Изобретение относится к станкостроению и может быть использовано в резьбонарезных станках для нарезания цилиндрических червяков обкаточным резцом (долбяком).
Известен станок для обработки цилиндрических червяков обкаточным резцом, кинематическая внутренняя цепь которого составлена из механических звеньев и настраивается гитарой сменных колес. (Федотенок А.А. Кинематическая структура металлорежущих станков. М.: Машиностроение, 1970, с.337 - 341).
Недостатком такой цепи является значительная ее протяженность, значительная металлоемкость, сложность конструкции наладки.
Близким техническим решением является известный станок с гидравлическими связями для точения долбяком цилиндрических червяков (авт. св. по заявке 95109251/02 от 05.06.95, БИ N 10, 1997, c. 45), содержащий узел инструмента, узел заготовки, гидравлические шаговые двигатели, расположенные во внутренней цепи и кинематически связанные с вращением долбяка и его продольным перемещением.
Технической задачей является обеспечение обработки цилиндрических червяков обкаточным резцом с применением гидравлической связи во внутренней цепи, включающей в себя суммирующий механизм в виде дифференциала для сложения двух движений, обеспечивающих скорость резания и движение подачи.
Указанная техническая задача достигается тем, что резьбонарезной станок снабжен дифференциалом, установленным в цепи обката и связанным с инструментом, дополнительным шаговым гидравлическим двигателем, предназначенным для привода дифференциала, и дополнительным генератором гидравлических импульсов, соединенным с ним посредством трубопроводов, при этом золотниковая втулка дополнительного генератора гидравлических импульсов установлена с возможностью вращения посредством зубчатого колеса, установленного на ходовом винте продольного перемещения инструмента.
На чертеже представлена схема резьбонарезного станка с гидравлическими связями во внутренней цепи для нарезания цилиндрических червяков обкаточным резцом.
Станок включает в себя заготовку 1, совершающую вращательное движение от электродвигателя А через звено настройки iv, инструмента 2, получающего вращение от гидравлического шагового двигателя 3 через центральную шестерню дифференциала 4 и управляемого от генератора гидравлических импульсов 5, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 6, закрепленного на шпинделе заготовки, а продольное перемещение инструмента осуществляется от шагового гидродвигателя 7, выходной вал которого кинематически связан посредством ходового винта 8 с суппортом и управляемого генератором гидравлических импульсов 9, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 6, закрепленного на шпинделе заготовки; для получения заготовкой сложного двигателя формообразования, осуществляющего два движения - вращение заготовки и обкаточного резца, а также винтовое движение, то сложение этих двух движений происходит на заготовке через суммирующий механизм в виде дифференциала с коническими колесами, а вращение червячной шестерни 10 дифференциала осуществляется шаговым гидродвигателем 11, управляемым генератором гидравлических импульсов 12, вращение золотниковой втулки с рабочими щелями которого осуществляется от зубчатого колеса 13, закрепленного на ходовом винте продольного перемещения инструмента, при этом рабочая жидкость к генераторам гидравлических импульсов, соединенных системой трубопроводов с соответствующим шаговым гидродвигателем, подводится по трубопроводу 15 от насосной станции 16.
Работа станка осуществляется следующим образом. Вращение заготовки 1 осуществляется от электродвигателя Д через звено настройки iv.
Вращение инструмента 2 осуществляется от гидравлического шагового двигателя 3 через шестерню 4 и управляемого от генератора гидравлических импульсов 5, золотниковая втулка с рабочими щелями которого вращается от зубчатого колеса 6, закрепленного на шпинделе заготовки, а продольное перемещение инструмента осуществляется от шагового гидравлического двигателя 7, выходной вал которого кинематически связан посредством ходового винта 8 с суппортом и управляемого генератором гидравлических импульсов 9, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 6, закрепленного на шпинделе заготовки.
Поскольку заготовка участвует в двух исполнительных движениях - вращение заготовки и инструмента, а также вращение заготовки и поступательное движение инструмента, и эти движения происходят одновременно, а заготовка является общим звеном, одновременно принадлежащим обеим группам движений, то сложение этих двух движений происходит на заготовке через суммирующий механизм 4 в виде дифференциала с коническими колесами, а вращение червячной шестерни 10 дифференциала осуществляется шаговым гидродвигателем 11, управляемым генератором гидравлических импульсов 12, вращение золотниковой втулки с рабочими щелями которого осуществляется от зубчатого колеса 13, закрепленного на ходовом винте 14 продольного перемещения инструмента, рабочая жидкость к генераторам гидравлических импульсов подводится по трубопроводу 15 от насосной станции 16.
