Техническое решение относится к области дозирования малых добавок (красители, обесцвечиватели стекломассы и др.) и может быть использовано на стекольных заводах в подготовке шихты для варки стекла. Возможно применение питателя в производстве строительных материалов, в химической, фармацевтической и пищевой промышленности для приготовления так называемых премиксов - предварительных смесей.
Известен, например, шнековый питатель [1], состоящий из расходного бункера, лопастной мешалки, разгрузочного шнека с полым валом и дозировочного шпека малого диаметра, соосно установленного внутри полого вала разгрузочного шнека. Грубое дозирование осуществляется разгрузочным шнеком с одновременным заполнением полого вала материалом через окно с помощью лопастной мешалки. По окончании дозирования привод разгрузочного шнека отключается и включается привод дозировочного шнека, который начинает транспортировать материал из внутренней полости вала разгрузочного шнека к выходному отверстию.
Недостатком данного питателя является наличие двух приводов для разгрузочного и дозировочного шнеков. Кроме того, точное дозирование может осуществляться лишь после заполнения полого вала разгрузочного шнека, которое происходит при грубом дозировании. Это означает, что точность дозирования зависит от полноты заполнения материалом внутренней полости вала.
При малом количестве материала внутри полого вала режим точной досыпки может не закончится из-за отсутствия материала, а дополнительное включение лопастной мешалки, работающей синхронно с загрузочным шнеком, может привести к передозировке. Возможно также залипание или запрессовывание материалом загрузочного окна полого вала.
Наиболее близким техническим решением к заявляемому является питатель сыпучих и комкующихся компонентов стекольной шихты [2], содержащий полый ленточный шнек, соосно с ним установленный спиральный шнек малого диаметра и улавливатель материала, выполненный в форме гиперболической спирали, причем направление навивки улавливателя противоположно навивке ленточного шнека.
Недостатком данного питателя малых добавок является низкая производительность, составляющая в зависимости от свойств материала 1...5 г в секунду. Это сдерживает применение его при дозировании компонентов смеси, величина заданной дозы которых составляет 500...1500 г, так как время дозирования подобной дозы равно 3...5 минутам при общем цикле приготовления стекольной шихты в 4...6 минут. Для увеличения производительности питателя необходимо либо повышать скорость вращения, либо увеличивать диаметр и шаг навивки спирального шнека, что в свою очередь снижает точность дозирования. Кроме того, изменение скорости вращения спирального шнека возможно при использовании двух-трехскоростного привода или частотно-регулируемого привода, что существенно дороже обычного односкоростного электродвигателя.
Целью данного технического решения является повышение точности дозирования и производительности питателя сыпучих и комкующихся материалов, работающего в диапазоне дозирования от 500 до 1500 г.
Поставленная цель достигается тем, что питатель сыпучих и комкующихся компонентов стекольной шихты, содержащий полый ленточный шнек большого диаметра, соосно с ним на одном валу расположенный спиральный шнек малого диаметра и улавливатель материала, выполненный в форме гиперболической спирали и установленный на участке захода спирального шнека малого диаметра в выходной патрубок, имеет направление навивки ленточного шнека большего диаметра, противоположное навивке спирального шнека малого диаметра, а направление навивки улавливателя материала совпадает с направлением навивки ленточного шнека большего диаметра, причем совместное вращение шнеков производится в режиме "грубо" в направлении навивки ленточного шнека большего диаметра, а в режиме "точно" - в направлении навивки спирального шнека малого диаметра.
Отличием данного технического решения от известного уровня техники является то, что ленточный шнек большего диаметра имеет направление навивки, противоположное навивке спирального шнека малого диаметра, а направление навивки улавливателя материала совпадает с направлением навивки ленточного шнека большего диаметра.
Разное направление навивки ленточного шнека большего диаметра и спирального шнека малого диаметра позволяет эффективно перемешивать материал на участке захода его в выходные патрубки и разделять процесс грубого и точного дозирования. Направление навивки улавливателя материала, выполненного в форме гиперболической спирали, совпадает с направлением навивки ленточного шнека большего диаметра и предотвращает запрессовку материала на входе в выходной патрубок спирального шнека при грубом дозировании.
