ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Данное изобретение в целом относится к композитным элементам, например металлическим монетам и подобным изделиям.
УРОВЕНЬ ТЕХНИКИ
[0002] Биметаллические монеты обычно используются в качестве монет наличного денежного обращения во многих странах. Многие из таких биметаллических монет изготовлены из двух металлов разного цвета, например, внешнее кольцо выполнено с отделочным покрытием из никеля белого цвета, а внутренняя часть с отделочным покрытием из бронзы золотисто-желтого цвета, или наоборот. Из-за наличия двух цветов биметаллическая монета более сложна в изготовлении по сравнению с одноцветной монометаллической монетой, поэтому биметаллические монеты обычно используются в качестве монет более высоких номиналов.
[0003] Для изготовления биметаллических монет для скрепления упомянутых двух частей может использоваться фиксирующий механизм. Примерами фиксирующих механизмов являются следующие механизмы:
[0004] 1) во внешнем кольце формируется ряд канавок, параллельных поверхности компонентов монеты, при этом на внутренней части формируются выступы. Эти два компонента соединяются при помощи усилия с использованием чеканочного пресса (см., например, патент США №5094922, Иелпо и др.);
[0005] 2) в периферии внутренней части формируется канавка или ряд прерывистых канавок таким образом, чтобы материал внешнего кольца проходил в канавки для их частичного заполнения после соединения при помощи усилия, прикладываемого во время штамповки монеты (см., например, патент США №4472891, Иелпо и патент США №5630288, Лассе и др.);
[0006] 3) на периферии внутренней части формируются выступы таким образом, чтобы избыточный материал выступов проходил во внутреннюю периферийную поверхность внешнего кольца для соединения данных двух компонентов друг с другом (см., например, патент США №6189197, Ким);
[0007] 4) внешнее кольцо и внутренняя часть имеют различную толщину и твердость, благодаря чему формируется ребро или язычок для покрытия более тонких деталей, например внутренней части (см., например, патент США №6044541, Труонг). При этом не используются какие-либо канавки или выступы.
[0008] В патенте Болгарии No. BG 109647, Богданов, описана трехцветная триметаллическая монета. По-видимому, эти монеты предназначены для коллекционирования, в отличие от монет, используемых в наличном денежном обращении. В то время как коллекционные монеты обычно имеют хорошую защиту, монеты, используемые в наличном денежном обращении, должны иметь возможность противостоять намного более интенсивному использованию. Судя по всему, в BG 109647 не содержится описания фиксирующего механизма, который подходил бы для применения в монетах, используемых в наличном денежном обращении.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0009] В целом, данное изобретение относится к композитному элементу, имеющему по меньшей мере три различных компонента, а также к способу изготовления такого элемента. Данный элемент может представлять собой, в частности, металлическую монету. В одном варианте осуществления изобретения элемент содержит внешнее кольцо и две вставки, уложенные друг на друга и расположенные внутри внешнего кольца. Внешнее кольцо и каждая из двух вставок изготовлены из различных материалов. Внешнее кольцо и каждая из двух вставок скреплены друг с другом при помощи углублений, сформированных на внешних периферийных поверхностях вставок. Элемент может дополнительно содержать по меньшей мере один промежуточный слой, расположенный между двумя вставками и предназначенный для адгезии двух вставок друг с другом. Три основных компонента и промежуточный слой могут быть превращены в единую конструкцию путем ударного усилия во время чеканки или штамповки. В одном варианте осуществления внешнее кольцо, одна внутренняя часть и другая внутренняя часть выполнены из разных металлов и имеют разные цвета. Монета может иметь элементы усиленной защиты и может быть изготовлена в автоматическом режиме.
[0010] В первом аспекте данного изобретения предложен композитный элемент, содержащий внешнее кольцо и две вставки, уложенные однаj на другую и расположенные внутри внешнего кольца, причем внешнее кольцо и каждая из двух вставок изготовлены из различных материалов, при этом внешнее кольцо и каждая из вставок скреплены друг с другом при помощи множества углублений, сформированных на внешних периферийных поверхностях вставок.
[0011] Другие аспекты и особенности данного изобретения будут очевидны для специалиста в области техники после изучения нижеследующего описания отдельных вариантов осуществления изобретения совместно с приложенными чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Ниже описаны варианты осуществления данного изобретения, приведенные исключительно в качестве примера и со ссылками на прилагаемые чертежи.
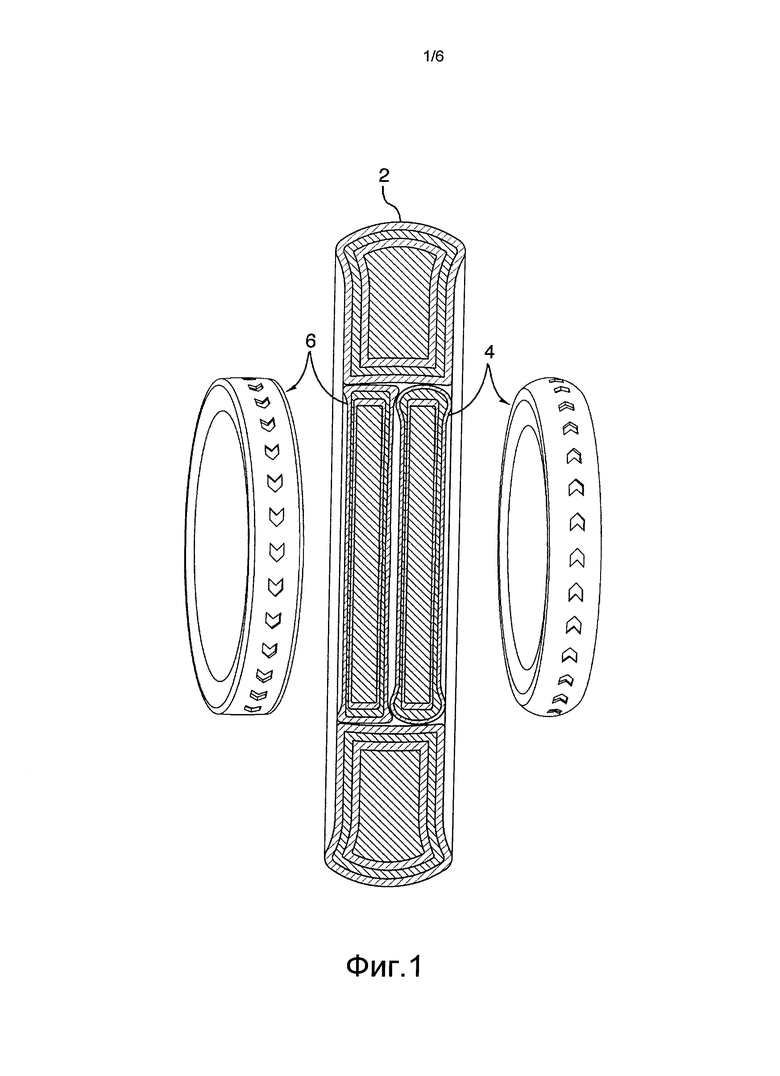
[0013] Фиг. 1 - схематический вид монеты в разрезе вместе с двумя вставками, показанными в аксонометрической проекции согласно раскрытому варианту осуществления изобретения.
