Предложение относится к металлообработке на станке с ЧПУ и предназначено преимущественно для многопроходного строгания, в частности для гравирования с поворотом резца при проходе по криволинейной траектории канавок шириной от 0,02 мм и глубиной от 0,015 мм в процессе выполнения рисунков на металлографических формах, используемых при изготовлении печатной продукции с высокой степенью защиты от подделки.
Известен резец по книге А.Ф. Несмелов и др. "Алмазные инструменты в машиностроении", МАШГИЗ, 1959, с. 130-132, фиг. 63δ для ручного гравирования рисунков, имеющий хвостовик и рабочую часть в виде правильной четырехгранной пирамиды, у которой два ребра являются режущими кромками с передним углом - 45o. Такая геометрия рабочей части ускоряет рост сил резания и трения в зоне резания, что снижает износостойкость резца.
В другом известном резце (см. там же) для ручного гравирования рисунков, имеющем хвостовик и рабочую часть в виде неправильной трехгранной пирамиды, у которой одна грань является передней поверхностью и параллельна оси хвостовика, а две другие задними, наклонены к оси хвостовика, а образованное ими ребро наклонено к этой оси под углом 55o. Недостатком резца является невозможность обработки им канавок с относительно малыми радиусами кривизны, что ограничивает область применения.
Указанные недостатки обоих известных резцов не позволяют использовать их для обработки на станке.
Наиболее близким предложению по техническому существу (прототипом) является резец для станочной обработки по ГОСТ 13288-76 СССР, имеющий хвостовик и пирамидальную с вершиной рабочую часть, содержащую плоскую переднюю, а также главную, вспомогательную и дополнительные задние поверхности, одно ее ребро является главной режущей кромкой главного угла заострения, другое ребро - вспомогательной режущей кромкой, передний угол равен нулю, а поперечное сечение рабочей части имеет вид разностороннего многоугольника. Передняя, а также главная и вспомогательная задние поверхности являются вершинообразующими.
Однако известный резец имеет следующие недостатки:
- высота поперечного сечения рабочей части больше его ширины, вследствие чего резцом нельзя обработать участки канавки с относительно малым радиусом кривизны и с изломом в плане, что ограничивает область применения резца;
- в процессе заточки резца при одной его ориентации сначала обрабатывают одну вершинообразную поверхность, например, главную заднюю, а затем при другой ориентации - вспомогательную заднюю поверхность; такая перестановка резца снижает точность совмещения его вершины с осью хвостовика, т.е. точность заточки резца; в результате повышается трудоемкость заточки резца и ограничивается область его применения.
Решаемая предложением задача - расширение области применения резца и снижение трудоемкости его заточки.
Для этого в резце для станочной обработки, имеющем хвостовик и пирамидальную с вершиной рабочую часть, содержащую плоскую переднюю, а также главную, вспомогательную и дополнительные задние поверхности, при этом передняя поверхность проходит через ось хвостовика, поперечное сечение рабочей части имеет вид разностороннего многоугольника, одно ее ребро является главной режущей кромкой главного угла заострения, другое - вспомогательной режущей кромкой, а передний угол равен нулю, согласно предложению вершинообразующие задние поверхности равнонаклонены к оси хвостовика, значение главного угла заострения составляет менее 70o, а в упомянутом многоугольнике принадлежащие дополнительным задним поверхностям стороны короче стороны, принадлежащей главной задней поверхности.
Передняя поверхность в резце может проходить через ось хвостовика, дополнительные задние поверхности могут быть вершинообразующими и образованные ими ребра наклонены каждое к оси хвостовика под меньшим углом, чем главная режущая кромка, а ось хвостовика может проходить или не проходить через вершину.
В другом варианте вершинообразующие задние поверхности равнонаклонены к биссектрисе угла между режущими кромками, сама биссектриса наклонена к оси хвостовика под углом, равным половине разности значений главного и вспомогательного углов в плане, а образованные дополнительными задними поверхностями ребра наклонены каждое к упомянутой биссектрисе под меньшим углом, чем главная режущая кромка.
Еще в одном варианте главный угол в плане равен 90o, значение главного угла заострения составляет менее 90o, а его биссекторная плоскость является также плоскостью симметрии рабочей части, при этом передняя и главная задняя поверхности могут проходить через ось хвостовика.