Другим отличием является то, что совместное вращение шнеков производится в режиме "грубо" в направлении навивки ленточного шнека большого диаметра, а в режиме "точно" - в направлении навивки спирального шнека малого диаметра.
Разное направление навивки шнеков и разное направление их вращения позволяет использовать односкоростной привод. При этом переход с режима "грубо" на режим "точно" и наоборот производится реверсированием работы привода с помощью реверсивного пускателя.
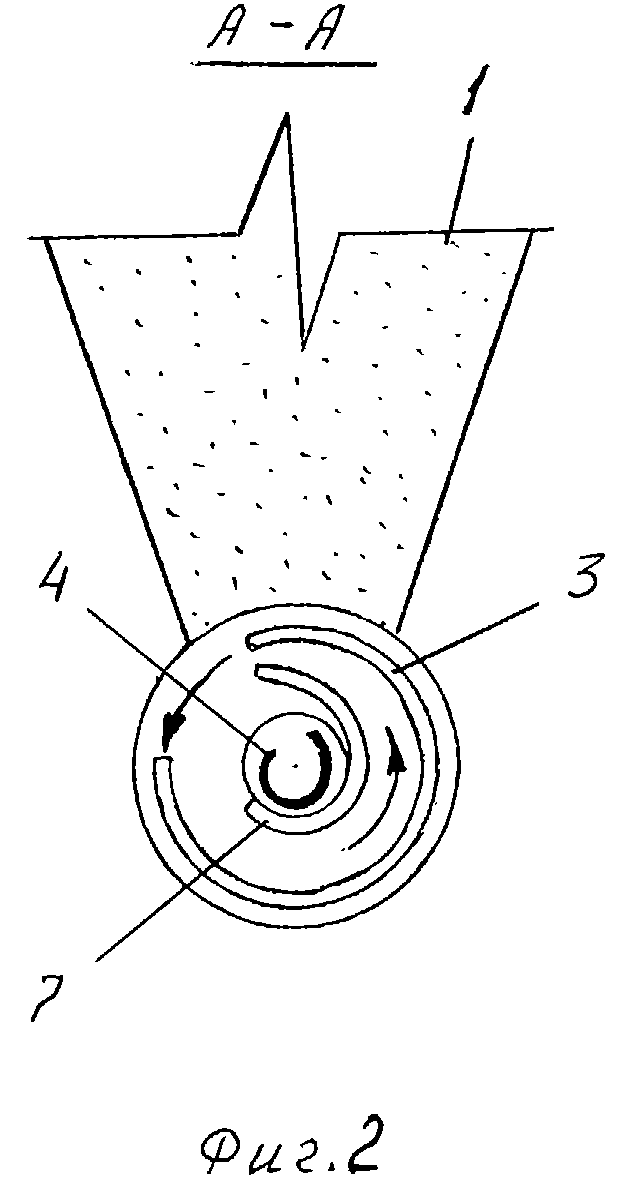
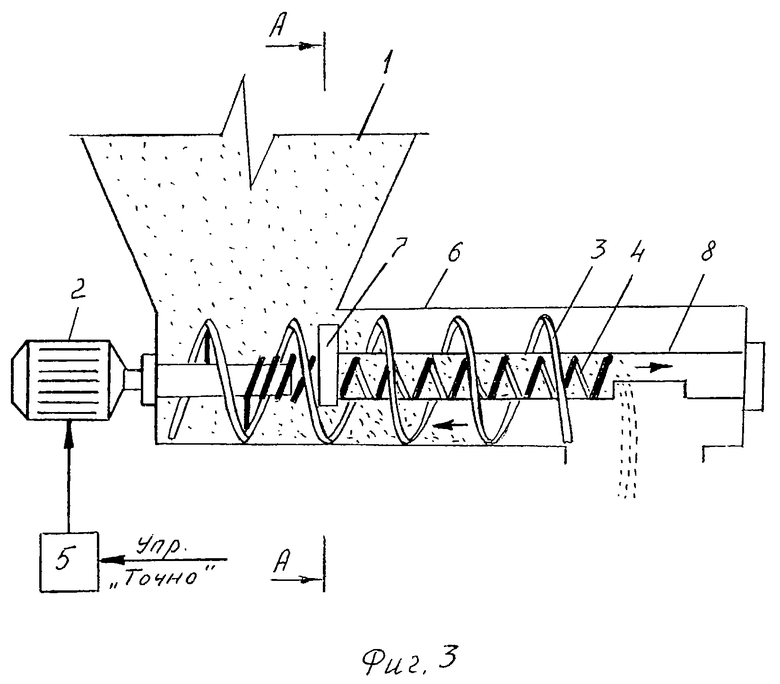
На фиг. 1 изображен осевой разрез питателя при грубом дозировании; на фиг.2 - поперечный разрез питателя при грубом дозировании; на фиг.3 - осевой разрез питателя при точном дозировании; на фиг.4 - поперечный разрез питателя при точном дозировании.