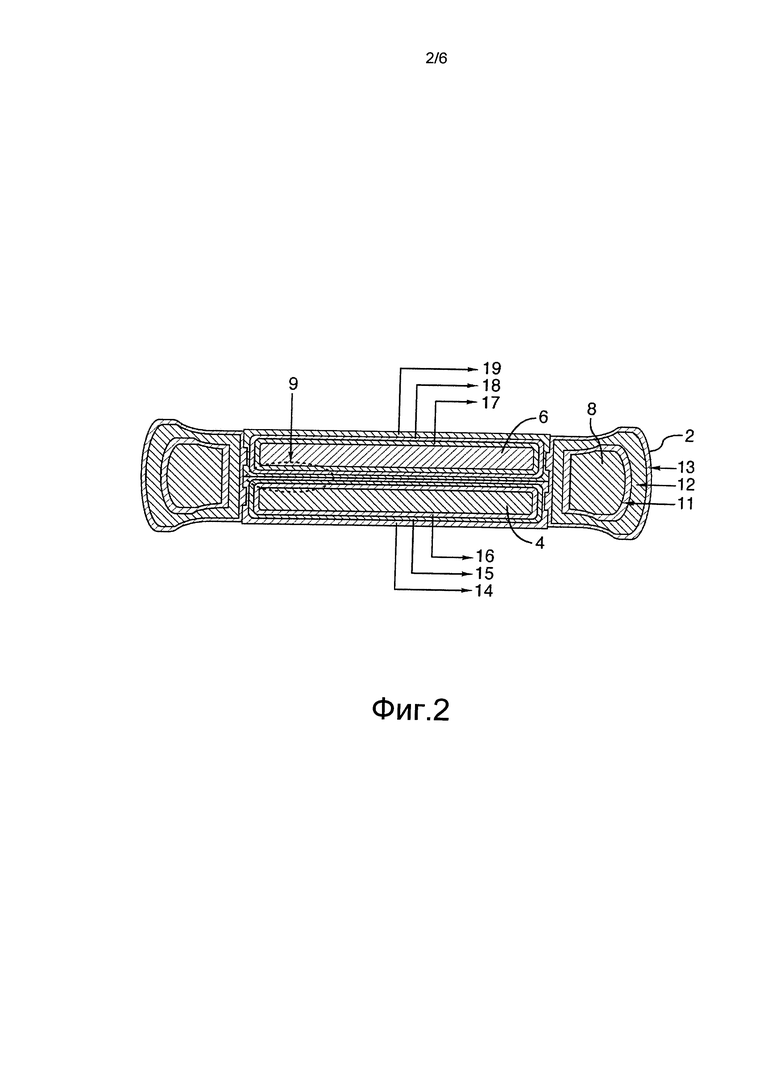
[0014] Фиг. 2 - схематический вид монеты в разрезе согласно раскрытому варианту осуществления изобретения.
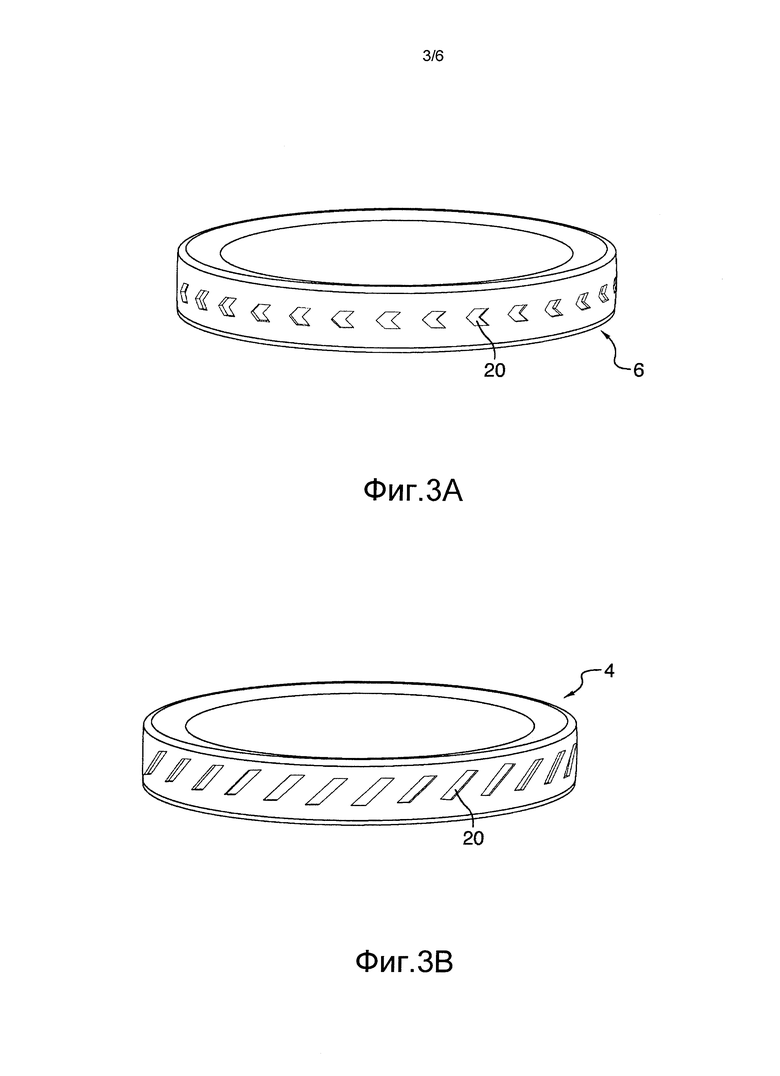
[0015] Фиг. 3а - схематическое изображение вставки, имеющей V-образные углубления согласно раскрытому варианту осуществления изобретения.