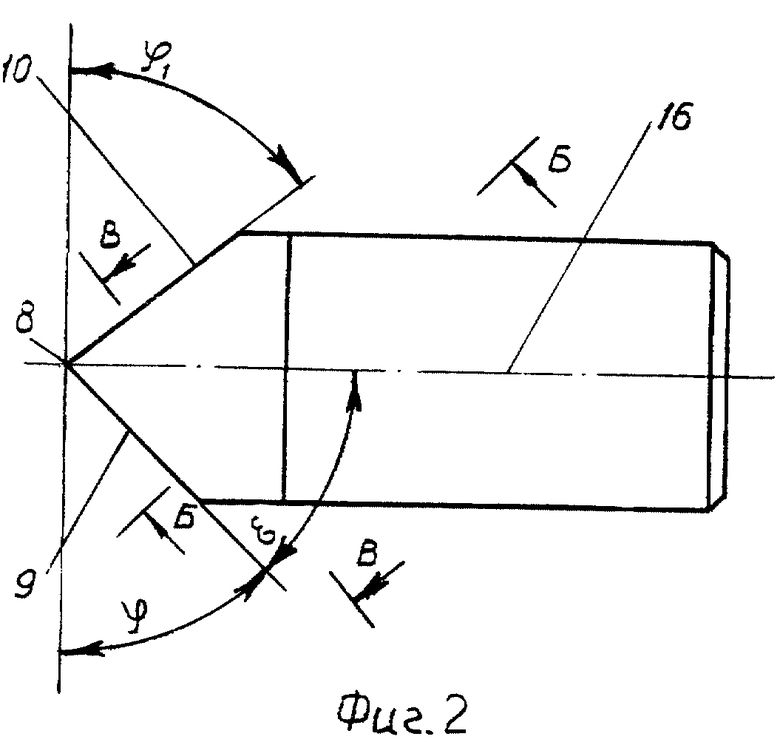
На фиг. 1, 2, 3 представлен предлагаемый резец для обработки V-образной канавки, виды сбоку, сверху и спереди;
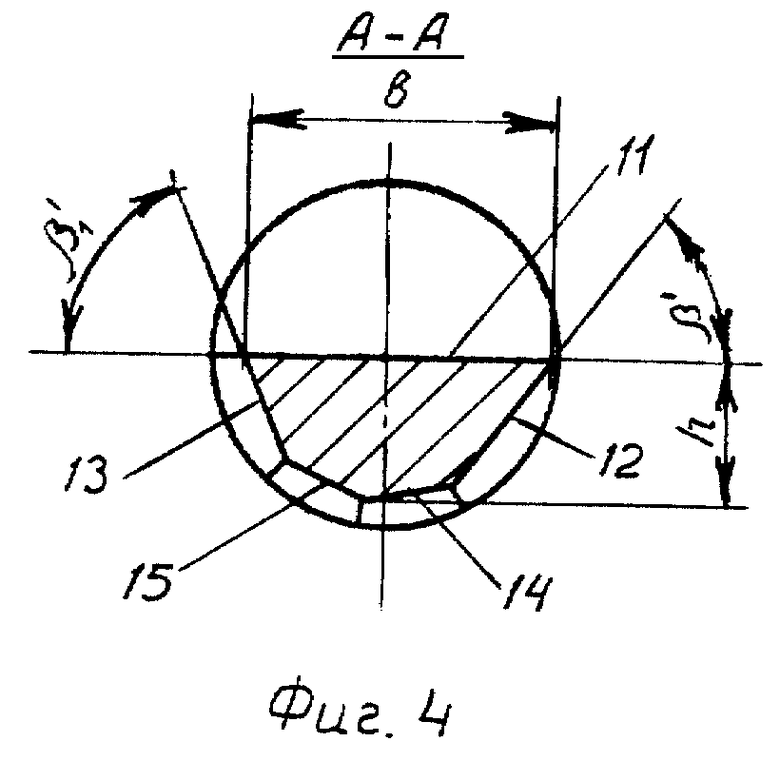
На фиг. 4 - разрез А-А на фиг. 1;
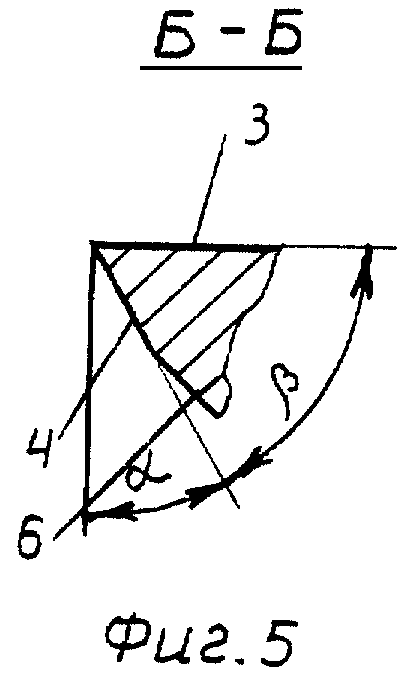
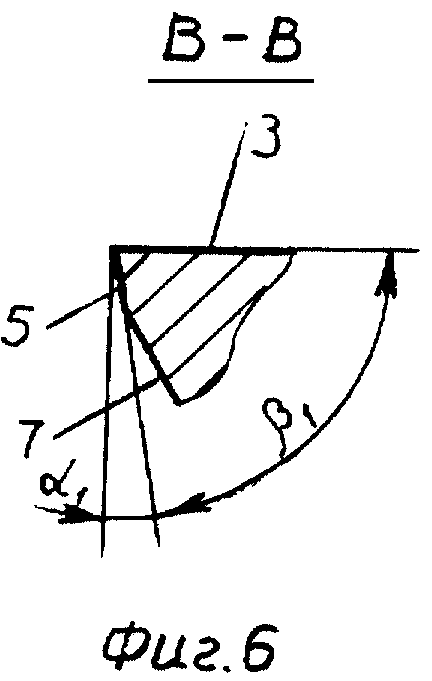
На фиг. 5, 6 - сечения Б-Б, В-В на фиг. 2 (повернуто);
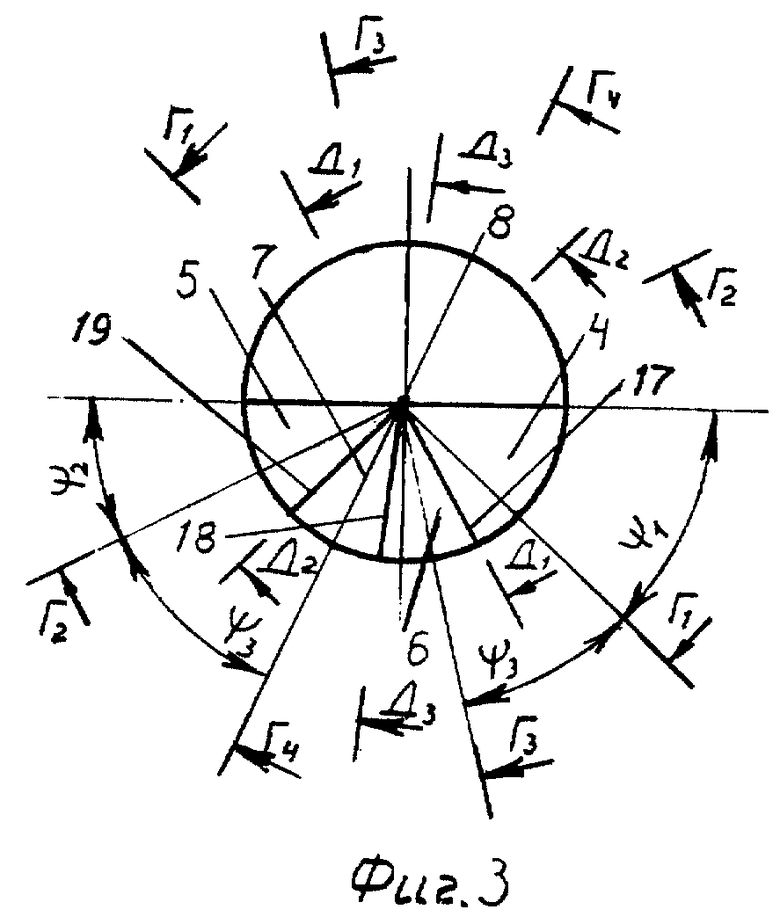
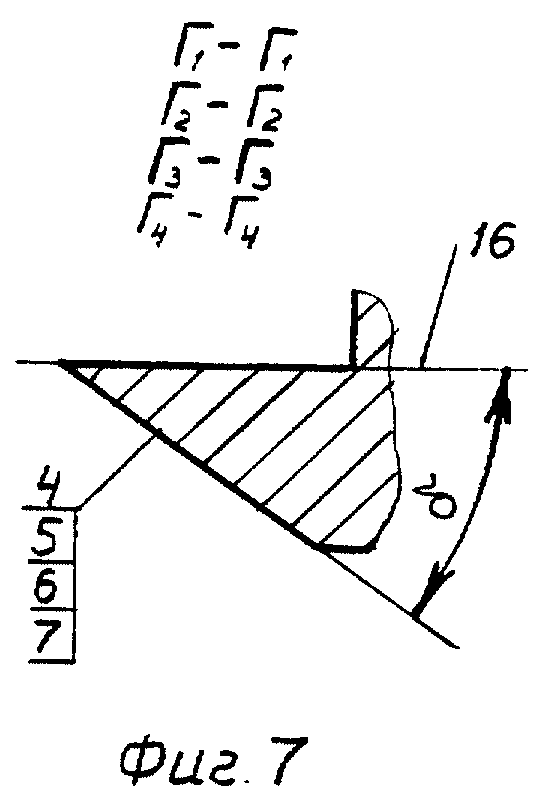
На фиг. 7, - сечения Г1-Г1, Г2-Г2, Г3-Г3, Г4-Г4 на фиг. 3 (повернуто);
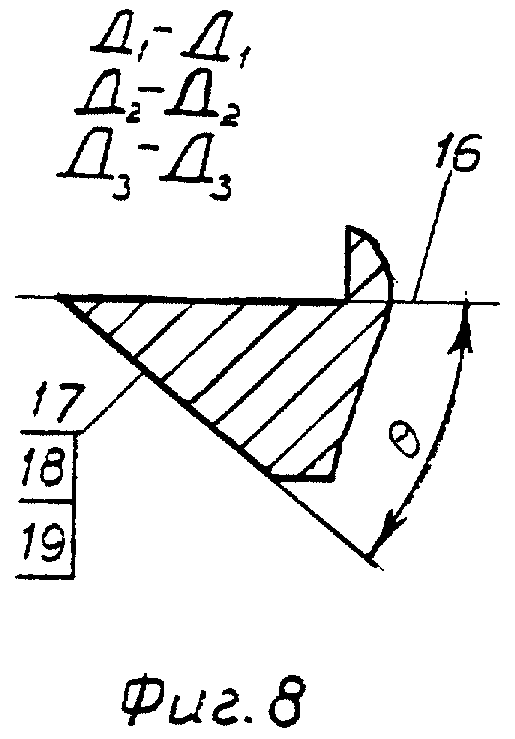
На фиг. 8 - сечения Д1-Д1, Д2-Д2, Д3-Д3 на фиг. 3 (повернуто);
