Изобретение относится к области ультразвукового контроля и может быть использовано для определения толщины изделия.
Известен ультразвуковой способ измерения толщины изделия эхо-импульсным методом, заключающийся, в том, что устанавливают на контролируемое изделие в место определения толщины ультразвуковой раздельно-совмещенный пьезоэлектрический преобразователь, вводят импульсы ультразвуковых колебаний, измеряют время задержки между зондирующим и принятым отраженным сигналом и по ней судят о толщине изделия [Приборы для неразрушающего контроля материалов и изделий. Справочник. В 2-х кн. Под ред. В.В. Клюева. Кн.2. М.: Машиностроение, 1976].
Недостатком данного способа является наличие неоднозначного определения толщины в ближней зоне, а также невозможность определения толщины изделия с малой толщиной из-за наличия мертвой зоны.
В качестве прототипа выбран ультразвуковой способ измерения толщины эхо-импульсным методом, используя раздельно-совмещенный пьезоэлектрический преобразователь, заключающийся в том, что устанавливают на контролируемое изделие в место определения толщины ультразвуковой раздельно-совмещенный пьезоэлектрический преобразователь, проводят эхо-локацию, измеряют время задержки между зондирующим и принятым отраженным сигналом и по ней определяют толщину изделия [Приборы для неразрушающего контроля материалов и изделий. Справочник. В 2-х кн. Под ред. В.В. Клюева. Кн.2. М., "Машиностроение", 1976].
Недостатком данного способа является то, что им невозможно измерение толщины при малой толщине изделия, из-за наличия мертвой зоны.
Решаемая техническая задача заключается в повышении точности определения толщины изделия с односторонним доступом, толщина которых мала, что приводит к невозможности контроля толщины обычными ультразвуковыми способами.
Решаемая техническая задача, в ультразвуковом способе определения толщины изделия, включающем: установку на контролируемое изделие в место определения толщины раздельно-совмещенного пьезоэлектрического преобразователя, ввод импульсов ультразвуковых колебаний в контролируемое изделие и прием отраженных от донной поверхности изделия ультразвуковых колебаний, достигается тем, что ввод импульсов ультразвуковых колебаний и прием отраженных от донной поверхности изделия ультразвуковых колебаний осуществляют последовательно, используя раздельно-совмещенные пьезоэлектрические преобразователи из набора раздельно-совмещенных пьезоэлектрических преобразователей с заданными значениями толщины акустических экранов d1,d2,... dn-1,dn, где n - количество преобразователей, n>1- заданное число находящихся в соответствующей зависимости с контролируемой толщиной изделия, для каждого n-го раздельно-совмещенного преобразователя:
где hn - контролируемая толщина изделия для n-го раздельно-совмещенного преобразователя;
n - количество раздельно-совмещенных пьезоэлектрических преобразователей, n>1- заданное число;
Cnl1 - скорость распространения продольных ультразвуковых волн в призме n-го раздельно-совмещенного пьезоэлектрического преобразователя;
C12- скорость распространения продольных ультразвуковых волн в материале, из которого изготовлено контролируемое изделие;
dn - толщина акустического экрана n-го раздельно-совмещенного пьезоэлектрического преобразователя,
измеряют интенсивность или амплитуду отраженных от донной поверхности контролируемого изделия ультразвуковых колебаний для каждого раздельно-совмещенного преобразователя из набора раздельно-совмещенных преобразователей, строят зависимость интенсивности или амплитуды отраженных от донной поверхности контролируемого изделия ультразвуковых колебаний от hn и по месту скачкообразного изменения интенсивности или амплитуды в полученной зависимости определяют толщину контролируемого изделия.
Предлагаемое техническое решение удовлетворяет критериям "новизны" и "изобретательскому уровню", так как предложенные признаки позволяют получить новое свойство, и обеспечивает измерение толщины, при малой толщине изделия.
На фиг. 1 показан пример изменения амплитуды или интенсивности ультразвуковых колебаний P от контролируемой толщины изделия hn для n-го раздельно-совмещенного преобразователя, где P0 - значение величины амплитуды или интенсивности ультразвуковых колебаний, соответствующих порогу регистрации.
Толщина изделия определяется по месту скачкообразного изменения амплитуды или интенсивности ультразвуковых колебаний, так на фиг.1 где, Pпор - значение величины амплитуды или интенсивности ультразвуковых колебаний, соответствующих порогу регистрации, для раздельно-совмещенного пьезоэлектрического преобразователя n=4, которому соответствует толщина изделия h=h4.
