Изобретение относится к обработке металла резанием и может быть использовано на фрезерных и копировально-фрезерных станках с программным обеспечением при гравировании на металлических заготовках сложных многообразных по глубине и форме изображений, в том числе при изготовлении сложных гравюр микроскопических размеров.
Известен способ станочного гравирования изображения на металле, включающий врезание режущего инструмента с V-образной заточкой, формирование контура изображения и вывод режущего инструмента (SU 517413, М.кл. В 23 С 1/16, 15.06.76).
Известный способ может быть реализован на копировально-фрезерном станке с пантографом, при этом врезание и вывод инструмента осуществляют при его вращении с одновременной осевой подачей, а формирование контура осуществляют перемещением вращающего резца в поперечном относительно его оси направлении.
Однако такой способ имеет следующий недостаток, так как вся конструкция является нежесткой, то изготовленный таким способом штамп (гравюра на металле) будет неточным, т.е. будет иметь невысокую точность обработки.
Ближайшим аналогом настоящего изобретения является способ станочного гравирования изображения на металле, включающий врезание режущего инструмента с V-образной заточкой, формирование контура изображения при возвратно-поступательном движении режущего инструмента в поперечном относительно его оси направлении и вывод последнего (SU 1720809, М.кл. В 23 С 1/18, 23.03.92).
В известном способе срезания режущего инструмента в металл и его вывод осуществляют при его вращении и осевой подаче, а формирование контура изображения осуществляют при возвратно-поступательном движении режущего инструмента в поперечном относительно его оси направлении.
При этом используют режущий инструмент с сечением 1/2 круга, а после врезания ориентируют переднюю поверхность инструмента перпендикулярно плоскости, проходящей через ось инструмента и прямую, совпадающую с направлением поперечной подачи и в процессе формирования контура изображения сохраняют указанное положение передней поверхности инструмента, поворачивая его вокруг оси. При формировании прямых участков контура поворот инструмента не осуществляют.
Известным способом можно формировать контуры изображения, имеющие криволинейные и прямые участки контура с достаточно высокой производительностью.
Однако изготовление сложных гравюр малых размеров (микроскопических 50-100 мкр) таким способом затруднительно в связи с тем, что врезание инструмента в поверхность металла и его вывод осуществляют путем осевой подачи при его вращении. Таким образом происходит расточка места ввода инструмента в металлическую поверхность, что приводит к созданию гравюры с нечеткими контурами.
Новым техническим результатом от использования настоящего изобретения является возможность изготовления сложных гравюр малых размеров при их высоком качестве и высокой производительности.
Этот результат достигается тем, что в способе станочного гравирования изображения на металле, включающем врезание режущего инструмента c V-образной заточкой, формирование контура изображения при возвратно-поступательном движении режущего инструмента в поперечном относительно его оси направлении и вывод последнего, согласно изобретению врезание режущего инструмента и его вывод осуществляют осевой подачей режущего инструмента, а врезание и формирование контура изображения проводят поэтапно путем многократного повторения указанных операций, при этом на каждом этапе врезание осуществляют на глубину 0,5-1,5 мкм с последующим формированием контура изображения, а режущий инструмент используют круглого сечения с углом V-образной заточки 117-120o, выполненной из алмаза.
Предложенным способом можно формировать контуры изображения, имеющие как прямые, так и криволинейные участки контура различных геометрических размеров. Однако наиболее эффективно предлагаемое изобретение может быть использовано для получения четкого рельефа изображения на инструментальной стали при изготовлении мастер-пуансона с формированием элементов гравюры микроскопических размеров (50-100 мкр), например клейма.
Предложенная совокупность признаков обеспечивает получение рельефного изображения с высокой чистотой обработки, характеризующегося четкостью изображения при малых размерах как элементов гравюры, так и гравюры в целом.
Предложенный способ станочного гравирования изображения на металле может быть реализован на металлах различной твердости и позволяет получать объемный рельеф на металлической поверхности в слое самого металла.
На чертеже представлен рисунок клейма для получения гравюры на инструментальной стали в незакаленном состоянии для получения мастер-пуансона с изображением клейма предложенным способом.
При этом гравюру получают следующим образом. Способ гравирования изображения осуществляют на фрезерном станке с программным обеспечением, содержащем режущий инструмент круглого сечения, выполненный из алмаза с углом V-образной заточки 119o, при этом врезание режущего инструмента и его вывод осуществляют осевой подачей режущего инструмента, а врезание и формирование контура элементов изображения проводят поэтапно путем 10-кратного повторения указанных операций, при этом на каждом этапе врезание осуществляют на глубину 1 мкм с последующим формированием элемента контура изображения при возвратно-поступательном движении режущего инструмента в поперечном относительно его оси направлении по замкнутому контуру.
При переходе на другой элемент рисунка (на другой замкнутый контур) режущий инструмент поднимают на безопасную высоту и процесс повторяется по другому контуру. Полученную гравюру клейма (мастер-пуансон) используют для изготовления рабочего клейма путем перевода изображения под давлением на металлическую заготовку. Размер полученного мастер-пуансона 60 мкр.
