Изобретение относится к обработке отдельных компонентов стекольной шихты и может быть использовано на стекольных заводах в подготовке шихты для варки стекла. Возможно использование устройства в производстве других строительных материалов, в металлургии, химической и пищевой промышленности.
Известно, например, устройство для весового дозирования, содержащее бункер-дозатор, весоизмеритель, шнек грубого дозирования, шнек точного дозирования и систему управления. При грубом дозировании работают оба шнека. При точном дозировании посредством электромеханической муфты шнек грубого дозирования отключается, работает только шнек точного дозирования, имеющий небольшой диаметр [1]
Недостатком данного устройства является наличие двух исполнительных механизмов, реализующих двухскоростной режим дозирования. Наличие двух отверстий для грубого и точного дозирования способствует неравномерной выгрузке материала, повышает габариты устройства, вероятность срыва и сквозного протекания материала через одно из отверстий.
Наиболее близким техническим решением к предлагаемому является устройство для дозирования комкующихся компонентов стекольной шихты, содержащее шнековый питатель разгрузки с переменным диаметром винта [2] Грубая выгрузка осуществляется витками большого диаметра, а точная выгрузка витками малого диаметра. Витки большого и малого диаметра расположены на одном валу и составляют единый питатель. Точная выгрузка осуществляется из объема остаточного тарного веса, определяемого объемом остаточного материала, ограниченного поверхностью естественного откоса материала и участком шнека с витками малого диаметра.
Однако данное устройство не обеспечивает стабильности перехода от грубой скорости к точной ввиду меняющихся характеристик материала (влажность, гранулометрия) и меняющегося объема материала, составляющего остаточный тарный вес. Кроме того, в данном устройстве после окончания точной выгрузки внутренний объем весового бункера связан с выпускным отверстием участком шнека, незаполненного материалом, что может привести при очередной загрузке бункера к самопроизвольному истечению материала. Этого можно избежать, если на выходном отверстии питателя установить заслонку, но это приводит к усложнению устройства и снижению надежности. Можно также увеличить длину шнека, но это приводит к увеличению габаритов, что часто также нецелесообразно.
Целью изобретения является предотвращение самопроизвольного истечения материала и повышение точности дозирования.
Цель реализуется тем, что в устройство для дозирования комкующихся компонентов стекольной шихты, содержащем надвесовой бункер с шнековым питателем загрузки, весовой дозатор, шнековый питатель разгрузки и сборочный конвейер, шнековый питатель разгрузки выполнен в виде двух винтов большого диаметра, между которыми размещен винт малого диаметра, причем рабочее пространство весового дозатора на границе между первым винтом большого диаметра и винтом малого диаметра разделено перегородкой.
Отличием изобретения от известного уровня техники является то, что шнек питателя разгрузки выполнен трехсекционным с двумя винтами большого диаметра и винтом малого диаметра между ними. В известном уровне техники подобная компоновка шнеков переменного сечения не используется.
Выполнение шнека трехсекционным обеспечивает разгрузку остаточного объема материала шнеком малого диаметра, что гарантирует точную дозировку. В обычном режиме разгрузка материала осуществляется шнеками большого диаметра, что гарантирует высокую производительность оборудования.
Другим отличием изобретения является то, что материал между парным шнеком большого диаметра и шнеком малого диаметра разделен перегородкой, отделяющей объем для грубого дозирования от объема для точного дозирования. Перегородка строго разделят также первый шнек большого диаметра от шнека малого диаметра.