Предлагаемое изобретение позволит упростить конструкцию станка за счет исключения ряда механических элементов, повысить точность кинематической цепи за счет сокращения ее протяженности, снизить металлоемкость.
Изобретение относится к станкостроению. Станок содержит узел заготовки, узел инструмента, звено настройки, гидравлические шаговые двигатели, расположенные в цепи обката и предназначенные для вращения инструмента и его продольного перемещения посредством ходового винта и соединенные посредством трубопроводов с генераторами гидравлических импульсов с вращающейся золотниковой втулкой. Для упрощения конструкции, повышения точности за счет сокращения цепи путем исключения из нее ряда механических передач станок снабжен дифференциалом, установленным в цепи обката и связанным с инструментом, дополнительным гидравлическим шаговым двигателем, предназначенным для привода дифференциала, и дополнительным генератором гидравлических импульсов, соединенным с ним посредством трубопроводов. Золотниковая втулка дополнительного генератора гидравлических импульсов установлена с возможностью вращения посредством зубчатого колеса, установленного на ходовом винте продольного перемещения инструмента. 1 ил.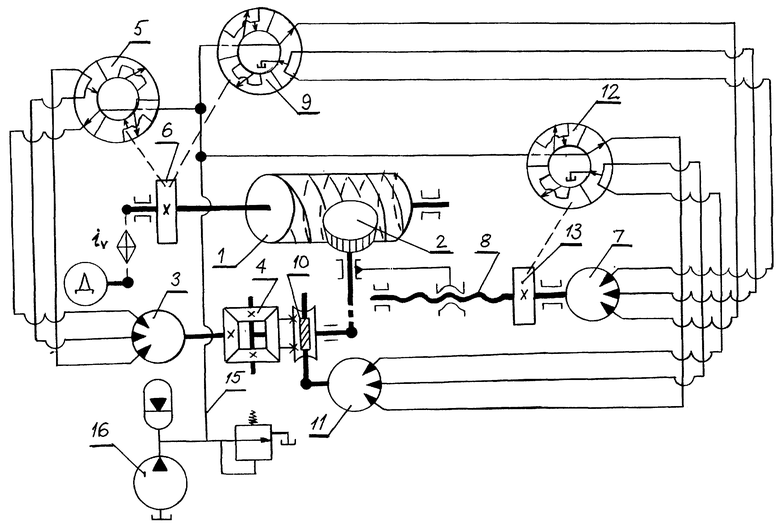
Резьбонарезной станок с гидравлическими связями для нарезания цилиндрических червяков обкаточным резцом, содержащий узел заготовки, узел инструмента, звено настройки, гидравлические шаговые двигатели, расположенные в цепи обката и предназначенные для вращения инструмента и его продольного перемещения посредством ходового винта и соединенные посредством трубопроводов с генераторами гидравлических импульсов с вращающейся золотниковой втулкой, отличающийся тем, что он снабжен дифференциалом, установленным в цепи обката и связанным с инструментом, дополнительным гидравлическим шаговым двигателем, предназначенным для привода дифференциала, и дополнительным генератором гидравлических импульсов, соединенным с ним посредством трубопроводов, при этом золотниковая втулка дополнительного генератора гидравлических импульсов установлена с возможностью вращения посредством зубчатого колеса, установленного на ходовом винте продольного перемещения инструмента.
| RU 95109251 A1, 10.04.1997 | |||
| Приспособление для нарезания червяков обкаткой долбяками на токарных станках | 1959 |
|
SU129463A1 |
| ВОЕСОЯСИАЯ >& ПЛТсИТИЗ-О TE"'"i4Fr"' ПBi^isA'iGi'fiaЕ. Д. Петров | 0 |
|
SU174504A1 |
| Устройство к токарно-винторезному станку для нарезания червяков | 1982 |
|
SU1026982A1 |
| Способ нарезания наружных резьб | 1982 |
|
SU1134319A1 |
| Огнетушитель | 0 |
|
SU91A1 |
| ФЕДОТЕНОК А.А | |||
| Кинематическая структура металлорежущих станков | |||
| - М.: Машиностроение, 1970, с | |||
| Ленточный тормозной башмак | 1922 |
|
SU337A1 |
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
