Изобретение относится к металлургии, конкретнее к узлам охлаждения затворов для разливки стали и других жидких металлов.
Известен способ охлаждения узла шиберного затвора посредством хладоагента - компенсатора из сплава алюминия и меди (см. А.С. N 899272, М.Кл. B 22 D 41/08).
Указанный хладоагент обеспечивает температуру узла шиберного затвора в процессе эксплуатации на уровне 548oC.
Однако указанная температура является недопустимой, например, для витых пружин, применяемых для прижатия плит затвора друг к другу. (Температура витых пружин не должна превышать 150-250oC.)
В качестве наиболее близкого технического решения охлаждения узлов затвора выпускного отверстия металлургической емкости приняты способ и устройство охлаждения по А.С. N 871725, М.Кл. B 22 D 41/08. Согласно указанному способу охлаждения узлов затвора в качестве хладоагента используют либо охлаждающую жидкость, либо сжатый газ (воздух, аргон, азот).
Однако хладоагент в виде жидкости невозможно использовать для элементов шибера, находящихся на открытом воздухе, так как при охлаждении жидкостью ее излишки будут попадать в ковш, что недопустимо. Использование же сжатых газов для охлаждения пружин не позволяет обеспечить их рабочую температуру в процессе эксплуатации ниже 250oC из-за недостаточной способности газов снимать тепло с поверхностей охлаждения.
Например, при использовании сжатого воздуха для охлаждения пружин шиберных затворов ковшей реальная температура пружин к концу разливки металла из ковша достигает 400oC, что приводит к пластической деформации пружин, а следовательно, к уменьшению усилия прижатия плит друг к другу и выходу из строя затворов.
Технической задачей изобретения является надежное охлаждение элементов затворов ковшей, обеспечивающих их работоспособность при разливке металла.
Указанная техническая задача решается тем, что в способе охлаждения затвора ковша, включающем подачу хладоагента к затвору через трубопровод в период разливки, в качестве хладоагента используют водовоздушную смесь, которую получают распылением струи воды сжатым воздухом, при соотношении воды и сжатого воздуха 0,1-5 кг воды на 1 кг сжатого воздуха, и подают полученную водовоздушную смесь по трубопроводам со скоростью 15-80 м/с.
Соответственно, для решения указанной технической задачи устройство охлаждения, включающее трубопровод подвода хладоагента к затвору, снабжается источником получения хладоагента в виде водовоздушной смеси, содержащим коаксиально установленные водяное сопло и воздушный насадок с подводами, соответственно, воды и сжатого воздуха, при этом водяное сопло выполнено с цилиндрическим наконечником, а воздушный насадок содержит цилиндрическую шейку, охватывающую цилиндрический наконечник водяного сопла, диффузор и смесительную полость.
Применение в качестве хладоагента воздушно-водяной смеси позволяет снимать с поверхности охлаждаемых изделий тепло с интенсивностью, превышающей в десятки раз съем тепла при использовании, например, безводного сжатого воздуха.
При этом уровень температуры элементов затвора, охлаждаемых указанным способом, не превышает 120-150oC, так как испаряющаяся при 100oC влага смеси покрывает в виде фрагментов пленки значительную часть охлаждаемой поверхности, препятствуя нагреву элемента поверхности выше 100oC.
Указанная рабочая температура элементов затвора ковшей, к примеру пружин, обеспечивает их долговечность, превышающую стойкость несущего каркаса затвора.
Подача хладоагента к элементам затвора ковшей осуществляется в период разливки металла, а по окончании разливки отключается. Учитывая, что хладоагент в виде двухфазной смеси (в данном случае из мелкодисперсных капель воды в воздухе) не может существовать в неподвижном состоянии (так как при отсутствии скорости двухфазная смесь расслаивается), хладоагент периодически получают на период разливки металла в узле смешения, распыляя струю воды сжатым воздухом. При сопараллельных потоках воды и сжатого воздуха (поток сжатого воздуха имеет в этом случае звуковую скорость 300 м/с и выше) струя воды, взаимодействуя с высокоскоростной струей сжатого воздуха, за счет сил трения распыляется на мелкодисперсные капли диаметром в сотые доли миллиметра и далее перемещается к затвору в трубопроводе. Энергетически наиболее благоприятно, если скорости потоков воды и сжатого воздуха одинаково направлены, так как параметры результирующего потока подчиняются законам сохранения количества движения и энергии (с учетом потерь на трение и каплеобразование).
