Изобретение относится к литейному производству, конкретнее к производству отливок специального назначения.
Целью изобретения является повышение выхода годных отливок.
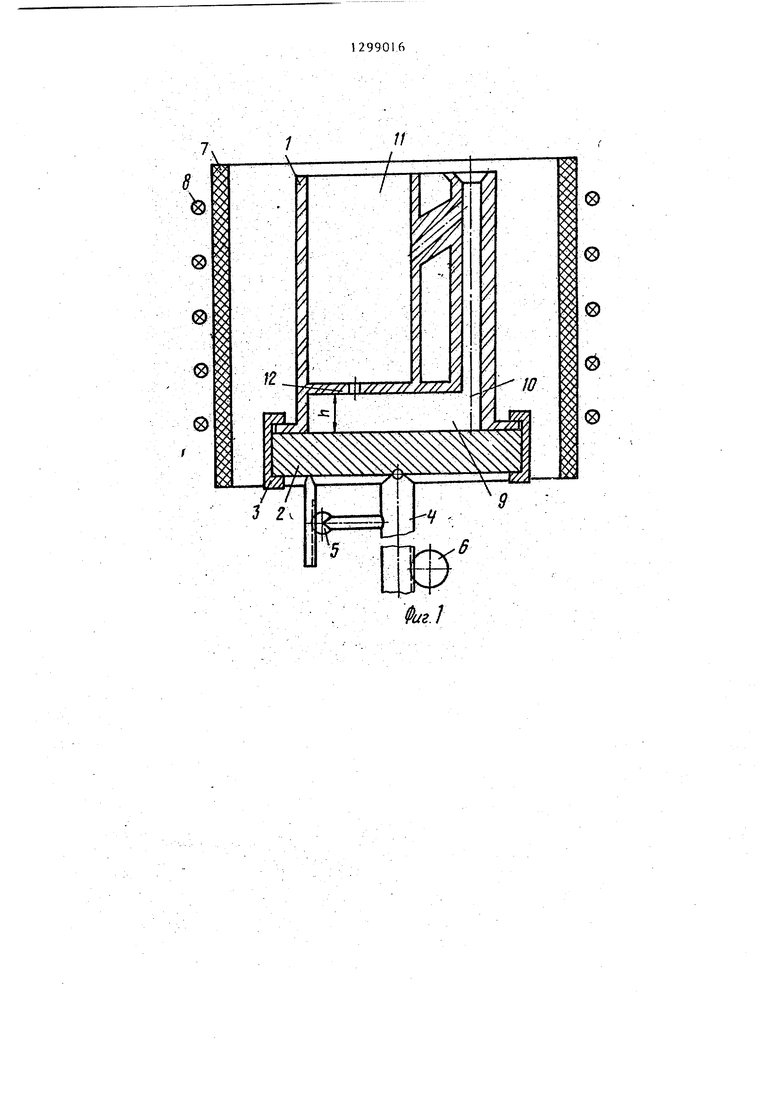
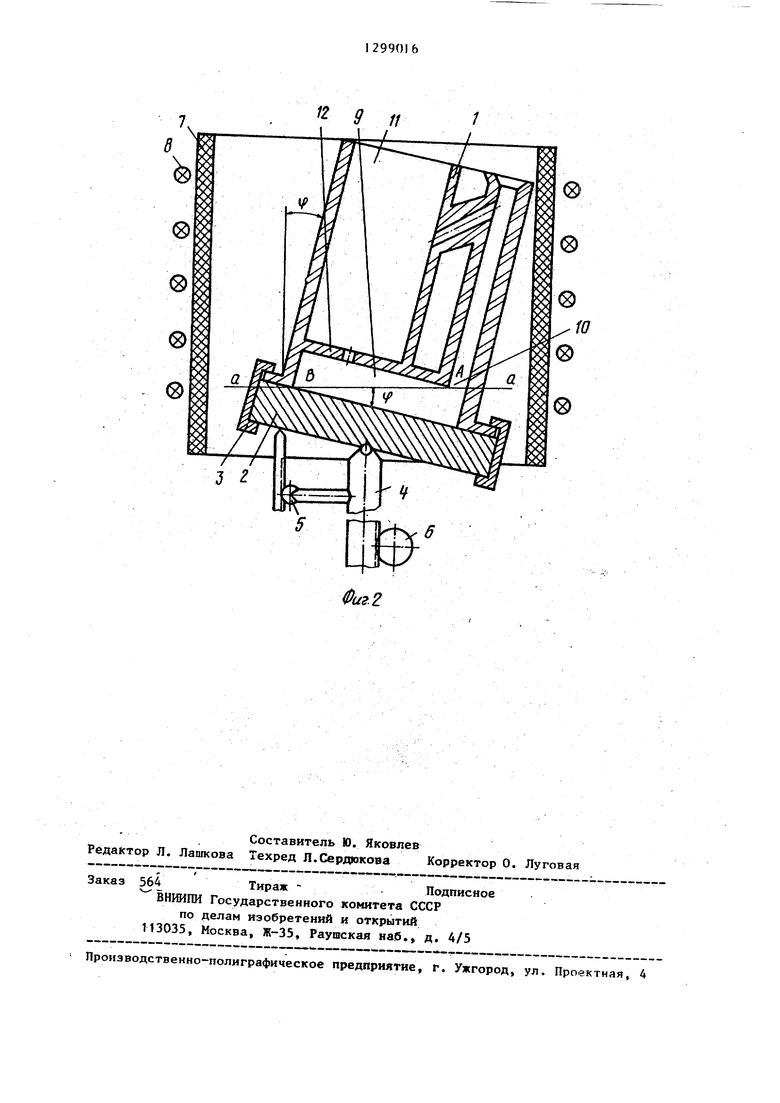
На фиг. 1 изображено устройство для получения монокристаллических отливок в исходном вертикальном поло- зЬении; на фиг. 2 - устройство в положении заполнения формы расплавом.
Устройство (Фиг. 1) содержит фор му 1, установленную на холодильник 2 и закрепленн;ую при помощи зажимов 3, холодильник, соединенный со штоком 4, на котором расположен ме- ханизм наклона холодильника 5, шток соединен с механизмом подъема и опускания 6. Устройство помещено в нагревательную печь, которая содержит гра10
15
наклона поверхность хололплыгика, KOTopriH оформляет дно затравочной по лости формы, оказывается под углом 20-30° к горизонту и место в области контакта формы и холодильника, куда подают первые порции заливаемого в форму расплава, оказывается на самОм низком уровне. Расплав заливают через питатель 10 в затравочную полость 9 и одновременно в рабочую полость формы 11. Кристаллы, которые образовались в месте контакта с холо дильником при заливке в первых порций расплава, растут вдоль холодильника при постоянно м, по мере течения расплава по холодильнику, увеличении поперечного размера холодиль ника. Если форма затравочной полости имеет прямоугольное сечение, тогда
25
I...