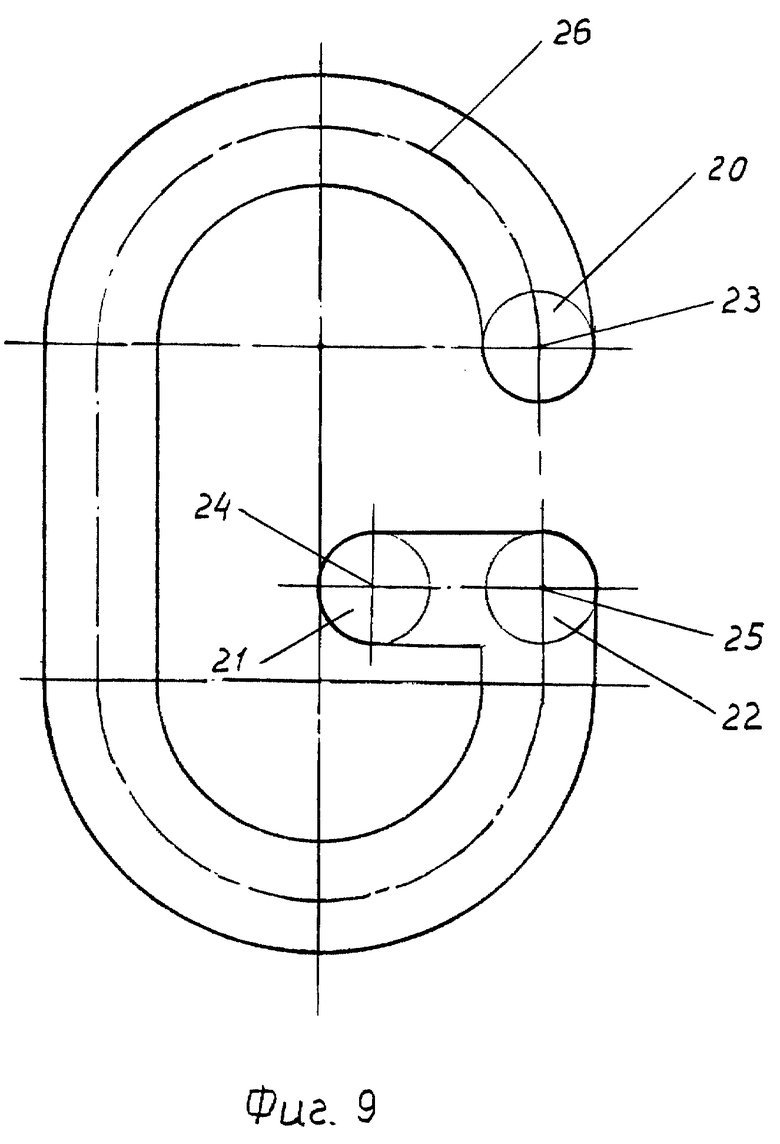
На фиг. 9 - контур обрабатываемой резцом канавки;
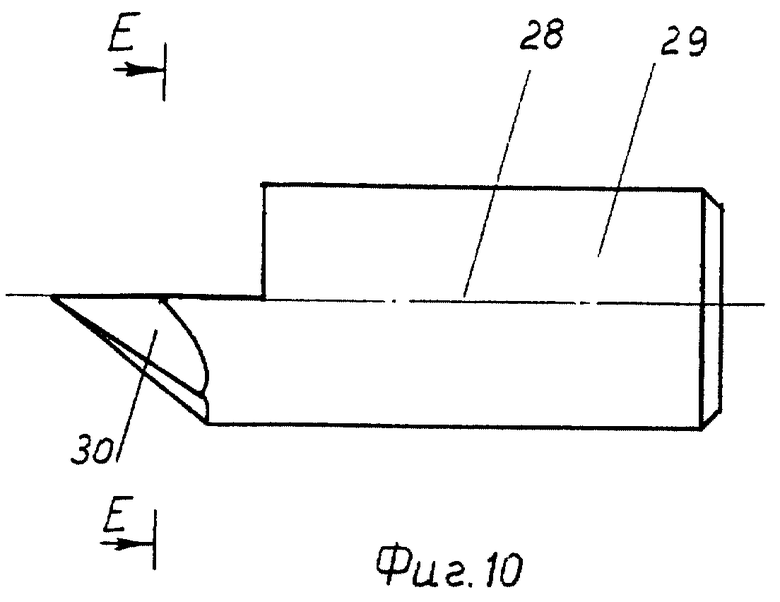
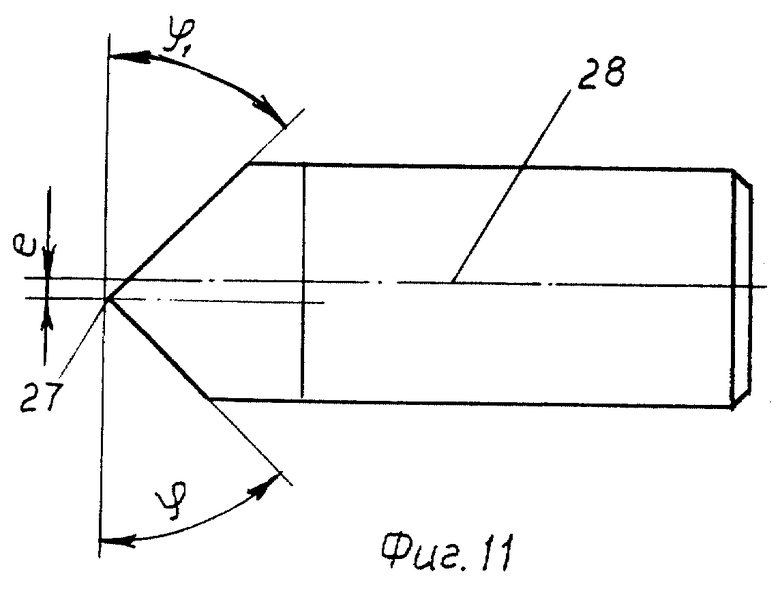
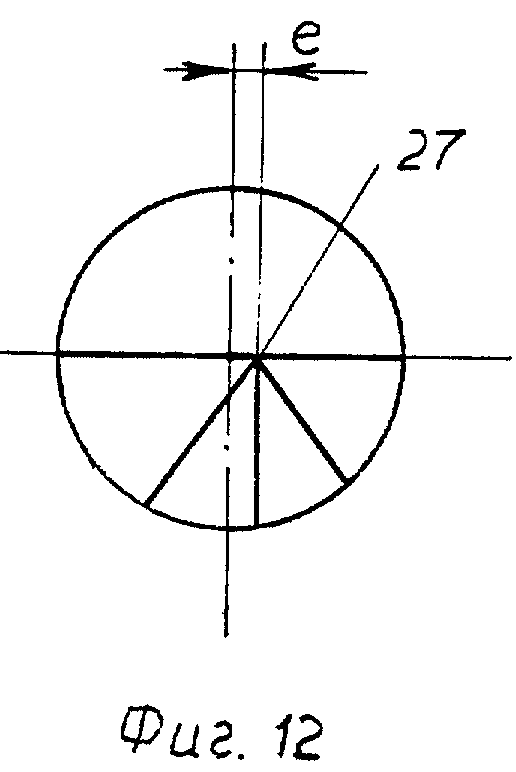
На фиг. 10, 11, 12 - резец-фреза для обработки V-образной канавки, виды сбоку, сверху и спереди;
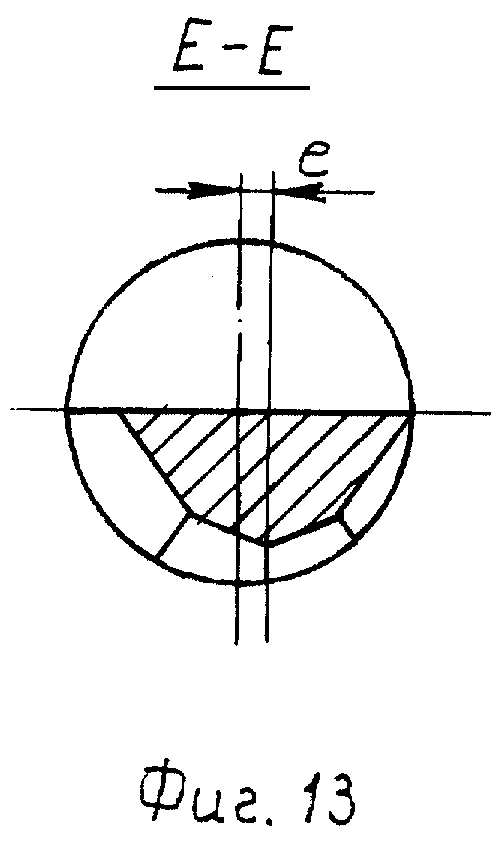
На фиг. 13 - разрез Е-Е на фиг. 10;
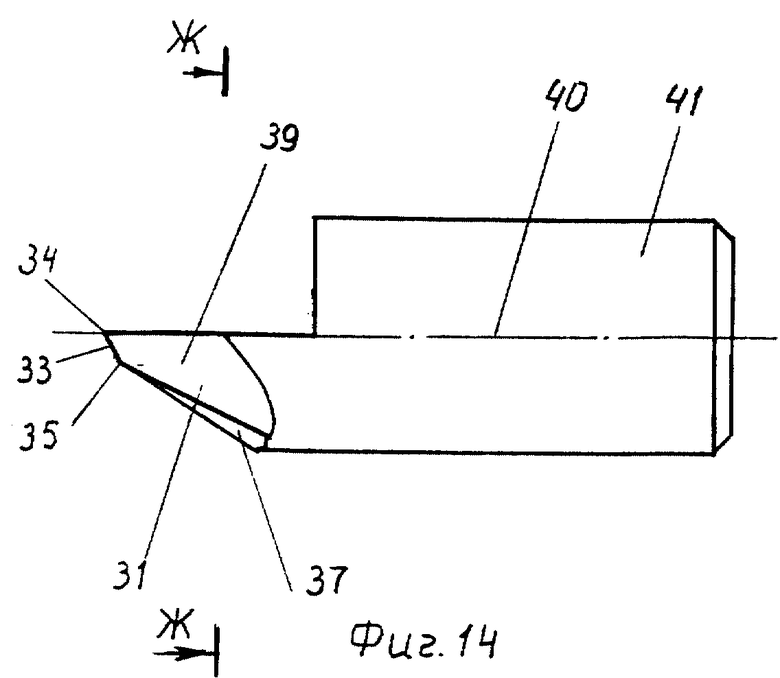
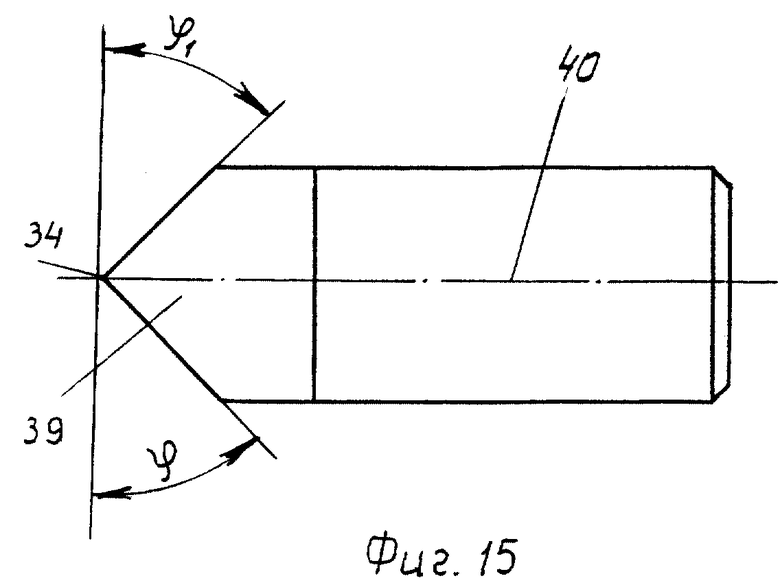
На фиг. 14, 15, 16 - усиленный резец для обработки прямолинейной канавки, виды сбоку, сверху и спереди;
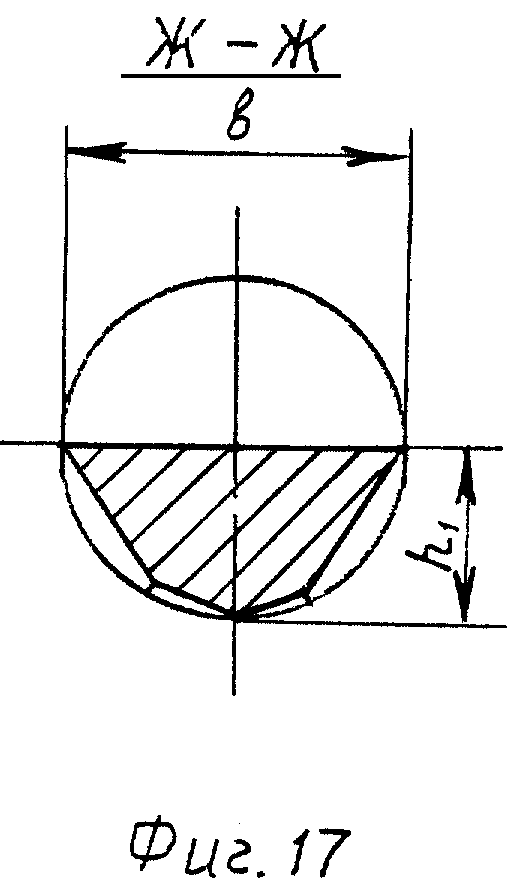
На фиг. 17 - разрез Ж-Ж на фиг. 14;
