и приводит к прерывистому режиму точной выгрузки малых доз за счет их транспортирования участком винта с большим диаметром винта.
Наиболее близким техническим решением к предлагаемому является устройство для дозирования комкующихся материалов [2], содержащее шнековый питатель разгрузки, выполненный в виде шнекового питателя с большим диаметром винта, связанного посредством зубчатой передачи со шнековым питателем с малым диаметром винта. Начальный участок шнека с малым диаметром винта расположен в камере точной разгрузки, а конечный участок - в выпускной горловине шнекового питателя разгрузки. Камера точной разгрузки ограничена сверху шнековым питателем с большим диаметром винта, а снизу - шнеком с малым диаметром винта. Наличие шнека с малым диаметром винта, расположенного в камере точной разгрузки, позволяет повысить точность дозирования при дозировании с остаточным тарным весом. Зубчатая связь шнека с малым диаметром винта со шнеком с большим диаметром винта и камера точной разгрузки, в которой формируется остаточный тарный вес, дают возможность при односкоростном приводе формировать двухскоростной режим разгрузки дозатора.
Недостатком данного устройства является возможность использования подобного питателя комкующихся материалов лишь в качестве питателя разгрузки при дозировании с остаточным тарным весом, так как его конструкция предусматривает автоматический переход от режима "грубо" в подаче материала к режиму "точно" только в момент окончания материала в основном объеме бункера дозатора и наличие материала в камере точной разгрузки. Использование питателя данной конструкции в качестве двухскоростного питателя загрузки, подающего материал из расходного бункера, невозможно при односкоростном приводе. Кроме того, переход от дозированной подачи материала в режиме "грубо" к режиму "точно" не является стабильным из-за возможного ухода остаточного тарного веса в сторону его увеличения при положительных погрешностях загрузки материала в дозатор и в сторону уменьшения при недогрузке. Это приводит в отдельных случаях к невозможности двухскоростной подачи материала и исключает фиксированный переход на режим "точно" в любой фазе дозирования материала.
Целью данного технического решения является расширение функциональных возможностей и повышение точности дозирования.
Цель реализуется тем, что питатель комкующихся компонентов стекольной шихты, содержащий расходный бункер, привод, шнековый питатель с большим диаметром винта, камеру точной подачи материала, шнековый питатель с малым диаметром винта, расположенный начальным участком в камере точной подачи материала, а конечным участком - в выпускной горловине и связанный посредством зубчатой передачи со шнековым питателем с большим диаметром винта, дополнительно содержит реверсивный пускатель и две обгонные муфты, связывающие вал шнекового питателя с большим диаметром винта и вал шнекового питателя с малым диаметром винта соответственно с ведущей и ведомой шестернями зубчатой передачи, причем вращение ведущей шестерни осуществляется в противоположном направлении по отношению к вращению ведомой шестерни.
Отличием данного технического решения от известного уровня техники является то, что шнековые питатели с большим и малым диаметром винтов связаны через обгонные муфты соответственно с ведущей и ведомой шестернями зубчатой передачи. Наличие обгонных муфт позволяет осуществлять вращение шнеков только при определенном вращении приводного вала и ведущей и ведомой шестерен зубчатой передачи.
Другим отличием данного технического решения является наличие реверсивного пускателя, изменяющего направление вращения приводного вала, и противоположное вращение ведущей шестерни по отношению к ведомой шестерне. Противоположное вращение шестерен зубчатой передачи в сочетании с обгонными муфтами позволяет осуществлять раздельное вращение шнеков с большим и малым диаметрами винта, а наличие реверсирования дает возможность перехода на режим "точно" в любой фазе дозирования материала вне зависимости от функций загрузки - разгрузки и от метода дозирования (с остаточным или без остаточного тарного веса).