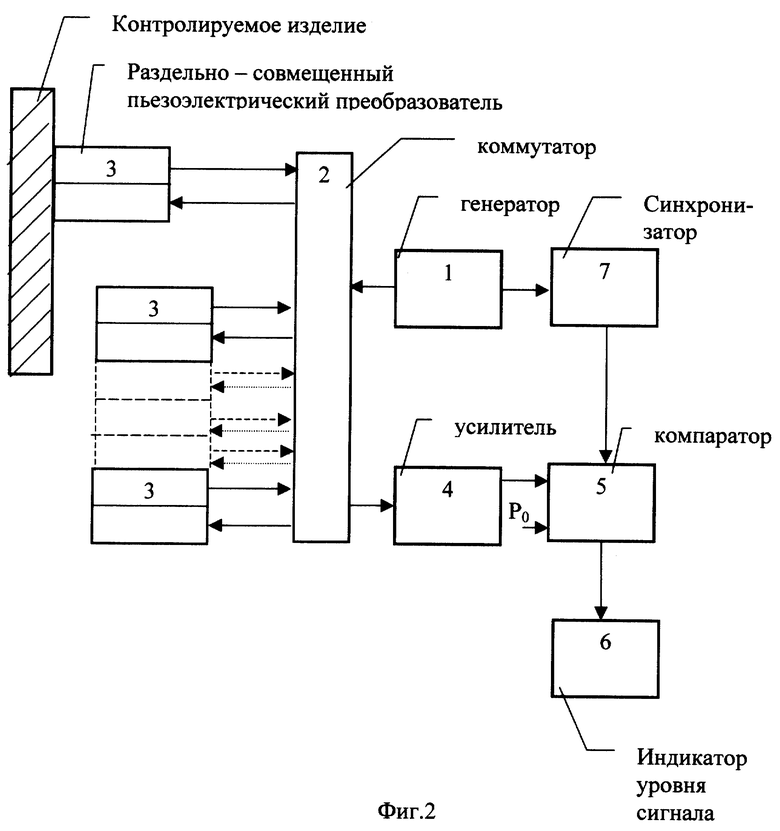
На фиг. 2 изображено устройство, с помощью которого может быть осуществлен данный способ.
Устройство содержит: ультразвуковой генератор 1, первый выход которого соединен со входом коммутатора датчиков 2, с которым соединен набор датчиков, содержащий n раздельно-совмещенных пьезоэлектрических преобразователей 3, и выход которого соединен со входом резонансного усилителя 4, выход которого соединен со входом компаратора 5, выход которого соединен с индикатором уровня сигнала 6, второй выход генератора 1 соединен со входом синхронизатора 7, выход которого соединен со входом разрешения работы компаратора 5, раздельно-совмещенные пьезоэлектрические преобразователи 3 последовательно устанавливают на изделие 7 в место определения толщины.
Рассмотрим осуществление способа с помощью описанного выше устройства. Сначала устанавливают первый раздельно-совмещенный пьезоэлектрический преобразователь 3 на контролируемое изделие 7 в место определения толщины, на коммутаторе датчиков 2 устанавливают соответствующий первому раздельно-совмещенному преобразователю 3 канал, далее ультразвуковой генератор 1 вырабатывает импульсы, которые с первого выхода подаются на коммутатор датчиков 2, одновременно со второго выхода генератора 1 импульс подается на синхронизатор 7, который вырабатывает сигнал разрешения работы компаратора 5, с коммутатора датчиков 2 импульсы подаются на передающий пьезоэлемент первого раздельно-совмещенного преобразователя 3, который возбуждает в контролируемом изделии 7 ультразвуковые колебания, а приемный пьезоэлемент раздельно-совмещенного преобразователя 3 принимает отраженные от донной поверхности контролируемого изделия ультразвуковые колебания, которые через коммутатор датчиков 2 подаются на вход резонансного усилителя 4, а затем на компаратор 5, где сравниваются с установленным пороговым значением величины амплитуды или интенсивности Pпор, далее сигнал поступает на индикатор уровня сигнала 6. Данную последовательность операций повторяют последовательно, используя n-1 раздельно-совмещенные пьезоэлектрические преобразователи из набора раздельно-совмещенных пьезоэлектрических преобразователей с заданными значениями толщины акустических экранов d1,d2,... dn-1, dn, где n- количество преобразователей, n>1 заданное число находящихся в соответствующей зависимости с контролируемой толщиной изделия, для каждого n-го раздельно-совмещенного преобразователя:
где hn - контролируемая толщина изделия, для n-го раздельно -совмещенного преобразователя;
n - количество раздельно-совмещенных пьезоэлектрических преобразователей, n>1 - заданное число;
Cnl2 - скорость распространения продольных ультразвуковых волн в призме n-го раздельно-совмещенного пьезоэлектрического преобразователя;
C12 - скорость распространения продольных ультразвуковых волн в материале, из которого изготовлено контролируемое изделие;
dn - толщина акустического экрана n-го раздельно-совмещенного пьезоэлектрического преобразователя,
измеряют интенсивность или амплитуду отраженных от донной поверхности контролируемого изделия ультразвуковых колебаний для каждого раздельно-совмещенного преобразователя из набора раздельно-совмещенных преобразователей, строят зависимость интенсивности или амплитуды отраженных от донной поверхности контролируемого изделия ультразвуковых колебаний от hn и по месту скачкообразного изменения интенсивности или амплитуды в полученной зависимости определяют толщину контролируемого изделия.
Таким образом, по сравнению с прототипом способ обеспечивает измерение толщины изделия.
