Изобретение относится к технологии изготовления и ремонта пьезокерамических преобразователей, в частности к их склейке и армированию, и может найти применение при изготовлении и ремонте гидроакустической аппаратуры или электроакустической аппаратуры контроля.
Секционированные цилиндрические преобразователя, склеенные из пьезоэлементов в виде призм, являются высокоэффективными излучателями и приемниками звука [1].
Для повышения динамической прочности и ресурса секционированных цилиндрических преобразователей применяют их армирование, т.е. создание в них предварительных сжимающих напряжений.
В настоящее время армирование цилиндрических преобразователей производят преимущественно путем намотки на их внешнюю боковую поверхность прочной стеклонити с натягом, обеспечивающим создание в пьезокерамике заданных предварительных напряжений [2].
Известен способ сборки секционированного цилиндрического преобразователя, в котором преобразователь сначала склеивают из призм [2]. Для этого на поверхности пьезоэлементов тонким слоем наносят клеящий компаунд (обычно на основе эпоксидной смолы), затем в специальном жестком цилиндрическом приспособлении формируют преобразователь и производят полимеризацию компаунда, т.е. склейку преобразователя.
Склеенный преобразователь после механического удаления избыточного клеящего компаунда армируют, для чего с помощью специального приспособления для намотки наматывают стеклонить с определенным натягом на внешнюю боковую поверхность преобразователя, при этом наматываемая стеклонить обвалакивается связующим, также представляющим собой эпоксидный компаунд.
Однако вязкость связующего должна быть существенно меньше вязкости клеящего компаунда, поскольку при этой технологии клеящий компаунд, который вручную наносят на боковые поверхности призм, должен быть достаточно густым.
Сборка секционированного пьезокерамического преобразователя заканчивается после полимеризации связующего.
Недостатком этого широко распространенного способа является то, что при склейке призм, имеющих разбросы поперечных и угловых размеров в жестком цилиндрическом приспособлении, образуются непроклеи, которые при последующем армировании могут привести к образованию трещин, поскольку дефекты склейки являются концентраторами механических напряжений в пьезокерамике, что существенно уменьшает эффективность армирования, призванного повысить механическую прочность.
К тому же этот способ имеет большое количество ручных операций (в одном преобразователе может быть более 100 призм и на каждую с двух сторон наносят клеящий компаунд) и не поддается автоматизации, что делает его экономически неэффективным и не обеспечивающим стабильность параметров.
По технической сущности наиболее близким к предлагаемому является способ сборки цилиндрического секционированного преобразователя, известный из [3] и имеющий следующую последовательность операций:
- на боковую поверхность призм вручную наносят склеивающий эпоксидный компаунд, достаточно густой, чтобы масса не стекала с поверхностей склеивания;
- формируют преобразователь;
- до схватывания склеивающего компаунда устанавливают преобразователь в специальное приспособление для намотки и производят намотку стеклонити со связующими на ее наружную боковую поверхность с натягом;
- производят одновременную полимеризацию склеивающего компаунда и связующего.
Предложенный способ сборки обеспечивает более равномерную толщину клеевых швов и таким образом снижение разброса параметров преобразователей по сравнению с преобразователями, собранными по способу [2]. Однако этот способ, как и вышеупомянутый, имеет подавляющее большинство ручных операций и не поддается автоматизации. Способ-прототип, кроме того предъявляет высокие требования к геометрическим размерам призм и к чистоте обработки склеиваемых поверхностей и не пригоден для восстановления или ремонта секционированных преобразователей после разрушения клеевых швов, клеевые слои которых разрушились в результате длительной эксплуатации.
Задачей изобретения является упрощение процесса сборки, снижение его трудоемкости в результате исключения большого количества ручных операций, обеспечение возможности ремонта преобразователей после разрушения клеевых швов между призмами, путем восстановления разрушенных клеевых слоев без увеличения разброса параметров преобразователей.
Для решения поставленной задачи в способ сборки цилиндрического пьезокерамического секционированного преобразователя из пьезоэлементов в виде призм, включающий формирование преобразователя, намотку стеклонити со связующими на внешнюю боковую поверхность преобразователя с натягом и склейку преобразователя по боковым поверхностям призм клеящим компаундом при одновременной полимеризации клеящего компаунда и связующего, введены новые признаки, а именно: после намотки стеклонити, но до полимеризации связующего, клеевые швы между призмами заполняют клеящим компаундом в жидкой фазе из внутренней полости преобразователя под давлением, превышающим давление, созданное натягом стеклонити, а после заполнения клеевых швов, клеящий компаунд из внутренней полости преобразователя удаляют.