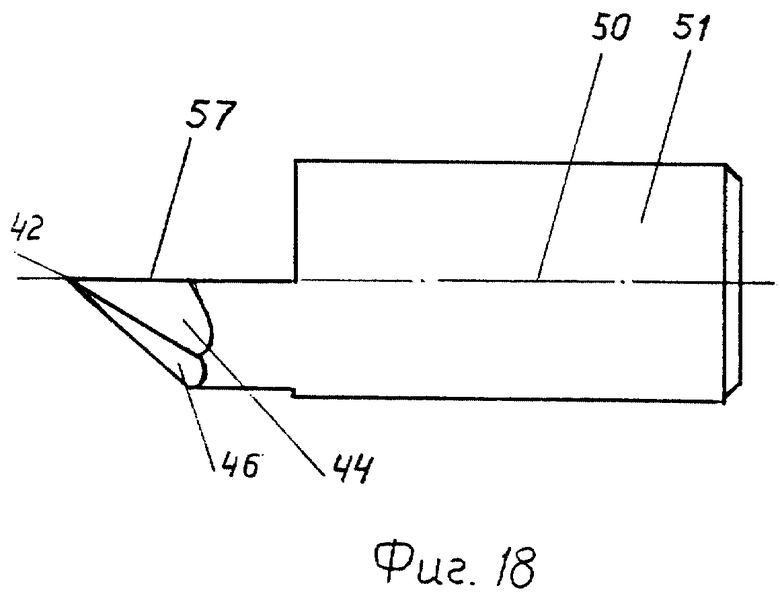
На фиг. 18, 19, 20 - резец для обработки трапецеидальной канавки, виды сбоку, сверху и спереди;
На фиг. 21 - разрез К-К на фиг. 19;
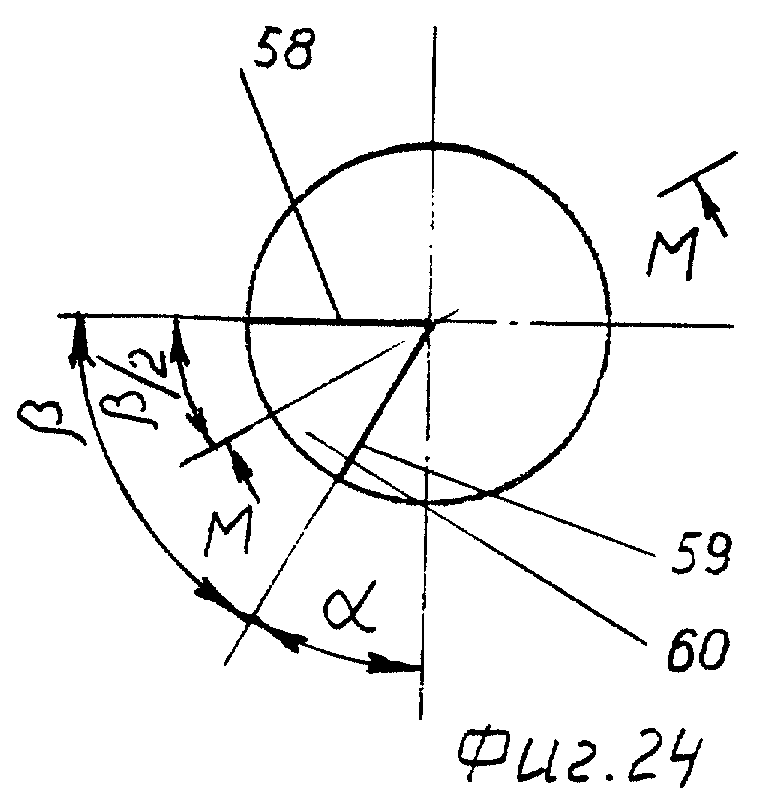
На фиг. 22, 23, 24 - резец для обработки канавки прямоугольного профиля, виды сбоку, сверху и спереди;
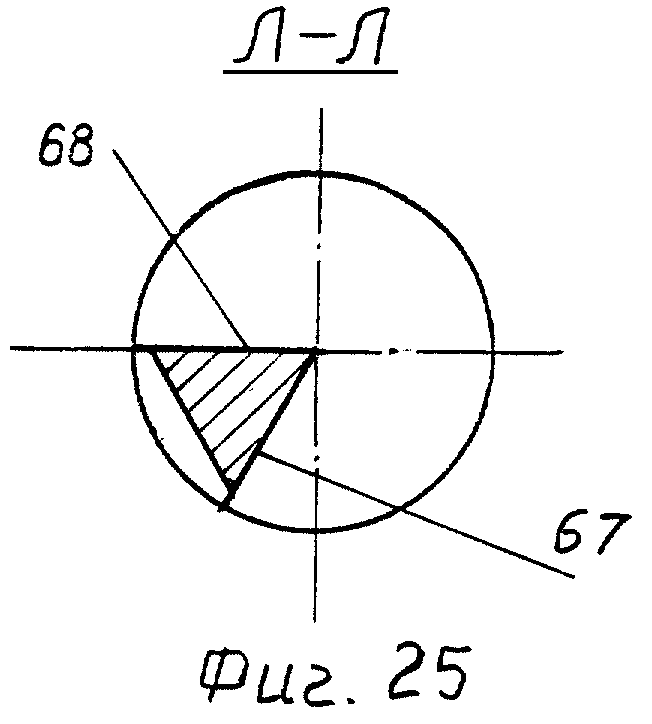
На фиг. 25 - разрез Л-Л на фиг. 22;
На фиг. 26 - сечение М-М на фиг. 24 (повернуто).
Резец (фиг. 1, 2, 3) содержит хвостовик 1 и пирамидальную рабочую часть 2, образованную плоской передней 3, а также главной 4, вспомогательной 5 и дополнительными 6, 7 задними плоскими поверхностями, которые