Изобретение относится к новому способу и устройству получения композитных продуктов с использованием термоактивных связующих, в частности к новой технологии инжектирования горячего неконденсированного газа в рыхлый материал основания, включающий термопластичный или термореактивный компонент, посредством чего нагревают материал основания и склеивают композицию.
Два основных термоактивных связующих являются термореактивными и термопластичными соединениями. Таким образом область формирования композитных продуктов из термоактивного связующего и наполнителя может быть разделена на два основных направления, основанных на свойствах используемого связующего, например термопластичного или термореактивного.
При производстве восстановленных целлюлозных продуктов используют термореактивные полимеры. Например, для изготовления панелей из восстановленной древесины, такой как слоистый картон или волокнистый картон средней плотности, термореактивное полимерное связующее смешивают с волокнами древесины или частицами древесины с образованием мата. Мат затем помещают между плитами и сжимают. Во время прессования к мату подводят тепло для его смягчения, за счет чего мат легче сжимается, а также вулканизируется термореактивное полимерное связующее. Время, потраченное на прессование/нагревание связующего для его смягчения и полной вулканизации, снижает производительность процесса изготовления композитных панелей и в большой степени это время зависит от механизма передачи тепла, используемого для подачи тепла к мату. Желательно довести до минимума время прессования, требуемое для получения продукта. С целью иллюстрации, каждая секунда уменьшения цикла прессования в крупномасштабном производстве древесно-стружечных плит (ДСП) приводит к увеличению годовых продаж на 35000 долларов США.
В известном прессовании восстановленных древесных плит тепло передается к мату от нагретой поверхности плит пресса. Из-за плохой термопроводимости целлюлозы и термореактивного полимера этот способ требует, чтобы мат оставался в прессе довольно большое количество времени для того, чтобы повысить температуру тела мата до уровня, достаточного для вулканизации термореактивного полимерного связующего и завершения образования панели. Это особо проблематично с толстыми матами, потому что время прессования катастрофически увеличивается с увеличением толщины мата.
Были сделаны попытки снизить время прессования путем увеличения температуры плит пресса. Однако было достигнуто только небольшое снижение времени прессования, а повышенная температура плит пресса приводила к повреждению панелей.
Известные предложения снизить время прессования также заключались в том, чтобы использовать пар для передачи тепла к матам путем конвекции, за счет чего использовать природную пористость матов. Один хорошо известный способ с использованием передачи конвективного тепла включает технологию "парового удара" или "паровой струи", по которому маты, покрытые поверхностной влагой, контактируют с горячими плитами, которые упаривают воду.
Полученный пар быстро продвигается к центру мата, за счет чего повышается температура тела. Можно использовать больше воды для увеличения полученной температуры тела.
Однако такие предложения также страдают недостатками, так как требуется большее время прессования, чтобы избавиться от избытка влаги мата. Кроме того, поверхность панели часто пузырится из-за теплоты, образованной паром. Схожие смешанные результаты наблюдались при использовании других предложений, касающихся применения пара, таких систем, при которых направляют пар к мату через перфорированные плиты.
Независимо от того, какой метод используется, следует достичь температуры тела, равной 150-350oF (65,6 - 176,7oC), для эффективной вулканизации термореактивных соединений. В общем, предпочтительными являются термореактивные соединения, которые вулканизуются при более низких температурах, из-за того, что требуется меньшее общее время цикла.
Переходя от термореактивных к термопластичным связующим, общей идеей является связать частицы наполнителя, который может быть порошкообразным, или не порошкообразным, с термопластичными соединениями. В настоящее время имеется по крайней мере два известных способа смешения термопластичных соединений с частицами порошкообразного наполнителя. В соответствии с одним способом твердые термопластичные гранулы и частицы порошкообразного наполнителя предварительно смешивают и затем подают в нагретый экструдер для расплавления гранул. Гранулы и частицы затем перемешивают при помощи механического устройства и выводят из экструдера. В соответствии с другим способом для подачи смеси термопластичных гранул и частиц порошкообразного наполнителя через мундштук в пресс-форму используют тепло и чрезвычайно высокое давление.
Примером коммерческого применения способа получения композита из термопластичного полимера и порошкообразного наполнителя является использование существующей технологии пластикового экструдера для переработки комбинации опилок и полиэтиленовой пленки в червячном экструдере. Однако эта технология имеет серьезные ограничения. Во-первых, допуски в червячном экструдере позволяют использовать только сортированные по размеру частицы целлюлозы. Это значительно снижает прочность и жесткость материала, так как длина и ориентация волокон вносят значительный вклад в механические свойства композитного материала. Этот способ также ограничен смесью около 50/50 термопластичного материала к целлюлозе из-за ограничений расплав/течение в экструдере. При количестве целлюлозы выше 50% получается неприемлемый продукт. Это ограничение имеет экономические последствия потому, что целлюлозу вводят прежде всего для снижения стоимости и веса конечного продукта.
Существуют по крайней мере три известных способа смешения термопластичных полимеров с непорошкообразными наполнителями. В одном способе частицы наполнителя индивидуально окунают в горячую вязкую ванну с термопластиком и затем после охлаждения частицы наполнителя, покрытые окунанием, ткутся с получением ткани. Затем материал, полученный в виде ткани, помещают в пресс-форму с дополнительным термопластичным материалом. Затем подводят тепло, заставляя термопласты расплавляться во внутрь и вокруг площади тканеподобного материала с наполнением сухих мест, которые не были охвачены при покрытии окунанием.
Второй способ включает использование чрезвычайно высокого давления при инжектировании термопластичного материала в пресс-форму для покрытия частиц наполнителя. Однако при этой технологии можно использовать только некоторые типы наполнителей.
Кроме того, известен способ получения относительно тонкого композитного материала путем укладки слоями термопластичных гранул и наполнителя в пресс-форму с последующим нагревом пресс-формы.
Еще один пример смешения термопластичных полимеров и не порошкообразных наполнителей приведен в патенте США N 5088910. В этом способе используют известный тигельный пресс и технологии прессования пластиков с получением термопластичного композита. В этом способе машина перемешивает свалявшиеся целлюлозные волокна, такие как соломка, и полоски полипропилена с получением рыхлого сплетенного мата. Мат затем помещают в известный тигельный пресс с плитами, которые можно нагревать или охлаждать. Полученный материал, который используют для изготовления отдельных частей автомобиля, достаточно прочен благодаря длине целлюлозных волокон и их ориентации. Он также дешевле и легче, чем такой же материал из пластика. Этот способ, однако, требует интенсивных затрат энергии, так как для каждого цикла прессования вся масса плит должна быть нагрета и охлаждена. Он также ограничен производством относительно тонкого материала из-за термических характеристик пластика и соответственно увеличения времени цикла, что происходит при попытке нагреть толстые участки поверхности.
Другими словами, известные способы изготовления термопластичных композитов являются дорогими и ограниченными в возможностях по сравнению со способами получения термореактивных композитов. Главной причиной таких отличий являются относительно высокие вязкости, связанные с термопластиками, что затрудняет получение необходимого смачивания частиц наполнителя для получения однородного когезионного конечного продукта. Термопластики также типично имеют относительно высокую точку плавления и поэтому требуют высоких температур для образования жидкого адгезива. Температура сердцевины, требуемая для образования термопластичных композитов (примерно 380oF, 193,3oC) таким образом гораздо выше, чем требуется для вулканизации термореактивных композитов (диапазон примерно 200-350oF, 93-176,7oC). Кроме того, термопластики имеют очень низкий коэффициент термопроводности, что означает, что требуется много времени для расплавления пластика в сердцевине толстого мата, когда тепло подводится только к поверхности, как это происходит в известном тигельном прессе. Например, требуется примерно 20 минут для расплавления термопластика для получения панели из термопластичного композита толщиной 1/2 дюйма (12,7 мм) с использованием известного тигельного пресса с нагретыми плитами.
Подводить тепло к композиту также возможно при помощи облучения микроволновой или радиочастотой. Хотя оба эти метода работают, они очень дорогостоящие и не очень надежные, если содержание влаги целлюлозного компонента изменяется.
Несмотря на трудности в указанном выше способе, имеются существенные положительные моменты, связанные с использованием термопластичных полимеров для образования композитов. Прежде всего, последние тенденции, направленные на увеличение степени утилизации и сохранение природных ресурсов, привели к существенной потребности в способах повторного использования термопластиков. Существенная часть бытовых отходов включает термопластичные полимеры, которые могут быть повторно использованы для получения термопластиков при производстве композитов. Данные Агентства по Охране Окружающей Среды (ЕРА) показывают, что пластики составляют примерно 7,3% всех отходов в США. Только примерно 1% этого количества перерабатывается. Ожидается, что производство пластиков в США достигнет 76 миллиардов фунтов в год к 2000 году. Таким образом способ, который позволит положительно использовать любую часть этих отходов, внесет существенный социальный вклад.
Термопластики также желательны, потому что они обычно дешевле термореактивных полимеров. Их можно также повторно использовать, так как их можно неоднократно повторно расплавлять в отличие от термореактивных полимеров, которые считаются неприемлемыми для использования, если их расплавлять после вулканизации. В некоторых случаях для получения желательных свойств композита требуется применение термопластичных полимеров вместо термореактивных полимеров.
Таким образом целью настоящего изобретения является создание способа получения композита с использованием термоактивного связующего и крупных частиц наполнителя.
Другой целью настоящего изобретения является создание способа получения термопластичного продукта с использованием термопластических отходов.
Еще одной целью настоящего изобретения является создание способа и устройства для получения термопластических продуктов, используя термопластичные отходы, в которых возможно перерабатывать красители и загрязнения от инородных предметов, таких как метки, клей и остаточные органические вещества.
Еще одной целью настоящего изобретения является получение композита с термоактивным связующим и с непрерывным армирующим материалом.
Еще одной целью настоящего изобретения является возможность изменять свойства термоактивного связующего композита путем зонирования.
Еще одной целью настоящего изобретения является обеспечение энергосберегающего процесса получения продукта с использованием термоактивного связующего.
Дополнительной целью настоящего изобретения является обеспечение способа получения продукта с использованием термоактивного связующего и вторичных энергоресурсов от других промышленных производств для подвода тепла, необходимого для образования продукта.
Еще одной целью настоящего изобретения является обеспечение способа образования продукта с термоактивным связующим, который можно применять для получения деталей глубокой вытяжкой.
Еще одной целью настоящего изобретения является обеспечение способа получения продукта с термоактивным связующим, который можно применять для производства листовых продуктов.
Еще одной целью изобретения является обеспечение способа получения продукта с термоактивным связующим, который можно применять для получения экструдированных продуктов.
Еще одной целью настоящего изобретения является обеспечение способа получения продукта с термоактивным связующим, который имеет более короткое время цикла и более высокую производительность, чем известные технологии.
Еще одной целью настоящего изобретения является обеспечение способа производства термопластичных деталей, который не требует дорогостоящего оборудования.
Еще одной целью настоящего изобретения является обеспечение способа получения композита с термоактивным связующим с использованием стадии нагрева с последующим холодным отверждением.
Дополнительной целью настоящего изобретения является обеспечение способа получения продукта с термоактивным связующим в тиглевом прессе с необогреваемыми плитами.
Еще одной целью настоящего изобретения является создание плиты пресса, пригодной для инжектирования горячего газа в пресс.
Еще одной целью настоящего изобретения является создание тиглевого пресса с плитами с изоляционной поверхностью для контакта с загрузкой пресса.
Еще одной целью настоящего изобретения является обеспечение пресса для получения композита с термоактивным связующим, используя горячий газ в качестве источника тепла.
Еще одной целью настоящего изобретения является обеспечение защитной оболочки для помещения рыхлой загрузки сырья в пресс во время инжектировании горячего газа и сжатия загрузки.
Еще одной целью настоящего изобретения является обеспечение способа получения композита с термопластичным связующим и частицами наполнителя, где частицы наполнителя имеют длину между 1/4 и 6 дюймами (6,35 - 152,4 мм).
Краткое изложение изобретения.
Указанные выше цели изобретения достигаются при помощи способа подачи тепла для получения композита из термоактивного связующего и наполнителя путем инжектирования, введения или вдувания горячего воздуха в материал основы, который является рыхлой смесью кусков термоактивного связующего и частиц наполнителя. При инжектировании горячего воздуха связующий компонент эффективно нагревается и активируется - расплавляется в случае термопластичного связующего или ускоренно вулканизируется в случае термореактивного связующего. Горячий воздух эффективно поднимает температуру связующего и нет необходимости подводить дополнительное тепло через плиты.