Клеймо (штамп), изготовленное предложенным способом, имеет высокую точность обработки всех элементов гравюры. При этом точность обработки гравюры такова, что может рассматриваться одновременно как степень защиты клейма от подделки в том числе и от подделки клейма ручным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЙМА ДЛЯ МАРКИРОВАНИЯ ИЗДЕЛИЙ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ | 2010 |
|
RU2432265C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТЫ | 2000 |
|
RU2169515C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ С ДЕКОРАТИВНОЙ ПОВЕРХНОСТЬЮ И МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ С ДЕКОРАТИВНОЙ ПОВЕРХНОСТЬЮ | 1999 |
|
RU2151535C1 |
| КОМПОЗИТНЫЙ ЭЛЕМЕНТ, НАПРИМЕР МОНЕТА | 2012 |
|
RU2608290C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТО-ЖЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219816C1 |
| УПРАВЛЕНИЕ ЭЛЕКТРОМАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ МОНЕТ С ПОМОЩЬЮ ТЕХНОЛОГИИ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2009 |
|
RU2438544C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ С ДЕКОРАТИВНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2261802C2 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 1999 |
|
RU2179094C2 |
Изобретение относится к технологии механической обработки металла резанием, обеспечивающей получение на металлических заготовках рельефных, сложных и многообразных по глубине и форме изображений, в том числе сложных гравюр микроскопических размеров, и может быть использовано на фрезерных и копировально-фрезерных станках с программным обеспечением. В способе станочного гравирования изображения на металле, включающем врезание режущего инструмента с V-образной заточкой, формирование контура изображения при возвратно-поступательном движении режущего инструмента в поперечном относительно его оси направлении и вывод последнего, врезание режущего инструмента и его вывод осуществляют осевой подачей режущего инструмента, а врезание и формирование контура изображения проводят поэтапно путем многократного повторения указанных операций, при этом на каждом этапе врезания осуществляют на глубину 0,5-1,5 мкм с последующим формированием контура изображения, а режущий инструмент используют круглого сечения с углом V-образной заточки 117-120°, выполненный из алмаза. Указанные признаки обеспечивают изготовление сложных гравюр малых размеров при их высоком качестве и высокой производительности. 1 ил.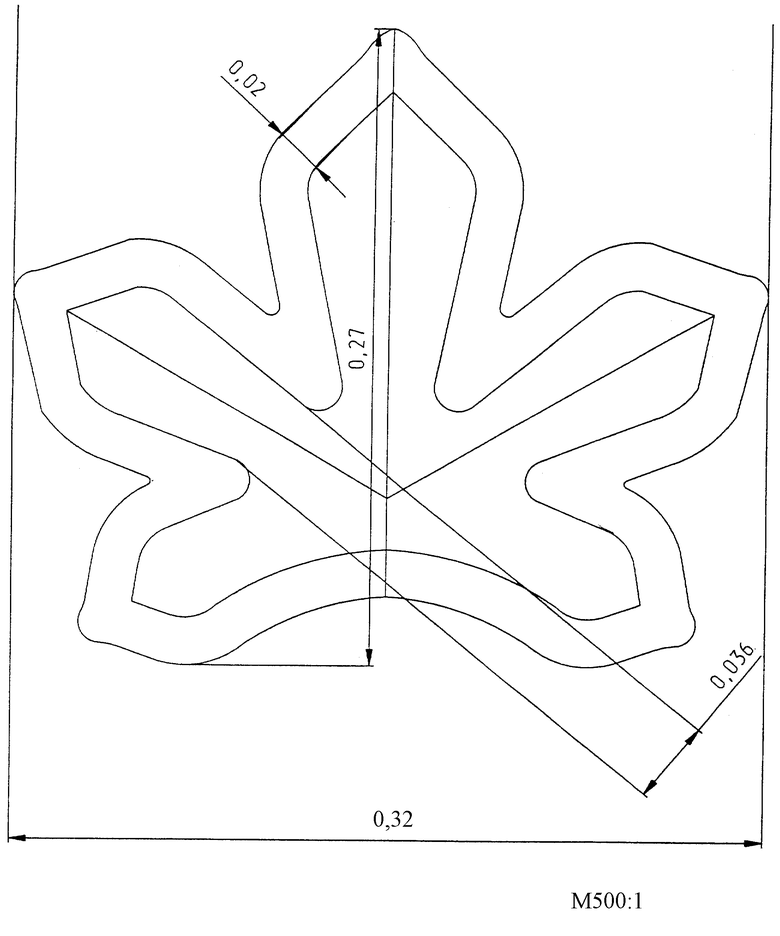
Способ станочного гравирования изображения на металле, включающий врезание режущего инструмента с V-образной заточкой, формирование контура изображения при возвратно-поступательном движении режущего инструмента в поперечном относительно его оси направлении и вывод последнего, отличающийся тем, что врезание режущего инструмента и его вывод осуществляют осевой подачей режущего инструмента, а врезание и формирование контура изображения проводят поэтапно путем многократного повторения указанных операций, при этом на каждом этапе врезание осуществляют на глубину 0,5 - 1,5 мкм с последующим формированием контура изображения, а режущий инструмент используют круглого сечения с углом V-образной заточки 117 - 120°, выполненный из алмаза.
| Способ обработки канавок с криволинейной осью | 1986 |
|
SU1720809A1 |
| US 3843875 A, 22.10.1974 | |||
| US 4678976 A, 07.07.1987 | |||
| US 5424846 A, 13.06.1995 | |||
| Гравировальная тележка для картографии | 1989 |
|
SU1673478A1 |