Поскольку в предложенном способе клеевые швы заполняются без несплошностей одновременно и кратковременно, процесс сборки существенно сокращается и обеспечивается высокое качество склейки. При этом значительно снижаются требования к качеству обработки склеиваемых поверхностей, вплоть до оставшихся на этих поверхностях следов предыдущей склейки, т.к. компаунд в жидкой фазе, обладая низкой вязкостью, проникает под давлением во все образовавшиеся полости.
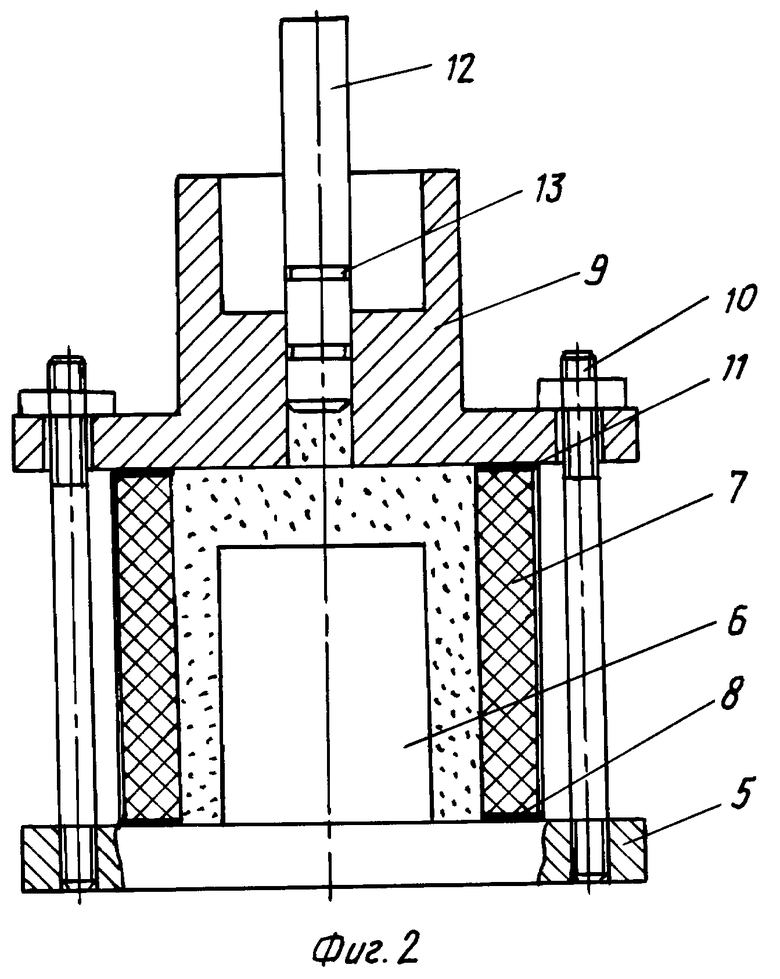
Сущность изобретения поясняется фиг. 1 и фиг. 2, при этом на фиг. 1 приведено приспособление для формирования цилиндрического преобразователя из призм, а на фиг. 2 - устройство для заполнения клеевых швов секционированного цилиндрического преобразователя компаундом в жидкой фазе.
Сборка преобразователя предложенным способом осуществляется следующим образом:
- формируют цилиндрический преобразователь, для этого устанавливают пьезоэлементы - призмы 1 (в данном примере в количестве 90 шт.) в технологическое приспособление (фиг. 1) в виде полуколец 2 и закрепляют во фланцах 3 с помощью шпильки 4;
- устанавливают сборку в станок для армирования стеклонитью, после чего снимают полукольца 2.
Для этой цели может быть использован станок, схема которого, а также схема установки преобразователя в приспособлении для намотки в станок приведена в [2] на рис. 77 и 76;
- производят намотку стеклонити с заданными шагом намотки, натяжением и количеством нитей в витке.