При этом в соответствии с законом сохранения энергии в результирующем потоке наблюдаются продольные колебания, в том числе колебательные движения частиц массы, обратные потоку.
Эти продольные колебания элементов массы потока постоянно воспроизводят мелкодисперные капли жидкости и препятствуют слиянию капель при перемещении двухфазного потока в трубопроводе при скорости смеси 15-80 м/с.
При скорости воздушно-водяного потока на уровне 15 м/с еще сохраняется его однородность, так как при указанной скорости частичек влаги еще происходит воспроизводство мелкодисперсных частичек жидкости.
Значения же скоростей потока более 80 м/с нецелесообразны, так как резко возрастают потери энергии на трение, увеличивается давление исходного сжатого воздуха и в трубопроводе (что приводит к преждевременному выходу его из строя).
Указанные параметры скорости потока должны нормально соотноситься с концентрацией влаги в смеси. Нижнее значение концентрации влаги в смеси устанавливают на уровне 0,1 кг на 1 кг сжатого воздуха. В этом случае интенсивность теплосъема от охлаждаемых поверхностей возрастает в несколько раз по сравнению с использованием безводного сжатого воздуха (что достаточно для охлаждения элементов затвора).
Верхнее значение концентрации влаги в смеси выше 5 кг на 1 кг сжатого воздуха, хотя и увеличивает интенсивность охлаждения в сотни раз по сравнению с использованием безводного воздуха, связано с неоправданно высокими энергетическими затратами на создание и транспорт смеси, что нецелесообразно.
Устройство для реализации указанного способа охлаждения затвора сталеразливочного ковша снабжается источником получения хладоагента в виде водовоздушной смеси.
Снабжение устройства указанным источником обусловлено периодическим режимом работы затворов ковшей (эксплуатируемых при сливе-разливке металла) и невозможности хранения двухфазной водовоздушной смеси ввиду выпадения в осадок влаги.
Указанное устройство содержит коаксиально установленные водяное сопло и воздушный насадок с подводами, соответственно, воды и сжатого воздуха. (Причем водяное сопло установлено внутри воздушного насадка.)
При установке водяного сопла указанным образом струя воды, истекающая из водяного сопла, изначально оказывается в объеме газа и отделена от стенок насадка, а далее - стенок трубопровода потоком воздуха, препятствующим конденсации влаги.
Водяное сопло выполнено с цилиндрическим наконечником, а воздушный насадок содержит цилиндрическую шейку, охватывающую цилиндрический наконечник водяного сопла, диффузор и смесительную полость.
Указанное взаиморасположение и конфигурация элементов водяного сопла и воздушного насадка наиболее благоприятны для перемешивания составляющих смеси и дробления жидкости на мелкодисперсные капли. Иное расположение потоков жидкости и газа (например, параллельное) дает худшие результаты при повышенных затратах энергии. Наиболее мелкодисперсная смесь получается при скорости потока воздуха, охватывающего водяное сопло, по значению не ниже скорости звука (300 м/с). При смешивании потоков и дроблении струи воды скорость результирующего потока снижается тем значительнее, чем более концентрация влаги в смеси и потери энергии на трение и дробление струи.
Далее по трубопроводу сформировавшийся поток, включающий мелкодисперсные капли воды, пневмотранспортируется (в неизменном диаметре трубопровода), не испытывая деформаций к охлаждаемым элементам затвора.