[0016] Фиг. 3b - схематическое изображение вставки, имеющей наклонные углубления, согласно раскрытому варианту осуществления изобретения.
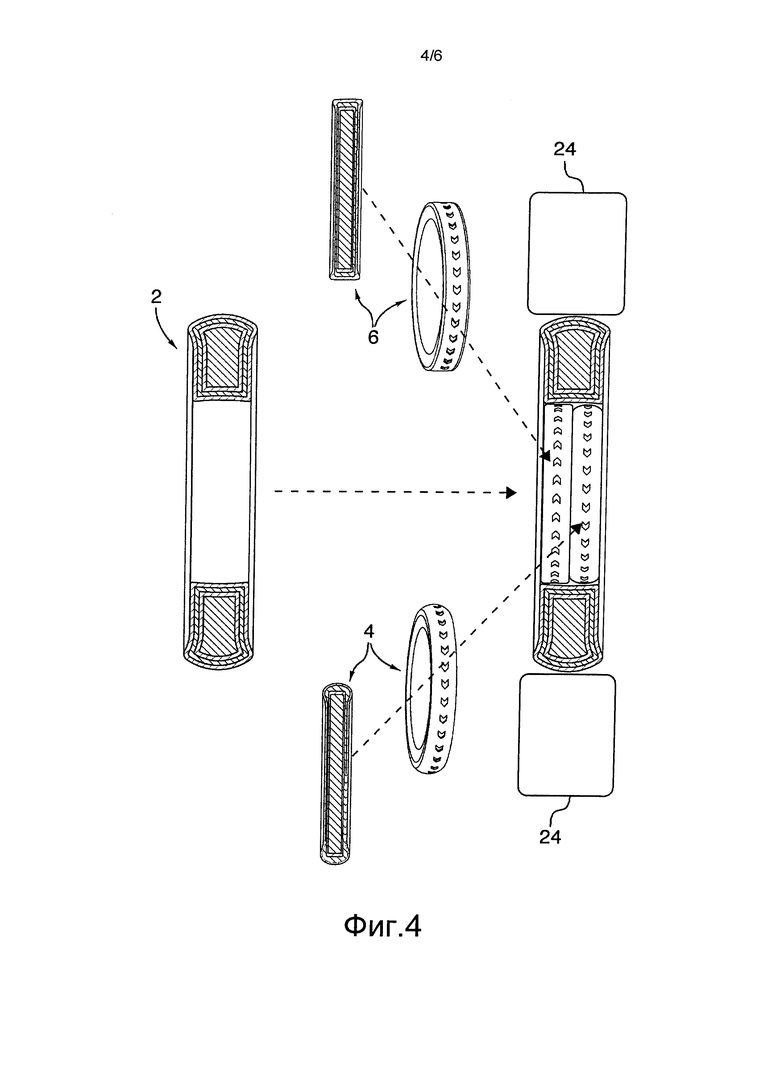
[0017] Фиг. 4 - схематическое изображение, на котором показаны подача и размещение трех основных компонентов согласно раскрытому варианту осуществления изобретения.
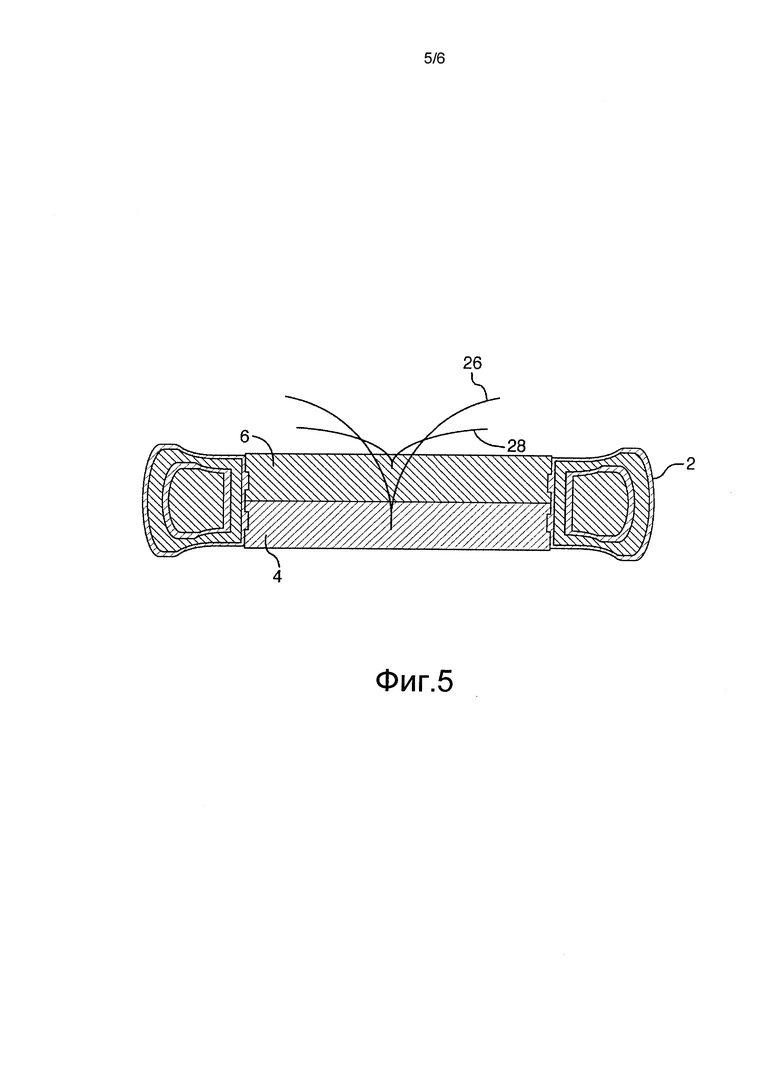
[0018] Фиг. 5 - схематическая иллюстрация, показывающая, как элемент создает особую электромагнитную сигнатуру (EMS) согласно раскрытому варианту осуществления изобретения.