Питатель сыпучих и комкующихся компонентов стекольной шихты содержит расходный бункер 1; привод 2; полый ленточный шнек 3 большого диаметра; спиральный шнек 4 малого диаметра; реверсивный пускатель 5; выходной патрубок 6 грубого дозирования; выходной патрубок 7 точного дозирования; улавливатель материала 8.
Питатель работает следующим образом.
Материал из расходного бункера 1 под действием силы тяжести поступает в нижнюю часть бункера, где на валу привода 2 соосно установлены полый ленточный шнек 3 большого диаметра и спиральный шнек 4 малого диаметра. По команде "Управление Грубо" (система управления на чертеже не показана) реверсивный пускатель 5 включает привод 2 так, что его вал с соосно расположенными шнеками 3, 4 начинает вращаться против часовой стрелки. При вращении против часовой стрелки полый ленточный шнек 3 большого диаметра в соответствии с направлением навивки перемещает материал из нижней части расходного бункера к выходному патрубку 6 грубого дозирования. Внутри выходного патрубка 6 грубого дозирования коаксиально установлен выходной патрубок 7 точного дозирования со спиральным шнеком 4 малого диаметра и улавливателем материала 8. Материал, перемещаемый ленточным шнеком 3 большого диаметра, при движении к разгрузочному отверстию выходного патрубка 6 совершает вращательно-поступательное движение вдоль выходного патрубка 7 точного дозирования.
Одновременно при вращении против часовой стрелки приводного вала спиральный шнек 3 малого диаметра в соответствии с направлением навивки перемещает материал (если он остался от предыдущего цикла дозирования) в противоположном направлении ко входу в выходной патрубок 7 точного дозирования. На входе в патрубок 7 установлен улавливатель материала 8, выполненный в форме участка гиперболической спирали - плоской кривой, описываемой движущейся точкой по вращающейся прямой так, что ее расстояние от центра вращения меняется обратно пропорционально углу поворота.
Начальная ветвь улавливателя охватывает нижнюю часть спирального шнека 4 малого диаметра на участке захода в выходной патрубок 7 точного дозирования. Конечная ветвь улавливателя имеет направление навивки против часовой стрелки и частично охватывает спиральный шнек малого диаметра с правой стороны по отношению к направлению перемещения материала при точном дозировании. В верхней части спиралевидный улавливатель ограничивается внутренней поверхностью полого ленточного шнека 3 большого диаметра.
Поскольку улавливатель материала 8 имеет направление навивки, совпадающее с направлением навивки полого ленточного шнека 3, материал при грубом дозировании во время захода в выходной патрубок 6 обтекает улавливатель 8 со стороны его верхней ветви и не попадает на участок захода спирального шнека в выходной патрубок 7. Это позволяет избежать уплотнения материала в спиральном шнеке малого диаметра при движении в нем материала в сторону к улавливателю при грубом дозировании.