сходятся в вершине 8. Два ребра рабочей части являются главной 9 и вспомогательной 10 режущими кромками.
Поперечное сечение рабочей части 2 (фиг. 4) имеет вид разностороннего, в частности, ассиметричного пятиугольника со сторонами 11-15, принадлежащими поверхностям 3-7 соответственно, а высота "h" сечения по меньшей мере вдвое меньше его ширины "b". Поверхность 3 проходит, в частности, через ось 16 хвостовика. Кромки 9, 10 имеют главный ϕ и вспомогательный ϕ1 углы в плане, а кромка 9 наклонена к оси 16 под углом ξ, значение которого определяется выражением ξ = 90°-ϕ. Положение поверхности 4 определяется главным задним углом α, или главным углом заострения β, значение которого составляет менее 70o (фиг. 5), а так как α+β = 90°, то передний угол равен нулю (фиг. 5).
Положение поверхности 5 определяется вспомогательным задним углом α1 или вспомогательным углом заострения β1 (фиг. 6). Углы заострения β1 и β
После установки на суппорте станка с высокоскоростным шпинделем и ЧПУ, обеспечивающего инструментам перемещения по координатам X, Y, Z, С, резец работает следующим образом.
Для обработки канавки в форме буквы G (фиг. 9) V-образного профиля установленным в упомянутый шпиндель зенкером предварительно выполняют конусообразные лунки 20, 21, 22 в точках 23, 24, 25 осевой линии 26 контура канавки. Лунки 20, 21 расположены на концах канавки, а лунка 22 - в месте излома канавки. Совмещают ось 16 хвостовика 1 с осью лунки 20, поворотом резца устанавливают его в положение, когда поверхность 3 станет перпендикулярной линии 26 в точке 23. Опускают резец в лунку на глубину канавки. Перемещением его по траектории, совпадающей с линией 26, строгают канавку с сохранением перпендикулярности поверхности 3 к траектории в любой ее точке путем поворота резца вокруг оси 16 и останавливают его в точке 25. Поворачивают резец в лунке 22, строгают канавку до остановки в точке 24 и выводят резец из канавки.
