Изобретение относится к однослойному или многослойному носителю данных со встроенным в него электронным модулем, в частности к карточкам из бумаги или картона со встроенной микросхемой (чип-картам), а также к способу изготовления таких носителей данных.
Из уровня техники известны различные карточки на ИС с интеллектом (ИС-карточки), изготавливаемые различными способами.
Так, например, из EP-B1 0140230 известна ИС-карточка из нескольких пластмассовых слоев, изготовляемая так называемым методом ламинирования. При этом изготавливают структуру, состоящую из верхнего защитного слоя, по меньшей мере одного основного слоя и нижнего защитного слоя. Между верхним защитным слоем и основным слоем размещают электронный модуль, состоящий из подложки, на которой расположена интегральная схема с контактными площадками. Слои этой структуры соединяют друг с другом под действием тепла и давления, причем контактные площадки модуля размещаются в выемках верхнего защитного слоя, а интегральная схема располагается в выемке основного слоя. Сцепление пластмассовых слоев происходит благодаря тому, что слои при ламинировании размягчаются и соединяются друг с другом. В готовой карточке модуль встроен между верхним защитным слоем и основным слоем.
Далее, из EP-A1 0493738 известна ИС-карточка, изготовляемая по так называемой монтажной технологии. Эта технология заключается в том, что сначала изготавливают корпус карточки с многоступенчатой выемкой. Затем модуль устанавливают в выемку и приклеивают. Согласно EP-A1 0493738 эту операцию проводят с помощью термоактивируемого клея.
Изготовленный таким образом корпус карточки может быть первоначально выполнен без выемки, например путем набора нескольких пластмассовых слоев. Затем на следующей стадии изготавливают выемку, например фрезерованием.
Однако корпус карточки может быть изготовлен иначе. Так, например, из DE-A1 4142392 известно изготовление корпуса карточки способом литья под давлением. Для этого применяют литьевую форму, профиль полости которой соответствует форме корпуса карточки. Во время процесса литья под давлением после почти полного заполнения полости формы в корпусе карточки выполняют выемку с помощью подвижного пуансона, который может быть введен в полость формы. После изготовления корпуса карточки на второй стадии вклеивают электронный модуль.
В альтернативном варианте подвижный пуансон можно использовать непосредственно для того, чтобы вдавливать модуль в еще не отвердевшую пластическую массу пластмассового корпуса карточки. В этом случае изготовление корпуса карточки и установка в него модуля осуществляется за одну технологическую операцию.
ИС-карточки, изготовленные по технологии литья под давлением, известны также из EP-B1 0277854. В этом патенте предложено вкладывать электронный модуль в литьевую форму уже во время процесса впрыскивания пластической массы. Модуль фиксируется в литьевой форме благодаря засасываемому снаружи воздуху. Литой корпус модуля, защищающий интегральную схему, сформован наклонно и таким образом надежно удерживается в корпусе карточки окружающим его литьевым материалом.
В дополнение к стадиям процесса получения корпуса карточки и заделки модуля согласно DE-A1 4142392 или EP-B1 0277854 следует предусматривать также стадии нанесения на поверхность карты печаточного рисунка. В противоположность этому из EP-B1 0412893 известен способ изготовления ИС-карточек литьем под давлением, в котором ИС-карточка может быть снабжена графическим элементом уже во время литья под давлением. Для этого слой бумаги размером с карточку с напечатанным с обеих сторон рисунком вкладывают в литейную форму. После этого в литейную форму впрыскивают прозрачный пластмассовый материал, так что в готовом корпусе карточки рисунок виден с обеих сторон этой карточки. В этом способе гнездо для электронного модуля может быть выполнено либо с помощью пуансона, выступающего в литейную форму, либо модуль может быть зафиксирован непосредственно в литейной форме и залит литейной массой.
В указанных способах одно- или многослойный корпус карточки изготавливают из синтетического материала. В технике ламинирования слои карточки соединяются друг с другом под воздействием тепла и давления, а в заключение снова охлаждаются. На это требуется относительно большие затраты времени. Хотя такого рода карточки изготавливают "пакетно" в стопке так называемых листов-заготовок многократного использования (т.е. листов, из которых вырубают или вырезают множество идентичных элементов) и хотя электронный модуль при сваривании пластмассовых слоев может быть уже заделан в многослойную структуру, тем не менее производительность по числу готовых карточек в единицу времени сильно ограничена. Это ограничение, разумеется, отражается и на стоимости карточки.
В технике литья под давлением процесс изготовления корпуса карточки, соответственно ИС-карточки, относительно прост и может быть реализован с меньшими затратами времени. Однако затраты на приобретение установок по производству изготавливаемых методом литья под давлением корпусов, соответственно карточек, очень высоки. Кроме того, эти установки разработаны, главным образом, для штучного изготовления карточек, так что их производительность по числу готовых карточек в единицу времени имеет тот же порядок, что и в случае ламинированных карт.
В то же время из US 4443027 A известна кредитная карточная система, представляющая собой основную идентификационную панель из пластмассы или металла, содержащую приспособление для идентификации уполномоченного пользователя и кодирующие средства для идентификации пользователя, а также размещенные в углубленных ячейках на лицевой стороне панели миниатюрные кредитные индикаторы в виде карт и вставленные в смежные с ячейками зоны кодирующие интегральные микросхемы, соединенные с индикаторами. При этом миниатюрные индикаторы в виде карт выполнены штамповкой из бумаги и/или картона и содержат либо микропроцессор, компьютер или кристаллы интегральных микросхем в интерактивном режиме.
Несмотря на некоторое удешевление изготовления индикаторных карт за счет миниатюризации и применения бумаги и/или картона, дальнейшее снижение затрат и соответственно штучной (розничной) цены одной ИС-карточки при использовании известных технологий для изготовления ИС-карточек, если и возможно, то лишь в ограниченном объеме, или невозможно вообще.
Поэтому задачей настоящего изобретения является разработка ИС-карточки, в которой ее структура и способ ее изготовления позволяли бы в еще большей степени снизить издержки на производство.
Эта задача решается с помощью предложенных носителя данных и способа его изготовления.
Предложенный в изобретении носитель данных выполнен в виде карточки на ИС с интеллектом (ИС-карточки) и имеет корпус из бумаги и/или картона и встроенный в корпус электронный модуль, который служит для обмена данными с внешним устройством, при этом размеры корпуса соответствуют стандарту ISO 7810.
При этом электронный модуль служит для контактного обмена данными с внешним устройством и имеет контактные площадки, которые расположены в зоне носителя данных, определенной стандартом ISO 7816/2.
В соответствии с изобретением корпус носителя имеет выемку под размещение электронного модуля, который при этом вклеен в указанную выемку.
Предпочтительно корпус выполнить из однослойного картона с выемкой под размещение электронного модуля.
Поверхности картона могут быть при этом снабжены покрытием и печатным рисунком.
В соответствии с изобретением корпус носителя предпочтительно выполнить из нескольких слоев, при этом по меньшей мере слои, расположенные между защитными слоями корпуса, снабжены окнами с образованием выемки под размещение электронного модуля.
В этом случае слои предпочтительно соединены друг с другом посредством клеевых слоев, либо в виде слоев термоактивируемого клея, либо в виде слоев контактного клея.
Согласно изобретению электронный модуль служит для бесконтактного обмена данными с внешним устройством.
В этом случае электронный модуль целесообразно разместить в выемке, образованной в корпусе окнами слоев, расположенных между защитными слоями.
Когда корпус карточки выполнен из нескольких слоев, по меньшей мере один из защитных слоев снабжен окном с образованием в корпусе карточки вместе с окнами остальных слоев двухступенчатой выемки, в которую заделан электронный модуль для контактного обмена данными.
Причем его защитные слои снабжены покрытием и печатным рисунком.
Предпочтительно, чтобы электронный модуль был вклеен в выемку с помощью жидкого клея таким образом, чтобы жидким клеем была смочена по меньшей мере практически вся зона стенок выемки для предотвращения расслоения слоев карточки в этой зоне, а сама выемка снабжена по меньшей мере одной внутренней выточкой, заполняемой жидким клеем.