По окончании грубого дозирования (90...95% веса дозы) команда "Управление грубо" снимается и на реверсивный пускатель 5 подается команда "Управление точно". Реверсивный пускатель 5 переключает привод 2 так, что его вал с соосно расположенными шнеками 3, 4 начинает вращаться по часовой стрелке. При вращении по часовой стрелке полый ленточный шнек 3 большого диаметра в соответствии с направлением навивки начинает перемещать часть материала, находящегося в выходном патрубке 6 грубого дозирования, в зону улавливателя материалов 8. Так как при обратном движении полого ленточного шнека вращение частиц материала происходит противоположно направлению навивки спиралевидного улавливателя, часть материала ответвляется в пространство, ограниченное улавливателем, на участке захода спирального шнека 4 в выходной патрубок 7.
Поскольку при грубом дозировании выходной патрубок 6 не полностью заполнен материалом (рекомендуемый коэффициент заполнения для шнековых устройств составляет 0,3...0,5), при точном дозировании и обратном вращении полого ленточного шнека материал более полно заполняет пространство патрубков в зоне улавливателя и способствует более эффективному переходу на точное дозирование.
Часть материала из выходного патрубка при точном дозировании перемещается в нижнюю часть расходного бункера 1, где слегка уплотняется и гомогенизируется за счет пронизования толщи материала ленточными витками шнека 3. Частичное уплотнение материала при дозировании хорошо сыпучих материалов предотвращает также сквозное просыпание материала через выходной патрубок при переходе на режим точного дозирования.
Другая часть материала в улавливателе 8 захватывается спиральным шнеком 4 малого диаметра и перемещается к разгрузочному отверстию выходного патрубка 7 точного дозирования.
Так как при грубом дозировании возможные остатки материала в выходном патрубке 7 точного дозирования перемещаются спиральным шнеком в сторону улавливателя материала, то при переходе на точное дозирование материал из разгрузочного отверстия патрубка 7 начинает высыпаться с задержкой 3...4 с. Эта задержка одновременно используется для успокоения тензометрической весовой системы дозатора (на чертеже не показан), в состав которого входит питатель, при реверсировании привода 2 и переходе с режима "грубо" на режим "точно".
По окончании цикла дозирования снимается команда "Управление точно" и реверсивный пускатель 5 отключает привод 2. Подача материала спиральным шнеком 4 малого диаметра заканчивается. Цикл подачи материала в режимах "грубо" и "точно" прекращается.
Таким образом, использование предполагаемого изобретения в процессах, связанных с дозированием малых добавок, позволяет повысить производительность питателя за счет режима грубого дозирования и точность - за счет режима точного дозирования. Кроме того, использование разного направления навивки ленточного шнека большого диаметра и спирального шнека малого диаметра, а также режим реверсирования работы привода питателя позволяют с помощью односкоростного привода обеспечить двухскоростную подачу материала в дозатор, что упрощает систему управления и снижает ее стоимость.
Источники информации
1. Каталымов А.В., Любартович В.А. Дозирование сыпучих и вязких материалов. - Л.: Химия, 1990, с.167.
2. В. В. Ефременков, К.Ю. Субботин. Совершенствование дозирования малых компонентов стекольной шихты. Стекло и керамика, 11, 2001, с.3-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИТАТЕЛЬ СЫПУЧИХ И КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 2001 |
|
RU2198854C2 |