Согласно первому варианту воплощения данного изобретения способ получения композитного продукта с термоактивным связующим включает следующие стадии:
- выбор материала основы, включающего термоактивное связующее;
- формование материала основы в мат, имеющего, по крайней мере, одну открытую поверхность;
- создание системы сопел для подачи горячего неконденсируемого газа под давлением к материалу основы и в него через открытую поверхность, причем система сопел включает множество сопел, расположенных в соответствии с предварительно определенным распределением над открытой поверхностью с множеством сопел, имеющих средний размер отверстий и отстоящих друг от друга на предварительно определенном среднем расстоянии, которое значительно больше, чем средний размер отверстий;
- инжектирование горячего неконденсируемого газа через систему сопел в материал основы, при этом давление газа существенно падает при прохождении через сопла перед входом в материал основы, по крайней мере, во время части стадии инжектирования;
- прессование материала основы до первой плотности.
При осуществлении этого способа сопла расположены в контакте с открытой поверхностью материала основы или сопла отстоят от поверхности материала основы на короткое расстояние.
Кроме этого способ включает следующие дополнительные стадии:
- выбор материала основы, включающего частицы наполнителя,
- выбора частиц наполнителя в основном в виде лент,
- выбор частиц наполнителя из группы, включающей опилки, измельченную бумагу, древесную стружку, скорлупу орехов, стекловолокно, борные волокна или волокна Кевлар,
- предварительного нагревания термопластичной части материала основы до соединения с частицами наполнителя,
- формование материала основы в загрузку пресса, имеющую противоположные стороны, и стадию создания системы сопел, расположенных так, чтобы подавать газ к противоположным сторонам загрузки пресса и в них.
Согласно второму варианту воплощения данного изобретения способ получения композитного продукта с термоактивным связующим включает следующие стадии:
- выбор материала основы, содержащего термоактивное связующее;
- создание тигельного пресса с парой противостоящих плит для сжатия загрузки пресса, полученной из материала основы;
- выбор плит, имеющих изоляционную внутреннюю поверхность для контактирования с загрузкой пресса, за счет чего значительно ограничивают теплопередачу между плитами и загрузкой пресса;
- инжектирование горячего сухого газа в загрузку пресса;
- прессование загрузки пресса.
Способ также включает следующие дополнительные стадии:
- выбор горячего воздуха в качестве горячего газа для стадии инжектирования,
- нагрев горячего воздуха до между 400 и 600oF (204,4 и 315,6oC) перед стадией инжектирования,
- выбор термопластичных хлопьев в качестве термоактивного связующего.
Согласно третьему варианту воплощения данного изобретения способ получения композитного продукта с термоактивным связующим включает следующие стадии:
- выбор газопроницаемого материала основы, содержащего термоактивное связующее;
- формование материала основы в загрузку пресса, имеющую противоположные стороны;
- введение по существу сухого горячего газа в материал основы через первую область на одной из противоположных сторон и через вторую область другой из противоположных сторон одновременно, причем, по крайней мере, существенные части областей противоположны друг другу вдоль загрузки пресса в направлении, нормальном к сторонам, а температура газа выше, чем температура активации термоактивного связующего материала основы.
Указанный способ включает дополнительные стадии:
- создание системы сопел для введения по существу сухого горячего газа к материалу основы и в него через противоположные стороны, причем система сопел включает множество сопел, расположенных над обеими противоположными сторонами,
- принудительная подача газа через сопла в количестве, достаточном для создания существенного падения давления в соплах перед тем, как газ войдет в материал основы.
Согласно четвертому варианту воплощения данного изобретения способ получения композитного продукта с термопластичным связующим включает следующие стадии:
- выбор газопроницаемого материала основы, включающего термопластичное связующее, где газопроницаемость материала основы меняется при активации термопластичного связующего;
- ижектирование по существу сухого горячего газа в материал основы из множества дискретных мест, при этом температура газа выше, чем температура активации термопластичного связующего материала основы;
- регулирование потока газа в множестве дискретных мест таким образом, что изменения проницаемости материала основы вблизи одного или более множества дискретных мест существенно не влияют на поток газа в материале основы от одного или более дискретных мест относительно другого множества дискретных мест.
Этот способ дополнительно включает следующие стадии:
- формования материала основы в загрузку пресса, имеющую противоположные стороны, а множество дискретных мест расположены на обеих противоположных сторонах загрузки пресса,
- прессование материала основы по существу в компактный, твердый продукт,
- выбор термопластичного материала основы в качестве термоактивного связующего,
- выбор термореактивного материала в качестве термоактивного связующего,
- прессование материала основы с получением по существу компактного, твердого продукта,
- выбор по существу сухого газа для стадии инжектирования с температурой, по крайней мере, 400oF (204,4oC).
Согласно пятому варианту воплощения данного изобретения способ получения композитного продукта из термоактивного связующего и целлюлозы включает следующие стадии:
- выбор газопроницаемого материала основы, включающего термоактивное связующее и целлюлозу;
- инжектирование по существу сухого горячего газа в материал основы, при этом температура газа выше, чем 400oF (204,4oC), а газ состоит в основном из воздуха;
- ограничение площади материала основы, которая подвергается действию газа с температурой выше, чем 400oF (204,4oC) на стадии инжектирования, для избежания возгорания.
Указанный способ дополнительно включает следующие стадии:
- выбор температуры газа между 400 и 600oF (204,4 и 315,6oC),
- выбор термопластичного термоактивного связующего,
- доведение температуры до пика в течение предопределенного интервала времени, когда газ сначала инжектируют в мат,
- выбор материала основы, содержащего термопластичные хлопья,
- формование материала основы в мат перед стадией инжектирования и стадией сжатия мата до первой плотности не более чем 15 фунтов/фут3 (240 кг/м3), по крайней мере, во время части стадии инжектирования таким образом, что мат остается в основном пористым.
Согласно шестому варианту воплощения данного изобретения способ получения термопластичного композитного продукта включает следующие стадии:
- выбор материала основы, включающего термопластичное связующее;
- формование материала основы в мат, имеющего, по крайней мере, одну открытую поверхность;
- создание системы сопел для подачи горячего неконденсируемого газа под давлением к материалу основы и в него через открытую поверхность, причем система сопел включает множество сопел, расположенных в соответствии с предварительно определенным распределением над открытой поверхностью со множеством сопел, имеющих средний размер отверстий, и отстоящих друг от друга на предварительно определенном среднем расстоянии, которое значительно больше, чем средний размер отверстий;
- инжектирование через систему сопел горячего неконденсируемого газа в материал основы;
- выбор достаточно малого размера сопел, достаточно высокого давления газа и достаточно низкой плотности мата таким образом, что газ, выходящий из сопел, в основном сохраняет когерентность скорости при выходе из сопла и при входе в мат, куда его инжектируют.
При осуществлении указанного способа газ имеет давление, по крайней мере, 5 фунтов/дюйм2 (34,5 кПа), и мат имеет плотность менее чем 15 фунтов/фут3 (240 кг/м3) в течение, по крайней мере, части времени стадии инжектирования.
В соответствии с настоящим изобретением применяется тигельный пресс и способ его использования для производства плоских панелей, полученных глубокой вытяжкой (более чем 2 дюйма, 50,799 мм), деталей, (имеющих толщину ≥ 2 дюйма, 50,799 мм). Пресс включает верхнюю и нижнюю плиты со множеством сопел для инжектирования горячего воздуха, расположенных на поверхности каждой плиты. Плиты расположены на расстоянии друг от друга и окружены по бокам воздухопроницаемыми защитными оболочками, образуя таким образом камеру сжатия для помещения материала основы, который прессуют. Как только материал основы помещают в камеру для сжатия, в нее подают горячий воздух и плиты сводят вместе. Инжектирование горячего воздуха затем прекращают и материал основы слегка прессуют в предварительно формованную деталь. Полученную заготовку затем выгружают из пресса с горячим воздухом и прессуют с получением окончательной формы в прессе для отверждения.
В соответствии с настоящим изобретением предлагается также новая конструкция плит, применяемых в различных способах, описанных в заявке. В частности, предлагается плита, обладающая значительными изоляционными свойствами для сведения до минимума абсорбции тепла от горячего воздуха или от смеси термоактивного связующего и наполнителя после инжектирования горячего воздуха. Другие характеристики конструкции плиты обеспечивают оптимальное распределение потока горячего воздуха в материал основы.
Термин термоактивное связующее используется здесь со ссылкой на любое соединение, которое можно активировать нагреванием для того, чтобы оно действовало как связующее. Два основных примера - это термореактивные и термопластичные соединения. В результате того, что термопластичные соединения расплавляются при нагревании, они могут служить в качестве связующего, обволакивая частицы наполнителя и скрепляя их когезионно при охлаждении. Для термореактивных соединений связывание происходит при полимеризации сшиванием, обычно вызванной подводом тепла. Хотя термореактивные и термопластичные соединения являются основными примерами термоактивных связующих, любое другое вещество, которое может функционировать как связующее, активируемое теплом, может быть подходящим для использования в настоящем изобретении. Настоящее изобретение также можно использовать для получения продукта из 100% связующего, тогда связующее может склеиваться только само с собой и необязательно с наполнителем.
Важно обеспечить тщательное смешение термоактивного связующего и наполнителя. Если используются дискретные кусочки связующего и частицы термоактивного наполнителя, они должны быть предпочтительно как правило одинакового размера и веса. Это помогает достичь адекватной суспензии кусочков и частиц в смеси и усиливает должное смачивание частиц наполнителя. Если жидкая термореактивная смола используется как термоактивное связующее, ее можно разбрызгивать над наполнителем с получением того же результата. Подобным образом, порошкообразные термоактивные связующие могут быть нанесены на частицы наполнителя с получением желаемой дисперсии. Если необходимо, на наполнитель можно разбрызгивать вещество, повышающее клейкость, такое как воск Eastman G0003, перед диспергированием порошкообразного связующего на наполнитель, для надежности крепления связующего к наполнителю.
Во время переработки для придания желательных физических свойств конечному продукту желательно добавлять к композиту агент сочетания. Агент сочетания можно разбрызгивать на частицы для увеличения связи между термопластичным связующим и целлюлозным наполнителем, посредством чего увеличивается прочность конечного продукта. Можно также добавлять антипирен для получения дополнительной огнестойкости конечного продукта.
Термоактивные связующие в виде гранул могут также применяться в настоящем изобретении, но они не являются предпочтительными из-за трудностей получения хорошей смеси и суспензии с наполнителем. Кроме того, конфигурации термоактивного связующего, имеющие относительно большие размеры, нагреваются значительно медленнее, что приводит к увеличению времени цикла и снижению производительности. Изобретение успешно применяется для получения композитов из пылеобразных термоактивных кусочков и частиц наполнителя. При меньших размерах кусочков и частиц сохранение требуемой газопроницаемости является критическим.
Термопластик, используемый в данной заявке, означает полимер, который размягчается и становится текучим или липким при нагревании и возвращается в свое первоначальное состояние при охлаждении до комнатной температуры. Термопластичным материалом, используемым в настоящем изобретении, может быть любой формуемый или экструдируемый пластик. Примеры подходящих полимерных материалов включают, но не ограничены, полиамиды, такие как капролактам (Найлон 6), полигексаметиленадипамид (Найлон 66) и их сополимеры; полиолефины и сополимеры полиолефинов, такие как полиэтилен (низкой, средней и высокой плотности), полипропилен, полибутен-1, поли-4-метилпентен-1 и сополимеры этих и других олефиновых сополимеров (таких как винилхлорид, метилметакрилат, винилацетат, акриловая кислота); полистирол и сополимеры полистирола с другими сомономерами (такими как стиролакрило-нитрильные сополимеры, акрилонитрил-бутадиен-стирольные сополимеры, стирол-бутадиен-1-акрилонитрильные сополимеры); поликарбонаты, полисульфоны, полиэфиры, полиметакрилаты, поливинилхлорид, поливинилиденхлорид, и сополимеры винилхлорида и винилиденхлорида с другими сомономерами, такими как этилен, винилацетат, этилметакрилат и другие.
Наиболее предпочтительно термопластичный компонент в настоящем изобретении состоит из термопластичной взбитой массы, определенной как любая смесь термопластика и наполнителя или одного термопластика, имеющей плотность менее чем или равную 15 фунтов на кубический фут (240,28 кг/м3). Это может включать непрессованные измельченные полиэтиленовые мешки, молочные пакеты или полипропиленовые участки пеленок. Особенно подходящие композици могут быть изготовлены в соответствии с патентами США NN 5155146 и 5356278 и заявкой с серийным номером 08/131204 на имя автора настоящей заявки, которые приведены здесь в качестве ссылок. Однако вообще в настоящем изобретении можно использовать любой состав термоактивного связующего, имеющего конфигурацию в основном неплотную, рыхлую или газопроницаемую для того, чтобы горячий газ мог втекать во внутрь и вокруг термоактивного связующего и обеспечивать необходимое тепло.