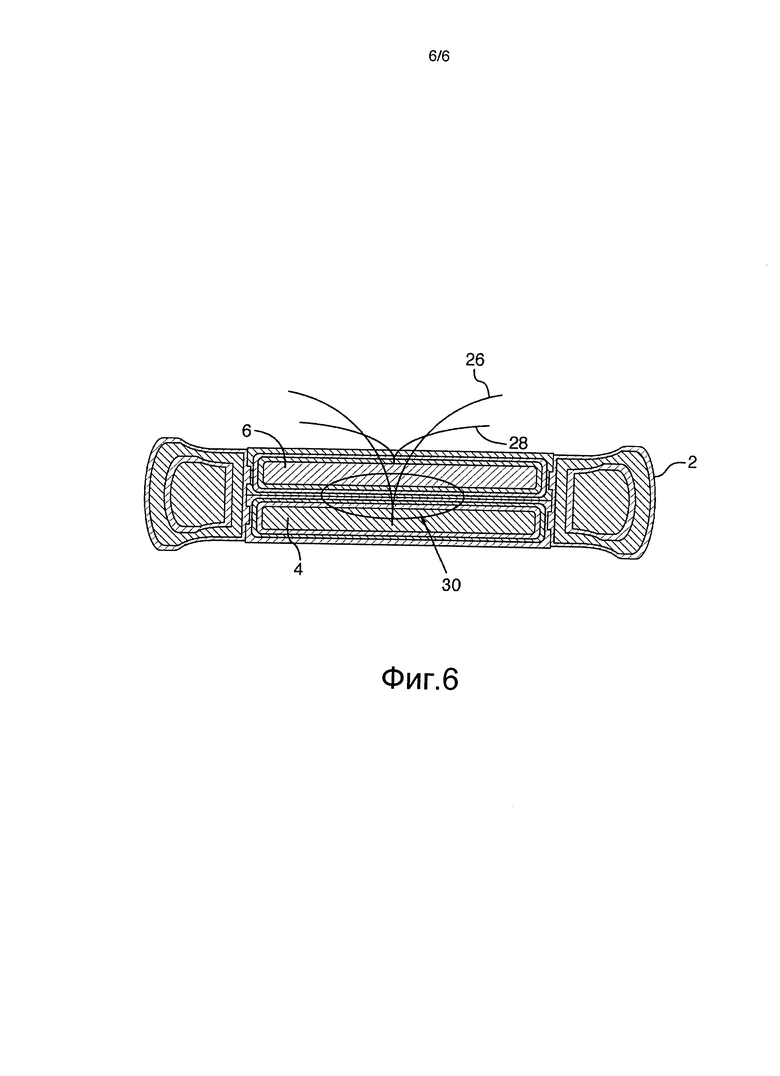
[0019] Фиг. 6 - схематическая иллюстрация, показывающая, как элемент создает EMS согласно раскрытому варианту осуществления изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0020] Используемый в данном описании термин "металл" включает металлические сплавы, а также металлы с покрытием и металлические сплавы с покрытием.
[0021] Несмотря на то, что основная часть описания относится к монетам и, в частности, металлическим монетам, это не должно рассматриваться как ограничение. Описание явным образом распространяется на неметаллические материалы, включая, но не ограничиваясь ими, полимеры, керамику и композитные материалы. Элементы, кроме монет, явным образом включают также, например, медали, медальоны и т.п.
[0022] В целом данное изобретение относится к композитному элементу, имеющему по меньшей мере три различных компонента, и к способу изготовления такого элемента. Упомянутый элемент может представлять собой, в частности, металлическую монету. В одном варианте осуществления элемент содержит внешнее кольцо и две вставки, уложенные одна на другую и расположенные внутри внешнего кольца. Внешнее кольцо и каждая из двух вставок изготовлены из различных материалов. Внешнее кольцо и каждая из вставок скреплены вместе при помощи множества углублений, выполненных на внешних периферийных поверхностях вставок. Элемент может дополнительно содержать по меньшей мере один промежуточный слой, расположенный между двумя вставками и предназначенный для адгезии двух вставок друг с другом. Эти три основных компонента и промежуточный слой могут быть превращены в единую конструкцию путем ударного усилия, прилагаемого в ходе чеканки или штамповки. В одном варианте осуществления внешнее кольцо, одна внутренняя часть и другая внутренняя часть изготовлены из различных металлов и имеют различные цвета. Монета может иметь элементы усиленной защиты и может быть изготовлена в автоматическом режиме.
[0023] На фиг. 1 показан один вариант осуществления изобретения, в котором тремя основными компонентами являются внешнее кольцо 2 и две разные вставки 4, 6, выполненные из разных композиций и разного цвета, которые последовательно размещают в середине внешнего кольца 2. Три основных компонента могут быть выполнены из различных металлов. Две упомянутые вставки 4, 6 могут быть выполнены с нанесением на металлические основы многослойных покрытий и поэтому между двумя вставками 4, 6 формируются уникальные промежуточные слои из нескольких металлических элементов. Три основных компонента могут иметь различные отделочные покрытия, например внешнее кольцо 2 выполнено из никеля, меди, стали с никелевым покрытием, первая вставка 4 выполнена из латуни или бронзы, меди или стали с никелевым покрытием, и вторая вставка 6 выполнена из меди или стали с никелевым покрытием. Монета, полученная в результате чеканки из структурированной таким образом заготовки, может иметь три цвета или отделочных покрытия, то есть белое кольцо, красную верхнюю вставку и желтую нижнюю вставку.