Предпочтительно сделать так, чтобы в зоне заплечиков двухступенчатой выемки клеевой слой, соединяющий защитный слой с другими слоями, был обнажен и служил для соединения электронного модуля с корпусом.
При изготовлении корпуса карточки из нескольких слоев целесообразно, чтобы электронный модуль имел анкеровочную рамку, расположенную между двумя слоями корпуса.
Тогда слои, граничащие с анкеровочной рамкой, должны быть клеевыми слоями.
Предложенный способ изготовления носителя данных в виде карточки на ИС с интеллектом (ИС-карточки), имеющего электронный модуль для контактного обмена данными с внешним устройством, заключается согласно изобретению в том, что подготавливают картон с толщиной, равной толщине носителя данных, сматывая его с рулона, затем в картоне через заданные промежутки вырубают отверстия с образованием в картоне окон, после чего в зоне расположения окон картон снабжают глубоким тиснением с образованием в этой зоне расположения окон в картоне углубления с большим диаметром, чем диаметр окон, затем в образовавшиеся таким образом выемки в картоне устанавливают электронные модули, при этом первый участок электронного модуля с контактными площадками для контактного обмена данными располагается в углублении, а второй участок электронного модуля с интегральной схемой располагается в окне, и после этого электронные модули вклеивают в выемки и из рулона вырубают отдельные носители данных.
Далее, согласно одному из предпочтительных вариантов выполнения изобретения подготавливают верхний и нижний защитные слои и по меньшей мере один основной слой из картона и/или бумаги, сматывая каждый из них с соответствующего рулона, затем в основном слое с заданным шагом выштамповывают окна, после чего основной слой и нижний защитный слой совмещают и склеивают друг с другом, при этом в местах расположения окон в основном слое образуются выемки, и после этого в образовавшиеся выемки устанавливают электронный модуль для бесконтактного обмена данными, основной слой совмещают с верхним защитным слоем и склеивают с ним и из полученной ленты вырубают отдельные носители данных.
При этом желательно отдельные слои соединять друг с другом посредством слоев термоактивируемого клея, который активируется под действием нагреваемых ламинирующих роликов, либо контактным клеем.
Предпочтительно, чтобы по меньшей мере часть основных слоев имела сквозные отверстия, которые при соединении слоев карточки заполняются клеем из слоев термоактивируемого клея, в результате чего слои, прилегающие к этим основным слоям, соединяются друг с другом посредством клея в сквозных отверстиях, при этом сквозные отверстия располагаются в зоне штамповочных кромок, вдоль которых на следующей стадии вырубают отдельные карточки таким образом, что штамповочная кромка проходит через сквозные отверстия в основных слоях.
Далее, согласно еще одному предпочтительному варианту выполнения изобретения подготавливают верхний и нижний защитные слои и по меньшей мере один основной слой из картона и/или бумаги, сматывая каждый из них с соответствующего рулона, затем в основном слое и в верхнем защитном слое вырубают окна, при этом окна в защитном слое по своим размерам больше окон в основном слое, после чего соединяют указанные верхний и нижний защитные слои и по меньшей мере один основной слой друг с другом, в результате чего получают ленту с двухступенчатыми выемками, расположенными через заданные промежутки, затем в указанные двухступенчатые выемки устанавливают электронные модули, при этом часть электронного модуля с контактными площадками для контактного обмена данными располагается в верхней зоне выемки, а часть электронного модуля с интегральной схемой располагается в нижней зоне выемки, и после этого из полученной ленты вырубают отдельные носители данных.
В соответствии с изобретением электронные модули после соединения отдельных слоев вклеивают в выемки.
Следует отметить, что желательно отдельные слои соединять друг с другом посредством слоев термоактивируемого клея, который активируется под действием нагреваемых ламинирующих роликов либо контактным клеем.
При этом по меньшей мере часть основных слоев также имеет сквозные отверстия, которые при соединении слоев карточки заполняются клеем из слоев термоактивируемого клея, в результате чего слои, прилегающие к этим основным слоям, соединяются друг с другом посредством клея в сквозных отверстиях, при этом сквозные отверстия располагаются в зоне штамповочных кромок, вдоль которых на следующей стадии вырубают отдельные карточки таким образом, что штамповочная кромка проходит через сквозные отверстия в основных слоях.
В еще одном предпочтительном варианте выполнения изобретения подготавливают соответственно верхний и нижний защитные слои и по меньшей мере один основной слой из картона и/или бумаги, затем указанные слои соединяют между собой, получая ленту или лист, после чего через заданные промежутки режущим инструментом производят врезание по меньшей мере в верхний защитный слой таким образом, чтобы обрезная кромка охватывала определенную область, затем в этой области фрезой изготавливают выемку, при этом расположенная в верхнем защитном слое граница выемки определяется обрезной кромкой, и после этого в образовавшиеся выемки устанавливают электронные модули и из полученной ленты или листа вырубают отдельные носители данных.
В данном случае отдельные слои также предпочтительно соединять друг с другом посредством слоев термоактивируемого клея, который активируется под действием нагреваемых ламинирующих роликов либо контактным клеем.
При использовании термоактивируемого клея целесообразно, чтобы по меньшей мере часть основных слоев имела сквозные отверстия, которые при соединении слоев карточки заполняются клеем из слоев термоактивируемого клея, в результате чего слои, прилегающие к этим основным слоям, соединяются друг с другом посредством клея в сквозных отверстиях, при этом сквозные отверстия располагаются в зоне штамповочных кромок, вдоль которых на следующей стадии вырубают отдельные карточки таким образом, что штамповочная кромка проходит через сквозные отверстия в основных слоях.
И, наконец, в еще одном предпочтительном варианте выполнения изобретения подготавливают верхний и нижний защитные слои и по меньшей мере один основной слой из картона и/или бумаги, сматывая каждый из них с соответствующего рулона, затем в основном слое и в верхнем защитном слое вырубают окна, при этом окна в защитном слое по своим размерам больше окон в основном слое, после чего из указанных верхнего и нижнего защитных слоев и по меньшей мере одного основного слоя формируют образующую карточку структуру, в которой указанные окна образуют двухступенчатые выемки, расположенные через заданные промежутки, с получением ленты с упомянутыми двухступенчатыми выемками, затем в эти двухступенчатые выемки устанавливают электронные модули, при этом часть электронного модуля с контактными площадками для контактного обмена данными располагается в верхней зоне выемки, а часть электронного модуля с интегральной схемой располагается в нижней зоне выемки, и после этого слои склеивают друг с другом и с уже установленными в двухступенчатые выемки электронными модулями и из полученной ленты вырубают отдельные носители данных.
Преимущества изобретения заключаются, в частности, в том, что необходимые для изготовления структуры карточки бумажные слои, независимо от того, идет ли речь об однослойной или многослойной карточке, сматывают с рулона, а сама бумажная ИС-карточка может быть таким образом изготовлена по бесконечной технологии. При этом склеивание нескольких слоев происходит очень просто, так как склеенные либо на холоду, либо с помощью тонких термоактивируемых клеев слои могут быть изготовлены без значительных простоев оборудования. Кроме того, все технологии, известные для обычной переработки бумаги, могут быть использованы при изготовлении бумажных ИС-карточек, причем это относится как к соединению отдельных слоев карточки, так и к нанесению на них печатных изображений. Так, например, известные из технологии обработки бумаги методы нанесения печати могут быть использованы при оптимальных затратах, например, благодаря рулонному или листовому нанесению печатных изображений на слои. При этом можно достичь всех известных из технологии обработки бумаги печатных качеств. Далее, бумажная ИС-карточка в противоположность пластмассовой безвредна для окружающей среды и поддается утилизации (вторичной переработке). Еще одно преимущество ИС-карточки состоит в том, что она в зависимости от применяемого клея обладает высокой термостабильностью. Кроме того, на бумажную ИС-карточку в силу впитывающей способности ее поверхности можно очень просто наносить индивидуальные данные, например, с помощью струйного принтера. И, наконец, бумажная ИС-карточка может быть снабжена всеми защитными элементами, известными из области изготовления ценных бумаг. Например, один из бумажных слоев можно снабдить одной из известных из техники изготовления банкнот защитных нитей и заделать ее в карточку.