Характеристики наполнителя могут быть подобраны таким образом, чтобы получить продукт с требуемыми свойствами. Например, можно обработать частицы наполнителя консервантом для предотвращения гниения конечного продукта. Такой же эффект может быть достигнут при измельчении предварительно обработанных, возможно утилизированных материалов, таких как железнодорожные шпалы. Предел прочности на разрыв и другие подобные свойства также могут быть подобраны для получения продуктов с желаемыми физическими параметрами.
Термин термореактивный используется для определения соединений, обычно полимеров, которые отверждаются необратимо при нагревании. Примеры могут включать фенольные, алкидные, аминосмолы, полиэфиры, эпоксиды и силиконы, а также соединения, которые дополнительно требуют некоторого количества добавки, такой как органические перекиси, для отверждения.
Термин сухой газ используется здесь для определения газа, в котором вода не является существенным компонентом. Это не исключает воздух, например, там, где водяной пар может присутствовать в небольших количествах. В частности, количество водяного пара предпочтительно не должно существенно превышать точку насыщения газа при комнатной температуре, в результате чего вода не будет конденсироваться при охлаждении объекта или на холодных деталях пресса.
Термин неконденсируемый газ относится к элементу или соединению, которое остается в газообразной фазе при комнатной температуре. Примеры включают воздух, азот, двуокись углерода и т.д. Пар является примером конденсируемого газа, т. е. пар конденсируется при комнатной температуре и давлении до жидкости. В настоящем изобретении предпочтительным неконденсируемым газом является воздух.
Одним из преимуществ использования неконденсируемого газа является то, что давление и температуру газа можно регулировать независимо. При использовании пара следует поддерживать высокое давление для получения высоких температур. Когда используют неконденсируемый газ, можно получать высокие температуры и поддерживать их даже при относительно низком давлении газа. Для упрощения сухой или неконденсируемый газ настоящего изобретения называется и будет далее называться просто воздухом или горячим воздухом потому, что воздух является предпочтительным газом. Нет никаких ограничений в понятии терминов сухой или неконденсируемый газ при использовании терминов горячий воздух или воздух.
Обычно термореактивное связующее имеет температуру активации, при которой оно эффективно как связующее. Для термопластиков этой температурой является точка, при которой они становятся текучими, липкими или достаточно расплавленными для смачивания наполнителя и образования когезионного продукта. Переход в расплав происходит постепенно как функция температуры. Поэтому нет возможности точно определить температуру активации, до которой горячий воздух должен нагревать термопластик. Скорее, температура активации определяется как минимальная температура, при которой термопластик становится в основном невязким для смачивания наполнителя, если таковой имеется, и связывания его для получения твердого когезионного продукта при охлаждении. В зависимости от природы частиц наполнителя может возникнуть необходимость в различном снижении вязкости для смачивания и связывания частиц наполнителя с образованием когезионного конечного продукта. При грубых и неравномерных частицах наполнителя термопластичный компонент должен быть достаточно текучим. С другой стороны, если не используются частицы наполнителя, термопластик может образовать когезионный продукт, оставаясь довольно вязким, например, при низких температурах. Поэтому для некоторых типов термопластиков температура горячего газа может быть только в пределах 250oF (121,1oC), хотя от 400oF до 600oF (204,4 - 315,6oC) более типично.
Активация термореактивных соединений относится к процессу вулканизации. Так как скорость вулканизации для термореактивных полимеров обычно увеличивается при повышении температуры, а не инициируется при определенной температуре, определенной температуры активации не существует. Таким образом температура активации для термореактивных соединений устанавливается таким образом, чтобы получить самую быструю вулканизацию без проведения локализованной неоднородной вулканизации. Для некоторых термореактивных композитов горячий воздух, имеющий температуру в пределах от 100oF до 200oF (37,8oC - 93oC), может ускорить вулканизацию до желательной скорости, в то время как для других термореактивных композитов потребуется более высокая температура.
При условии, что термоактивное связующее должно быть нагрето до некоторой температуры активизации Tактив, количество воздуха, инжектированного для нагрева термоактивного связующего, должно быть достаточным для подачи нужного количества энергии для поднятия температуры связующего от его начальной температуры Tнач до конечной температуры Tактив. Максимальное тепло H, подаваемое газом к связующему, равно H=mгазcгаз(Tгаз-Tсвяз). Таким же образом количество тепла H поднимет температуру связующего максимально в соответствии с формулой H = mсвязcсвяз(ΔTсвяз). Уравнивая эти две формулы и интегрируя начальную температуру связующего Tсвяз до конечной температуры Tактив, получают формулу минимальной массы газа, необходимой для нагревания связующего до Tакт
где mгаз - масса инжектируемого газа,
mсвяз - масса термоактивного связующего,
cсвяз - удельная теплота термоактивного связующего,
cгаз - удельная теплота газа,
Tактив - температура активации термоактивного связующего,
Tсвяз - начальная температура термоактивного связующего,
Tгаз - температура, при которой инжектируют газ.
Если дополнительное тепло Hs подается из другого источника, такого как нагретые плиты, формула, устанавливающая нижний предел массы газа, инжектируемого в материал, включает дополнительный термин для коррекции дополнительной теплоты:
С точки зрения эффективности энергии, конечно, желательно снизить количество инжектируемого газа по возможности до абсолютного термического минимума, как указано в вышеприведенном уравнении.
Краткое описание чертежей.
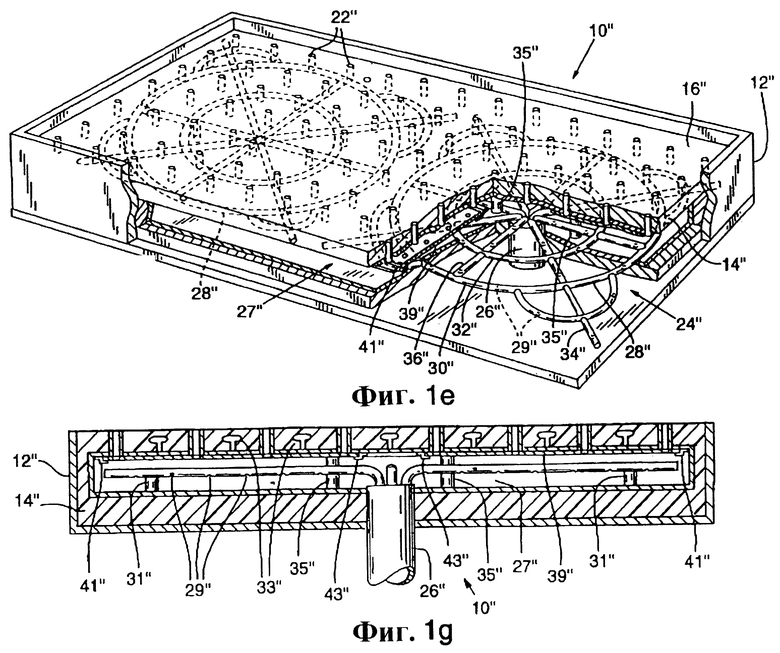
Фиг. 1a-g представляют три альтернативных варианта выполнения плиты в согласно настоящему изобретению.
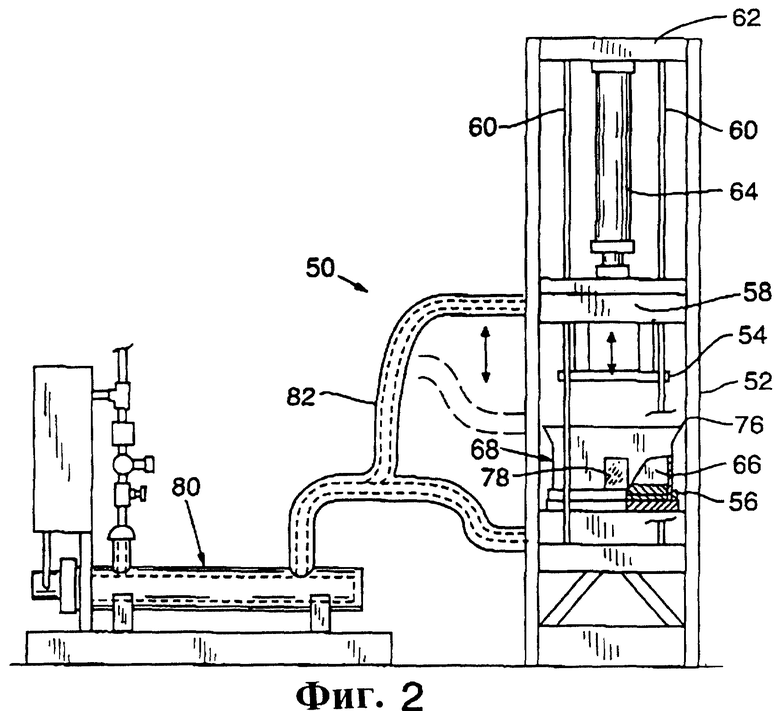
Фиг. 2 представляет тигельный пресс, выполненный с возможностью использования плит, показанных на фиг. 1a-f и введения горячего газа в пресс.
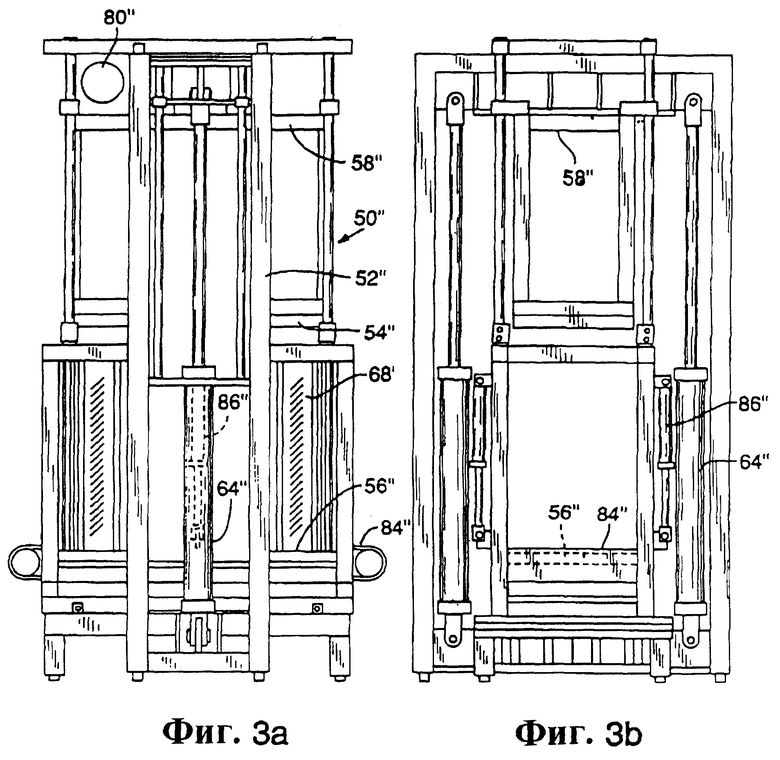
Фиг. 3a-b представляют вид сбоку и спереди различных вариантов тигельного пресса, изображенного на фиг. 2.
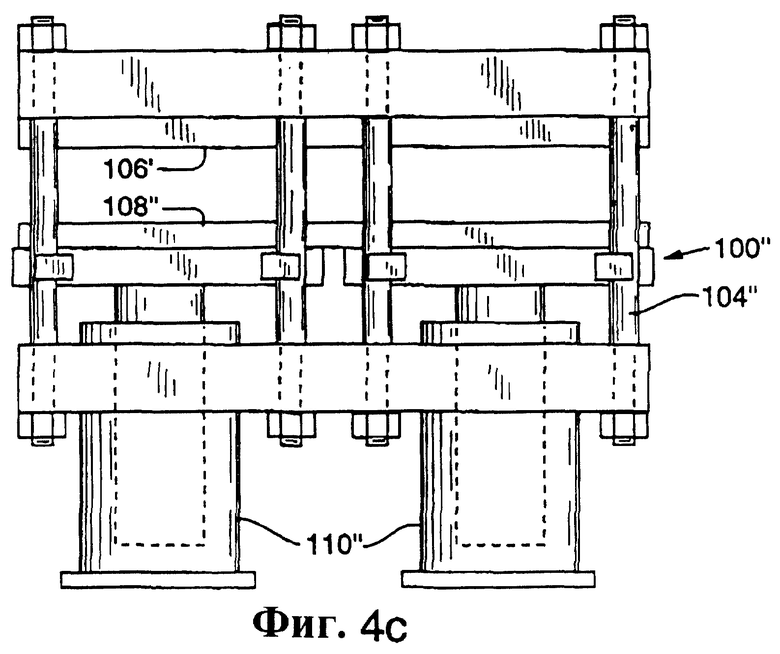
Фиг. 4а-с представляют три альтернативных варианта выполнения пресса отверждения для использования с тигельным прессом, изображенным на фиг. 2, 3а и 3b.