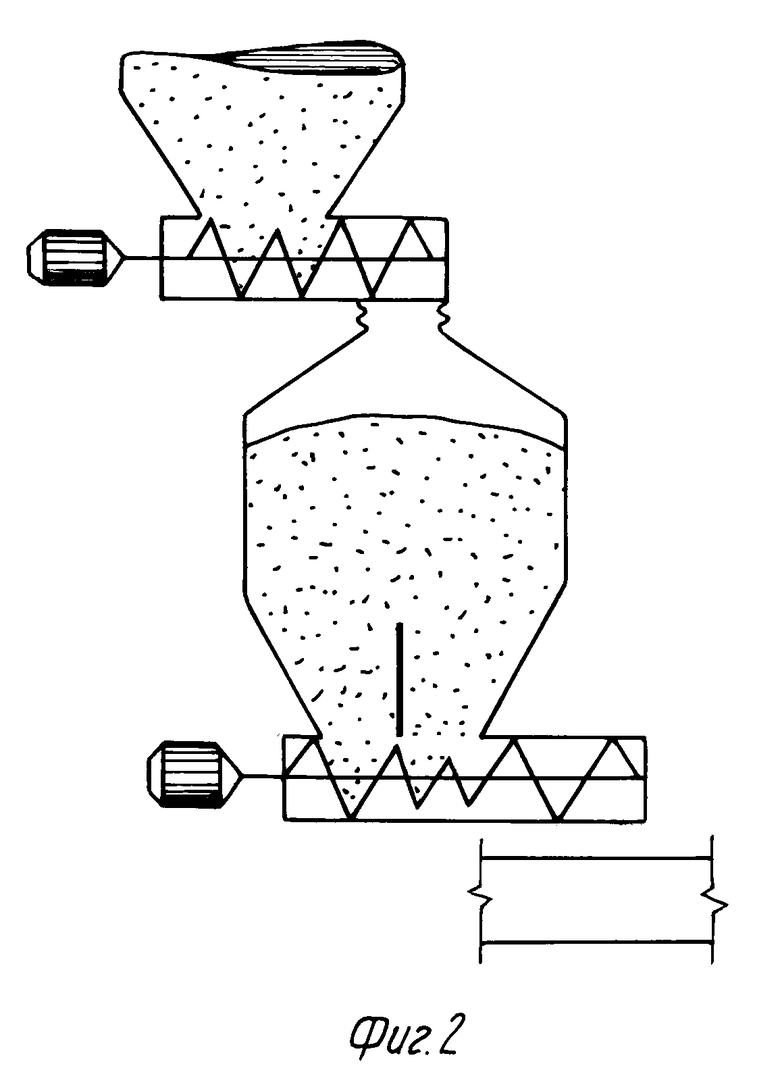
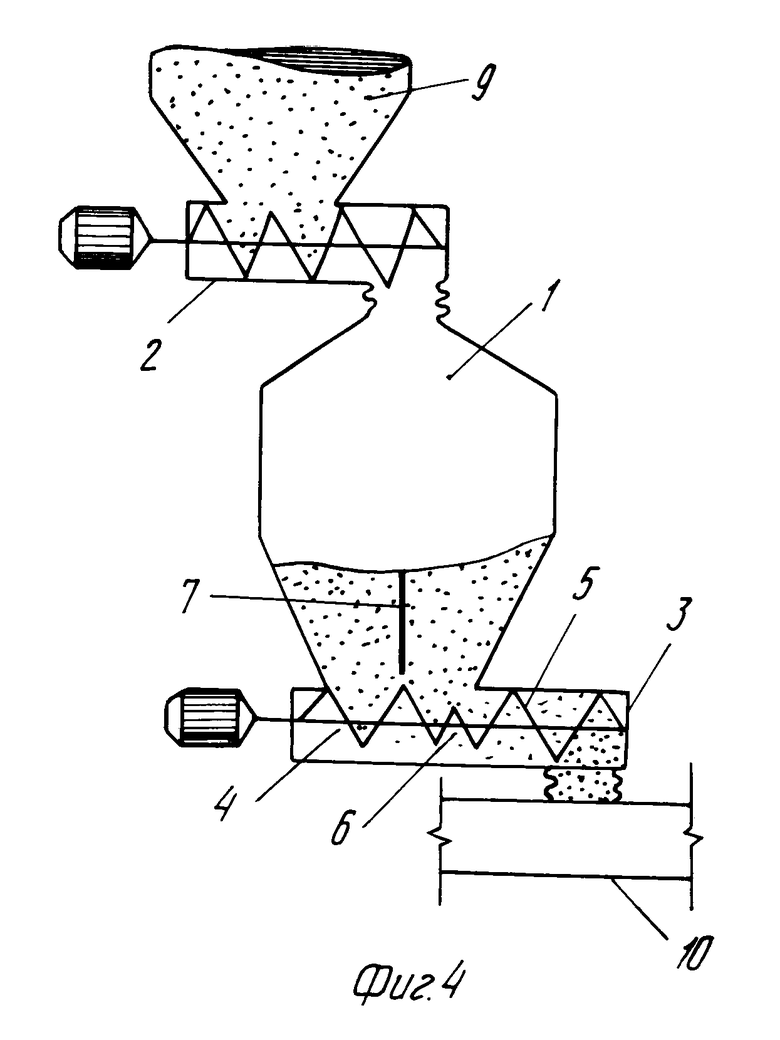
На фиг. 1 изображено исходное состояние устройства с остаточным тарным весом; на фиг.2 заполненное материалом устройство; на фиг.3 начало разгрузки в режиме "грубо"; на фиг. 4 и 5 промежуточные фазы разгрузки в режиме "грубо"; на фиг.6 стадия перехода на режим точной разгрузки.