Как известно из уровня техники, на протяжении всей в настоящее время уже почти двадцатилетней истории существования ИС-карточки при ее разработке ориентировалась на пластмассу в качестве материала для корпуса карточки. Такой выбор пластмассы в качестве материала был оправдан непосредственно в силу того, что она обеспечивает как долговечность, так и высокую износостойкость карточки.
Разумеется, после появления ИС-карточек их стали применять в самых различных областях, где срок службы карточек более короткий. В качестве примера такого применения можно назвать телефонную карточку. Однако и в данном случае в качестве материала для телефонных карточек была выбрана пластмасса. Следовательно, среди специалистов существовал, очевидно, предрассудок, который не позволял им вообще рассматривать иные, нежели пластмасса, материалы для изготовления карточек с интегральными схемами, поскольку, как полагали, карточки можно изготавливать только из этого материала, который обеспечивает необходимую защиту для чувствительного ИС-модуля. В любом случае вопреки вышеназванным значительным преимуществам, которыми обладают карточки из бумаги или картона, этот материал до настоящего времени не рассматривали в качестве пригодного для изготовления карточек с интегральными схемами именно предложенного стандарта.
Ниже более подробно описаны примеры выполнения изобретения и другие его преимущества со ссылкой на прилагаемые чертежи, на которых показано:
на фиг. 1 - вид сверху ИС-карточки;
на фиг. 2 - структура слоев корпуса карточки в поперечном разрезе;
на фиг. 3 - корпус карточки с выемкой в поперечном разрезе;
на фиг. 4 - поперечный разрез структуры слоев для карточки, изготавливаемой по технологии ламинирования;
на фиг. 5 - структура слоев карточки в поперечном разрезе;
на фиг. 6 - структура слоев по фиг. 5 в поперечном разрезе с выемкой;
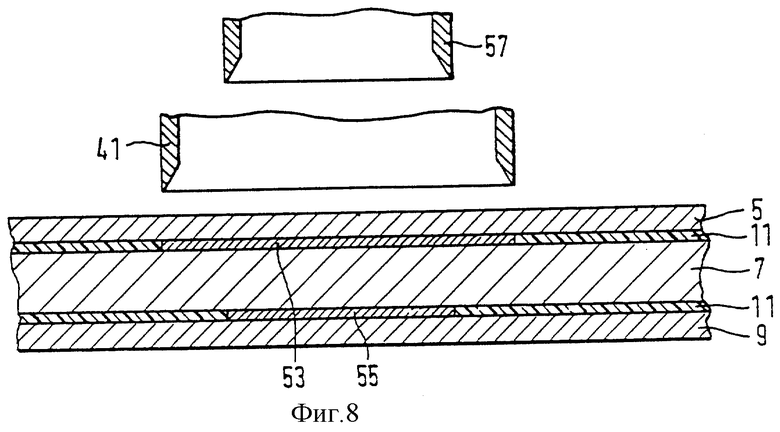
на фиг. 7 - структура слоев карточки перед соединением отдельных слоев в поперечном разрезе;
на фиг. 8 - структура слоев по фиг. 7 в поперечном разрезе с соединенными друг с другом слоями карточки;
на фиг. 9 - ИС-карточка в поперечном разрезе;
на фиг. 10 - корпус карточки с углублением в поперечном разрезе;
на фиг. 11 - ИС-карточка в поперечном разрезе;
на фиг. 12 - поперечный разрез структуры слоев для карточки, изготавливаемой по технологии ламинирования;
на фиг. 13 - ИС-карточка в поперечном разрезе;
на фиг. 14 - ИС-карточка в поперечном разрезе;
на фиг. 15 - ИС-карточка в поперечном разрезе;
на фиг. 16 - ИС-карточка в поперечном разрезе;
на фиг. 17 - способ изготовления ИС-карточки;
на фиг. 18 - многослойная бесконечная лента на виде сверху;
на фиг. 19 - поперечный разрез ленты по фиг. 18;
на фиг. 20 - ИС-карточка на виде сверху;
на фиг. 21 - стопка ИС-карточек в поперечном разрезе.
На фиг. 1 изображен вид сверху ИС-карточки с электронным модулем 1 в корпусе 3 карточки. Корпус 3 карточки по своим размерам соответствует стандарту ISO 7810. Электронный модуль 1 заделан в корпус карточки в определенном положении, которое также определено стандартом ISO 7816/2. Согласно изобретению корпус 3 ИС-карточки изготовлен из одного, соответственно нескольких бумажных и/или картонных слоев.
На фиг. 2 представлена многослойная структура карточки в поперечном разрезе перед формированием многослойной структуры из отдельных слоев карточки. Карточка состоит из верхнего защитного слоя 5, основного слоя 7 и нижнего защитного слоя 9. Основной слой 7 на обеих сторонах снабжен тонким термоактивируемым клеевым слоем 11, с помощью которого производится склеивание слоев. Перед соединением отдельных слоев в слоях 5 и 7 вырубают окна 13, соответственно 15, так что после совмещения и склеивания трех слоев в корпусе карточки получают двухступенчатую выемку. При применении нескольких основных слоев в корпусе карточки может быть выполнена также многоступенчатая выемка, причем размер окон в отдельных основных слоях уменьшается со стороны верхнего защитного слоя. Такая структура карточки особенно предпочтительна, если литьевая масса электронного модуля имеет форму капли, как это показано, например, на фиг. 9, так как в этом случае контуры выемки могут быть хорошо подогнаны к форме литьевой массы, а донная часть выемки выполнена малой.
Многослойная карточка может изготавливаться с высокой производительностью. Так, слои 5, 7 и 9 могут сматываться с рулонов и подводиться для ламинирования посредством нагретых ламинирующих роликов, между которыми термоактивируются клеевые слои. Следовательно, получается ленточная многослойная структура, которая через соответствующие расстояния снабжена выемками для размещения электронного модуля. Из этой ленточной многослойной структуры на следующей стадии способа вырубают отдельные корпуса карточек. В выемку корпуса карточки вклеивают электронные модули 1. Необходимый для этой цели клей может находиться либо непосредственно на модуле, либо, например, наноситься на поверхности выемки в виде жидкого клея. Установка модуля в корпус карточки возможна перед вырубкой карточки или после нее.
Для улучшения склеивания модуля с корпусом карточки основной слой 7 вместо нанесенного поверх слоя карточки термоактивируемого клея 11 может быть снабжен тканью 8, пропитанной термоактивируемым клеем. На фиг. 2 ткань обозначена точками в верхнем термоактивируемом слое 11. Ткань можно выбрать таким образом, чтобы она обеспечивала оптимальную прочность склеивания электронного модуля и корпуса карточки. В готовой карточке ткань находится, следовательно, между защитным слоем 5 и основным слоем 7. Прочное соединение модуля с тканью, таким образом, обеспечивает надежное крепление модуля между слоями в готовой ИС-карточке. Вместо ткани, покрывающей всю поверхность основного слоя 7, этот основной слой 7 можно снабжать тканью или пленкой только в области окна 15, что также позволяет достигать вышеназванных эффектов.
На поверхности 12 модуля, показанного на фиг. 2, расположены контактные площадки для считывания данных с карточки при непосредственном контакте с ними. Альтернативно этому ИС-карточка может быть снабжена электронным модулем, пригодным для бесконтактного обмена данными. Такой модуль может быть установлен в окне 15. В этом случае можно, следовательно, не использовать окно 13 в защитном слое 5, так что в готовой ИС-карточке модуль для бесконтактного обмена данными расположен в окне 15 между защитными слоями 5 и 9.