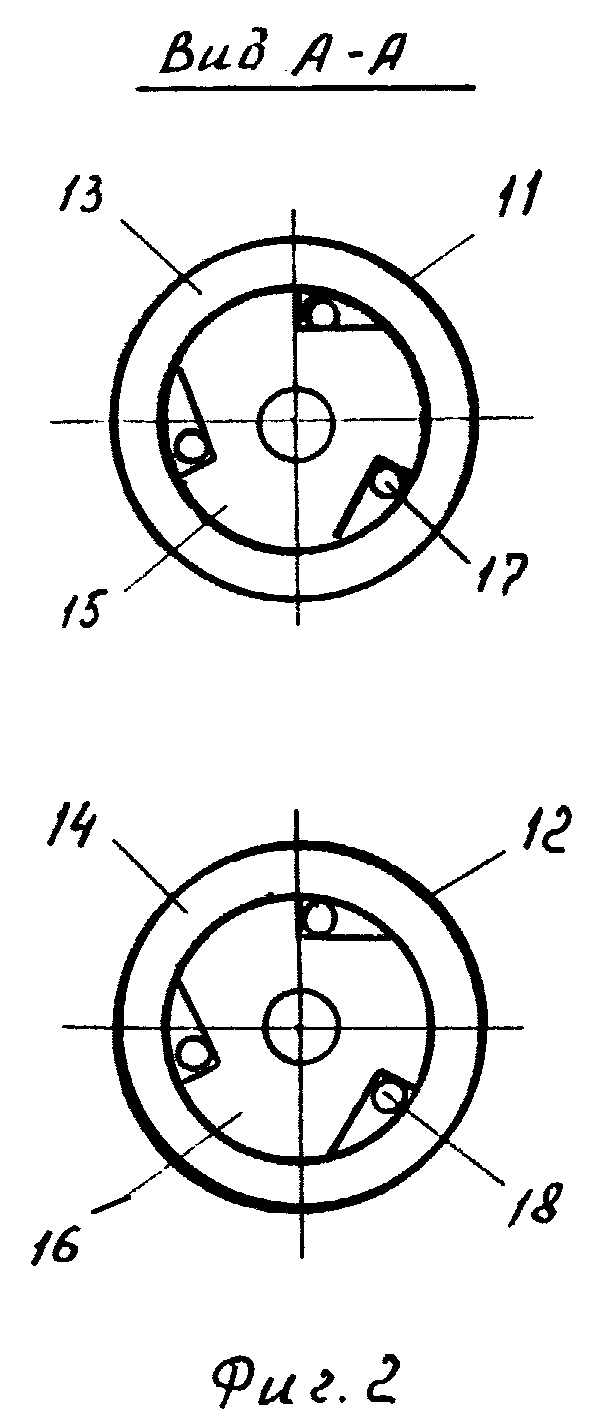
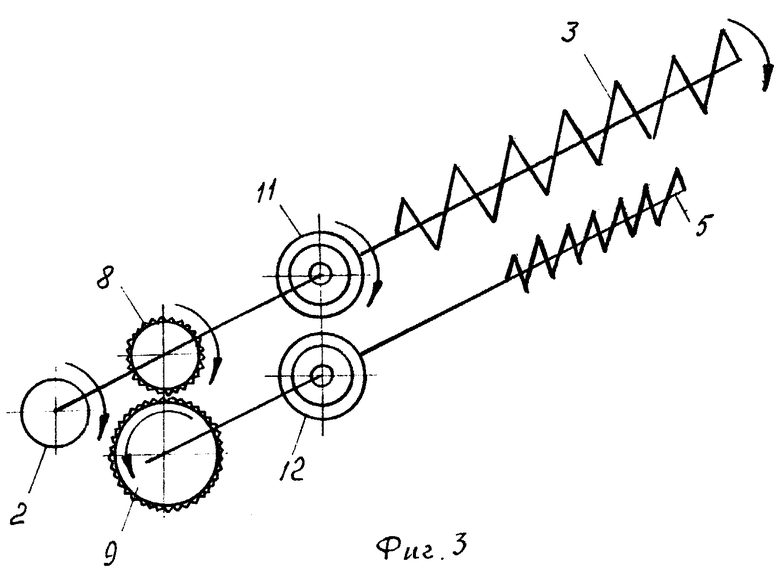
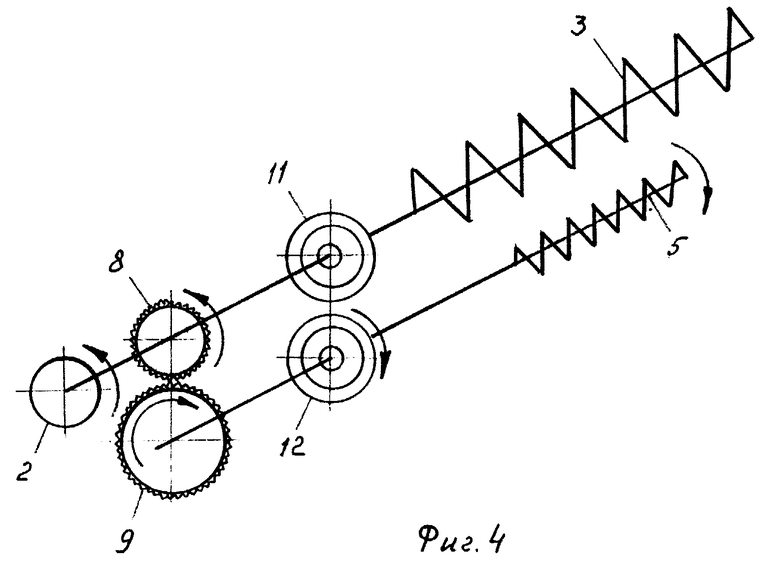
На фиг. 1 изображен осевой разрез питателя; на фиг. 2 - вид А-А, обгонные муфты; на фиг. 3 - кинематическая схема питателя в режиме "грубо"; на фиг. 4 - кинематическая схема питателя в режиме "точно".
Питатель комкующихся компонентов стекольной шихты содержит расходный бункер 1; привод 2; шнековый питатель 3 с большим диаметром винта; камеру 4 точной подачи материала; шнековый питатель 5 с малым диаметром винта; выпускную горловину 6; зубчатую передачу 7, состоящую из ведущей шестерни 8 и ведомой шестерни 9; реверсивный пускатель 10; обгонные муфты 11, 12, состоящие из обойм 13, 14, ступиц 15, 16, роликов 17, 18.
Питатель работает следующим образом.
По команде "грубо", поступающей с системы управления (на чертеже не показана) на первый вход реверсивного пускателя 10, односкоростной привод 2 включается. Вращение с вала привода передается на ведущую шестерню 8 зубчатой передачи 7. Ведущая шестерня 8 начинает вращаться по часовой стрелке, передавая вращение на ведомую шестерню 9 и на обгонную муфту 11, связанную с валом шнекового питателя 3 с большим диаметром винта. При вращении шестерни 8 по часовой стрелке ступица 15 обгонной муфты 11, связанная с валом шестерни 8, также начинает вращаться по часовой стрелке. При этом ролики 17 обгонной муфты 11 автоматически вкатываются в клиновую щель и заклиниваются, связывая этим ступицу 15 с обоймой 13 в одно целое. Обойма 13 находится на валу шнекового питателя 3 и передает ему вращение по часовой стрелке. Шнековый питатель 3 с большим диаметром винта вращается и перемещает сыпучий материал из расходного бункера 1 к выпускной горловине 6 и далее, например, к дозатору (на чертеже не показан). Часть материала в начальной стадии работы питателя поступает в камеру 4 точной подачи материала и заполняет ее для последующего цикла точного дозирования. Одновременно с вращением ведущей шестерни 8 по часовой стрелке ведомая шестерня 9 за счет непосредственного зубчатого зацепления начинает вращаться против часовой стрелки. При этом ступица 16 обгонной муфты 12, вращаясь против часовой стрелки, не входит в зацепление с обоймой 14, так как ролики 18 катятся по обойме 14. Обойма 14 не вращается и не передает вращение на шнековый питатель 3 с малым диаметром винта. Выгрузки материала из камеры точной подачи материала не происходит.