Устройство для дозирования комкующихся компонентов стекольной шихты содержит весовой дозатор 1 (система взвешивания не показана), шнековый питатель 2 загрузки, шнековый питатель 3 разгрузки с секциями 4 и 5 винта большого диаметра и секций 6 малого диаметра, перегородку 7, формирующую объем 8 остаточного материала, из которого осуществляется режим "точной" выгрузки, надвесовой бункер 9, сборочный конвейер 10.
Устройство работает следующим образом.
Известно, что точность дозирования зависит от производительности питателя и высоты столба падающего материала. Поэтому в данном устройстве используется метод взвешивания с переменной тарой. Этот метод заключается в том, что после навески материала в весовой дозатор 1 определяется погрешность взвешивания, а при выгрузке материала в дозаторе оставляют остаточный тарный вес 8, учитывающий ошибку при загрузке. При выгрузке материала из весового дозатора 1 высота столбы падающего материала равна нулю, поскольку шнековый питатель 3 разгрузки входит в весовую часть дозатора 1. При таком методе дозирования появляется возможность проводить навеску только в грубом режиме, что повышает производительность на 20-30
По команде системы управления (не показана) включается шнековый питатель 2 загрузки, материал из надвесового бункера 9 поступает в весовой дозатор 1. После его заполнения до заданной дозы по команде системы управления шнековый питатель загрузки выключается (фиг.2).
Процесс выгрузки материала (фиг.3) из весового дозатора 1 на сборочный контейнер 10 также начинается по команде системы управления. При этом включается шнековый питатель 3 разгрузки, который состоит из трех секций: секций 4 и 5 с винтом большого диаметра и секции 6 с винтом малого диаметра. Секция 4 является участком, определяющим режим грубого дозирования, а секция 6 определяющим режим точного дозирования. Секция 5 является участком транспортирования материала к выгрузочному окну питателя 3 в обоих режимах дозирования. Соотношение диаметров винтов на участках точного и грубого дозирования в зависимости от вида дозируемого материала составляет примерно 1,5-3. Поскольку объем забираемых шнеком доз пропорционален квадрату диаметра навивки винта, то при таком соотношении можно обеспечить соотношение производительности грубого и точного режимов от двух до десяти. В данном случае шнековый питатель имеет сначала больший диаметр (слева от перегородки 7), далее идут витки малого диаметра в зоне 6 выгрузки материала справа от перегородки 7. После зоны 6 витков с малым диаметром идет зона 5 транспортирования материала с витками большого диаметра.
На первой стадии (фиг.3) разгрузки дозатора 1 материал забирается обеими секциями 4 и 6 шнека 3, причем в секции 6 материал из секции 4 как бы проталкивается с каждым шагом винта до секции 5, где подхватывается и транспортируется к транспортеру 10. Материал при этом разгружается интенсивно, однако, слева от перегородки 7 в секции 4 винта с большим диаметром разгрузка осуществляется значительно быстрее, чем в секции 5 (фиг. 4 и 5). При дальнейшей разгрузке материала наступает такой момент, когда над винтом большого диаметра (секция 4) материал отсутствует, а над винтом малого диаметра (секция 6) существует объем 8 материала, ограниченный боковой стенкой дозатора 1 и перегородкой 7 (фиг.6). Этот объем 8 может выгружаться только винтом малого диаметра, в связи с чем разгрузка существенно замедляется. Объем выгружаемых за единицу времени порций обратно пропорционален соотношению квадратов диаметров шнека в секциях 4 и 6. Это позволяет при одной и той же скорости вращения шнека получить снижение производительности в режиме точной разгрузки в 2-10 раз. Это важно еще и потому, что переход от большой скорости дозирования к меньшей происходит естественным путем без дополнительного переключения системой управления и без дополнительного исполнительного механизма.