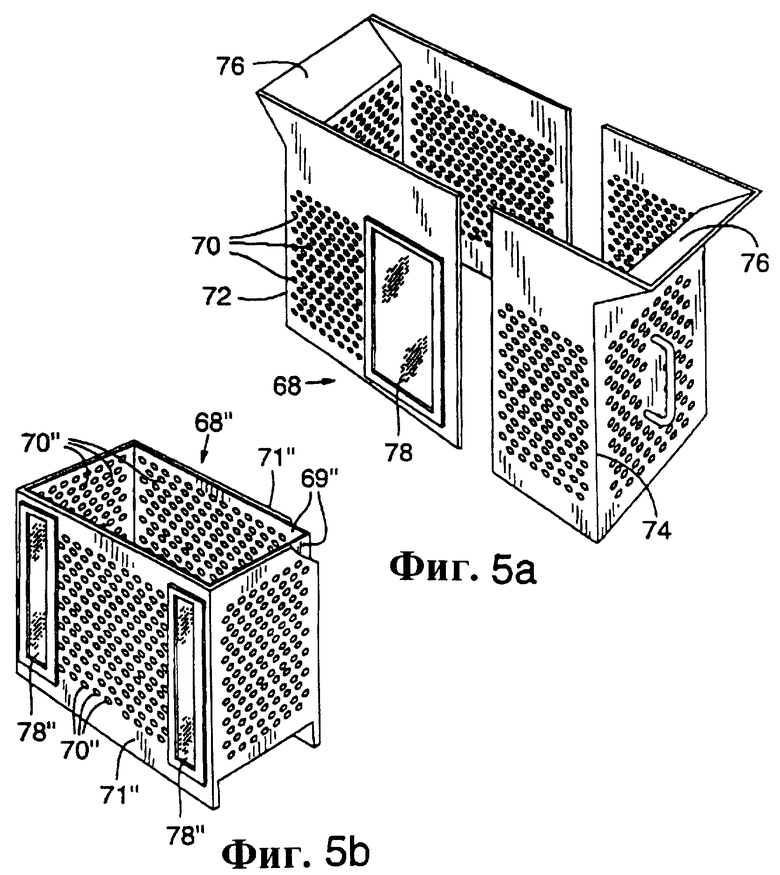
Фиг. 5а-b представляют две защитные оболочки для использования в прессах, изображенных на фиг. 2, 3а и 3b.
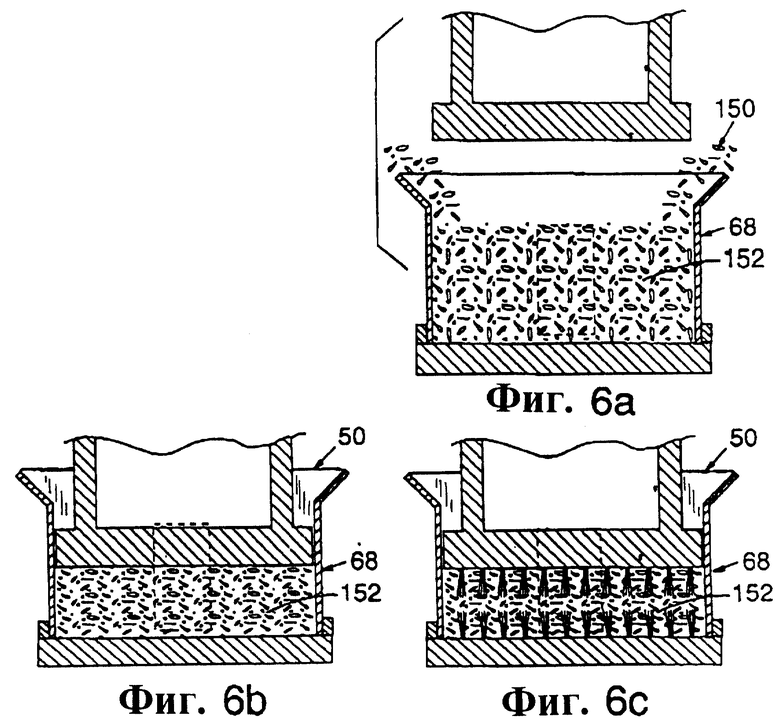
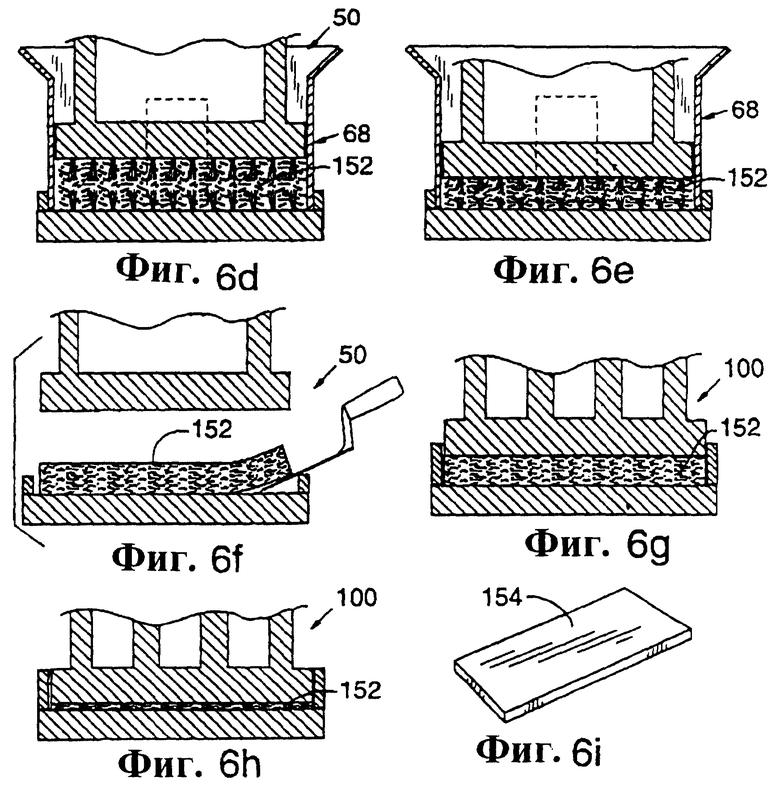
Фиг. 6a-i представляют способ получения термоактивного связующего композита в виде панели согласно настоящему изобретению.
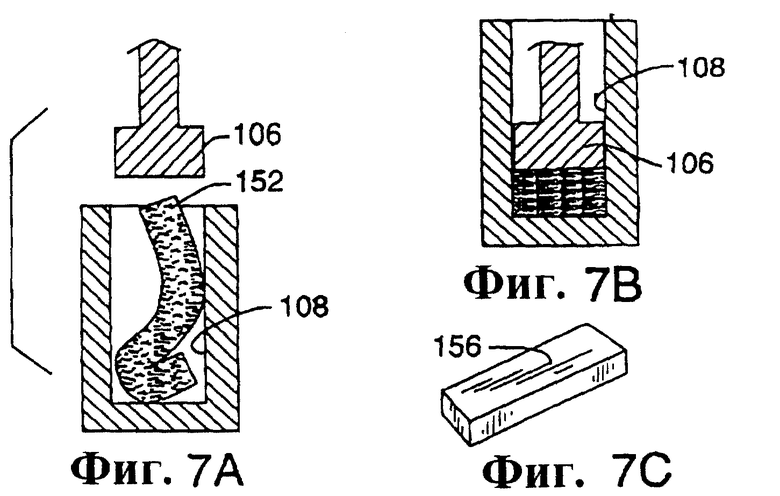
Фиг. 7а-с представляют варианты способа получения блок-продуктов согласно настоящему изобретению.
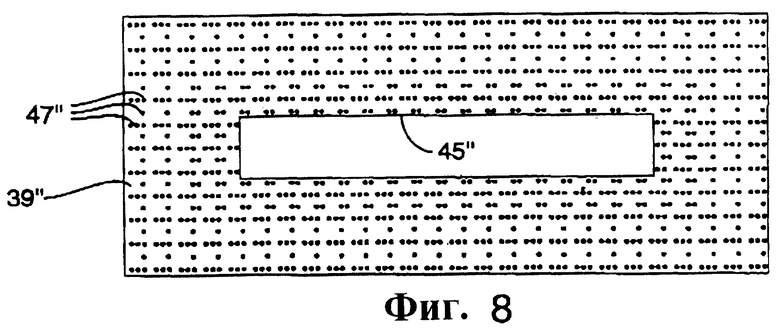
Фиг. 8 представляет пластину для использования в плите, изображенной на фиг. 1e-g с расположением на плите воздушных сопел.
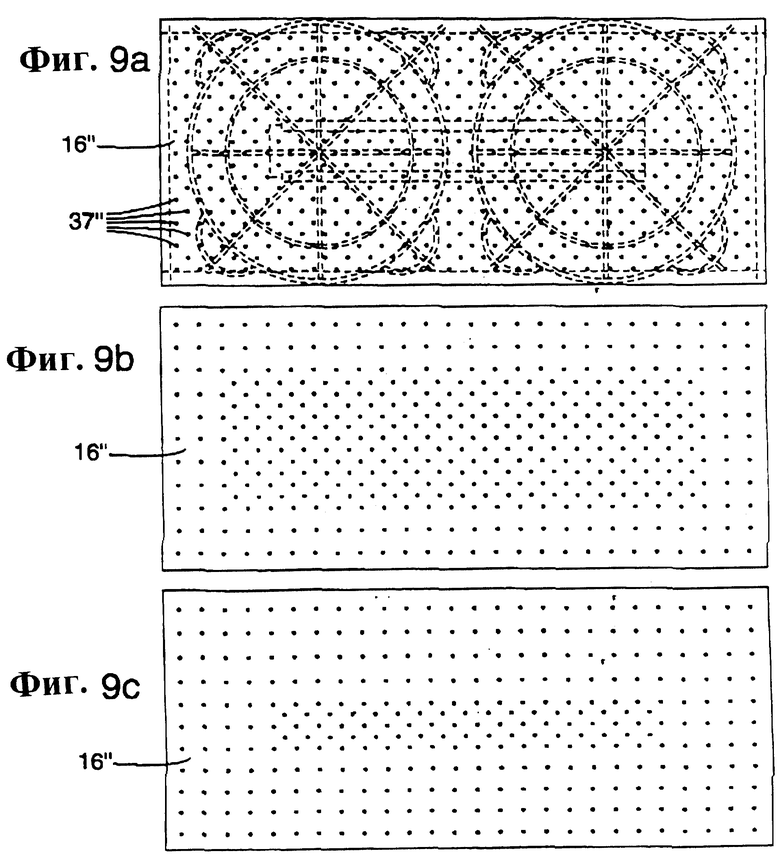
Фиг. 9а-с иллюстрируют различные варианты расположения воздушных сопел, выбираемых при использовании пластины, изображенной на фиг. 8.
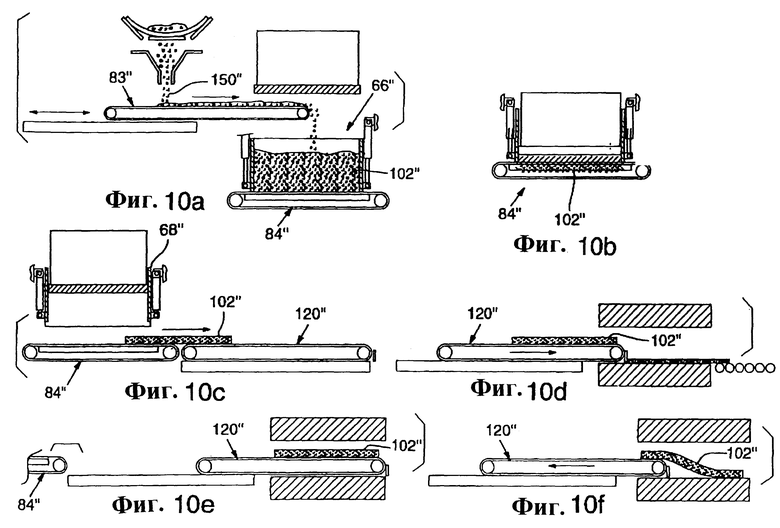
Фиг. 10a-f представляют управляемый процесс передачи загрузки пресса от пресса на фиг. 3а-b к прессу на фиг. 4с.