Изобретение относится к области ультразвукового контроля и может быть использовано для определения толщины изделия. Повышение точности определения толщины изделий с односторонним доступом, толщина которых мала, достигается за счет того, что устанавливают на контролируемое изделие в место определения толщины ультразвуковой раздельно-совмещенный пьезоэлектрический преобразователь, вводят импульсы ультразвуковых колебаний и принимают отраженные от донной поверхности изделия ультразвуковые колебания. Ввод импульсов ультразвуковых колебаний и прием отраженных от донной поверхности изделия ультразвуковых колебаний осуществляют последовательно, используя раздельно-совмещенные пьезоэлектрические преобразователи из набора раздельно-совмещенных пьезоэлектрических преобразователей с заданными значениями толщины акустических экранов d1, d2, ..., dn-1, dn, где n - количество преобразователей, n > 1 - заданное число находящихся в соответствующей зависимости с контролируемой толщиной изделия, для каждого n-го раздельно-совмещенного преобразователя
где hn - контролируемая толщина изделия для n-го раздельно-совмещенного преобразователя; Cnl1 - скорость распространения продольных ультразвуковых волн в призме n-го раздельно-совмещенного пьезоэлектрического преобразователя; C12 - скорость распространения продольных ультразвуковых волн в материале, из которого изготовлено контролируемое изделие; dn - толщина акустического экрана n-го раздельно-совмещенного пьезоэлектрического преобразователя,
измеряют интенсивность или амплитуду отраженных от донной поверхности контролируемого изделия ультразвуковых колебаний для каждого раздельно-совмещенного преобразователя из набора раздельно-совмещенных преобразователей, строят зависимость интенсивности или амплитуды отраженных от донной поверхности контролируемого изделия ультразвуковых колебаний от hn и по месту скачкообразного измерения интенсивности или амплитуды в полученной зависимости определяют толщину контролируемого изделия. 2 ил.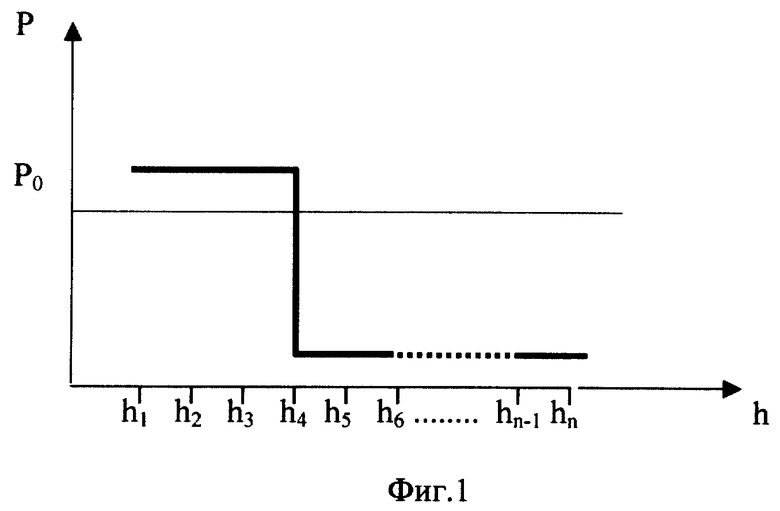
Ультразвуковой способ определения толщины изделия, заключающийся в том, что устанавливают на контролируемое изделие в место определения толщины ультразвуковой раздельно-совмещенный пьезоэлектрический преобразователь, вводят импульсы ультразвуковых колебаний и принимают отраженные от донной поверхности изделия ультразвуковые колебания, отличающийся тем, что ввод импульсов ультразвуковых колебаний и прием отраженных от донной поверхности изделия ультразвуковых колебаний осуществляют последовательно, используя раздельно-совмещенные пьезоэлектрические преобразователи из набора раздельно-совмещенных пьезоэлектрических преобразователей с заданными значениями толщины акустических экранов d1, d2, . .., dn-1, dn, где n - количество преобразователей, n > 1 - заданное число, находящихся в соответствующей зависимости с контролируемой толщиной изделия, для каждого n-го раздельно-совмещенного преобразователя
где hn - контролируемая толщина изделия для n-го раздельно-совмещенного преобразователя;
n - количество раздельно-совмещенных пьезоэлектрических преобразователей, n > 1 - заданное число;
Cnl1 - скорость распространения продольных ультразвуковых волн в призме n-го раздельно-совмещенного пьезоэлектрического преобразователя;
Cl2 - скорость распространения продольных ультразвуковых волн в материале, из которого изготовлено контролируемое изделие;
dn - толщина акустического экрана n-го раздельно-совмещенного пьезоэлектрического преобразователя,
измеряют интенсивность или амплитуду отраженных от донной поверхности контролируемого изделия ультразвуковых колебаний для каждого раздельно-совмещенного преобразователя из набора раздельно-совмещенных преобразователей, строят зависимость интенсивности или амплитуды отраженных от донной поверхности контролируемого изделия ультразвуковых колебаний от hn и по месту скачкообразного изменения интенсивности или амплитуды в полученной зависимости определяют толщину контролируемого изделия.