По окончании точной выгрузки (фиг.1) в дозаторе 1 формируется остаточный объем 8 материала, который является тарным весом для следующего цикла дозирования.
Наличие перегородки 7 и секций 4 6 винтового питателя 3 позволяет организовать такой режим выгрузки, что в конце ее формируется объем 8 материала, который является естественным противопылевым затвором, так как этот объем отсекает выходное отверстие питателя 3 от незаполненного объема дозатора 1. Это предотвращает в следующем цикле загрузки дозатора пыление в первой фазе загрузки и срыв материала.
Устранение этих часто встречающихся факторов позволяет также повысить и точность дозирования, так как происходят они при загрузке, а точность дозирования определяется выгрузкой заданного веса материала. Кроме того, подобное расположение витков шнека имеет еще одно преимущество по сравнению со шнеком, состоящим из двух участков (материал заявки 5004868).
При дозировании комкующихся материалов в режиме с остаточным тарным весом по окончании дозирования может быть перерыв в работе, например, в 1 смену (8 ч). При этом материал на участке малого диаметра винта может скомковаться и препятствовать режиму точной выгрузки. В данном случае, если это происходит, то в режиме грубой выгрузки скомковавшийся материал продавливается винтом большого диаметра (участок 4), стоящим перед винтом малого диаметра.
Использование изобретения в процессах, связанных с дозированием комкующихся материалов, обеспечивает повышенную точность дозирования, которая зависит в данном случае от использования в конструкции разгрузочного питателя винта малого диаметра, осуществляющего в каждом цикле дозирования разгрузку остаточного объема. Так как точность дозирования напрямую зависит от производительности винта, то выполнение его в зоне, в которой располагается остаточный объем, с малым диаметром неизбежно повышает точность дозирования.
Кроме того, конструкция дозатора обеспечивает за счет наличия перегородки формирование в каждом цикле дозирования остаточного объема 8, который является в данном случае противопылевым затвором для следующего цикла дозирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ВЫСОКОГИГРОСКОПИЧНЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1994 |
|
RU2105732C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2008281C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2117640C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2085522C1 |
| ПИТАТЕЛЬ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1999 |
|
RU2165901C1 |
| СПОСОБ ВЕСОВОГО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1995 |
|
RU2085521C1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧИХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2117641C1 |
| Устройство для дозирования сыпучих компонентов стекольной шихты | 1991 |
|
SU1791401A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2115632C1 |
| ПИТАТЕЛЬ СЫПУЧИХ И КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1996 |
|
RU2107044C1 |




Изобретение относится к созданию оборудования для дозировочно-смесительных цехов стекольных заводов и может быть использовано в производстве стекольной шихты. Сущность изобретения: в устройстве для дозирования комкующихся материалов шнековый питатель разгрузки выполнен в виде двух винтов большого диаметра между которыми размещен винт малого размера. Рабочее пространство весового дозатора на границе между первым винтом большого диаметра и винтом малого диаметра разделено перегородкой. 6 ил.
УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ МАТЕРИАЛОВ, содержащее надвесовой бункер с шнековым питателем загрузки, весовой дозатор, шнековый питатель разгрузки с переменным диаметром и сборочный конвейер, отличающееся тем, что шнековый питатель разгрузки выполнен из двух винтов большого диаметра и расположенного между ними винта малого диаметра, а рабочее пространство весового дозатора на границе между первым винтом большого диаметра и винтом малого диаметра шнекового питателя разделено перегородкой.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ КОМКУЮЩИХСЯ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2008281C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