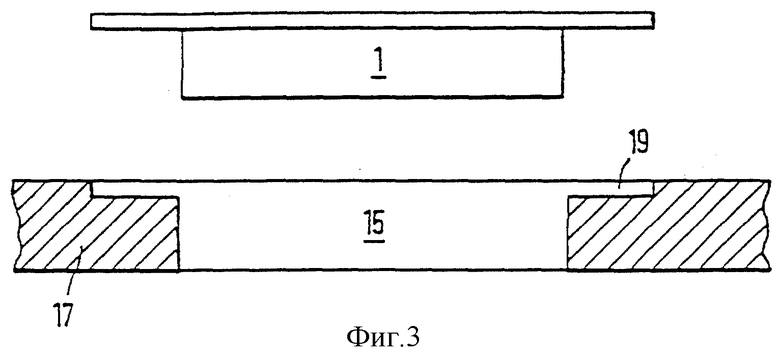
На фиг. 3 изображен корпус однослойной картонной карточки в поперечном разрезе. Картон 17 можно также сматывать с рулона. В картоне через заданные промежутки пробиты окна 15. Кроме того, посредством глубокого тиснения картона 17 в области окна 15 получают выемку 19 меньшей глубины с большим диаметром, чем у окна 15. В образовавшееся гнездо картона может быть вклеен модуль 1, причем в качестве клеевого слоя используют дно выемки 19. Модуль может быть вклеен в гнездо также с помощью нанесенного на него клея, например представляющего собой термоактивируемый клей или контактный клей, или с помощью жидкого клея. Карточка может быть вырублена из картонной ленты перед вклеиванием модуля или после этой операции. В готовой ИС-карточке на ее тыльной поверхности в зоне расположения модуля может находиться также часть окна 15, не заполненная этим модулем. Для придания карте более эстетичного внешнего вида эта часть может быть также дополнительно закрыта, например, заливкой литьевой массой или каким-либо иным образом.
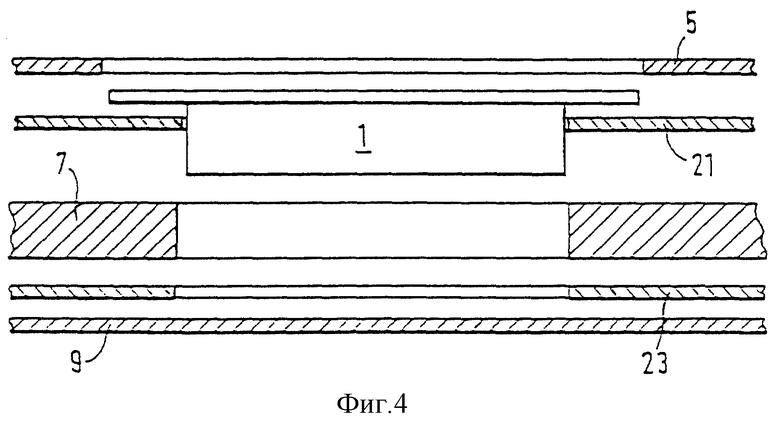
На фиг. 4 изображена многослойная структура карточки перед ламинированием в поперечном разрезе. Слои 5, 7 и 9 идентичны таковым, которые показаны на фиг. 2. Дополнительно к этим слоям в структуре также предусмотрены отдельные клеевые слои 21 и 23, также снабженные соответствующими вырубленными отверстиями.
Клеевые слои 21 и 23 могут быть выполнены либо в виде термоактивируемых слоев, либо в виде контактных клеевых слоев. В последнем случае в слоях должны быть предусмотрены окна, если слои дополнительно покрыты силиконовой лентой, чтобы избежать приклеивания штампов. После вырубки окон силиконовые ленты могут быть смотаны с контактных клеевых слоев и намотаны на предназначенные для этой цели рулоны.
Электронный модуль 1 перед рулонным ламинированием может быть уже уложен в окна клеевого слоя 21 таким образом, чтобы участок контактной площадки прилегал к клеевому слою 21, а участок модуля с интегральной схемой располагался в окне, как это показано на чертеже. При формировании многослойной структуры из изображенных слоев представленный на чертеже модуль, следовательно, одновременно склеивается с клеевым слоем 21 в выемке корпуса карточки.
В том случае, если электронный модуль не должен вклеиваться в выемку при формировании многослойного корпуса карточки, то окно можно также вырубить в клеевом слое 21 точно такого же размера, что и окно в защитном слое 5. В этом случае на заплечике двухступенчатой выемки при ламинировании слоев отсутствует клеевой слой, так что при нагревании этого слоя клеящий материал не может проникнуть на поверхность карты. Такой вариант выполнения особенно предпочтителен в том случае, если корпус карточки после штамповки должен складироваться в качестве полуфабриката. Показанная на фиг. 4 структура карты также особенно пригодна для заделки модуля для бесконтактного обмена данных. В этом случае снова можно не использовать окна в слоях 5 и 21.
На фиг. 2 и 4 представлены многослойные структуры карточки, в которых в отдельных слоях перед их соединением уже предусмотрены окна, которые после соединения слоев образуют в корпусе карточки выемку. В противоположность этому на фиг. 5-8 представлены примеры осуществления изобретения, в которых выемку в корпусе карточки выполняют после соединения слоев.
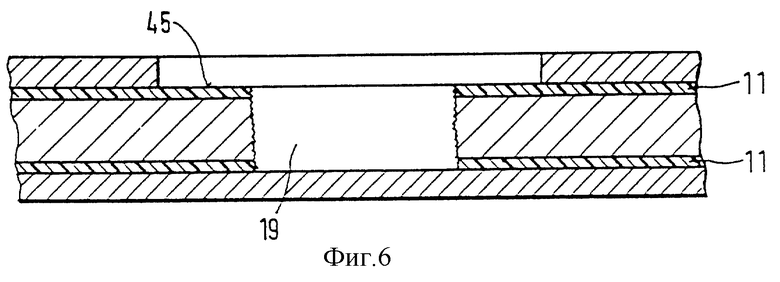
На фиг. 5 показана структура карточки, состоящая из основного слоя 7 и защитных слоев 5 и 9, причем слои соединены друг с другом с помощью термоактивируемых клеевых слоев 11. В качестве термоактивируемых клеевых слоев можно применять, например, очень тонкую полиэтиленовую (ПЭ) пленку или пленку из аморфного полиэтилентерефталата (АПЭТ), которые наносят с обеих сторон на основной слой 7. В защитном слое 5 вырубным штампом 41 сначала изготавливают обрезную кромку 43, определяющую край первой части двухступенчатой выемки. Затем фрезой в корпусе карточки изготавливают показанную на фиг. 6 двухступенчатую выемку 19 таким образом, что на заплечике 45 обнажается термоактивируемый клеевой слой 11.
Преимущество применения вырубного штампа для образования обрезной кромки 43 заключается в том, что в видимой области готовой чип-карты получают чистый и оптически безупречный край, в то время как при применении фрезы для выполнения выемки в бумаге края неизбежно "взлохмачиваются", как это обозначено на фиг. 6, в краевой зоне нижней части двухступенчатой выемки. Очевидно, что можно также не применять вырубной штамп и изготавливать выемку исключительно с помощью фрезы.
В двухступенчатую выемку 19 корпуса карточки (см. фиг. 6) помещают электронный модуль, как это показано, например, на фиг. 2, и приклеивают на заплечике 45 с помощью обнаженного в процессе фрезерования термоактивируемого клеевого слоя 11. Очевидно, что электронный модуль также можно дополнительно снабдить клеем, чтобы улучшить сцепление с корпусом карточки. Это особенно предпочтительно в том случае, если термоактивируемые клеевые слои 11 очень тонкие, а клеевой слой 11 в зоне заплечика 45 выемки в процессе фрезерования преднамеренно или непреднамеренно повреждают, соответственно удаляют.