фитовый муфель 7 и индуктор 8. Затра-«О кристаллы, растущие вдоль холодиль- вочная полость 9 формь 1 выполнена ника, укрупнялись бы только за счет в виде прямой призмы, в сечение которой равнобедренный треугольник. Такая форма затравочной полости обеспечивает укрупнение в поперечном размере кристаллов, растущих вдоль холодильника. Питатель 10 литниковой системы формы расположен в вершине треугольника, лежащего в верхнем осно вании призмы, что обеспечивает подачу расплава по ребру точно в вершину треугольника, лежащего в-нижнем основании призмы, поверхность которого оформлена холодильником. Рабо - чая полость формы 11. отделена от затравочной полости 9 перегородкой 12 с отверстием для отвода единствен30
35
конкурирующего роста. Чем больше рас ширяется поперечный размер затравочной полости по мере течения расплава вдоль поверхности холодильника, тем больше в поперечном размере будут растущие вдоль холодильника зерна. Однако слишком большой угол при вершине равностороннего треугольника, леж.ащего а основании затравочной полости, ведет к неоправданному увеличению размеров :затравочной полости. Рационально угол при вершине иметь
30-45. Высота затравочной полости назначается такой, чтобы при наклоне перед заливкой, горизонталь а-а проведенная из самой верхней точки на поверхности холодильника, которая оформляет дно затравочной полости, нигде не пересекала верхнюю поверх- ность затравочной полости (фиг. 3). Если часть верхней поверхности затравочной полости будет расположена при наклоне формы перед заливкой ниж такой горизонтали, то перемещение расплава вдоль своей свободной поверхности и обновление головной части нарушится, после того, как уровен расплава окажется выше верхней поверхности затравочной полости. В зто
ного кристалла.