[0024] Три основных компонента могут быть взаимозаменяемыми в отношении составов материалов, выбранных из вышеупомянутых примеров. А именно, структурированная таким образом монета может иметь, например, желтое кольцо, красную верхнюю вставку и белую нижнюю вставку. Это всего лишь один пример из множества комбинаций, которые может выбрать разработчик.
[0025] Как показано на фиг. 2, три основных компонента могут быть разработаны и выполнены в виде многослойных элементов, например внешнее кольцо 2 может представлять собой стальной сердечник (8), имеющий три слоя покрытия, например, Слой 1 (11), Слой 2 (12) и Слой 3 (13), при этом две вставки 4, 6 могут представлять собой две различные металлические основы, на которые гальваническим способом наносят различные многослойные покрытия, например Слой 4 (14) Слой 5 (15), Слой 6 (16), Слой 7 (17), Слой 8 (18) и Слой 9 (19), как схематично показано на фиг. 2. В сумме толщина шести слоев на границе 9 раздела между двумя вставками с покрытиями может быть до 60 pm (или от 20 до 60 μm), что является достаточной толщиной для получения уникального средства защиты, то есть уникальной комбинации EMS монеты.
[0026] Согласно варианту осуществления изобретения для изготовления такой монеты может использоваться способ, включающий следующие этапы.
[0027] 1. Изготовление внешнего кольца из материала, являющегося металлом, или металлическим сплавом, или материалом с покрытием.
a) Если используют металл или металлический сплав, основные этапы могут быть следующими:
i. Подготовка вырубленной заготовки.
ii. Подготовка края заготовки путем окантовки окантовочным сегментом с заданным окантовочным профилем.
iii. Подготовка внутренней полости или отверстия при помощи процесса прошивки заготовки.
iv. Отжиг для достижения соответствующей твердости.
b) Если используют материал с покрытием, то основные этапы могут быть следующими:
i. Подготовка вырубленной заготовки.
ii. Подготовка края заготовки путем процесса окантовки окантовочным сегментом с заданным окантовочным профилем.
iii. Подготовка внутренней полости или отверстия при помощи процесса прошивки заготовки.
iv. Снятие заусенцев и зачистка.
v. Выполнение процесса нанесения покрытия, включая отжиг, зачистку и барабанную металлизацию, а также, при необходимости, отжиг после нанесения покрытия.
[0028] 2. Изготовление первой внутренней вставки из другого материала, отличающегося от материала внешнего кольца, или из другого металла, или металлического сплава, или из материала с покрытием.
а) Если используют металл или металлический сплав, то основные этапы могут быть следующими:
i. Подготовка вырубленной заготовки.
ii. Снятие заусенцев или удаление грата с вырубленной заготовки путем окантовки с приложением малого усилия или так называемой "легкой окантовки".
iii. Подготовка углублений (возможно расположенных с одинаковым шагом) на внешней периферии вырубленной заготовки при помощи специально изготовленного окантовочного сегмента, на котором нанесены, например, наклонные узоры, V-образные элементы или наклоненные выступы, имеющие ширину, например, в диапазоне 0,5-1,0 мм и глубину приблизительно 0,2 мм (или 0,1-0,3 мм), предназначенные для формирования углублений. Формируемые таким образом углубления предназначены для скрепления друг с другом вставок и внешнего кольца после штамповки или чеканки. На фиг. 3а и 3b показаны вставки 4, 6, имеющие V-образные углубления 20 (фиг. 3а) и наклонные углубления 22 (фиг. 3b). Наклонные углубления могут быть расположены под углом 30-45° к вертикальному направлению (то есть к направлению укладки вставок или перпендикулярно к направлению контакта между вставками и внешним кольцом).
iv. Отжиг для достижения соответствующей твердости.
b) Если используют материал с покрытием, то основные этапы могут быть следующими:
i. Подготовка вырубленной заготовки.
ii. Снятие заусенцев и окантовка для получения слегка окантованного края путем процесса окантовки окантовочным сегментом с заданным окантовочным профилем.
iii. Смягчение для получения надлежащей твердости путем выполнения процесса отжига.
iv. Нанесение покрытия в процессе барабанной металлизации, включая зачистку, подготовку поверхности и нанесение на нее покрытия, а также, при необходимости, отжиг после нанесения покрытия.
v. Подготовка углублений (возможно расположенных с одинаковым шагом) на внешней периферии заготовки с покрытием при помощи специально изготовленного окантовочного сегмента, на котором нанесены, например, наклонные узоры, V-образные элементы или наклоненные выступы, имеющие ширину, например, в диапазоне 0,5-1,0 мм и глубину приблизительно 0,2 мм (или 0,1-0,3 мм), предназначенные для формирования углублений. Формируемые таким образом углубления предназначены для скрепления друг с другом вставок и внешнего кольца после штамповки или чеканки.
с) В другом варианте осуществления, в котором используют материал с покрытием, основные этапы могут быть следующими:
i. Подготовка вырубленной заготовки.
ii. Снятие заусенцев и окантовка для получения слегка окантованного края путем процесса окантовки окантовочным сегментом с заданным окантовочным профилем.
iii. Смягчение для получения надлежащей твердости путем выполнения процесса отжига.
iv. Подготовка углублений (возможно расположенных с одинаковым шагом) на внешней периферии заготовки с покрытием при помощи специально изготовленного окантовочного сегмента, на котором нанесены, например, наклонные узоры, V-образные элементы или наклоненные выступы, имеющие ширину, например, в диапазоне 0,5-1,0 мм и глубину приблизительно 0,2 мм (или 0,1-0,3 мм), предназначенные для формирования углублений. Формируемые таким образом углубления предназначены для скрепления друг с другом вставок и внешнего кольца после штамповки или чеканки.
v. Нанесение покрытия в процессе барабанной металлизации, включая зачистку, подготовку поверхности и нанесение на нее покрытия, а также отжиг после нанесения покрытия.