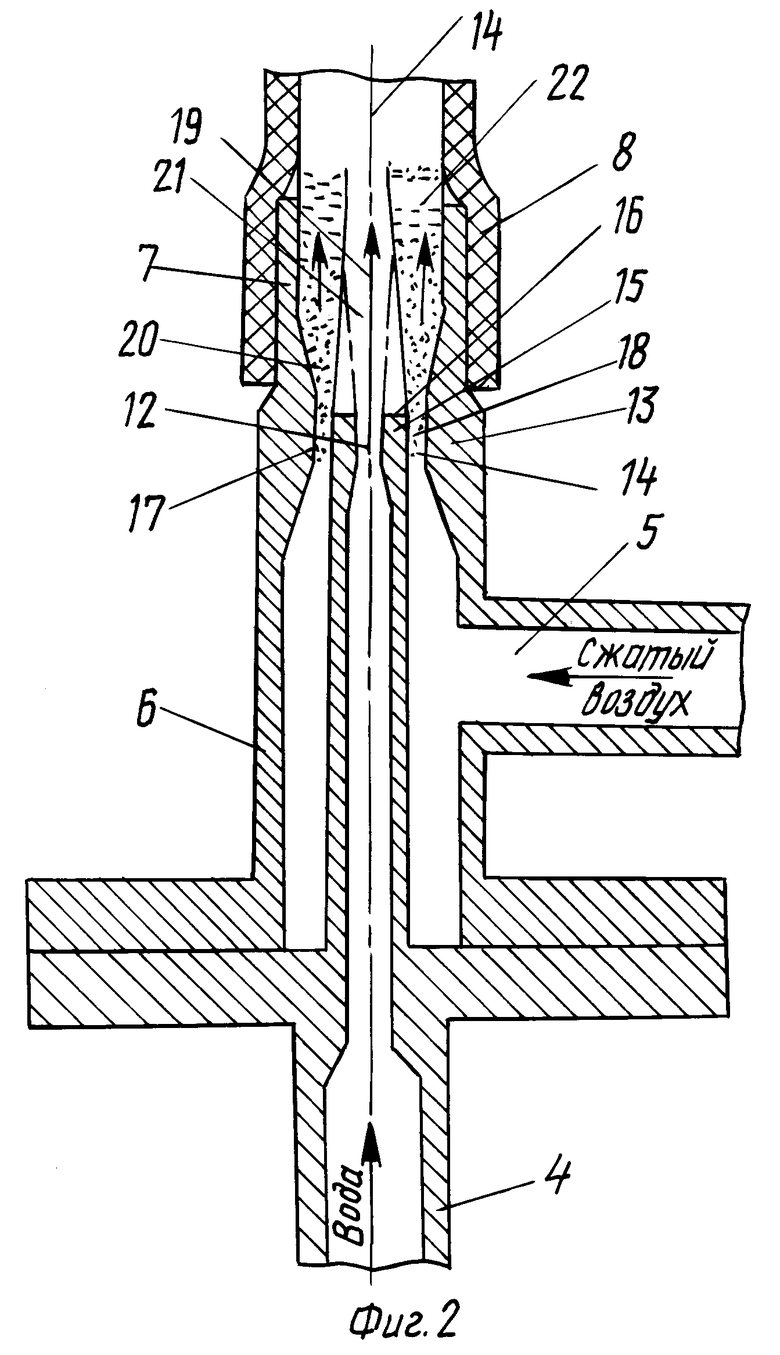
На фиг. 1 изображен сталеразливочный ковш с предлагаемым устройством, не исключающий другие варианты охлаждения (шиберного) затвора водовоздушной смесью; на фиг. 2 показан узел 1 устройства - разрез источника получения водовоздушной смеси в увеличенном масштабе.
Устройство охлаждения шиберного затвора 1 включает в себя регулирующие краны 2 и 3, подводы 4 и 5 воды и сжатого воздуха к источнику получения водовоздушной смеси 6. К выходной смесительной полости 7 указанного источника 6 подсоединен транспортный трубопровод (шланг) 8 для транспорта водовоздушной смеси к шиберному затвору 1 через разъем 9 и трубопроводы 10 с соплами охлаждения 11. В составе источника получения водовоздушной смеси 6 имеются водяное сопло 12 и охватывающий его воздушный насадок 13.
Водяное сопло расположено по оси 14 источника получения водовоздушной смеси 6 и содержит цилиндрический наконечник 15 с тыльной частью 16. Указанный цилиндрический наконечник 15 охватывается элементом воздушного насадка 13 - цилиндрической шейкой 17 - образуя кольцевой зазор 18 между цилиндрами наконечника 15 и шейки 17. Указанный кольцевой зазор 18 за тыльной частью 16 наконечника 15 примыкает к камере 19, ограниченной диффузором 20 и смесительной полостью 7. Устройство охлаждения шиберного затвора сталеразливочного ковша работает следующим образом.
Ковш с шиберным затвором 1 поступает на разливку. К трубопроводам 10 затвора 1 подключают шланг 8, подсоединенный к смесительной полости 7 источника получения водовоздушной смеси 6. Через подвод 5 к источнику получения водовоздушной смеси 6 подводят сжатый воздух, расход которого регулируется и устанавливается краном 3 в величине, обеспечивающей скорость в транспортном трубопроводе в пределах 15-80 м/с.
Через подвод 4 к источнику получения водовоздушной смеси 6 подается вода, расход которой регулируется, и устанавливается краном 2 в количестве, обеспечивающем концентрацию влаги в воздухе в количестве 0,1-5 кг на 1 кг воздуха.