Подробное описание предпочтительных вариантов осуществления изобретения.
Плита.
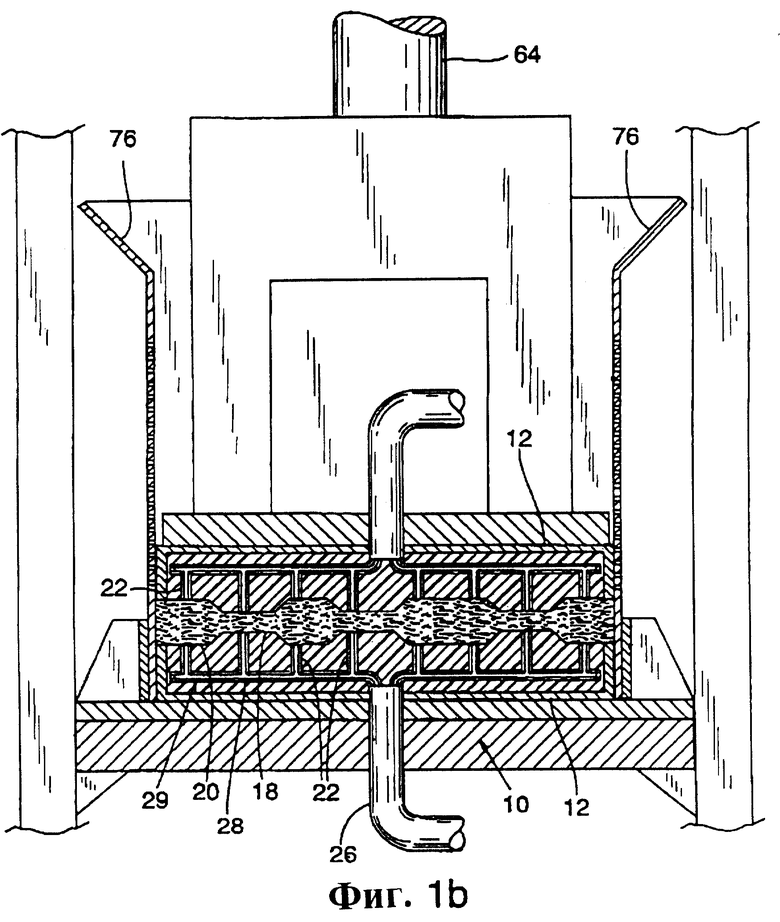
Плита 10, изготовленная в соответствии с предпочтительным вариантом настоящего изобретения, приведена на фиг. 1а. Плита 10 предназначена для сжатия и доставки тепла к загрузке в прессе. Плита 10 включает несущую раму 12, на которой установлена матрица 14. На поверхности матрицы 14 образована внутренняя поверхность 16, контактирующая с загрузкой пресса. Внутренняя поверхность может быть выполнена плоской или с выступами 18 и/или выемками 20 для придания формы продукту, который прессуют, как показано на фиг. 1b. Матрица 14 выполнена из высокотемпературного (600oF, 315,6oC) RTV (RTV - вулканизированный при комнатной температуре) каучука, такого как Dow Chemical 3120 RTV каучук, методом литья.
Плита 10 дополнительно включает множество воздушных сопел 22, расположенных в матрице 14 и открытых с внутренней поверхности 16. Воздушные сопла 22 обеспечивают инжекционные точки, из которых инжектируется горячий воздух в загрузку пресса. Коллектор распределения воздуха 24 помещен в матрицу 14 методом литья и распределяет горячий воздух из двух заборочных труб 26 в воздушные сопла 22. Коллектор 24 включает два идентичных под-коллектора 28, каждый из которых изготовлен из большого (7,5 дюймов, 190,5 мм диаметром) трубопровода круглого сечения 30, небольшого (4,5 дюймов, 114,3 мм) трубопровода круглого сечения 32, четырех больших (6,5 дюймов х 2 дюйма, 165,1 х 50,8 мм) трубопроводов L-формы 34, и четырех небольших (4,5 дюймов х 2 дюйма, 114,3 х 50,8 мм) трубопроводов L-формы 36. Более короткие ответвления восьми трубопроводов L-формы трубопроводов 34, 36 образуют связку в заборочных трубах 26. Трубопроводы круглого сечения 30, 32 расположены концентрически относительно друг друга вокруг заборочной трубы и присоединены к трубопроводу L-формы 34, 36, которые отходят радиально от заборочных труб 26. Трубопроводы 30-36 и воздушные сопла 22 образуют гидравлический трубопровод размером 1/4 дюйма (наружный диаметр).
Воздушные сопла 22 приварены к трубопроводам 30 - 36 коллектора 24. Во время литья матрицы 14 в конце каждого воздушного сопла 22 помещают гвоздь для предотвращения попадания RTV каучука и для упрощения образования воздушных сопел после получения матрицы 14. Длина воздушных сопел 22 помогает предотвратить разделение матрицы 14 воздухом от коллектора 24. Воздушные сопла 22 расположены в матрице 14 для обеспечения равномерной циркуляции воздуха через загрузку пресса, что является очень важным для образования когезионного конечного продукта без несвязанных карманов или участков. Для загрузки пресса, состоящей из небольших порошкообразных кусочков и частиц, требуется большее количество воздушных сопел 22 по сравнению с загрузкой пресса, состоящей из хлопьевидных кусочков и частиц.
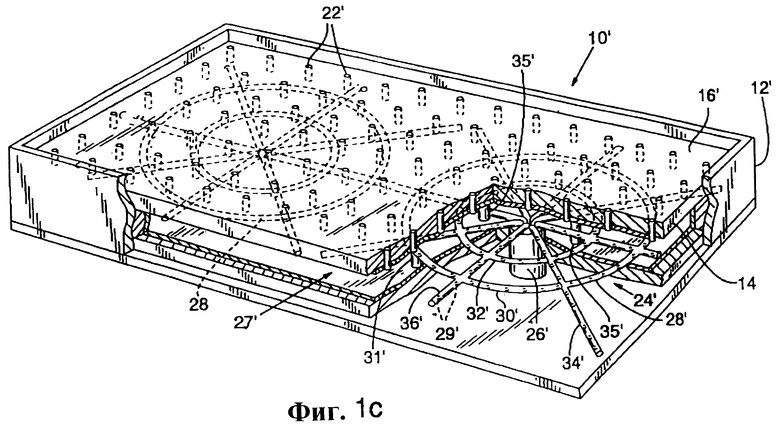
Альтернативный вариант плиты, описанной выше, приведен на фиг. 1c-d позиция 10'. Плита 10' очень сходна по конструкции с плитой 10 и включает несущую раму 12', поддерживающую матрицу 14' из RTV с внутренней поверхностью 16'. Плита 10', так же как и плита 10 дополнительно включает коллектор 24' распределения воздуха от заборочной трубы 26' к ряду воздушных сопел 22. В отличие от плиты 10 воздушные сопла в плите 10' непосредственно не соединены с коллектором распределения воздуха. Наоборот, воздушные сопла 22' отводят горячий воздух от камеры повышенного давления 27', в которую коллектор распределения воздуха инжектирует горячий воздух.
Камера повышенного давления функционирует так, чтобы выравнить давление, подаваемое к каждому из воздушных сопел лучше, чем это делает только воздушный коллектор. Для того, чтобы довести этот эффект до максимума, коллектор распределения воздуха 24' инжектирует воздух в камеру 27' через патрубки 29', которые обращены к боковой стороне камеры 27' напротив воздушных сопел 22'. Выравненное давление является важным фактором для эффективного нагрева термоактивного связующего и для исключения холодных или несвязанных участков в конечном продукте. Камера повышенного давления позволяет более равномерно распределить сопла по поверхности загрузки пресса.
Для стабилизации коллектора распределения воздуха 24' в камере 27' используют ряд подложек 31'. Фиксаторы 33', расположенные на внешней поверхности камеры 27', крепят RTV материал к камере. Кроме того, имеются скобы 35' между противоположными сторонами камеры 27' для предотвращения раздувания камеры, когда инжектируется горячий воздух под давлением.
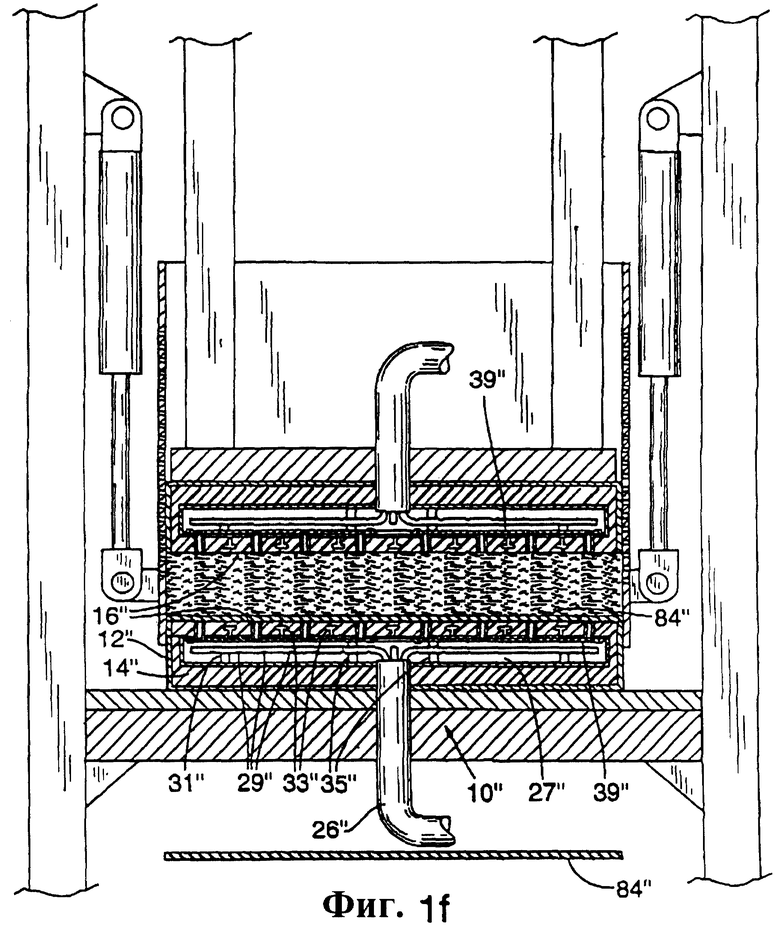
Вторым альтернативным вариантом плиты, описанной выше, является плита, приведенная на фиг. 1e-f позиция 10''. В общем плита 10'' схожа по конструкции с плитой 10', хотя гораздо больше и включает несущую раму 12'', поддерживающую RTV матрицу 14'', с внутренней поверхностью 16''. Плита 10'', так же как плита 10', включает коллектор распределения воздуха 24'' для распределения воздуха из заборочной трубы 26'' к ряду воздушных сопел 22'' в камере 27''.
Коллектор 24'' включает дополнительный трубопровод, проходящий к углам для подачи горячего воздуха, который выходит через патрубки 29'' с задней стороны трубопровода, более однородно в камере.
Плита 10'' включает ряд подложек 31'' для стабилизации коллектора внутри камеры. RTV, окружающий камеру 27'', прикреплен к ней множеством фиксаторов, расположенных на внешней поверхности камеры, прилегающей к внутренней поверхности 16''. Раздувание камеры 27'' предотвращается при помощи скобок 35'', которые находятся между противоположными поверхностями камеры и держат их вместе.
Основной разницей между плитой 10' и плитой 10'' является возможность изменять расположение воздушных сопел 22'' на внутренней поверхности 16'' у плиты 10''. Сопла 22'' на внутренней поверхности 16'' расположены в несколько рядов 37''. См. фиг. 9а. Внутри каждого ряда сопла разделены друг от друга расстоянием в два дюйма (50,8 мм), а ряды находятся на расстоянии друг от друга в 1 дюйм (25,4 мм) вдоль длины ряда.
Как показано на фиг. 1f, скользящая контрольная пластина 39'' расположена в камере повышенного давления 27'', сразу за внутренней поверхностью 16''. Пластина 39'' скользит назад и вперед вдоль оси плиты 10'', альтернативно блокируя и открывая различные варианты расположения сопел 22''. Направляющая 41'' крепится к камере повышенного давления у каждого края для удержания пластины 39'' напротив поверхности камеры повышенного давления. Пара внутренних направляющих 43'' установлена на краях центрального профиля 45'' в пластине 39'' для дополнительного крепления пластины.