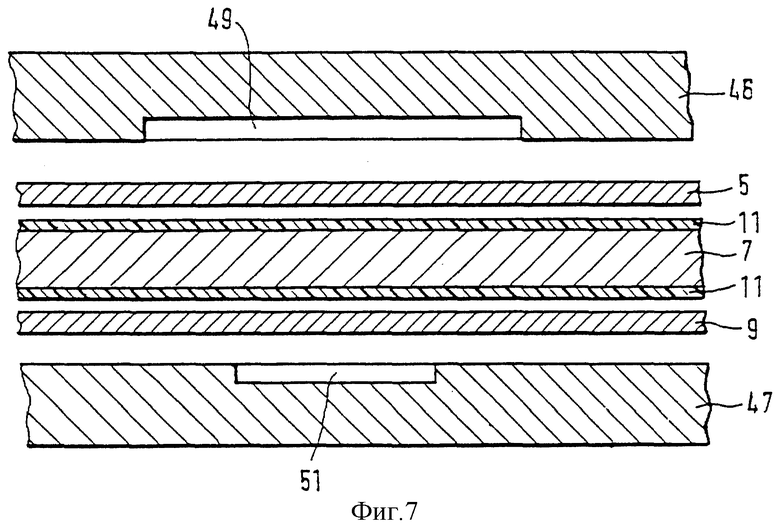
На фиг. 7 изображена аналогичная фиг. 5 структура слоев, однако в данном случае защитные слои 5 и 9 еще не соединены с основным слоем 7. В показанном примере выполнения изобретения слои карточки соединяют друг с другом нагреваемыми пуансонами 46 и 47 под действием тепла и давления, причем нагреваемые пуансоны 46 и 47 в зоне, где в последующем в корпусе карточки изготавливают выемку, имеют углубления 49 и 51. Таким образом, при соединении слоев в зоне этих углублений термоактивируемые слои 11 не активируются, так что в этой зоне соединение между слоями карточки не происходит.
На фиг. 8 изображена структура карточки по фиг. 7, однако в данном случае отдельные слои карточки соединены друг с другом. Благодаря специальному выполнению обогреваемых пуансонов защитный слой 5 не соединяется с основным слоем 7 на участке 53, а защитный слой 9 не соединяется с основным слоем 7 на участке 55. В данном случае верхнюю часть двухступенчатой выемки можно выполнить с помощью вырубного штампа 41, при этом вырубной штамп 41 сначала вводят в корпус карточки по меньшей мере на такую глубину, чтобы пройти через защитный слой 5. Часть защитного слоя, лежащая внутри обрезной кромки, затем может быть легко удалена, так как эта часть не имеет соединения с клеевым слоем 11. Нижняя часть двухступенчатой выемки может быть изготовлена аналогичным образом с помощью вырубного штампа 57. При этом получают корпус карточки, аналогичный показанному на фиг. 6, с двухступенчатой выемкой, однако с чистыми обрезными кромками по всей стенке. Очевидно, что описанный способ не ограничен изготовлением двухступенчатой выемки. Аналогичным образом в корпусе карточки можно выполнять также и бесступенчатые, соответственно многоступенчатые выемки.
Способ изготовления, описанный со ссылкой на фиг. 7 и 8, особенно пригоден для корпусов карточек, выполненных исключительно из бумаги и картона, так как отдельные бумажные слои при соединении не размягчаются, как это происходит при формировании многослойной структуры из пластмассовых слоев. С помощью изображенных нагреваемых пуансонов тепло лишь передается через бумагу к термоактивируемым клеевым слоям, которые благодаря этому активируются. Таким образом, сами бумажные слои во время всего процесса изготовления не деформируются, так что и в местах перехода к необогреваемым участкам (см. фиг. 7) не происходит никаких изменений формы бумажных слоев. Тем самым донный участок двухступенчатой выемки в готовом корпусе карточки имеет плоскую форму.
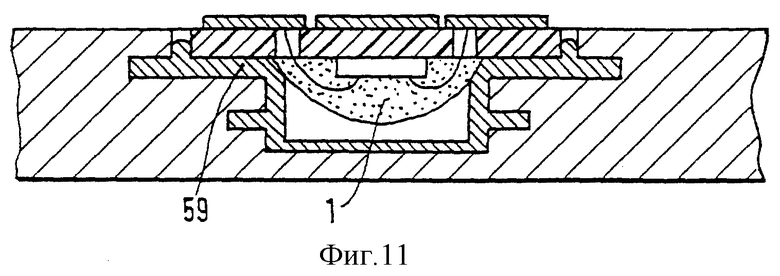
На фиг. 9 представлен однослойный корпус карточки с двухступенчатой выемкой 19, в которую с помощью жидкого клея 59 вклеен электронный модуль 1. При ежедневном пользовании чип-картой возникают изгибающие нагрузки, оказывающие воздействие на корпус карточки также и в зоне электронного модуля. Вследствие расслоения бумаги эти изгибающие нагрузки в примере выполнения, показанном на фиг. 9, могут привести к тому, что бумага начнет расслаиваться в зоне заплечика 45 (см. фиг. 6) в выемке непосредственно под жидким клеем, а электронный модуль вследствие этого через некоторое время отделится от корпуса карточки.
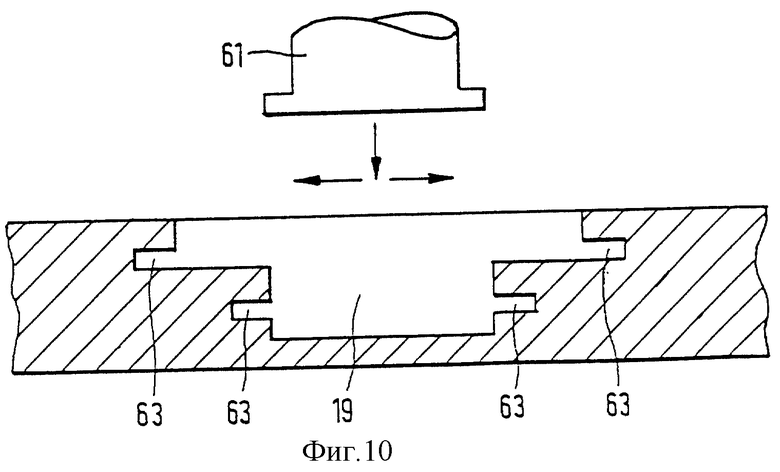
Хотя чип-карты из бумаги рассчитаны преимущественно на использование в тех областях, где срок службы карточек очень короткий, а структура карточки, показанная на фиг. 9, достаточно долговечна, тем не менее сцепление модуля с корпусом карточки можно улучшить, предусмотрев в двухступенчатой выемке 19 внутренние выточки 63, прорезаемые с помощью фрезы 61, как показано на фиг. 10.
В двухступенчатую выемку 19 вводят дозированное количество жидкого клея 59, который при установке электронного модуля 1 распределяется в выемке 19 таким образом, что внутренние выточки 63 также заполняются жидким клеем 59 (см. фиг. 10 и 11). Тем самым обеспечивается надежное закрепление электронного модуля 1 в корпусе карточки и его предохранение от действующих вертикально к поверхности карточки сил. Кроме того, жидкий клей, который в данном случае смачивает все стенки выемки, также обеспечивает хорошую защиту от расслоения бумаги в зоне этих стенок. Очевидно, что альтернативно этому можно не использовать внутренние выточки, а жидкий клей дозировать таким образом, чтобы зоны стенок в готовой карточке были в достаточной степени, соответственно полностью, смочены клеем.
На фиг. 12 изображен в поперечном разрезе многослойный корпус карты перед процессом формирования многослойной структуры. Отдельные слои 5, 7 и 9 идентичны слоям, показанным на фиг. 2. Однако в данном случае в верхнем защитном слое 5 вместо окна 13 предусмотрено два окна 25, разделенных перемычкой 27. Электронный модуль 1 перед ламинированием устанавливают в окно 15 основного слоя 7 так, как это показано на фиг. 12. При ламинировании слоев из рулона модуль 1 склеивается со слоем 7 и дополнительно заделывается между слоями 5 и 7. В готовой ИС-карточке контактные площадки модуля 1 расположены в окнах 25, а заделка между слоями осуществляется с помощью перемычки 27. Модуль, особенно пригодный для вышеназванного способа изготовления карточки, подробно описан в EP-B1 0140230.