Вода, подведенная к источнику получения водовоздушной смеси 6, истекает через водяное сопло с цилиндрическим наконечником в полость 19 воздушного насадка 13 струей 21 по оси 14 указанного источника 6. Через кольцевой зазор 18 в камеру 19 истекает (со скоростью звука) сжатый воздух потоком 22, образуя вокруг струи воды 21 стелющийся по стенкам трубопровода 8 поток воздуха. За тыльной частью 16 цилиндрического наконечника 15 образуется зона разрежения (так как за счет внутреннего трения частицы газа захватываются потоком 22 и уносятся в трубопровод 8). Указанная зона обуславливает знакопеременные перемещения массы в осевом направлении, способствующие при звуковой скорости истечения сжатого воздуха распылению воды на мелкодисперсные частицы размером 0,1-0,01 мм.
При указанной схеме взаимодействия потоков составляющих смеси струя 21 жидкости контактирует своей поверхностью вдоль направления перемещения по трубопроводу 8 повсеместно с потоком газа (воздуха), стелющегося по поверхности смесительной камеры 7 и транспортного трубопровода 8.
При своем движении по трубопроводу 8 поток сохраняет свою мелкодисперсность при скорости потока не ниже 15 м/с.
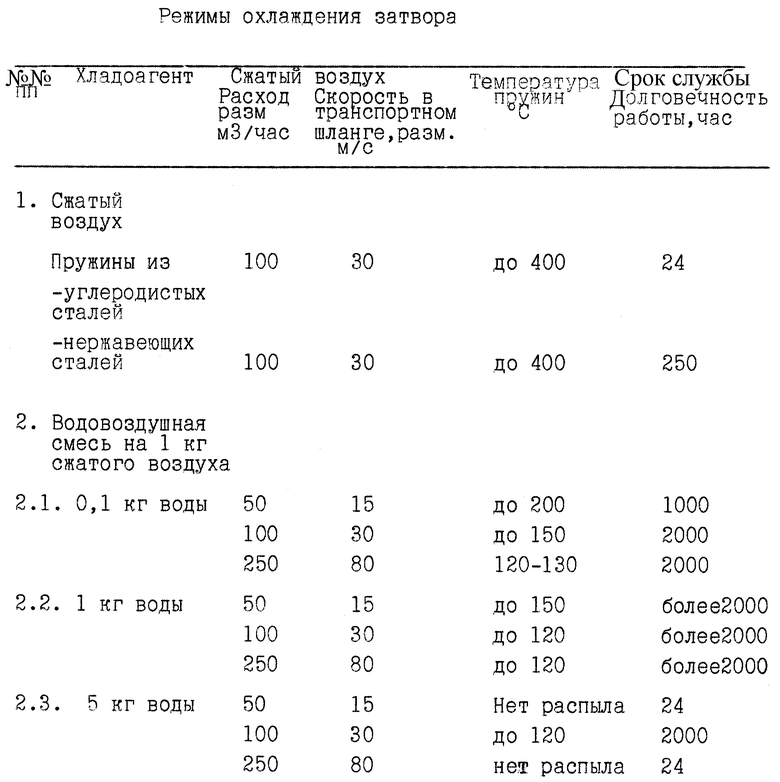
Примеры охлаждения шиберного затвора проиллюстрированы таблицей.
При охлаждении пружин шиберного затвора сжатым воздухом их температура при разливке металла достигает 400oC.
Долговечность работы пружин из углеродистой стали согласно примеру 1 составляет 24 часа, из нержавеющей стали - 250 час.
Указанные значения срока службы пружин не позволяют вести разливку металла без риска выхода из строя шиберного затвора и значительных потерь производства по этой причине.
При охлаждении затвора водовоздушной смесью концентрацией 0,1 кг влаги на 1 кг сжатого воздуха при скорости распыла в транспортном шланге 30-80 м/с достигается приемлемая долговечность (2000 час) службы пружин, работающих при допустимой температуре 150oC.
При охлаждении затвора водовоздушной смесью концентрацией 1 кг влаги на 1 кг сжатого воздуха (оптимальный вариант) при всех режимах работы (скорости распыла в транспортном шланге от 15 до 80 м/с) имеет место наибольшая долговечность работы пружин.