Устройство работает следующим образом.
Форму 1 перед заливкой устанавливают в нагревательную печь и нагревают до температуры ликвидуса сплава с целью предотвращения зарождения и развитии на поверхности формы центров кристаллизации во время процесса затвердевания. Расплав в тигле плавильной печи перегревают для дезактивации примесей и перед заполнением формы снижают температуру расплава до температуры заливки. Подводят к дну формы холодильник 2, устанавливают и закрепляют на него форму зажимами 3. Перед началом заливки форму 1 и холодильник 2 отклоняют от их первоначального вертикального поло О
жения на угол 20-30 в сторону литниковой системы. В результате такого
наклона поверхность хололплыгика, KOTopriH оформляет дно затравочной полости формы, оказывается под углом 20-30° к горизонту и место в области контакта формы и холодильника, куда подают первые порции заливаемого в форму расплава, оказывается на самОм низком уровне. Расплав заливают через питатель 10 в затравочную полость 9 и одновременно в рабочую полость формы 11. Кристаллы, которые образовались в месте контакта с холодильником при заливке в первых порций расплава, растут вдоль холодильника при постоянно м, по мере течения расплава по холодильнику, увеличении поперечного размера холодильника. Если форма затравочной полости имеет прямоугольное сечение, тогда
-
5
О кристаллы, растущие вдоль холодиль- ника, укрупнялись бы только за счет
0
5
конкурирующего роста. Чем больше расширяется поперечный размер затравочной полости по мере течения расплава вдоль поверхности холодильника, тем больше в поперечном размере будут растущие вдоль холодильника зерна. Однако слишком большой угол при вершине равностороннего треугольника, леж.ащего а основании затравочной полости, ведет к неоправданному увеличению размеров :затравочной полости. Рационально угол при вершине иметь
30-45. Высота затравочной полости назначается такой, чтобы при наклоне перед заливкой, горизонталь а-а, проведенная из самой верхней точки на поверхности холодильника, которая оформляет дно затравочной полости, нигде не пересекала верхнюю поверх- ность затравочной полости (фиг. 3). Если часть верхней поверхности затравочной полости будет расположена при наклоне формы перед заливкой ниже такой горизонтали, то перемещение расплава вдоль своей свободной поверхности и обновление головной части нарушится, после того, как уровень расплава окажется выше верхней поверхности затравочной полости. В зтом
случае головная часть потока будет течь не обновляясь, пока не затвердеет. В результате нарушится рост кристаллов вдоль поверхности холодильника. Из геометрических соотношений (фиг. 3) определяется необходимая высота затравочной полости треугольника ABC, угол ABC которого Da-,
0
5
0
312
веч углу наклона фармь и холодильника перед заливкой, так как это углы со перпендикулярными сторонами. Тогда ВС, где АС -. высота затравочной,полости, ВС - длина высоты равнобедренного треугольника, лежащего в нижней части основания затравочной полости и оформляемом хо- лодильником. При обозначении и необ:ходимая высота затравочной полости h выражается через длину вы- соты равнобедренного треугольника, лежащего в нижнем основании затравочной полости 1ц угол наклона формы и холодильника от вертикали перед за- ливкой с| следующей формулой: ,
h tgq-- Е ,
П Р им ер. Заливали o6f a3Ubi а сечении ftKJO Длиной 200 мм из сплава ЖС6-К, угол при вершине затравочной полости в которую подавался первоначально расплав - А5 , . . .-
В качестве материала для форм
использовали электрокорунд со связующим на основе гидролизованногр этилсиликата. Использовались вйдоохлаждаемые медный и стальной холодильники.