На фиг. 13-16 представлены другие примеры выполнения изобретения, в которых электронный модуль за счет заделки отдельных его деталей между двумя слоями карточки закрепляется в корпусе карточки уже при ее изготовлении.
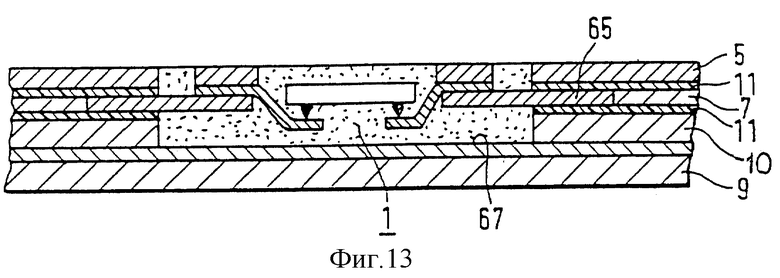
На фиг. 13 изображена многослойная структура карточки, состоящая из защитных слоев 5 и 9 и основных слоев 7 и 10. Электронный модуль 1, размещенный в показанной структуре карточки, имеет анкеровочную рамку 65, которая выступает за пределы литого корпуса 67 модуля и которая уже во время изготовления карточек заделывается между обоими слоями 5 и 7 карточки. Как показано на фиг. 13, анкеровочная рамка 65 с обеих сторон окружена термоактивируемыми клеевыми слоями, благодаря чему между анкеровочной рамкой и корпусом карточки образуется надежное сцепление. В предпочтительном примере выполнения анкеровочную рамку выполняют из ткани, в которую во время изготовления карточки клеевой материал может проникать из прилегающих клеевых слоев 11. Это приводит к тому, что прилегающие клеевые слои 11 соединяются между собой косвенным образом, и к лучшему закреплению модуля в корпусе карточки.
На фиг. 14-16 представлены другие примеры выполнения, в которых электронный модуль заделан между слоями карточки. Все модули на этих чертежах имеют одинаковую структуру и в общем обозначаются как модули с выводной рамкой. Они состоят из металлической пластинки 69, в которой размещены схемные контакты и на одной стороне которой расположен ИС-элемент 71, электрически соединенный с контактными площадками контактов. ИС-элемент и электрические соединения с целью их защиты от механических нагрузок окружены заливочной массой. В показанных примерах выполнения анкеровочная рамка образована удлинениями контактных площадок, которые выступают за пределы собственно схемы расположения контактов и заделаны между двумя слоями карточки.
На фиг. 14 изображена такая же структура карточки, что и на фиг. 13. Анкеровочная рамка уже при изготовлении карточки, т.е. при соединении отдельных слоев, изогнута внутрь карточки, благодаря чему получают структуру, показанную на фиг. 14. Изготовление осуществляется таким же образом, как было описано выше со ссылкой на фиг. 12.
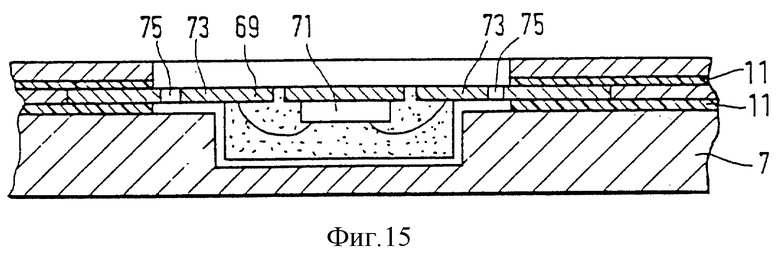
На фиг. 15 изображена чип-карта в поперечном разрезе, в которой анкеровочная рамка модуля с выводной рамкой не изогнута, а контактные площадки 73 электронного модуля расположены ниже поверхности карточки. Контактные площадки в местах перехода к удлинениям, служащим для крепления, могут быть снабжены разгрузочными отверстиями 75, получаемыми листовой штамповкой, так что эти контактные площадки соединены с удлинениями лишь тонкими перемычками. Это приводит к механическому разделению переходной зоны модуль/анкеровочная рамка, а тем самым и к разгрузке в этой зоне при воздействии на карточку изгибающих нагрузок, так что клеевой слой 11 не так быстро отделяется от этого слоя карточки, например, вследствие надрыва, соответственно отслоения нижележащего слоя 7 карточки.
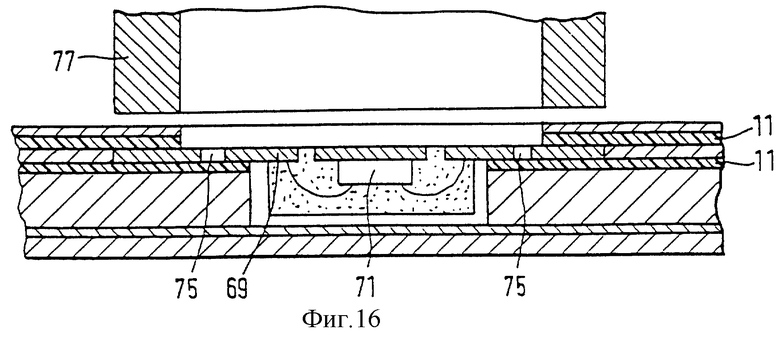
На фиг. 16 представлено такое же поперечное сечение, что и на фиг. 15. Однако в данном случае клеевой слой 11, проходящий под анкеровочной рамкой, доходит до краевой зоны нижней части двухступенчатой выемки, благодаря чему обеспечивается большая поверхность склеивания для приклеивания электронного модуля. Далее на фиг. 16 показан нагреваемый пуансон 77, с помощью которого на отдельной позиции обработки дополнительно может быть улучшено сцепление анкеровочной рамки с клеевыми слоями 11.