Пластина 39'' может занимать три положения за внутренней поверхностью 16'' и включает набор отверстий 47'', как показано на фиг. 8, которые блокируют и открывают различные сопла в каждом из трех положений. В первом положении, отверстия в пластине 39'' расположены сзади каждого из сопел на внутренней поверхности 16''. См. фиг. 9а. Это полностью открытое положение и пластина 39'' не влияет на расположение активных воздушных сопел. Во втором положении отверстия во втором и в четвертом ряду от каждого края заблокированы, таким образом снижая поток воздуха около краев. См. фиг. 9b. Подобным образом в третьем положении отверстия во втором, четвертом, шестом и восьмом рядах от каждого края заблокированы, дополнительно снижая поток воздуха около краев. См. фиг. 9с.
Горячий воздух, инжектируемый около краев плиты, имеет тенденцию уходить без придания тепла загрузке пресса. Поэтому желательно уменьшить поток воздуха около краев плиты для эффективности процесса прессования. Использование пластины 39'' для регулирования потока воздуха около краев плиты позволяет устанавливать такой поток воздуха, который требуется для получения оптимальной передачи тепла и производительности.
RTV каучук используют для получения матриц в предпочтительных вариантах осуществления изобретения, потому что он обладает низким коэффициентом термопроводимости. Термоизоляционные свойства, присущие RTV каучуку, который используют при изготовлении матриц, являются предпочтительными из-за пониженной передачи тепла к плитам во время инжектирования воздуха и прессования.
Металлические матрицы, например, возможно придется предварительно нагревать, иначе они будут поглощать значительное количество тепла от загрузки пресса и горячего воздуха, таким образом снижая энергоемкость процесса и увеличивая время, необходимое для нагрева загрузки пресса. Кроме того, если матрица поглощает слишком много тепла, ее надо охлаждать перед следующим циклом прессования, продлевая время цикла. Использование RTV каучука также снижает передачу тепла от коллектора, а следовательно, горячего воздуха к плитам, увеличивая температуру, при которой воздух выходит из сопел. Таким образом использование изоляционного материала в предпочтительном варианте изобретения приводит к энергоемкой системе получения композита с термоактивным связующим, потому что оптимальное количество подаваемой энергии идет на нагрев загрузки пресса. Дополнительный положительный эффект - это более легкое отделение каучука RTV от загрузки пресса, чем отделение RTV каучука от металлической.
Хотя RTV каучук является предпочтительным, предполагается, что можно использовать ряд других материалов для изготовления подходящих форм. В частности, любой материал с низким коэффициентом термопроводимости и способностью формоваться в определенную форму под действием воздушных сопел является приемлемым. Термореактивные пластики и термопластики с высокой температурой плавления, такие как керамика или возможно даже бетон, также подходят. Как указывалось выше, желательно, чтобы продукт легко отделялся от поверхности плиты. Некоторые материалы, которые имеют другие необходимые физические свойства для использования в матрице, но которые не могут легко отделяться от загрузки в прессе, можно также использовать, если их покрыть Тефлоном или Майларом для усиления отделения продукта от матрицы.
Отличием прессов настоящего изобретения от прессов известного уровня техники является исключение требования к плитам, чтобы они нагревались во время стадии прессования. Как описано выше, в известных процессах получения композитов, таких как фанера или вафельные плиты поверхности плит, которые контактируют с загрузкой в прессе, всегда нагревают. Даже в прессах, которые используют пар для подачи тепла к загрузке пресса, плиты, несмотря на это, должны быть нагреты, чтобы избежать излишней абсорбции тепла и конденсации пара на плитах. В предлагаемом способе и устройстве согласно настоящему изобретению избегают избыточного поглощения тепла путем использования изоляционного материала для контакта с загрузкой в прессе. Конденсация также не является проблемой при использовании сухого или неконденсируемого газа для подачи тепла, как описано в настоящем изобретении.
Тигельный пресс.
Пресс с горячим воздухом в соответствии с настоящим изобретением показан в общем виде на фиг. 2 позиция 50. Пресс 50 включает раму 52 и верхнюю и нижнюю плиты 54, 56. Плиты обычно изготовлены в соответствии с вышеприведенным описанием. Нижняя плита 56 стационарна и прикреплена к раме 52 снизу. Верхняя плита 54 двигается и расположена выше нижней плиты 56 внутри рамы 52.
Носитель 58, к которому прикреплена верхняя плита 54, направляется четырьмя стержнями 60, которые образуют часть рамы 52. Стержни 60 прикреплены к раме 52 около нижней плиты 56 с одного конца и к верхнему элементу 62 с другого. Гидравлический цилиндр 64 проходит между верхним элементом 62 и носителем 58, двигая верхнюю плиту 54 вниз по направлению к нижней плите 56 во время процесса прессования. Цилиндр 64 также поднимает верхнюю плиту 54 после того, как завершается процесс прессования.
Камера сжатия 66 крепится сверху и снизу при помощи верхней и нижней плит 54, 56. Камера сжатия дополнительно крепится по бокам при помощи защитной оболочки 68. См. фиг. 5а. Защитная оболочка 68 входит в зацепление, съемно закреплена на раме нижней плиты 56 и проходит вверх от нее вдоль по периметру верхней плиты 54. Верхняя плита 54 может скользить вверх и вниз внутри защитной оболочки 68, которая образована из тонкого листа металла, перфорированного множеством отверстий 70 размером 1/32 и 1/16 дюймов (0,765 и 1,587 мм). Предполагается, что защитная оболочка 68 должна предпочтительно быть изготовлена из материала, имеющего низкий коэффициент термопроводимости для снижения теплопоглощения от горячего воздуха и загрузки в прессе. Материалы, которые можно использовать, приведены выше в описании для изготовления матриц, но не ограничиваются ими, а также можно использовать перфорированные металлические листы, покрытые каким-либо изоляционным материалом. Так как защитная оболочка предпочтительно обеспечивает путь выхода горячего воздуха, ее следует изготовлять из пористого материала или материала, который может быть перфорирован рядом отверстий.
Защитная оболочка 68 разделена вдоль вертикальной плоскости на первую часть 72 и вторую часть 74 для легкости удаления. Каждая часть 72, 74 имеет расширяющееся наружу непосредственно к верхнему концу входное отверстие 76, через которое подается материал в камеру сжатия 66. Первая часть 72 дополнительно включает вертикально расположенное прозрачное окно 78, через которое можно наблюдать процесс прессования.
Защитная оболочка 68 играет положительную роль в настоящем изобретении из-за относительно низкой начальной плотности и когезионности загрузки в прессе. Для получения небольшого количества конечного продукта требуется большой объем материала. Типичное объемное отношение сжатия во время прессования равно порядка 30:1. Из-за того, что загрузка в прессе довольно большой толщины вначале, предпочтительно иметь какую-то защиту, чтобы она не вышла за края плит 54, 56.
Предполагается, что при промышленном осуществлении способа материал, образующий загрузку пресса, скорее будет вдуваться в камеру сжатия 66 или подаваться шнеком или конвейерной лентой, как описано ниже, а не вливаться через входное отверстие 76.
Циркуляционный нагреватель 80 горячего воздуха нагревает горячий воздух прямо перед инжектированием в камеру сжатия 66, хотя можно также использовать отработанное тепло от других промышленных процессов. Горячий воздух проходит через изолированный трубопровод 82 из нагревателя 80 к приемникам воздуха на плитах 54, 56. Из-за сужения потока между нагревателем и воздушными соплами давление горячего газа у воздушных сопел обычно несколько ниже, чем давление в воздушном циркуляционном нагревателе.
Альтернативные тигельные прессы. Альтернативный вариант осуществления пресса с горячим воздухом согласно настоящему изобретению показан в общем виде на фиг. 3 a-b позиция 50''. Пресс 50'' включает раму 52'' и верхнюю и нижнюю плиты 54'' и 56''. Верхняя и нижняя плиты 54'' и 56'' такого же типа, как показано на фиг. 1e-g позиция 10''. Верхняя плита 54'' крепится к носителю 58'', который приводится в движение вверх и вниз при помощи гидравлического цилиндра 64''. Камера сжатия 66'' закрепляется сверху и снизу плитами 54'' и 56'' и окружена по краям защитной оболочкой 68''.
Защитная оболочка 68'' используется в прессе 50'' для помещения загрузки пресса. Оболочка 68'' представляет собой короб с четырьмя сторонами, размер которого соответствует размеру верхней плиты 54'', позволяя ей двигаться вверх и вниз внутри оболочки. См. фиг. 5b. Стороны оболочки 68'' изготовлены из тефлоновых листов 69'' толщиной 1/8 дюйма (3,175 мм), перфорированных большим количеством отверстий 70'' размером 1/8 дюйма (3,175 мм). На чертежах относительный размер отверстий увеличен, а количество отверстий гораздо больше, чем показано. Внешняя оболочка из листового металла 71'' приклепана к внешней стороне тефлоновых листов 69''. Листовой металл 71'' выполнен с отверстиями размером 1/16 дюйма (1,587 мм), перекрывающими отверстия тефлонового листа. Меньшие отверстия в листовом металле используются для предотвращения выброса маленьких частиц из камеры сжатия, когда инжектируется горячий воздух. Идеально отверстия в тефлоновых листах должны быть также меньше, хотя максимально приемлемый размер будет определяться размером частиц в загрузке пресса. Защитная оболочка 68'' дополнительно включает окна 78'', расположенные по краям длинной стороны, чтобы оператор пресса мог наблюдать процесс прессования.
Воздух для каждой плиты нагревается отдельным воздушным циркуляционным нагревателем 80''. Нагреватель 80'' для верхней плиты 54'' прикреплен к носителю 58'' так, что он движется вверх и вниз вместе с плитой. Это исключает необходимость наличия эластичных труб, как показано в прессе 50. Эти трубки могут повредиться при изгибе, из-за высоких температур и давления, которым они подвергаются. При креплении нагревателя в фиксированном положении по отношению к плите, через эластичную трубку проходит только холодный воздух.
Пресс 50'' может загружаться одним из двух способов. Перед загрузкой верхнюю плиту 54'' поднимают на 6-8 дюймов (152,4 - 203,2 мм) над верхней частью защитной оболочки 68''. Затем по первому способу можно использовать простое вакуумное/раздувающее устройство для засасывания материала с образованием загрузки пресса, и вдувания его в камеру сжатия 68''. Альтернативно, для подачи материала можно использовать конвейер 83''. См. фиг. 10а. Конвейер 83'' движется как из стороны в сторону, так и вперед-назад вдоль камеры сжатия для равномерной загрузки материала.
Для автоматизации удаления загрузки пресса пресс с горячим воздухом содержит открытую плетеную ленту конвейера 84'', которая проходит параллельно внутренней поверхности нижней плиты 56''. Лента 84'' не влияет на работу пресса 50'' до тех пор, пока не закончится, как описано ниже первая стадия прессования. Из-за того, что лента 84'' является открытой плетеной сеткой, горячий воздух, проходящий через сопла в нижней плите 56'', продолжает свое движение без препятствий через ленту 84''. Однако, когда первая стадия прессования закончена, защитная оболочка 68'' немного поднимается при помощи гидравлического цилиндра 86'' и лента 84'' выносит загрузку из пресса.
Пресс отверждения.
В соответствии с предпочтительным вариантом воплощения настоящего изобретения пресс отверждения 100, как показано на фиг. 4а, используется в сочетании с прессом с горячим воздухом 50. После того, как загрузка пресса 102 нагрета и предварительно сформована в прессе с горячим воздухом, пресс отверждения прессует далее загрузку пресса с получением твердого продукта. Пресс отверждения 100 включает раму 104 и верхнюю и нижнюю плиты 106, 108. Нижняя плита 108 крепится к раме 104, и верхняя плита 106 располагается над нижней плитой 108 и соединена с верхней частью рамы посредством пары гидравлических цилиндров 110. Гидравлические цилиндры 110 двигают верхнюю плиту 106 вниз к нижней плите 108. В целом пресс отверждения 100 относительно схож по конструкции с прессом 50, но существенно более массивен для создания требуемого более высокого давления.