По окончании дозированной подачи материала в режиме "грубо" с системы управления (на чертеже не показана) на второй вход реверсивного пускателя 10 поступает команда "точно", а команда "грубо" предварительно снимается. Происходит реверсирование вращения выходного вала привода 2, связанного с зубчатой передачей 7. Ведущая шестерня 8 начинает вращаться против часовой стрелки, а ведомая шестерня 9 - по часовой. Соответственно ступица 15 обгонной муфты 11 не входит в зацепление с обоймой 13, а ступица 16, вращаясь по часовой стрелке, передает вращение обойме 14 обгонной муфты 12, связанной с валом шнекового питателя 5 с малым диаметром винта. При этом вращение на шнековый питатель 3 не передается. А шнековый питатель 5 начинает вращаться и с меньшей скоростью транспортировать материал из камеры 4 точной подачи к выпускной горловине 6.
Соотношение диаметров винтов питателей 3, 5 в зависимости от вида дозируемого материала составляет примерно 1,5 - 3,5. Поскольку объем забираемых шнеком доз материала пропорционален квадрату диаметра навивки винта, то при таком соотношении можно обеспечить кратность производительностей от двух до десяти. Однако для некоторых материалов нецелесообразно уменьшать диаметра винта шнекового питателя 5 более чем в 1,5 - 2 раза в связи с возможностью налипания материала. Стремление повысить точность дозирования требует снижения производительности в режиме "точно" в 5 - 10 раз. Этого можно достигнуть за счет коэффициента зубчатой передачи 7, равного 1,5 - 5.
По окончании режима точной подачи материала команда "точно" с системы управления снимается и реверсивный пускатель 10 выключается. Вращение приводного вала прекращается до следующего цикла подачи материала.
Таким образом, наличие обгонных муфт 11, 12, передающих вращение только в одном направлении в зависимости от направления вращения приводного вала, а также противоположное вращение ведущей 8 и ведомой 9 шестерен позволяют обеспечить переход с режима грубой на режим точной подачи материала путем реверсирования питающего напряжения привода 2. Причем переход от режима "грубо" к режиму "точно" может происходить по сигналу управления в наиболее оптимальный момент и в любой фазе дозирования. Кроме того, независимый порядок включения шнека 5 с малым диаметром винта позволяет использовать предложенное техническое решение и в качестве питателя загрузки, и в качестве питателя разгрузки при дозировании с остаточным тарным весом. Все это несомненно расширяет функциональные возможности и повышает точность питателя с односкоростным приводом и двухскоростным режимом подачи материала.
Источники информации
1. Патент РФ N 2044696, кл. С 03 В 3/00, 1995.