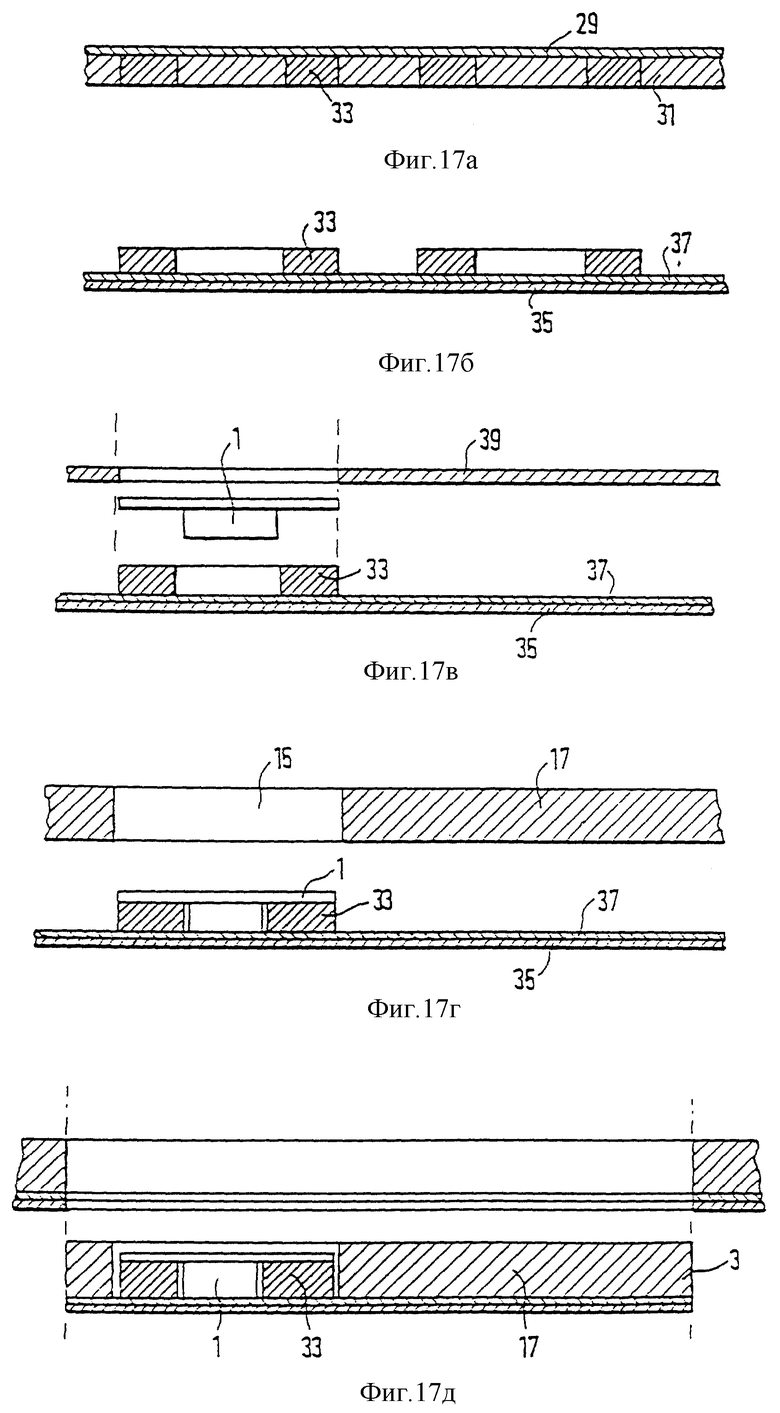
На фиг. 17 представлен способ изготовления бумажной ИС-карточки, состоящей из двух слоев, соединяемых посредством контактного клея. На первой стадии процесса (фиг. 17а) из покрытой силиконовой пленкой 29 ленты 31 с контактным клеем изготавливают комбинированные элементы 33. Эту стадию осуществляют способами, которые используют в технике этикетирования и которые известны специалисту, и поэтому в данном случае не требуется их более подробное пояснение. Дополнительно изготовление таких комбинированных элементов известно из DE-OS 4122049. Силиконовую пленку 29, снабженную комбинированными элементами 33, соединяют с бумажным слоем 35, снабженным слоем 37 контактного клея. Поскольку сцепление комбинированного элемента со слоем контактного клея выше, чем с силиконовым слоем, то комбинированный элемент прилипает к ленте 37 с контактным клеем, в результате чего получают полуфабрикат, показанный на фиг. 17б. На следующей стадии процесса (фиг. 17в) электронные модули 1 вырубают из ленты 39 модулей и склеивают с комбинированным элементом 33. Показанный на фиг. 17г полуфабрикат соединяют с подвергнутой предварительной листовой штамповке картонной лентой 17 с окнами 15 таким образом, что наклеенные на бумажный слой 35 модули укладываются в окна. В заключение, как показано на фиг. 17д, готовые бумажные ИС-карточки вырубают из ленты. Очевидно, что бумажные карточки можно также изготавливать по отдельности. В этом случае отдельные показанные на чертежах слои карточки уже имеют размер карточки, так что после соединения отдельных слоев корпус карточки получается уже с заданными размерами.
Вышеописанные варианты выполнения изобретения относятся только к таким его вариантам, в которых используют уже готовые бумажные, соответственно картонные полотна (листы) или соединяют их и при этом или впоследствии в корпус карточки вставляют электронный модуль. Альтернативно этому электронные модули также можно вставлять в картон уже при изготовлении последнего. Этот способ особенно предпочтителен в случае электронных модулей для бесконтактного обмена данными, например, модулей, состоящих из кольцеобразной катушки и интегральной схемы, которая электрически соединена с катушкой, поскольку требования к точности положения таких модулей в готовом носителе данных ниже, чем в модулях для контактного обмена данными. Далее, электронные модули для бесконтактного обмена данными со всех сторон окружены картоном и заделаны в него с геометрическим замыканием, благодаря чему отпадает необходимость в дорогостоящем изготовлении канала для катушки модуля. Электронные модули предпочтительно заделывать в картон в форме матрицы, так что в результате получают лист-заготовку, соответственно полотно-заготовку, из которого вырубают отдельные носители данных с модулем. Лист уже при изготовлении может быть снабжен позиционными маркировками, которые позволяют точно позиционировать вырубной штамп, благодаря чему электронный модуль после штамповки располагается точно по отношению к наружным кромкам носителя данных. Кроме того, лист перед штамповкой можно снабдить печатным рисунком, так что сразу после штамповки получают полностью готовый носитель данных. Альтернативно этому с обеих сторон листа-заготовки, снабженного электронными модулями для бесконтактного обмена данными, можно предусмотреть защитные слои с нанесенными на них печатными рисунками, а затем вырубать отдельные носители данных. В этом случае позиционные маркировки для вырубного штампа можно предусмотреть в печатном рисунке защитного слоя, благодаря чему можно не использовать позиционные маркировки в картоне.
Для предотвращения расслоения бумаги или картона в краевой зоне бумажной ИС-карточки, полученной листовой штамповкой, могут быть приняты различные меры, которые поясняются со ссылкой на фиг. 18-21.
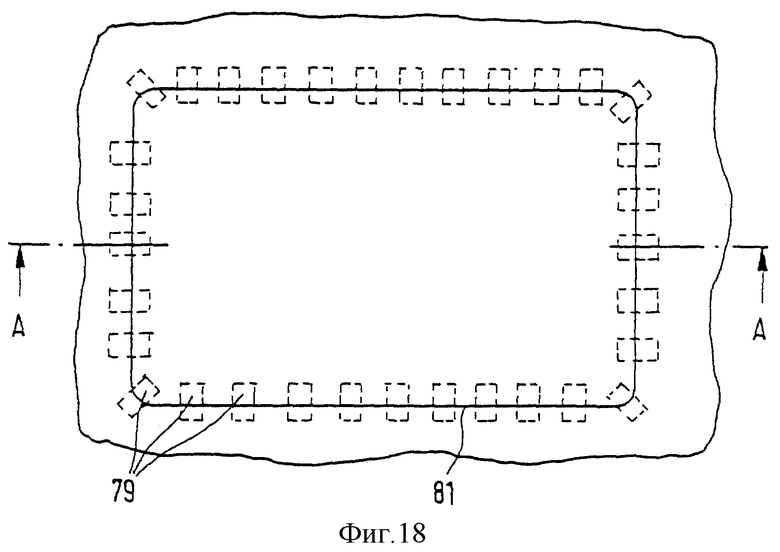
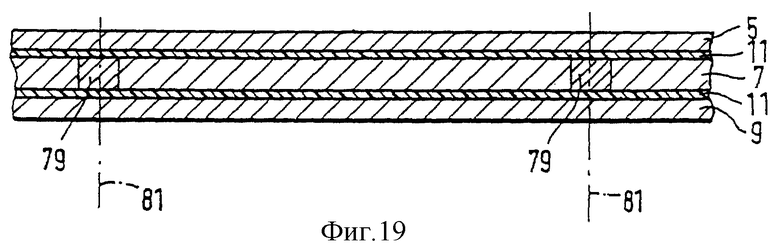
На фиг. 18 показан вид сверху выреза из ленты, имеющей многослойное строение, например строение, показанное в поперечном разрезе на фиг. 5. Основной слой, соответственно основные слои многослойной структуры карты в зоне, в которой расположена штамповочная кромка 81 вырубаемой карточки, содержат сквозные отверстия 79.
На фиг. 19 показано поперечное сечение вдоль линии А-А по фиг. 18. При соединении отдельных слоев карточки материал из прилегающих термоактивируемых клеевых слоев 11 проникает в сквозные отверстия, так что происходит косвенное соединение друг с другом защитных слоев 5 и 9. Если карточку вырубают вдоль штамповочной кромки 81 таким образом, что по меньшей мере еще одна часть каждого сквозного отверстия 79 расположена в корпусе карточки, как это показано на фиг. 18 и 19, то получают такой край карточки, который в зоне основного слоя состоит из чередующихся слоев бумаги, соответственно картона, и клеевого материала клеевых слоев. Тем самым в значительной мере предотвращается расслоение основного слоя.
