Изобретение относится к области станкостроения и может быть использовано в резьбошлифовальных станках для шлифования цилиндрических резьбовых изделий.
Известен станок для шлифования цилиндрических резьбовых изделий, кинематическая внутренняя цепь которого составлена из механических звеньев и настраивается гитарой сменных колес (Кудряшов А.А. "Станки инструментального производства". - М.: Машиностроение, 1968, с. 113-127, рис. V-13).
Недостатком такой цепи является значительная ее протяженность, значительная металлоемкость, сложность конструкции и наладки.
Технической задачей является обеспечение обработки цилиндрических резьбовых изделий со специальными стружечными канавками с применением внутренней гидравлической цепи, повышение точности за счет сокращения протяженности кинематической цепи, составленной из механических звеньев, путем исключения из нее ряда механических звеньев, снижение металлоемкости.
Указанная задача достигается тем, что станок снабжен гидравлическими шаговыми двигателями, управляемыми генераторами гидравлических импульсов, имеющими золотниковые втулки с расчетным числом рабочих щелей и кинематически связанными посредством кулачка затылования и ходового винта продольной подачи соответственно с поперечной кареткой и продольным суппортом и гидравлическим шаговым двигателем, предназначенным для осуществления дифференциального движения путем сообщения дополнительного поворота кулачку затылования при перемещении суппорта в продольном направлении при шлифовании резьбовых изделий со спиральными стружечными канавками и управляемым генератором гидравлических импульсов, имеющим золотниковую втулку с рабочими щелями, получающую вращение от зубчатого колеса, закрепленного на ходовом винте продольной подачи суппорта, при этом передаточное отношение между величинами подачи соответствует отношению чисел рабочих щелей на золотниковых втулках соответствующих генераторов гидравлических импульсов.
На чертеже представлена схема станка с гидравлическими связями для шлифования цилиндрических резьбовых изделий со спиральными стружечными канавками.
Станок включает в себя инструмент 1, совершающий вращательное движение от электродвигателя Д1 через звено настройки iv, заготовку 2, получающую вращение от электродвигателя Д2 через звено настройки is, на шпинделе которой закреплено зубчатое колесо 3, осуществляющим вращение золотниковой втулки генератора гидравлических импульсов 4, соединенного системой трубопроводов с шаговым гидравлическим двигателем 5, осуществляющим посредством кулачка затылования 6 поперечное возвратно-поступательное движение каретки 7, а также от упомянутого зубчатого колеса получает вращение золотниковая втулка генератора гидравлических импульсов 8, управляющим шаговым гидродвигателем 9, осуществляющим посредством ходового винта 10 продольное перемещение суппорта 11 с инструментом, для получения заготовкой винтового движения, добавочное движение, связанное с винтовым расположением стружечных канавок изделия, осуществляется от шагового гидродвигателя 12, кинематически связанного через червячную передачу 13 с суммирующим механизмом 14 в виде дифференциала с коническими колесами и управляемого генератором гидравлических импульсов 15, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 16, закрепленного на ходовом винте 10 продольной подачи, при этом рабочая жидкость к генераторам гидравлических импульсов подводится по трубопроводу 17 от насосной установки 18, а передаточное отношение между величинами подач будет определяться расчетным числом рабочих щелей на золотниковых втулках генераторов гидравлических импульсов соответствующих приводов подач.
Работа станка осуществляется следующим образом.
Вращение инструмента 1 производится от электродвигателя Д1 через звено настройки iv, а заготовка 2 получает вращение от электродвигателя Д2 через звено настройки is. Поперечное возвратно-поступательное движение каретки 7 с инструментом 1 (движение затылования) осуществляется от шагового гидродвигателя 5, кинематически связанного с кулачком затылования 6 и управляемого генератором гидравлических импульсов 4, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 3, закрепленного на шпинделе заготовки 2, продольное перемещение суппорта 11 с инструментом 1 осуществляется от шагового гидродвигателя 9, кинематически связанного посредством ходового винта 10 и управляемого генератором гидравлических импульсов 8, золотниковая втулка с рабочими щелями которого получает вращение от вышеупомянутого зубчатого колеса 3, добавочное движение в цепи осуществляется от шагового гидродвигателя 12, кинематически связанного посредством червячной передачи 13 с суммирующим механизмом 14 в виде дифференциала с коническими колесами и управляемого генератором гидравлических импульсов 15, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 16, закрепленного на ходовом винте 10 продольной подачи, при этом рабочая жидкость к генераторам гидравлических импульсов подводится по трубопроводу 17 от насосной установки 18.
Предлагаемое изобретение позволит упростить конструкцию станка, повысить точность винторезной цепи за счет сокращения ее протяженности путем исключения ряда механических звеньев, снизить металлоемкость станка.