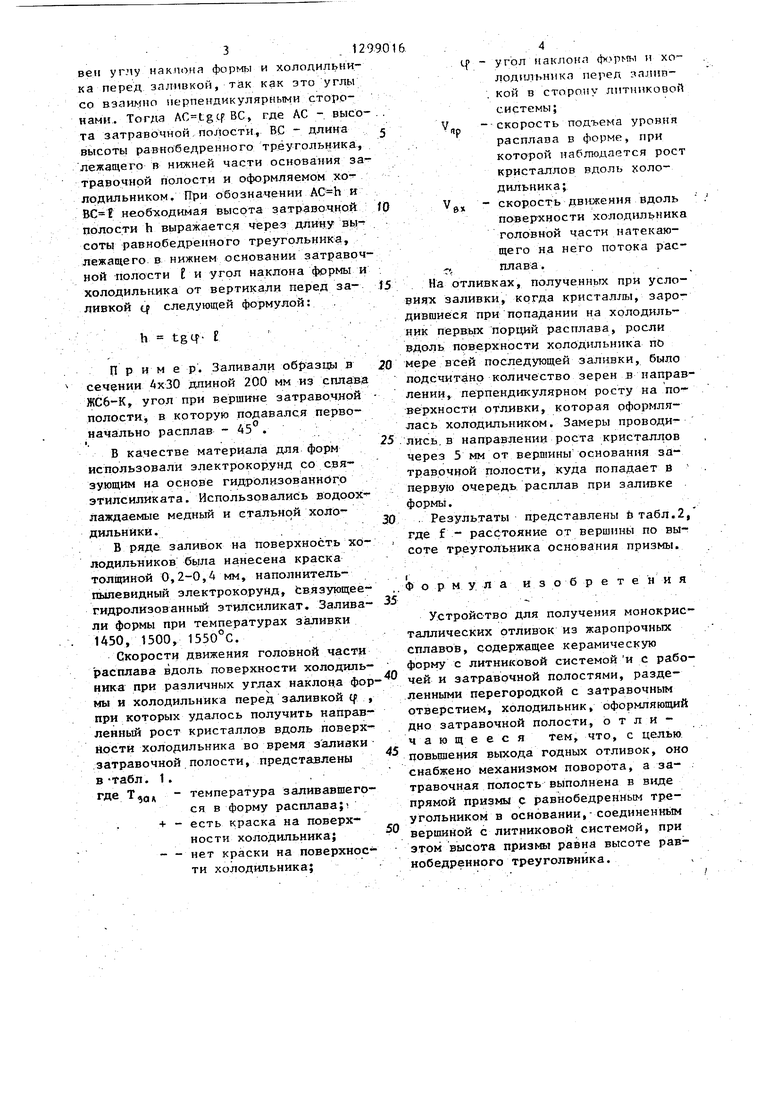
В ряде, заливок на поверхность холодильников была нанесена краска толщиной О,2-0,4 мм, наполнитель- пылевидный электрокорунд, Ьвязующее- гидролизованньй этилсиликат. Заливали формы при температурах заливки 1А50, 1500, 1550°С.
Скорости движения головной части
расплава вдоль поверхности холодильника при различных углах наклона фор мы и холодильника перед заливкой q , при которых удалось получить направ- ленньй рост кристаллов вдоль поверх- нести холодильника во время з апивки затравочной полости, представлены в -табл. 1.,
температура заливавшегося в форму расплава;; - есть краска на поверхности холодильника; - - нет краски на поверхности холодильника;
где Т
w
. . j fp . 15
Ч- 35
40
45
.р
ИХ
20
25
30
50
угол наклона и холодильника перед заливкой в сторону литниковой системы;
скорость подъема уровня расплава в форме, при которой наблюдается рост кристаллов вдоль холодильника;
скорость дв1шения вдоль поверхности холодильника головной части натекающего на него потока рас- , плава.