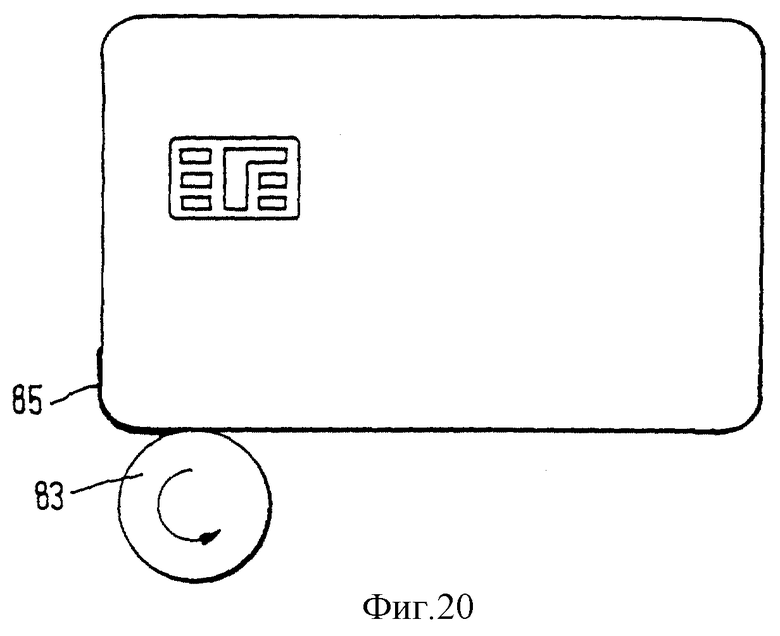
На фиг. 20 показан вид сверху уже изготовленная листовой штамповкой (вырубленная) бумажная ИС-карточка. Для защиты края карточки от расслоения, соответственно износа, на него с помощью накатного приспособления 83 наносят специальный защитный лак 85. При этом карточки можно обрабатывать как по отдельности, так и одновременно по несколько штук в стопке.
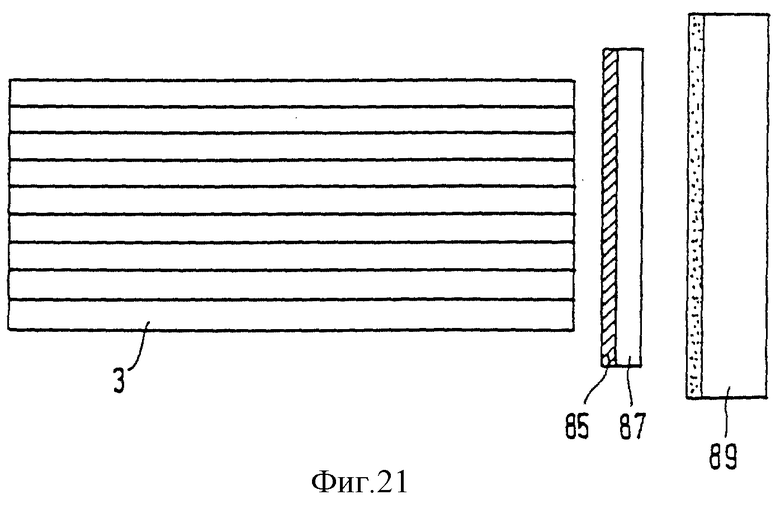
На фиг. 21 изображена стопка корпусов 3 карточек в поперечном разрезе, на края которых защитный лак 85 наносят с переводной ленты 87 с помощью нагреваемого пуансона 89, используя метод переводной печати.
Края бумажных карточек предпочтительно снабжают защитным лаком тогда, когда карточки имеют однослойное строение, так как в этом случае способ, поясненный на примерах фиг. 18 и 19, неосуществим. Очевидно, что многослойные карточки также могут быть снабжены защитным лаком, причем защитный лак может представлять собой как единственную, так и дополнительную защиту краев карточек от расслоения или износа. Защитный лак может быть цветным, и его можно применять в качестве дополнительной опознавательной метки, соответственно в качестве дополнительной защиты от подделок.
В заключение необходимо отметить, что уже перед изготовлением ИС-карточки те слои, которые образуют защитные слои карточки, могут быть полностью или на отдельных участках снабжены печатными рисунками и т.п., причем для этой цели можно применять все общеизвестные способы печати, такие как конгрев, рельефное тиснение, офсетная печать, струйная глубокая печать, трафаретная печать, высокая печать, горячее тиснение, способы нанесения рисунка на изделия из теста, способы печати обоев, гектографические способы печати и т.д. При этом благодаря применению бумаги для художественной печати высокое качество печати, и без того достигаемое на бумаге, еще дополнительно улучшается. В печатный рисунок с использованием шрифта для слепых также может быть введена определенная информация (например, сумма кредита по новой телефонной карточке и т.п.), например путем тиснения, соответственно нанесения особенно толстого слоя краски. В готовой карточке наружные поверхности защитных слоев могут быть защищены тонким лаковым слоем, состоящим, например, из нитролака, каландрового лака, ультрафиолетового-отверждаемого лака, отверждаемого электронными лучами лака и т.д. Лак может быть нанесен в виде блестящего, соответственно матового лакового покрытия. Кроме того, лаковые слои можно зернить.
Отдельные слои могут быть дополнительно снабжены также защитными элементами от подделок, такими как водяные знаки, ароматические вещества, защитные нити, флуоресцентные волокна в бумаге, соответственно в картоне, красящие капсулы в бумажных волокнах, голограммы и т.д.
На бумажные карточки также особенно просто наносить другие элементы, как, например, магнитную дорожку путем нанесения магнитного лака на водной основе или путем нанесения поверхности трения для спичек.
И, наконец, при изготовлении более толстых бумажных, соответственно картонных слоев в них можно заделывать нити, которые затрудняют их расслоение. Соответствующие методы известны из технологии обработки бумаги и не описаны более подробно. Для соединения отдельных бумажных или картонных слоев наряду с термоактивируемыми клеями можно применять также контактные клеи или жидкие клеи. Для предотвращения расслоения бумаги или картона в зоне выемки для модуля эти зоны могут быть упрочнены тканью, жидким клеем или смолами.





Изобретение относится к однослойному и многослойному носителю данных со встроенным в него электронным модулем, в частности к карточкам из бумаги или картона со встроенной микросхемой (чип-картам) и способам изготовления такого носителя. Корпус карточки по своим размерам соответствует стандарту ISO 7810 и образован из слоев бумаги и/или картона, соединенных друг с другом с помощью термоактивируемых или контактных клеев. Карточки могут изготавливаться по технологии сматываемой с рулона ленты, когда отдельный слой карточки получают из сматываемой с соответствующего рулона ленты, снабжают слои необходимыми окнами для размещения модуля и соединяют слои друг с другом. В образовавшиеся выемки устанавливают модули, а отдельные карточки вырубают листовой штамповкой. Технический результат - снижение издержек на производство карточек. 6 с. и 26 з.п.ф-лы, 21 ил.
| US 4443027 A, 17.04.1984 | |||
| Способ изготовления гибких информационных карточек | 1990 |
|
SU1836700A3 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОЛОСТИ КОЖИ ШЕИ ТУШЕК ПТИЦЫ ОТ ЗОБА, ТРАХЕИ И ПИЩЕВОДА | 1994 |
|
RU2076605C1 |
| 0 |
|
SU268830A1 | |
| DE 4142392 А1, 01.07.1993 | |||
| Формирователь образцового напряжения | 1973 |
|
SU493738A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ДЕТАЛИ | 1991 |
|
RU2016370C1 |
| Прибор для испытания электродетонаторов | 1947 |
|
SU71255A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| DE 3239597 A, 26.04.1984 | |||
| Способ измерения магнитных полей | 1959 |
|
SU140230A1 |
| УСТРОЙСТВО для ЗАПИСИ и ВОСПРОИЗВЕДЕНИЯ ИНФОРМАЦИИ | 0 |
|
SU277854A1 |
| 1971 |
|
SU412893A1 | |