В данном примере усилие натяжения на виток - 2 кгс, количество нитей в витке - 2 шт., шаг намотки - 0,5 мм, скорость намотки - 5-20 об/мин;
- заранее подготовленное связующее, в данном примере компаунд УП5-162 в жидкой фазе, выдавливают при намотке каждого слоя;
- по окончании намотки нить закрепляют и удаляют избыток связующего;
- до полимеризации связующего, для УП5-162 это время не должно превышать 12 ч, помещают преобразователь в устройство для заполнения клеевых швов (фиг. 2). Устройство содержит плоское основание 5, имеющее по центру цилиндрический выступ 6;
- преобразователь 7 устанавливают на основание 5 через уплотнение 8;
- прижимают крышку 9 шпильками 10 к верхнему торцу преобразователя 7, при этом крышка 9 через уплотнения 11 герметизирует его внутреннюю полость;
- через центральное отверстие в крышке 9 заполняют внутренний объем преобразователя компаундом УП5-162 в жидкой фазе, имеющим низкую вязкость, которая составляет 50 с по воронке В3-4 при 40oC;
- с помощью плунжера 12, имеющего на наружной поверхности уплотнительные кольца 13, создают во внутренней полости преобразователя кратковременное избыточное давление и увеличивают его до тех пор, пока компаунд не начнет просачиваться через слои стеклонити.
Это свидетельствует о том, что давление компаунда превысило сжимающее давление стеклонити, нить растянулась и клеевые швы заполнены компаундом;
- извлекают плунжер и снимают давление. При этом бандаж из стеклонити сжимается до его размера при намотке и выжимает избыточный компаунд из клеевых швов между призмами;
- сливают компаунд, вынимают преобразователь из установки, дают стечь компаунду с преобразователя;
- производят полимеризацию компаунда. Эту операцию производят в термошкафу в данном примере при ≈ 65oC в течение 20 ч при вращении преобразователя вокруг горизонтальной оси;
- охлаждают склеенный преобразователь в течение 12 ч. Заявленный процесс сборки секционированного цилиндрического преобразователя на этом закончен.
При сборке преобразователя заявленным способом заполнение клеевых швов клеящим компаундом происходит автоматически под давлением. Это обеспечивает равномерность клеевых швов и заполнение всех пустот между призмами, в том числе, если эти боковые поверхности призм имеют следы компаунда от предыдущих склеек и сами призмы получены после разборки секционированных преобразователей.
Это позволяет применять предложенный способ при ремонте цилиндрических секционированных преобразователей. При этом за счет равномерности клеевых швов, преобразователи, собранные этим способом, имеют высокую степень монолитности механической системы, что обеспечивает малый разброс параметров от преобразователя к преобразователю.
Партия из 30 секционированных преобразователей, собранных предложенным способом, имеет разброс по резонансным частотам и по чувствительности, не превышающий 10% от расчетных параметров, что подтверждает высокое качество склейки.
При этом трудоемкость предложенного способа за счет исключения ручных операций на 50% меньше трудоемкости способа-прототипа.
Литература
1. Подводные электроакустические преобразователи. Справочник. Под ред. чл.-корр. АН СССР В.В. Богородского. Л., 1983 г., стр. 83-97.
2. А. Г. Рабинович, Л.А. Рубанов. Технология производства гидроакустической аппаратуры. Л., 1973 г., стр. 103-115.