При охлаждении затвора водовоздушной смесью концентрацией свыше 5 кг влаги на 1 кг сжатого воздуха надлежащий распыл получается лишь при скорости смеси в транспортом шланге более 30-40 м/с. При остальных режимах из-за большой концентрации влаги, получается недопустимое для разливки попадание воды на разливаемый металл.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТКИДЫВАЮЩИЙСЯ ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША | 1999 |
|
RU2165824C1 |
| СПОСОБ ЗАЩИТЫ СТРУИ ЖИДКОГО МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1999 |
|
RU2158651C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ФУТЕРОВКИ КОВША | 1997 |
|
RU2124964C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ СТРУИ МЕТАЛЛА | 1998 |
|
RU2145914C1 |
| СПОСОБ СУШКИ И НАГРЕВА МНОГОСЛОЙНОЙ ФУТЕРОВКИ СТАЛЕРАЗЛИВОЧНОГО КОВША | 1998 |
|
RU2138365C1 |
| ШИБЕРНЫЙ ЗАТВОР | 2000 |
|
RU2170641C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1994 |
|
RU2063299C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| СМЕСЬ ДЛЯ ЗАПОЛНЕНИЯ ВЫПУСКНОГО КАНАЛА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2008 |
|
RU2379157C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2200645C2 |
Изобретение относится к металлургии и может быть использовано для охлаждения затворов сталеразливочных ковшей при разливке. Способ включает подачу хладоагента к затвору через трубопроводы. В качестве хладоагента используют водовоздушную смесь, получаемую распылением струи воды сжатым воздухом при соотношении 0,1-5 кг воды на 1 кг воздуха, позволяющем интенсифицировать охлаждение затвора. Водовоздушную смесь подают по трубопроводам со скоростью 15-80 м/с, обеспечивающей ее однородность. Устройство содержит источник получения хладоагента и трубопровод подвода его к затвору. Источник содержит коаксиально установленные водяное сопло и воздушный насадок с подводами воды и сжатого воздуха, диффузор и смесительную полость. Воздушный насадок содержит цилиндрическую шейку, охватывающую цилиндрический наконечник водяного сопла. Такое выполнение источника обеспечивает хорошее перемешивание составляющих смеси и дробления жидкости на мелкодисперсные капли. 2 c.п. ф-лы, 2 ил., 1 табл.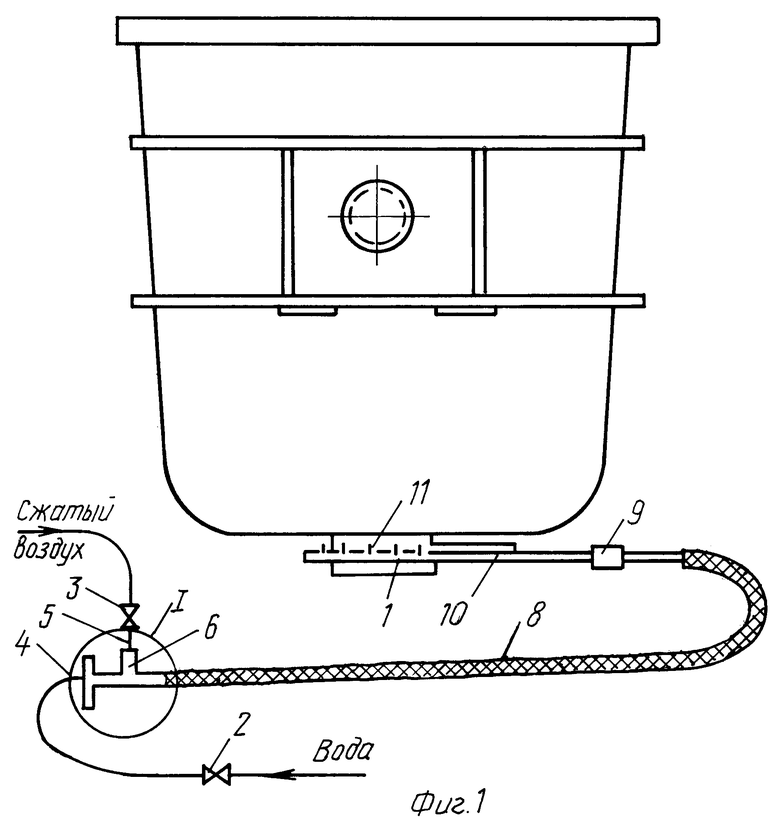
| Устройство для закрывания выпускного отверстия металлургической емкости | 1979 |
|
SU871725A3 |
| Устройство для вторичного охлаждения непрерывнолитой заготовки | 1983 |
|
SU1091992A1 |
| Спрейер системы вторичного охлаждения установок непрерывной разливки металлов | 1978 |
|
SU728983A1 |
| Способ изготовления слитков на разливочной конвейерной машине | 1991 |
|
SU1802741A3 |