[0029] 3. Изготовление второй внутренней вставки из другого материала, отличающегося от материалов внешнего кольца и первой вставки, или из другого металла, или из материала с покрытием. Этот процесс сходен с этапом 2, однако он выполняется с другим материалом, например металлом или материалом с покрытием.
[0030] 4. Как показано на фиг. 4, в установке чеканочного пресса с парой чеканочных штампов и чеканочной шайбой 24 используются три отдельные системы подачи заготовок, предназначенные для последовательной подачи к прессу и размещения в нем трех вышеупомянутых основных компонентов. Сначала размещают кольцо 2, затем размещают первую нижнюю вставку 4, вслед за которой размещают вторую верхнюю вставку 6. Эти операции размещения могут быть выполнены в автоматизированной системе, например в высокоскоростном чеканочном прессе Schuler.
[0031] 5. Штамповка или чеканка, в ходе которой три основных компонента соединяются друг с другом благодаря пластической деформации и фиксирующему механизму, создаваемым под действием усилия штамповки или чеканки.
[0032] Профили краев обеих вставок могут иметь незначительную фаску, выполненную в процессе окантовки окантовочным сегментом с заданным окантовочным профилем. Толщина кольца немного больше, чем суммарная толщина расположенных друг на друге вставок, например на 0,1-0,2 мм.
[0033] Углубления могут быть выполнены, например, в форме V-образных или наклонных впадин. Эти углубления могут иметь разнообразные формы, при условии, что они не должны представлять собой прямые линии, параллельные круговой оси монеты, поскольку в этом случае не будет обеспечено скрепление необходимого качества. Углубления могут быть расположены на периферии вставки с одинаковым или неодинаковым шагом. Данные углубления должны быть достаточными для прохождения в них материала из внешнего кольца так, что вставки и внешнее кольцо оказываются скрепленными вместе.
[0034] При использовании углублений в соответствии с данным описанием даже при использовании двух тонких вставок может быть достигнуто скрепление без образования недопустимых изменений размеров.
[0035] Если материал кольца немного мягче, чем материалы вставок, то можно выбрать изготовление композитного элемента без использования углублений. В этом случае толщина немного более мягкого материала внешнего кольца должна быть больше, чем суммарная толщина расположенных друг на друге вставок. Тем не менее, для улучшения скрепления в таком случае могут использоваться углубления.
[0036] На фиг. 5 показан один вариант осуществления изобретения, в котором тремя основными компонентами являются:
[0037] 1) внешнее кольцо 2, представляющее собой кольцо из мягкой стали в качестве основы с нанесенным многослойным покрытием, первый слой никеля, средний слой меди и верхний слой никеля,
[0038] 2) верхняя вставка 6 из металла 1 или металлического сплава 1, например, из меди для чеканки монет, которая имеет красноватый цвет,
[0039] 3) нижняя вставка 4 из металла 2 или металлического сплава 2, имеющего другой состав и цвет поверхности, например, из алюминиевой бронзы, которая имеет золотисто-желтый цвет.
[0040] Такая композитная монета имеет три цвета, а именно белый цвет отделочного покрытия кольца, красный цвет отделочного покрытия на верхней поверхности и золотисто-желтый цвет отделочного покрытия на нижней поверхности. Данные три цвета видимы и обеспечивают таким образом элемент защиты.
[0041] Что касается электромагнитных сигнатур, например, для применений в торговых автоматах, то такие композитные монеты имеют отличительную EMS, считываемую высокочастотными и/или низкочастотными датчиками благодаря различным материалам на верхней и нижней сторонах в центре монеты. На фиг. 5 показаны низкочастотная 26 и высокочастотная 28 области. Кроме того, с учетом внешнего кольца с многослойным покрытием и при использовании современных торговых автоматов, в которых центральная область и внешняя область (в данном случае, кольцевая область), расположенная близко к краю монеты, распознаются отдельно, эта композитная монета создает несколько уникальных параметров EMS. Несмотря на то, что большинство торговых автоматов или валидаторов монет в настоящее время разрабатываются и настраиваются для принятия существующих биметаллических монет, технически возможно при помощи будущих валидаторов монет или торговых автоматов определять номинал и проверять качество триметаллических монет, выполненных согласно данному описанию.
[0042] На фиг. 6 показан один вариант осуществления изобретения, в котором тремя основными компонентами являются компоненты из материалов с покрытием, например, из материалов с многослойным покрытием, а именно:
[0043] 1) внешнее кольцо 2, представляющее собой кольцо из мягкой стали в качестве основы с нанесенным многослойным покрытием, первый слой никеля, средний слой меди и верхний слой никеля,
[0044] 2) верхняя вставка 6, представляющая собой заготовку из мягкой стали в качестве основы с нанесенным многослойным покрытием, первый слой никеля и верхний слой меди,
[0045] 3) нижняя вставка 4, представляющая собой заготовку из мягкой стали в качестве основы с нанесенным на нее многослойным покрытием, первый слой никеля, средний слой меди и верхний слой латуни или бронзы.
[0046] Как показано на фиг. 6, данная композитная монета имеет внутреннюю слоистую конструкцию 30, скрытую и ограниченную центральной частью, в дополнение к визуальному уникальному сочетанию различных цветов, подобно варианту осуществления, показанному на фиг. 5. Данная слоистая центральная часть может иметь размер в диапазоне 40-60 μm и может быть распознана современным датчиком торгового автомата, как схематично показано в заштрихованной области круга. В результате данная композитная монета создает уникальную и отличающуюся EMS, таким образом предоставляя защиту от подделки. Также показаны низкочастотная 26 и высокочастотная 28 области.
[0047] Кроме того, вставки могут быть изготовлены другим способом, например, вырублены из металлической полосы, изготовленной путем двухслойного или многослойного покрытия разными металлами в процессе холодной прокатки.
[0048] В другом варианте осуществления изобретения внешнее кольцо и внутренние вставки являются взаимозаменяемыми в отношении материалов, например внешнее кольцо выполнено из сплавов латуни и бронзы, или с покрытием или многослойным покрытием из латуни и бронзы, при этом внутренние вставки выполнены с одно- или многослойным покрытием из никеля либо меди, или наоборот. В другом варианте осуществления материал внешнего кольца и материалы внутренних вставок также могут быть взаимозаменяемыми и выбираться из материалов с покрытием и металлов.