Пресс отверждения 100 используют для получения плоских изделий типа панелей. Альтернативный пресс отверждения 100' используют для получения блоков, а не плоских панелей, из загрузки пресса 102'. См. фиг. 4b. Если требуются детали определенной формы, то плиты в обоих прессах 100 или 100' могут быть снабжены выступами или выемками нужной формы. Пресс отверждения 100' также как пресс отверждения 100 включает раму 104' и верхнюю и нижнюю плиты 106', 108'. Нижняя плита 108' крепится к раме 104' и верхняя плита 106' расположена над нижней плитой 108' и соединена с верхней частью рамы при помощи гидравлического цилиндра 110'. Гидравлический цилиндр 110' движет верхнюю плиту 106' вниз к нижней плите 108'. Заготовка пресса в том виде, как она выходит из пресса с горячим воздухом, относительно плоская и выравненная. В прессе отверждения 100 загрузка прессуется по тем же плоским размерам с получением плоской панели. В отличие от этого в прессе отверждения 100' загрузка пресса 102' помещена в нижнюю плиту 108' на торец и поверхность плит в несколько раз меньше, чем соответствующая площадь плит с горячим воздухом. Таким образом, когда загрузка пресса 102' прессуется в прессе отверждения 100', то получают узкий толстый блок, а не широкую тонкую панель.
Фиг. 4с представляет второй альтернативный вариант воплощения пресса отверждения 100'' в соответствии с настоящим изобретением. Пресс 100'' сконструирован для работы с прессом с горячим воздухом 50'' таким образом, что загрузка пресса 102'' может автоматически передаваться от пресса к прессу. Пресс отверждения 100'' подобен прессу 100 и включает верхнюю и нижнюю плиты 106'', 108''. Плиты 106'' и 108'' включают ряд внутренних каналов и активно охлаждаются охлажденной жидкостью, проходящей через эти каналы. Предпочтительно жидкость должна быть охлаждена до примерно 20oF (- 6,7oC) и состоит из воды, смешанной с каким-либо типом антифриза.
Помимо плит основной разницей между прессом отверждения 100 и прессом отверждения 100'' является использование транспортного конвейера 120'' для загрузки предварительно сформованной заготовки 102'' и отгрузки конечного продукта из пресса отверждения. См. фиг. 10с. Конвейер 120'' включает стандартную непрерывную ленту, которая движется и приводит в движение загрузку пресса относительно конвейера. Кроме того, конвейер соединен шарнирно, чтобы он мог двигаться как целое в пресс отверждения 100'' и из него.
Осуществление способа, при котором создается загрузка пресса и передается из пресса с горячим воздухом 50'' в пресс отверждения 100'', показано схематически на фиг. 10а- 10f. Как показано на фиг. 10а, материал основы 150'' подается в камеру сжатия при помощи загрузочного конвейера 83''. Как описано выше, загрузочный конвейер движется из стороны в сторону и взад-вперед для равномерного распределения материала основы с образованием загрузки пресса 102''. После того, как загрузка пресса 102'' предварительно сформована в камере сжатия 66'', как показано на фиг. 10b, защитная оболочка 68'' слегка поднимается для создания пространства, чтобы загрузка пресса могла соскользнуть из пресса с горячим воздухом. С помощью верхней поверхности конвейера 120'', смежной с нижней поверхностью конвейера 84'', и движущихся лент обоих конвейеров заготовку загрузки пресса выгружают из пресса горячего воздуха на конвейер 120''. См. фиг. 10с. Если необходимо, можно использовать печь для поддержания температуры загрузки пресса между прессами. Как только загрузка пресса оказывается на конвейере 120'', конвейер движется в пресс отверждения 100'' между плитами. См. фиг. 10d-e. Когда конвейер попадает в пресс отверждения 100'', ведущий край захватывает предыдущую панель, которая закончила свой цикл, и выталкивает ее. После того, как конвейер 120'' помещается между плитами, ремень вновь начинает двигаться, и заготовка 102'' сходит с конвейера 120''. См. фиг. 10f. Одновременно, конвейер 120'' выходит из пресса и оставляет загрузку пресса между плитами.
Хотя и не обязательно, в соответствии с настоящим изобретением предпочтительным является двухстадийный способ прессования, по крайней мере, для термопластичных связующих, по следующим причинам. Во-первых, время цикла снижается, потому что следующая загрузка пресса может нагреваться в то время, как предыдущая загрузка охлаждается в прессе отверждения. Во-вторых, для загрузок пресса, состоящих из материалов, которые являются текучими или становятся текучими при нагревании, при высоком давлении в прессе 50, материал может затекать в воздушные сопла и забивать их. Кроме того, двухстадийный способ является более экономичным по сравнению с таким же одностадийным способом, так как нет необходимости нагревать и охлаждать плиты в прессе с горячим воздухом, что обычно требуется для получения термопластичных композитов.
В отличие от предпочтительного способа для термопластичных связующих, что предполагается для термореактивных связующих, очевидно, что предпочтительным способом будет такой, где используют только один пресс с нагретыми плитами. С термореактивными связующими необязательно охлаждать загрузку пресса перед удалением, так как связующее отверждается, то есть полимеризуется перед охлаждением. В противоположность этому термопластики не отверждаются, пока их не охладят.
Следует отметить, что хотя сухой и неконденсируемый газ является предпочтительным в двухстадийном способе прессования, он не ограничен такими газами, и в нем можно использовать пар как среду для передачи тепла.
Другим важным моментом является разница в желательных свойствах термопроводимости у плит пресса с горячим воздухом по сравнению с плитами в прессе отверждения. На стадии горячего воздуха важно, чтобы плита не поглощала тепло от горячего воздуха или материала основы. Во время стадии охлаждения, наоборот, желательно передать тепло от загрузки к плитам для быстрого охлаждения загрузки. Таким образом, желательно иметь термопроводимые плиты в прессе отверждения и термоизоляционные плиты в прессе с горячим воздухом.
В массовом производстве плиты пресса отверждения предпочтительно нагреваются и охлаждаются. Наружную поверхность плит в прессе отверждения предварительно нагревают для притягивания дополнительного термопластика к поверхности, когда часть его подается вначале, посредством чего создается гладкая поверхность. Так как следует нагревать, и то только слегка, только поверхность плиты, контактирующую с частью термопластика, предполагается, что на поверхность плит надо поместить какой-либо тонкий резистивный нагреватель, который может нагревать и охлаждать быстро для подачи необходимого тепла в небольшой дозе. Такой резистивный нагреватель может быть подвешен на пружинах и немного удален от остальной плиты, что создает мгновенный объем воздуха между плитой и нагревателем. Это позволит нагревателю передать некоторое количество тепла к поверхности загрузки пресса без нагрева всего корпуса плиты. Затем, когда пружины сожмутся до предела, нагреватель отключится, и тепло будет передаваться от загрузки пресса к плитам. Можно также предварительно нагреть две тонкие металлические пластины и вставить в пресс отверждения 100 с загрузкой 102. Предварительно нагретые пластины дадут такой же результат, как и резистивный нагреватель и, следовательно, будут отводить тепло от загрузки пресса эффективно. Плиты в прессе отверждения предпочтительно выполнены из металла для прочности и могут содержать выступы и впадины для формования конечного продукта нужной формы.
Для снижения времени цикла прессования в массовом производстве плиты также активно охлаждают для получения конечной формы продукта, по крайней мере, для термопластичных связующих композитов, которые не стабилизируются до тех пор, пока они не охладятся достаточно для отверждения связующего, как описано выше.
Режим работы.
Способ будет описан применительно к термопластичным связующим в виде термопластичных хлопьев, как описано выше. Однако, предварительно, давление в прессах, температура газа и время для каждой стадии будут изменяться в соответствии с типом и физическими размерами используемого термоактивного связующего.
Цикл прессования, как схематично показано на фиг. 6a-g, начинается с добавления материала основы 150 в камеру сжатия 66 пресса с горячим воздухом 50 для создания загрузки пресса 152. Верхнюю плиту 54 затем опускают для сжатия загрузки пресса 152 до удельной плотности, как показано на фиг. 6b. Точная плотность диктуется имеющимся в наличии потоком воздуха, соответствующим давлением у сопел, температурой и размером и типом термоактивных кусочков связующего и частиц наполнителя, а также другими условиями.
Воздух или другой горячий газ сжимают с использованием известного воздушного компрессора и предпочтительно подают ко входу в циркуляционный нагреватель 80 при давлении между 5 и 80 фунтов/дюйм2 (34,5 кПа-551,6 кПа), хотя в некоторых случаях можно применять даже более высокое давление. Выбранное точное давление соответствует нужной скорости потока, которая зависит от размера кусочков термоактивного связующего, общей проницаемости материала основы и производительности воздушного компрессора. Каждый материал основы имеет оптимальное соотношение давление/скорость потока, которое зависит от требуемого времени цикла, физической конформации кусочков связующего и стабильности смеси, когда его подвергают действию силы воздуха. Поэтому для смесей, состоящих из пылевидных кусочков связующего/частиц наполнителя, воздух инжектируют при относительно низком давлении. Если использовать более высокое давление и большие скорости потока, пылевидные частицы могут выдуваться из камеры сжатия 66 через отверстия в защитной оболочке 68, когда выходит инжектируемый воздух. Небольшие частицы могут также попасть в отверстия защитной оболочки 68, тем самым создавая сопротивление правильному потоку воздуха. С другой стороны для смеси наполнителя с толщиной частиц 1/8 дюйма (3,175 мм) и термопластичного связующего из раздробленной молочной бутылки потребуется более высокая скорость потока газа для получения приемлемого времени цикла, и она не будет свободно выдуваться из камеры сжатия.
После первоначального сжатия горячий воздух инжектируют в камеру сжатия 66, как показано на фиг. 6с, и он проникает в загрузку пресса 152 с передачей тепла для активации термоактивного связующего. Горячий воздух выходит через защитную оболочку 68. Циркуляционный нагреватель 80 обычно поднимает температуру воздуха до примерно 400-500oF (204,4-260oC). Из-за потерь тепла между нагревателем 80 и камерой сжатия 66 воздух будет входить в камеру сжатия при более низкой температуре. Для термопластичных хлопьев, состоящих из кусочков термопластика размером 1/16 дюйма (1,587 мм) и подобных частиц наполнителя, давление воздуха на входе в циркуляционный нагреватель 80 будет равно примерно 30 фунтов/дюйм2 (206,84 кПа). При таком давлении, которое создает поток воздуха, примерно 150 (CFM) фут3/мин (4245 дм3/мин), скорость потока воздуха для завершения цикла прессования горячим воздухом с получением панели в 1/2 дюйма (12,7 мм) требуется примерно три минуты.
С увеличением скорости потока горячего воздуха снижается время, требуемое для активации связующего. Время активации ограничено устойчивостью более мелких частиц, не подвергшихся обработке воздухом, без вдувания и выдувания из камеры сжатия и максимальной скорости передачи тепла от воздуха к кусочкам связующего. Для пылевидных частиц, например, давление обычно равно от 5 до 10 фунтов/дюйм2 (34,5-69 кПа). Для хлопьев с плотностью 1-3 фунтов/фут3 (16 кг/м3-48 кг/м3) используют давление 30-80 фунтов/дюйм2 (206,84 кПа-551,6 кПа). Смеси более высокой плотности, в пределах 5-15 фунтов/фут3 (80-240 кг/м3), могут требовать еще более высокого давления и скорости потока.
Время цикла и КПД по энергии можно снизить путем предварительного нагрева термоактивного связующего. Путем предварительного нагрева связующего перед тем, как поместить его в камеру сжатия, потребуется меньше горячего воздуха для последующего его нагрева до температуры активации. Таким же образом, предварительный нагрев связующего перед смешением его с любым наполнителем снижает количество энергии, поглощенной наполнителем. Энергия, поглощенная наполнителем, теряется и увеличивает время, требуемое для охлаждения конечного продукта, что важно в случае термопластичных связующих. Например, термопластики можно успешно предварительно нагревать до 250-300oF (121,1- 148,9oC) перед смешением с частицами наполнителя для снижения времени цикла.
Для облегчения образования холодной точки у вертикального центра загрузки пресса там, где встречается горячий воздух от верхней и нижней плит, желательно пульсировать давление воздуха в плитах. Давление в плитах должно пульсировать вне фазы так, чтобы давление у сопел в верхней плите достигало максимума в то время, как давление в нижней плите достигало минимума. Это заставляет холодную точку, где встречаются два воздушных потока, двигаться вверх и вниз в загрузке пресса. Изменение давления порядка 20% между плитами кажется достаточным для исправления положения.
Когда начинает плавиться термопластик, и загрузка пресса 152 начинает оседать, верхнюю плиту 54 опускают для сохранения контакта между плитой и верхней поверхностью загрузки пресса. См. фиг. 6c-e. Осевшую загрузку пресса 152 наблюдают через прозрачное окно 78, чтобы оператор мог опускать верхнюю плиту 54 с нужной скоростью для сохранения нужного контакта между плитой и загрузкой пресса. Это обеспечивает прохождение горячего воздуха через загрузку пресса 152, а не уход его сразу через защитную оболочку 68. Для типичного легкого хлопьевидного (1-5 фунт/фут3, 16-80 кг/м3) материала основы и трех минут времени цикла скорость оседания равна примерно 5 дюймам в минуту (127 мм/мин) и давление, приложенное к плите, обычно менее чем 20 фунтов/дюйм2 (138 кПа). Когда масса термопластичного компонента расплавилась, к верхней плите 54 подают давление для легкого сжатия загрузки пресса 152. См. фиг. 6e.