2. Патент РФ N 2117640, кл. С 03 В 3/00, 1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИТАТЕЛЬ СЫПУЧИХ И КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 2015 |
|
RU2594907C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ МАТЕРИАЛОВ | 1992 |
|
RU2044696C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2117640C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2008281C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ВЫСОКОГИГРОСКОПИЧНЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1994 |
|
RU2105732C1 |
| Шнековый дозатор сухих сыпучих компонентов | 2023 |
|
RU2813794C1 |
| ПИТАТЕЛЬ СЫПУЧИХ И КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 2001 |
|
RU2213709C2 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО УПАКОВОЧНОГО АВТОМАТА | 2001 |
|
RU2204509C2 |
| РАСПРЕДЕЛИТЕЛЬНАЯ КОРОБКА ДВУХШНЕКОВОГО ЭКСТРУДЕРА, ПРИВОД ДВУХШНЕКОВОГО ЭКСТРУДЕРА И ДВУХШНЕКОВЫЙ ЭКСТРУДЕР | 2004 |
|
RU2286493C2 |
| РАСПРЕДЕЛИТЕЛЬНАЯ КОРОБКА ДВУХШНЕКОВОГО ЭКСТРУДЕРА, ПРИВОД ДВУХШНЕКОВОГО ЭКСТРУДЕРА И ДВУХШНЕКОВЫЙ ЭКСТРУДЕР | 2006 |
|
RU2328638C1 |
Изобретение относится к созданию оборудования для дозировочно-смесительных линий и может быть использовано в производстве шихты для варки стекла. Сущность технического решения заключается в следующем. В питателе комкующихся компонентов стекольной шихты шнековый питатель с большим диаметром винта и шнековый питатель с малым диаметром винта, находящийся в камере точной подачи материала, связаны с валом привода, управляемого реверсивным пускателем, через две обгонные муфты и зубчатую передачу. Зубчатая передача состоит из ведущей и ведомой шестерен, вращающихся в противоположных направлениях по отношению друг к другу. Обгонные муфты в зависимости от направления вращения приводного вала передают вращение на тот или иной шнековый питатель. Техническая задача изобретения - повышение точности дозирования стекольной шихты. 4 ил.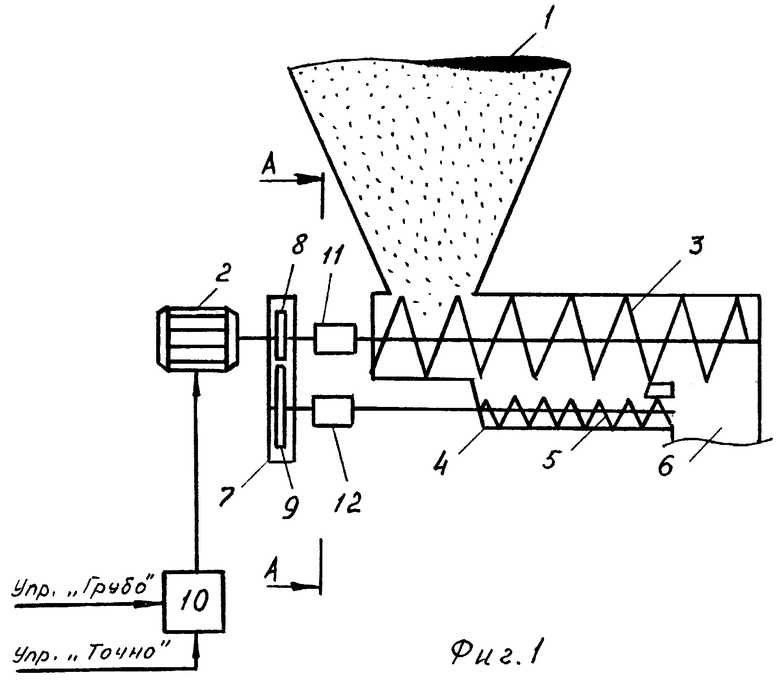
Питатель комкующихся компонентов стекольной шихты, содержащий расходный бункер, привод, шнековый питатель с большим диаметром винта, камеру точной подачи материала, шнековый питатель с малым диаметром винта, расположенный начальным участком в камере точной подачи материала, а конечным участком - в выпускной горловине и связанный посредством зубчатой передачи со шнековым питателем с большим диаметром винта, отличающийся тем, что он дополнительно содержит реверсивный пускатель и две обгонные муфты, связывающие вал шнекового питателя с большим диаметром винта и вал шнекового питателя с малым диаметром винта соответственно с ведущей и ведомой шестернями зубчатой передачи, причем вращение ведущей шестерни осуществляется в противоположном направлении по отношению к вращению ведомой шестерни.
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2117640C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ВЫСОКОГИГРОСКОПИЧНЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1994 |
|
RU2105732C1 |
| Регулятор реверсивной аксиально-поршневой гидромашины | 1984 |
|
SU1204782A1 |
| US 5057140 А, 15.10.1991 | |||
| Устройство для испытания выключателей на отключение емкостного тока | 1988 |
|
SU1541543A1 |