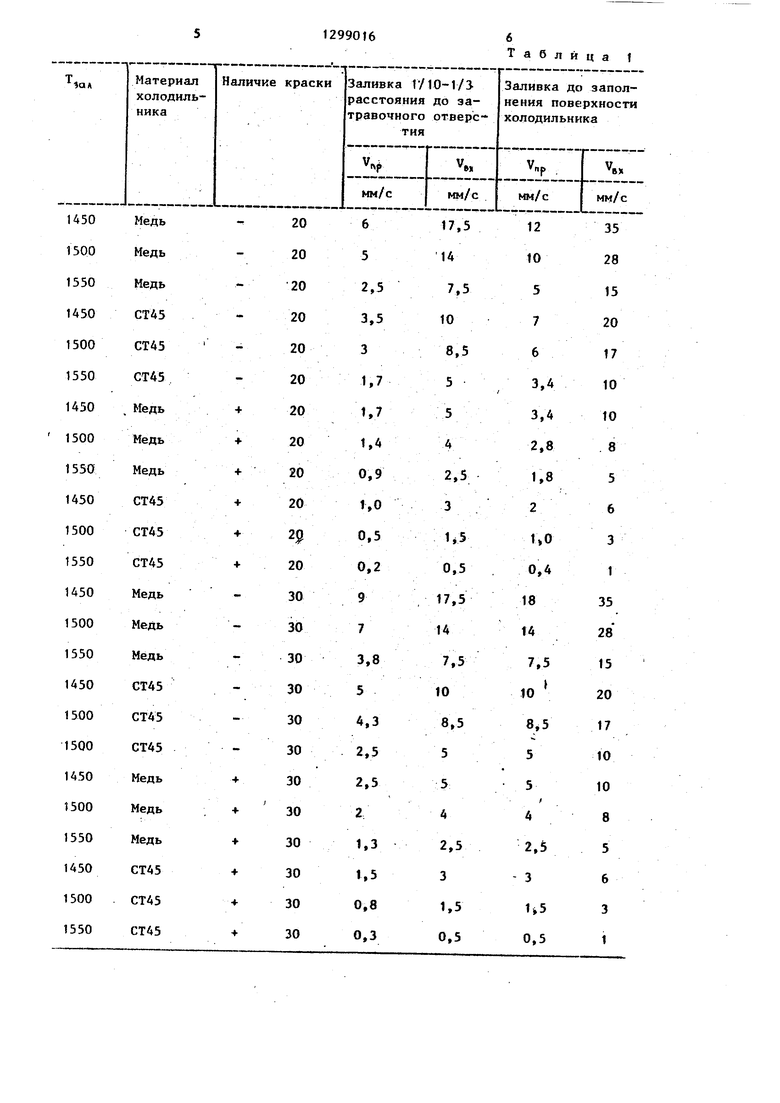
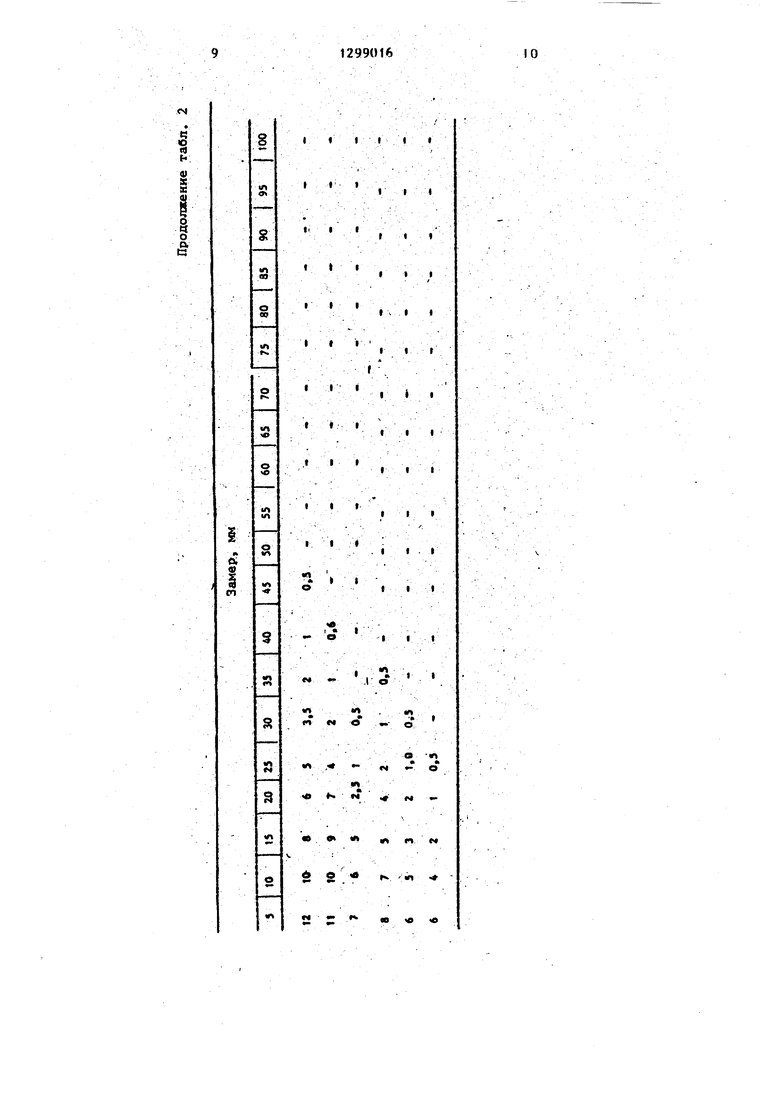
На отливках, полученньгх при условиях заливки, когда кристаллы, зародившиеся при попадании на холодильник первых порций расплава, росли вдоль поверхности холодильника по мере всей последующей заливки, было подсчитано количество зерен в направлении, перпендикулярном росту на поверхности отливки, которая оформлялась холодильником. Замеры проводи лись. в направлении роста кристаллов через 5 мм от вершины основания затравочной полости, куда попадает в первую очередь расплав при заливке формьт.
. Результаты представлены 6 табл.2, где f - расстояние от вершины по высоте треугольника основания призмы.
Ф о р мула и 3 о б р е те н и я
Устройство для получения монокристаллических ртлив ок из жаропрочных сплавов, содержащее керамическую форму с литниковой системой и с рабочей и затравочной полостями, разделенными перегородкой с затравочным отверстием, холодильник, оформляющий дно затравочной полости, отличающееся тем, что, с целью повышения вьрсода годных отливок, оно снабжено механизмом поворота, а затравочная полость выполнена в виде прямой призмы с равнобедренным треугольником в основании,-соединенном вершиной с литниковой системой, при этом высота призмы равна высоте равнобедренного треугольника.