[0049] Вставки и/или кольцо могут быть круглыми или некруглыми (например, многогранными, фестончатой или розеточной формы). Несмотря на то, что круглая форма может быть самой простой для произведения, может быть использовано бесчисленное множество форм. В одном варианте осуществления изобретения чеканка осуществляется при помощи механических или гидравлических автоматических прессов. Кроме того, чеканка может выполняться на прессе с ручным управлением.
[0050] Выше в описании приведены многочисленные детали при пояснении вариантов осуществления изобретения для их полного понимания. Однако, специалисту в области техники очевидно, что данные частные детали не являются необходимыми.
[0051] Вышеописанные варианты осуществления служат исключительно в качестве примеров. Специалист в области техники может выполнить изменения, модификации и вариации частных вариантов осуществления изобретения, не отступая при этом от объема правовой охраны изобретения, который ограничен исключительно прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МОНЕТНО-ЖЕТОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2728156C1 |
| ПОЛИМЕРСОДЕРЖАЩЕЕ КОМПОЗИЦИОННОЕ ЗАЩИЩЕННОЕ ИЗДЕЛИЕ | 2019 |
|
RU2706655C1 |
| УПРАВЛЕНИЕ ЭЛЕКТРОМАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ МОНЕТ С ПОМОЩЬЮ ТЕХНОЛОГИИ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2009 |
|
RU2438544C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПРИ ПОМОЩИ ЭТОГО УСТРОЙСТВА | 2018 |
|
RU2664141C1 |
| ЦИНКОВАНИЕ АЛЮМИНИЯ | 2012 |
|
RU2610811C9 |
| МОНЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТЫ | 2013 |
|
RU2667583C2 |
| МОНЕТА | 2001 |
|
RU2183938C1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ПОЛУЧЕНИЯ ЗОЛОТОЙ БРОНЗЫ ПУТЕМ ВЗАИМНОЙ ДИФФУЗИИ ОЛОВА И МЕДИ В КОНТРОЛИРУЕМЫХ УСЛОВИЯХ | 2012 |
|
RU2658775C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ С АХРОМАТИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2011 |
|
RU2591770C2 |
| КОРРОЗИОННО- И ИЗНОСОСТОЙКАЯ ЗАГОТОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И КОРРОЗИОННО- И ИЗНОСОСТОЙКИЕ МОНЕТЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2091236C1 |
Изобретение относится к монете наличного денежного обращения и способу её изготовления. Монета содержит внешнее кольцо (2), две вставки (4, 6), уложенные одна на другую и расположенные внутри внешнего кольца (2), по меньшей мере один промежуточный слой, расположенный между двумя вставками. Внешнее кольцо (2) и две вставки (4, 6) выполнены из материалов с многослойными покрытиями. Каждая вставка (4, 6) имеет поверхность, имеющую две противоположные стороны и внешнюю периферийную поверхность. Внешнее кольцо (2) и каждая из вставок (4, 6) скреплены вместе посредством множества углублений, сформированных на внешних периферийных поверхностях вставок. Каждое углубление выполнено в виде отверстия на внешней периферийной поверхности. Отверстия наклонены относительно направления укладки вставок, и отверстия наклонены относительно плоскости, компланарной упомянутым противоположным сторонам. Три основных компонента и промежуточный слой могут быть превращены в единую конструкцию путем ударного усилия во время чеканки или штамповки. Обеспечивается улучшение защиты от подделки монеты. 3 н. и 15 з.п. ф-лы, 7 ил.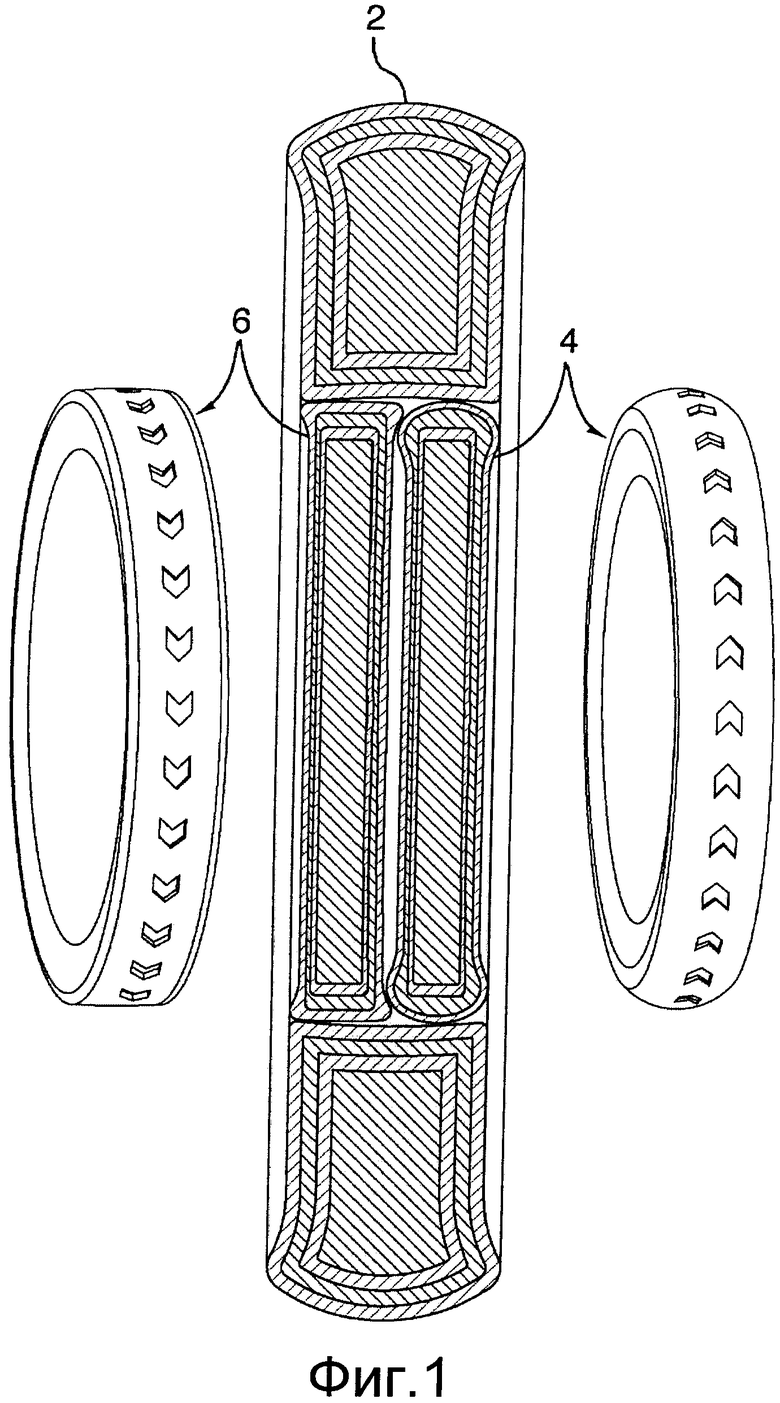
1. Монета наличного денежного обращения, содержащая:
a) внешнее кольцо,
b) две вставки, уложенные одна на другую и расположенные внутри внешнего кольца,
c) по меньшей мере один промежуточный слой, расположенный между двумя вставками для адгезии двух вставок одна с другой, причем
внешнее кольцо и каждая из двух вставок выполнены из разных материалов,
внешнее кольцо и две вставки выполнены из материалов с многослойными покрытиями,
каждая вставка имеет поверхность, имеющую две противоположные стороны и внешнюю периферийную поверхность,
внешнее кольцо и каждая из вставок скреплены вместе посредством множества углублений, сформированных на внешней периферийной поверхности каждой из вставок,
каждое углубление выполнено в виде отверстия на внешней периферийной поверхности, при этом