| ПИТАТЕЛЬ СЫПУЧИХ И КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 2015 |
|
RU2594907C1 |
| ПИТАТЕЛЬ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1999 |
|
RU2165901C1 |
| ПИТАТЕЛЬ СЫПУЧИХ И КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2107044C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ МАТЕРИАЛОВ | 1992 |
|
RU2044696C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ВЫСОКОГИГРОСКОПИЧНЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1994 |
|
RU2105732C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2008281C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2117640C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2085522C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОГРАНУЛЯТА ДЛЯ ПЕНОСТЕКЛА | 2012 |
|
RU2491234C1 |

Техническое решение относится к дозированию малых добавок и может быть использовано в стекольной промышленности в подготовке шихты для варки стекла. Сущность технического решения заключается в следующем. В питателе сыпучих и комкующихся компонентов стекольной шихты соосно на одном валу установлены полый ленточный шнек большого диаметра для грубого дозирования и спиральный шнек малого диаметра для точного дозирования. Для стабилизации процесса точного дозирования на начальном участке выходного патрубка спирального шнека установлен улавливатель материала в форме гиперболической спирали. Ленточный шнек большого диаметра имеет направление навивки, противоположное навивке спирального шнека малого диаметра, а направление навивки улавливателя материала совпадает с направлением навивки ленточного шнека большого диаметра. Совместное вращение шнеков производится в режиме "грубо" в направлении навивки ленточного шнека большого диаметра, а в режиме "точно" - в направлении навивки спирального шнека малого диаметра. Переход с режима грубого дозирования на режим точного дозирования и наоборот производится с помощью реверсирования работы электропривода питателя. Техническая задача изобретения - упростить схему управления грубым и точным дозированием, а также повысить производительность питателя малых доз при заданной точности дозирования. 4 ил.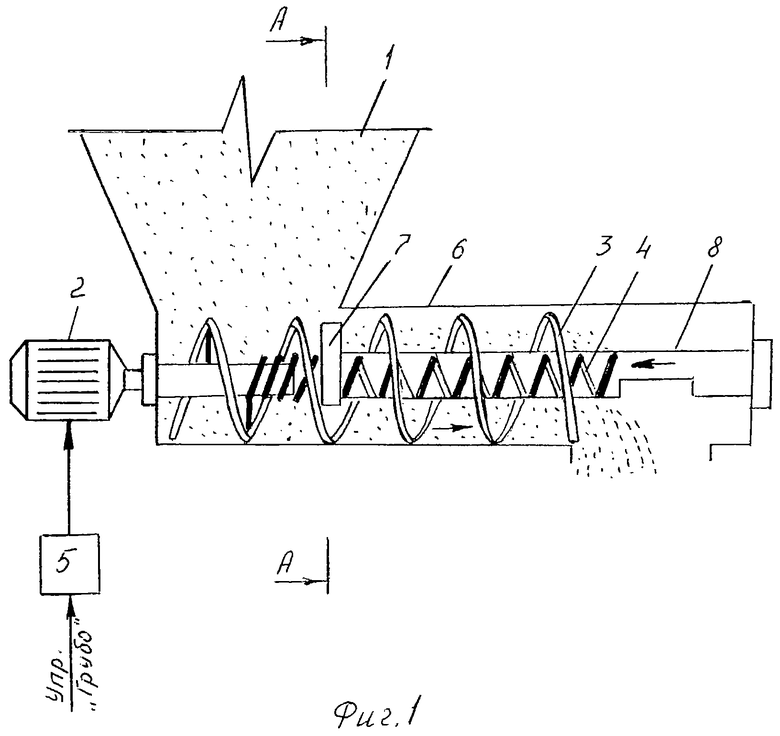
Питатель сыпучих и комкующихся компонентов стекольной шихты, содержащий полый ленточный шнек большого диаметра, соосно с ним на одном валу расположенный спиральный шнек малого диаметра и улавливатель материала, выполненный в форме гиперболической спирали и установленный на участке захода спирального шнека малого диаметра в выходной патрубок, отличающийся тем, что ленточный шнек большого диаметра имеет направление навивки, противоположное навивке спирального шнека малого диаметра, а направление навивки улавливателя материала совпадает с направлением навивки ленточного шнека большого диаметра, причем совместное вращение шнеков производится в режиме "грубо" в направлении навивки ленточного шнека большого диаметра, а в режиме "точно" - в направлении навивки спирального шнека малого диаметра.
| ЕФРЕМЕНКОВ В.В | |||
| и др | |||
| Совершенствование дозирования малых компонентов стекольной шихты | |||
| В: Стекло и керамика, № 11, 2001, с.3-4 | |||
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ТРУДНОСЫПУЧИХ И СЫПУЧИХ МАТЕРИАЛОВ | 1991 |
|
RU2022236C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ВЫСОКОГИГРОСКОПИЧНЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1994 |
|
RU2105732C1 |
| US 3725022 A, 03.04.1973 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО ПОКРЫТИЯ НА ГОРЯЧЕЙ ПОВЕРХНОСТИ И ПОРОШКОВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО ПОКРЫТИЯ | 1990 |
|
RU2027690C1 |