3. Описание изобретения к заявке N 95110710/28 по кл. H 04 R 31/00. Публикация 20.04.97 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления образца материала пьезокристаллических преобразователей для механических испытаний | 1990 |
|
SU1727026A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ЭЛЕКТРОАКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2014 |
|
RU2552591C1 |
| Способ изготовления пьезокерамического преобразователя | 1990 |
|
SU1757131A1 |
| ПЬЕЗОКЕРАМИЧЕСКИЙ ЦИЛИНДРИЧЕСКИЙ ИЗЛУЧАТЕЛЬ И СПОСОБ ЕГО СБОРКИ | 1982 |
|
SU1840188A1 |
| ЭЛЕКТРОАКУСТИЧЕСКИЙ ИЗЛУЧАТЕЛЬ | 1989 |
|
SU1840193A1 |
| Способ изготовления пьезокерамического преобразователя | 1978 |
|
SU743231A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОАКУСТИЧЕСКОГО ЦИЛИНДРИЧЕСКОГО ИЗЛУЧАТЕЛЯ | 1988 |
|
RU2173507C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПЬЕЗОПАКЕТОВ | 2019 |
|
RU2730127C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ЭЛЕКТРОАКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2024 |
|
RU2838438C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО ЭЛЕКТРОАКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2013 |
|
RU2554591C2 |
Изобретение относится к области изготовления и ремонта пьезокерамических преобразователей и может найти применение при изготовлении и ремонте гидроакустической аппаратуры как электроакустической аппаратуры контроля. Технический результат - упрощение способа, снижение трудоемкости и повышение качества склейки. Сущность: способ обработки цилиндрического пьезокерамического преобразователя из пьезоэлементов в виде призм включает формирование преобразователя, намотку стеклонити со связующим на внешнюю боковую поверхность преобразователя с натягом и склейку преобразователя по боковым поверхностям призм клеящим компаундом при одновременной полимеризации клеящего компаунда и связующего. После намотки стеклонити и до полимеризации связующего клеевые швы между призмами заполняют клеящим компаундом в жидкой фазе из внутренней полости преобразователя под давлением, превышающим давление, созданное натягом стекло-нити. После заполнения клеевых швов клеящий компаунд из внутренней полости преобразователя удаляют. 2 ил.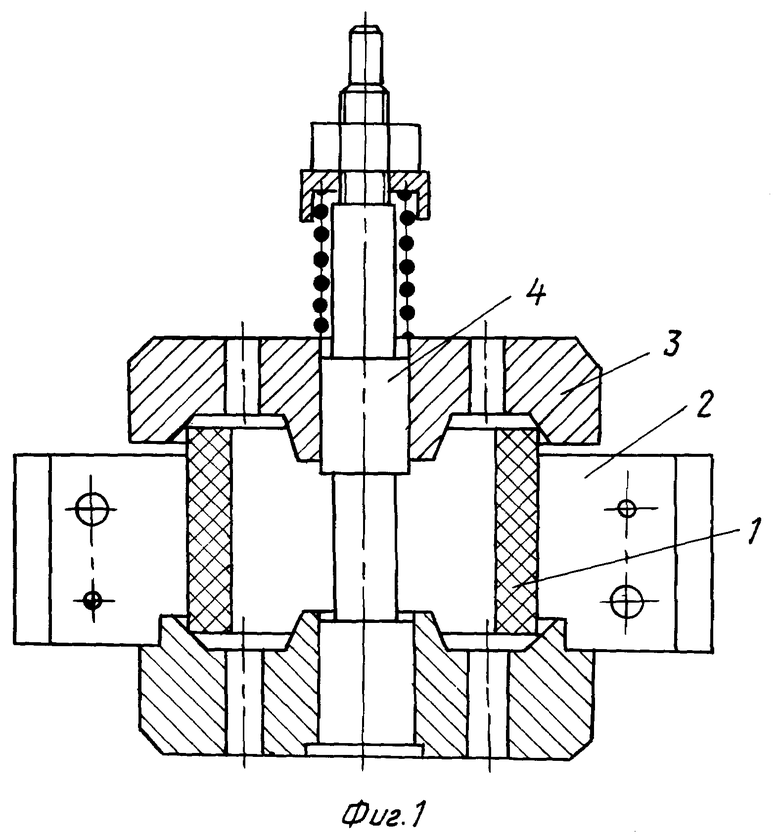
Способ сборки цилиндрического пьезокерамического секционированного преобразователя из пьезоэлементов в виде призм, включающий формирование преобразователя, намотку стеклонити со связующим на внешнюю боковую поверхность преобразователя с натягом и склейку преобразователя по боковым поверхностям призм клеящим компаундом при одновременной полимеризации клеящего компаунда и связующего, отличающийся тем, что после намотки стеклонити, но до полимеризации связующего, клеевые швы между призмами заполняют клеящим компаундом в жидкой фазе из внутренней полости преобразователя под давлением, превышающим давление, созданное натягом стеклонити, а после заполнения клеевых швов клеящий компаунд из внутренней полости преобразователя удаляют.
| RU 95110710 A1, 20.04.1997 | |||
| Способ изготовления пьезокерамического преобразователя | 1978 |
|
SU743231A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВИРОВАННОГО ПРОДУКТА "СИЧЕНИКИ РЫБНЫЕ УКРАИНСКИЕ" | 2012 |
|
RU2485858C1 |
| СКЛАДНАЯ ПРОГУЛОЧНАЯ КОЛЯСКА (ВАРИАНТЫ) | 2024 |
|
RU2829581C1 |