Таблица I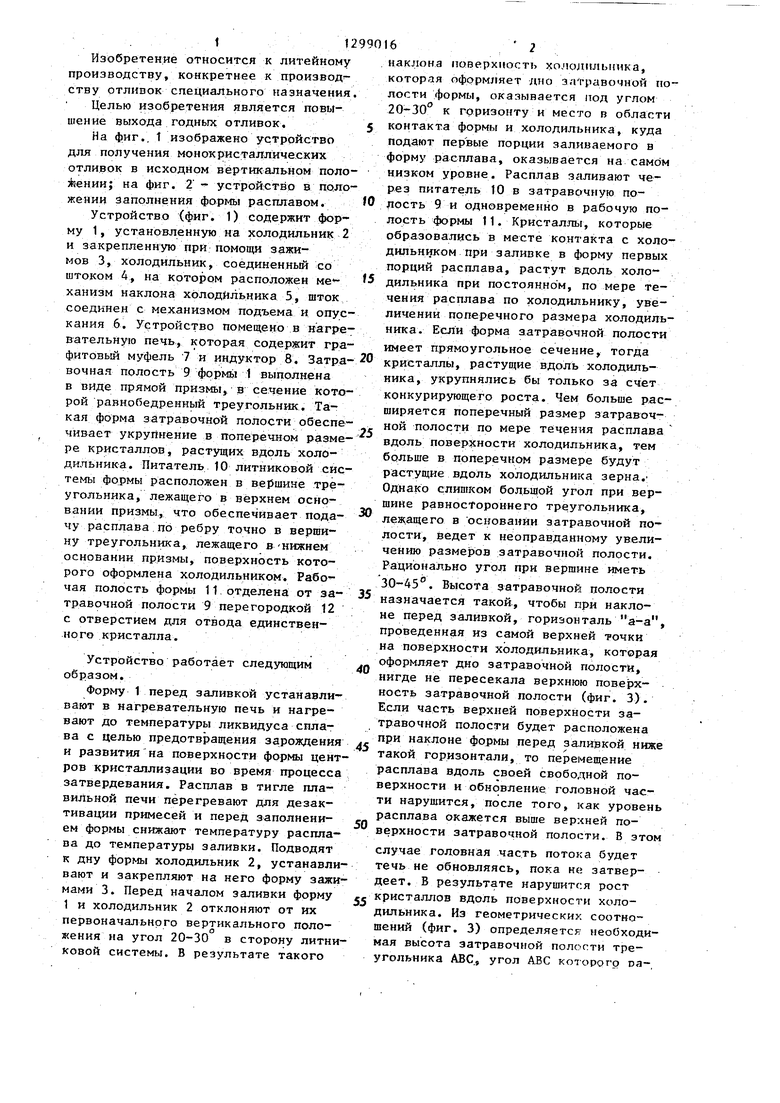
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения отливок турбинных сопловых лопаток с направленной и монокристаллической структурой | 2021 |
|
RU2756073C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ МОНОКРИСТАЛЛИЧЕСКОЙ ТУРБИННОЙ ЛОПАТКИ | 2006 |
|
RU2325971C1 |
| Устройство для получения отливок направленной кристаллизацией | 1984 |
|
SU1280758A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| Литниковая система для мелких отливок | 1989 |
|
SU1675023A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЬНОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211746C1 |
| СПОСОБ УПРАВЛЕНИЯ КРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ КОРКОВОГО СЛОЯ ОТЛИВКИ | 1992 |
|
RU2025211C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2392091C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2007 |
|
RU2353471C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЬНЫХ ОТЛИВОК | 1993 |
|
RU2080209C1 |
Изобретение относится к литейному производству, конкретнее к производству отливок специального назначения. Целью изобретения является повышения выхода годных отливок. В нагретую до температуры ликвидуса сплава форму 1 устройства, установленную на холодильник 2 и закрепленную зажимами 3, через питатель 10 литниковой системы заливают жидкий металл, устройство перед, заливкой переводят в наклоннсэе положение. Форма 1 нмеет рабочую 11 и затравочную 9 полости, .последняя выполнен-а в форме прямой призмы с основанием в виде равнобедренного треугольника, соединенного вершиной с литниковой системой, при этом высота призмы равна высоте равнобедренного треугольни1 а, а затравочное отверстие расположено на высоте равнобедренного треугольника верхнего основания затравочной полости 9. Выполнение устройства по изобретению обеспечивает увеличение выхода год-, ных отливок за счет создания условий, обеспечивающих монокристаллиЧ- ность их. 2; ил 2 табл. ю сл 05 
| Кишкцн С.Т | |||
| и др | |||
| Направленная кристаллизация жаропрочных сплавов | |||
| Литейное производство, 1984, № 4, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Патент США № 3739835, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Лебедев П.В | |||
| и др | |||
| Разработка технологических вариантов монокристаллического литья | |||
| /Сб | |||
| Повышение качества и надежности литых изделий, Ярославль, 1976, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