Загрузку пресса 152 только слегка прессуют до примерной формы конечного продукта в прессе горячего воздуха. Это снижает свойство текущего термопластика забивать воздушные сопла. Кроме того, матрицы из RTV в плитах недостаточно жесткие, чтобы выдержать высокое давление, требуемое для завершения прессования продукта. Так как значительное количество воздуха остается в небольших карманах в слегка спрессованной загрузке пресса 152, она не охлаждается так быстро, как могла бы, если бы воздух выходил под усилием.
Часть изобретения, описанная выше, может претерпеть ряд модификаций для снижения количества воздуха и времени, требуемых для завершения стадии прессования горячим воздухом. Прежде всего, температуру горячего воздуха, инжектированного в загрузку пресса, можно довести до пика в начале подачи воздуха. Доведение первоначальной температуры воздуха до 580oF (304,4oC) может значительно уменьшить время цикла. Даже если температура воздуха слегка превышает температуру горения целлюлозы, горение все равно не происходит, потому что целлюлоза не получает избыточного тепла во время короткого доведения температуры до пика.
После нагревания в прессе с горячим воздухом горячую загрузку 152 перемещают в пресс отверждения. См. фиг. 6f-g. Когда загрузка пресса 152 входит в пресс отверждения 100, она еще довольно гибкая и в несколько раз толще, чем конечный продукт. Пресс отверждения 100 далее сжимает загрузку пресса 152 до нужных конечных размеров с получением конечного продукта 154 в виде панели. См. фиг. 6g-i.
Как указано выше, возможно проводить конечную стадию прессования с загрузкой пресса с образованием плоского листа или толстого блока. Фиг. 7 a-b иллюстрирует использование пресса отверждения 100' для получения конечного продукта в виде блока 156. Загрузку пресса помещают в пресс отверждения 100' на торец и формуют вновь во время сжатия в блок 156. См. фиг. 7с. В массовом производстве утолщенных продуктов, таких как блок 156, толщина загрузки пресса увеличивается для получения дополнительной толщины в конечном продукте, а не прессуют загрузку пресса с конца или сбоку в прессе отверждения, как показано.
Поверхностное давление, приложенное к загрузке пресса в прессе отверждения 100, лежит в пределах от 100 до 1000 фунт/дюйм2 (689 кПа-6890 кПа), причем 500 фунтов/дюйм2 (3445 кПа) является наиболее типичным. При выборе подходящего давления в прессе отверждения можно получать продукты, имеющие широкий диапазон плотностей. Использование низкого давления и довольно больших частиц наполнителя приводит к наполнителю низкой плотности, пригодному для изготовления каркаса дверей или для других целей. При высоком давлении и небольших частицах получают композит, схожий с фанерой по плотности и по внешнему виду.
Давление в прессе отверждения 100 поддерживают до тех пор, пока деталь достаточно охлаждена, чтобы держать свою форму, в этот момент ее удаляют и процесс завершают. См. фиг. 6i. Если деталь удаляют из пресса отверждения 100 перед тем, как центр отвержден, внутренние напряжения могут привести к разбуханию детали и ее разрушению. При желании, конечный продукт можно штамповать с имитационными деревянными зернами или другим шаблоном в прессе отверждения. Кроме того, в прессе отверждения можно применять слой бумаги, винила или другого материала.
Ниже приведены значения различных параметров для определенных композитных продуктов из термопластика/целлюлозы.
Характеристики целлюлозных хлопьев:
Толщина = 0,035 дюймов (0,889 мм)
Длина = 1,5-2,5 дюйма (38,1-63,5 мм)
Вид Южная сосна
Содержание влаги = 14%
Объемная плотность = 4,5 фунт/фут3 (72 кг/м3)
Характеристики термопластика:
Вид Расширенный полиэтилен
Толщина после прессования = 0,030 дюйма (0,762 мм)
Объемная плотность = 2 фунта/фут3 (32 кг/м3)
Характеристики материала основы:
Вес целлюлозы = 1,4 фунта (0,635 кг)
Вес пластика = 1,4 фунта (0,635 кг)
Объемная плотность в непрессованном виде = 2,75 фунт/фут3 (44 кг/м3)
Толщина в непрессованном виде = 8 дюймов (203,20 мм)
Объемная плотность при предварительном прессовании* = 6,75 фунт/фут3 (105/12 кг/м3)
Толщина при предварительном прессовании* = 4 дюйма (101,6 мм)
* в момент инжектирования воздуха
Пресс с горячим воздухом:
Температура окружающей среды = 68oF (20oC)
Температура воздуха в плите =450oF (232oC)
Давление воздуха в плите = 10 фунт/фут3 (160 кг/м3)
Поток воздуха = 150 фут3 /мин (4245 дм3/мин)
Время прессования = 114 сек
Давление плиты
Конечная толщина = 1,25 дюйма (31,75 мм)
Конечная плотность
Пресс отверждения:
Время = 180 сек
Начальная температура плиты = 778oF (25,6oC)
Давление плиты (давление на поверхности) = 350 фунт/дюйм2 (2410 кПа)
Конечная температура плиты = 118oF (48oC)
Конечный продукт:
Плотность = 44,2 фунт/фут3 (707,2 кг/м3)
Толщина = 0,6 дюйма (15,24 мм)
Размер = 9,5 х 19 дюймов (241,3 х 482,6 мм)
Пример, приведенный выше, был осуществлен с использованием пресса с горячим воздухом, такого как пресс 50 с плитами, такими как плиты 10'. Стадию отверждения проводят в прессе отверждения, таком как пресс 100.
Очевидно, что способ и устройство настоящего изобретения пригодны для получения композитов с термоактивным связующим.
Примеры композитов приведены ниже.
1. Облицовка (обшивка внакрой досками, облицовка панелями, вагонкой).
2. Нижняя поверхность панелей.
3. Карнизы.
4. Внешние и внутренние отделочные молдинги.
5. Сырье для водосточного желоба под красное дерево.
6. Покрытия (квадратное, Т & G и др.)
7. Пиломатериал для опор и ограждений.
8. Внешние и внутренние поверхности ступени лестницы.
9. Кровельный гонт.
10. Кровельная плитка, особенно с утолщенной кромкой.
11. Выровненные и отделанные панелями наружные двери (доски, вертикальный брус обвязки, каркас, композиты и т.д.).
12. Оконные рамы и подоконники.
13. Внешние и внутренние дверные рамы.
14. Внутренний молдинг/ многобрусковые и столярные формы для изделий.
15. Гидроизоляционный слой и основание пола.
16. Сырье для отделки прилавков.
17. Пиломатериал для подоконников.
18. Каркас для внутренней отделки дверей.
19. Лесоматериал.
20. Сырье для окон и ограждений (квадратное или расщепленное).
21. Внешние и внутренние неструктурные панели (будка для собаки, навес для склада).
22. Внутреннее покрытие для пола, для влажной и сухой площади (в виде доски, квадратный, паркет).
23. Встроенные шкафы.
24. Покрытия для грузовиков.
25. Покрытия для полок и столов.
26. Игры и игрушки.
27. Формованная спинка сиденья/перегородка.
28. Сиденья.
29. Сельскохозяйственные ящики и бункера.
30. Заготовки стенных панелей.
Теперь становится ясно, что в данной области техники произошли улучшения, которые позволяют достичь вышеуказанные цели. Хотя настоящее изобретение изложено в предпочтительной форме, следует понимать, что его конкретное воплощение, как здесь описано и проиллюстрировано, не должно рассматриваться как ограничение, так как имеются другие формы и модификации, которые могут быть использованы в объеме заявленной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2494869C2 |
| КЛЕЕВЫЕ КОМПОЗИЦИИ, РЕАКЦИОННЫЕ СИСТЕМЫ И СПОСОБЫ ПРОИЗВОДСТВА ЛИГНОЦЕЛЛЮЛОЗНЫХ КОМПОЗИТОВ | 2008 |
|
RU2470977C2 |
| ТРЕХМЕРНАЯ ВЫСОКОПРОЧНАЯ ВОЛОКНИСТАЯ КОМПОЗИТНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2688551C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ ПРОВОДЯЩИЕ НАНОНАПОЛНИТЕЛИ | 2012 |
|
RU2611512C2 |
| Способ изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2018 |
|
RU2681907C1 |
| МУЛЬТИФУНКЦИОНАЛЬНЫЙ ПОЛИМЕРНЫЙ КОМПОЗИТ - ВАРИОКОМПОЗИТ - И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2114740C1 |
| Сшивная промышленная лента | 2019 |
|
RU2800484C2 |
| ИСПОЛЬЗОВАНИЕ ПОЛИИЗОЦИАНАТНЫХ КОМПОЗИЦИЙ В КАЧЕСТВЕ СВЯЗУЮЩЕГО ДЛЯ КОМПОЗИТНЫХ ЛИГНОЦЕЛЛЮЛОЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2279447C2 |
| ИСПОЛЬЗОВАНИЕ ПОЛИИЗОЦИАНАТНЫХ КОМПОЗИЦИЙ В КАЧЕСТВЕ СВЯЗУЮЩЕГО ДЛЯ КОМПОЗИТНЫХ ЛИГНОЦЕЛЛЮЛОЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2275390C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2754886C1 |


Способ получения композитного продукта с термоактивным связующим осуществляют путем инжектирования горячего сухого газа для активации термоактивного связующего. В предпочтительном варианте горячим сухим газом является воздух. Способ особенно выгодно применять для получения термопластичных композитных продуктов, в частности композитов из термопластиков целлюлозы. Также частью настоящего изобретения является двухстадийный способ прессования, по которому горячий газ инжектируется во время первой стадии, и загрузка пресса предварительно прессуется. Загрузку пресса затем помещают во второй пресс отверждения, куда горячий газ уже не инжектируется, и ее отверждают и охлаждают. Оборудование для осуществления способа включает плиту с тигельным прессом, который включает верхнюю и нижнюю плиты со множеством сопел для инжектирования горячего воздуха, расположенных на поверхности каждой плиты. Плиты расположены на расстоянии друг от друга и окружены по сторонам воздухопроницаемой защитной оболочкой с образованием камеры сжатия для удерживания материала основы, который прессуют. Другое оборудование включает пресс отверждения. Технический результат - создание способа с использованием термоактивного связующего и крупных частиц наполнителя. 6 c. и 24 з.п. ф-лы, 10 ил.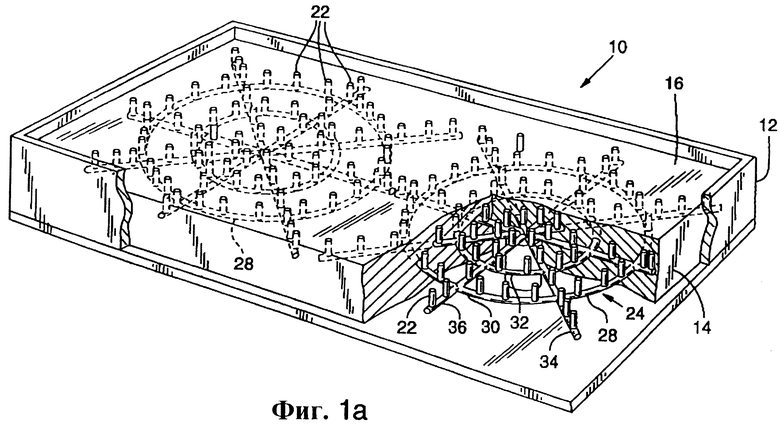
| US 5169580 A, 08.12.1992 | |||
| US 5088910 A, 18.02.1992 | |||
| US 5154969 A, 13.10.1992 | |||
| US 3998580 A, 21.12.1976 | |||
| US 5356278 A, 18.10 | |||
| Прибор для охлаждения жидкостей в зимнее время | 1921 |
|
SU1994A1 |
| US 5155146 A, 13.10.1992 | |||
| 0 |
|
SU326298A1 | |
| НАСАДОЧНЫЙ АБСОРБЕР ОСУШКИ ГАЗА (ВАРИАНТЫ) | 2002 |
|
RU2198017C1 |
| ЯДЕРНЫЙ ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ | 2013 |
|
RU2646443C2 |