отверстия наклонены относительно направления укладки вставок и
отверстия наклонены относительно плоскости, компланарной упомянутым противоположным сторонам.
2. Монета по п. 1, в которой отверстия имеют овальную форму.
3. Монета по п. 1, в которой отверстия имеют V-образную форму.
4. Монета по п. 1, в которой отверстия имеют форму параллелограммов.
5. Монета по п. 1, в которой углубления имеют глубину 0,1-0,3 мм.
6. Монета по п. 1, в которой вставки являются круглыми.
7. Монета по п. 1, в которой вставки являются некруглыми.
8. Монета по п. 1, в которой внешнее кольцо является круглым.
9. Монета по п. 1, в которой внешнее кольцо является некруглым.
10. Монета по п. 1, в которой внешнее кольцо и две вставки выполнены из металла.
11. Монета по п. 1, в которой отверстие определяет первую линию, по существу соответствующую длине отверстия, причем отверстие дополнительно определяет вторую линию, по существу равную дугообразной ширине отверстия в окружном направлении, при этом первая линия, по меньшей мере, имеет такую же длину, как вторая линия, причем отверстие дополнительно определяет полную высоту, перпендикулярную противоположным поверхностям, а также определяет полную ширину, параллельную противоположным поверхностям, при этом полная высота отверстия, по меньшей мере, имеет такую же длину, как полная ширина отверстия.
12. Способ изготовления монеты наличного денежного обращения, включающий:
изготовление внешнего кольца,
изготовление первой круглой вставки и второй круглой вставки, причем каждую из вставок и внешнее кольцо выполняют из разных материалов и выполняют из материалов с многослойным покрытием, при этом каждая вставка имеет поверхность, имеющую две противоположные стороны и внешнюю периферийную поверхность,
формирование множества углублений на внешней периферийной поверхности каждой вставки, причем каждое углубление выполнено в виде отверстия на внешней периферийной поверхности, при этом отверстия наклонены относительно направления укладки вставок, причем отверстия наклонены относительно плоскости, компланарной противоположным сторонам,
последовательную подачу в чеканочный пресс внешнего кольца, первой вставки, по меньшей мере одного промежуточного слоя для адгезии первой и второй вставок одна с другой, и второй вставки и
штамповку или чеканку для соединения вместе внешнего кольца, первой вставки, по меньшей мере одного промежуточного слоя и второй вставки.
13. Способ по п. 12, дополнительно включающий формирование внешнего кольца путем
подготовки металлической вырубленной заготовки,
окантовки заготовки,
формирования внутренней полости в заготовке для образования кольца,
отжига кольца для образования наружного металлического кольца и
нанесения покрытия на наружное металлическое кольцо.
14. Способ по п. 12, дополнительно включающий формирование вставок путем
подготовки вырубленной заготовки,
удаления заусенцев с заготовки и
нанесения покрытия.
15. Способ по п. 14, дополнительно включающий отжиг и зачистку заготовки перед нанесением покрытия.
16. Способ по п. 12, в котором монета представляет собой монету наличного денежного обращения по п. 1.
17. Способ по п. 12, в котором отверстие определяет первую линию, по существу соответствующую длине отверстия, причем отверстие дополнительно определяет вторую линию, по существу равную дугообразной ширине отверстия в окружном направлении, при этом первая линия, по меньшей мере, имеет такую же длину, как вторая линия, причем отверстие дополнительно определяет полную высоту, перпендикулярную противоположным поверхностям, а также определяет полную ширину, параллельную противоположным поверхностям, при этом полная высота отверстия, по меньшей мере, имеет такую же длину, как полная ширина отверстия.
18. Монета наличного денежного обращения, изготовленная способом по п. 12.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 2004173434 A1, 09.09.2004 | |||
| Машина для обрезания обоев или бордюр | 1956 |
|
SU109647A1 |
| ОБЛУЧАТЕЛЬ ПАРАБОЛИЧЕСКОЙ АНТЕННЫ | 1988 |
|
RU2092941C1 |
| Прямолинейно-направляющий механизм Мамырина | 1986 |
|
SU1384413A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТ | 1993 |
|
RU2125824C1 |