Изобретение относится к области станкостроения, резьбошлифовальным станкам для шлифования цилиндрических резьбовых затылованных изделий со спиральными стружечными канавками. Станок содержит узел заготовки и узел инструмента, соединенные винторезной цепью, включающей ходовой винт продольной подачи, цепь затылования, включающую кулачок затылования и продольный суппорт с поперечной кареткой. Для упрощения конструкции, повышения точности за счет сокращения протяженности цепи путем исключения из нее ряда механических передач и снижения металлоемкости станок снабжен гидравлическими шаговыми двигателями, управляемыми генераторами гидравлических импульсов, имеющими золотниковые втулки с расчетным числом рабочих щелей и кинематически связанными посредством кулачка затылования и ходового винта продольной подачи соответственно с поперечной кареткой и продольными суппортом и гидравлическим шаговым двигателем, предназначенным для осуществления дифференциального движения путем сообщения дополнительного поворота кулачку затылования при перемещении суппорта в продольном направлении при шлифовании резьбовых изделий со спиральными стружечными канавками и управляемым генератором гидравлических импульсов, имеющим золотниковую втулку с рабочими щелями, получающую вращение от зубчатого колеса, закрепленного на ходовом винте продольной подачи суппорта. При этом передаточное отношение между величинами подач соответствует отношению чисел рабочих щелей на золотниковых втулках соответствующих генераторов гидравлических импульсов. 1 ил.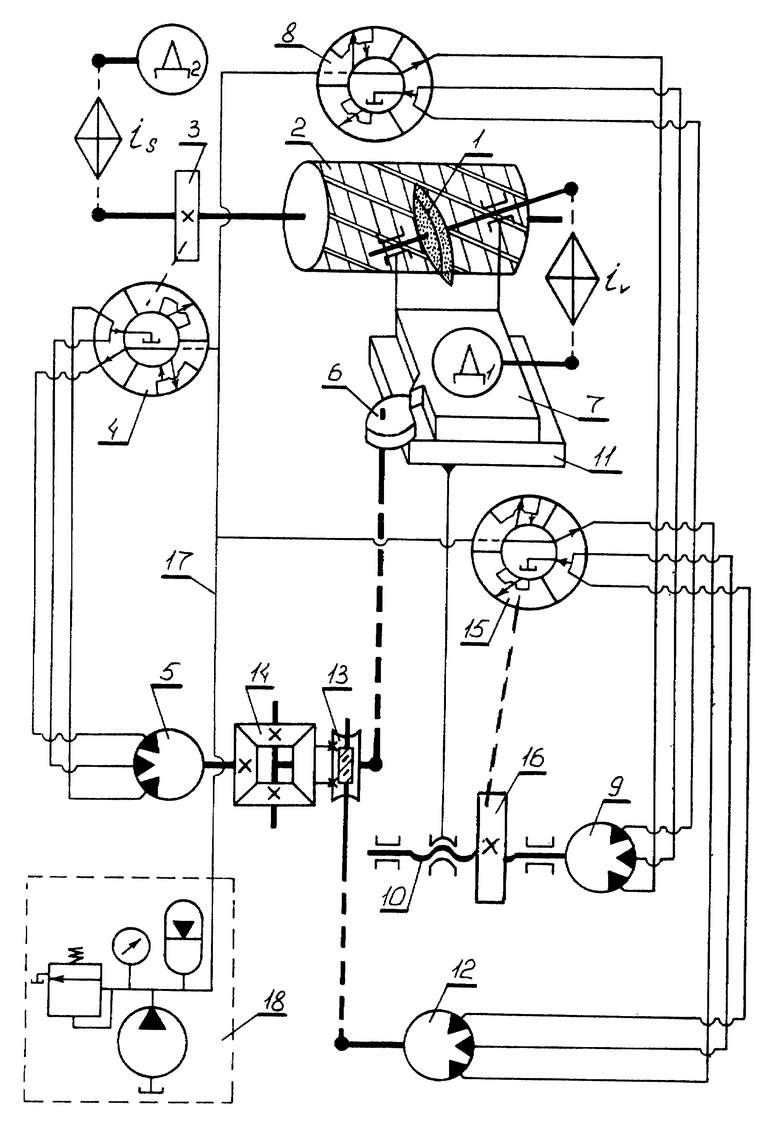
Станок для шлифования цилиндрических резьбовых изделий, содержащий узел заготовки и узел инструмента, соединенные винторезной цепью, включающей ходовой винт продольной подачи, цепь затылования, включающую кулачок затылования и продольный суппорт с поперечной кареткой, отличающийся тем, что он снабжен гидравлическими шаговыми двигателями, управляемыми генераторами гидравлических импульсов, имеющими золотниковые втулки с расчетным числом рабочих щелей и кинематически связанными посредством кулачка затылования и ходового винта продольной подачи соответственно с поперечной кареткой и продольными суппортом и гидравлическим шаговым двигателем, предназначенным для осуществления дифференциального движения путем сообщения дополнительного поворота кулачку затылования при перемещении суппорта в продольном направлении при шлифовании резьбовых изделий со спиральными стружечными канавками и управляемым генератором гидравлических импульсов, имеющим золотниковую втулку с рабочими щелями, получающую вращение от зубчатого колеса, закрепленного на ходовом винте продольной подачи суппорта, при этом передаточное отношение между величинами подач соответствует отношению чисел рабочих щелей на золотниковых втулках соответствующих генераторов гидравлических импульсов.
| КУДРЯШОВ А.А | |||
| Станки инструментального производства | |||
| - М.: Машиностроение, 1968, с.115 - 121, рис.V.13 | |||
| Токарно-затыловочный станок | 1975 |
|
SU539688A1 |
| Цепь затылования токарно-затыловочного станка | 1991 |
|
SU1827327A1 |
| ГИДРАВЛИЧЕСКАЯ ЦЕПЬ ПОДАЧ ТОКАРНО-ЗАТЫЛОВОЧНОГО СТАНКА | 1994 |
|
RU2074806C1 |
| Устройство для раскладки витков при намотке проволоки в бухты | 1974 |
|
SU522872A1 |