В отличие от описанного первого во втором варианте исполнения резца (фиг. 10, 11, 12) его вершина 27 смещена относительно оси 28 хвостовика 29 на величину "e", а поперечное сечение рабочей части 30 имеет вид, в частности, симметричного пятиугольника (фиг. 13).
Резец может работать следующим образом:
- или зенкерует лунки 20, 21, 22 и строгает всю канавку;
- или зенкерует лунку на одном конце канавки и фрезерует канавку, перемещаясь до ее другого конца.
В отличие от первого в третьем варианте исполнения резца (фиг. 14, 15, 16) главная 31 и вспомогательная 32 задние поверхности образуют ребро 33 между вершиной 34 резца и точкой 35 пересечения с этим ребром ребра 36, образованного дополнительными поверхностями 37, 38, которые, таким образом, уже не участвуют в формировании вершины 34. Благодаря этому резец имеет усиленную вершину и приобретает повышенную износостойкость.
В поперечном сечении рабочей части 39 отношение высоты "h1" к ширине "b" увеличено (фиг. 17) за счет увеличения высоты, что обеспечивает повышенную прочность резца. Поверхности 37, 38 наклонены к оси 40 хвостовика 41, в частности, под тем же углом, что и поверхности 31, 32.
Область применения резца - строгание канавок прямолинейных, без изломов, с малой кривизной.
В отличие от первого в четвертом варианте исполнение резца (фиг. 18-21) образующие вершину 42 главная 43, вспомогательная 44, дополнительные 45, 46 задние поверхности равнонаклонены к биссектрисе 47 угла υ, между режущими кромками 48, 49. Биссектриса 47 наклонена к оси 50 хвостовика 51 под углом ω, значение которого равно половине разности значений главного ϕ и вспомогательного ϕ1 углов в плане. Нормальное к биссектрисе 47 сечение имеет вид симметричного пятиугольника со сторонами 52-56, принадлежащими передней 57, а также задним 43-46 поверхностям.
Резец участвует в обработке канавки в форме буквы G, но трапецеидального профиля. Для этого в шпиндель устанавливают сверло и выполняют им отверстие в одном из концов канавки, заменяют в шпинделе сверло на цилиндрическую концевую фрезу, вводят ее в упомянутое отверстие на глубину канавки и фрезеруют канавку предварительно до другого ее конца, вводят резец в предварительно обработанную канавку и строгают ее боковые стороны до получения ее полного профиля.
В отличие от первого в пятом варианте исполнения резца (фиг. 22, 23, 24) передняя 58, а также главная 59 и вспомогательная 60 задние поверхности образуют главную 61 и вспомогательную 62 режущие кромки, а также ребро 63. Кромка 62 и ребро 63 равнонаклонены к оси 64 хвостовика 65. Поверхность 59 выполнена плоской и проходит через ось 64, главный угол заострения β составляет менее 90o, а его биссекторная плоскость М-М является также плоскостью симметрии рабочей части 66, у которой поперечное сечение имеет вид равнобедренного треугольника с равными сторонами 67, 68 (фиг. 25). Кромка 61 совпадает с осью 64, а угол ϕ равен 90o. Поверхность 60 наклонена к оси 64 под углом δ (фиг. 26).
В отличие от резца по четвертому варианту резец участвует в обработке канавки в форме буквы G, но прямоугольного профиля. Для этого вводят резец в предварительно фрезерованную канавку и окончательно строгают им ее боковые стороны. При этом передний угол резания постоянно сохраняется положительным.
Таким образом, за счет того, что вершинообразующие задние поверхности, в отличие от прототипа, равнонаклонены к оси хвостовика, при заточке резца по задним поверхностям не требуется менять положение оси хвостовика и конечное положение резца вдоль этой оси при заточке каждой вершинообразующей поверхности, что сокращает трудоемкость заточки. При этом повышается точность совмещения вершины резца с осью хвостовика, а следовательно и точность обрабатываемых им деталей, что дополнительно расширяет область его применения. За счет уменьшения более чем вдвое отношения высоты поперечного сечения рабочей части к его ширине резец может строгать канавки с относительно малыми радиусами кривизны и с изломами в плане, что также расширяет область применения резца.
Значения углов ϕ,ϕ1,ϕ1 являются исходными для расчета углов β, β1,β1,β
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 2004 |
|
RU2262420C1 |
| РЕЗЦЕДЕРЖАТЕЛЬ | 2002 |
|
RU2235648C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| Резец | 1986 |
|
SU1393534A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| Резец с укороченной передней поверхностью | 1989 |
|
SU1704938A1 |



Изобретение относится к области металлообработки на станке с ЧПУ, многопроходного строгания, в частности для гравирования с поворотом резца при выполнении рисунков на металлографических формах, используемых при изготовлении продукции с высокой степенью защиты от подделки. Резец имеет хвостовик и пирамидальную рабочую часть, ограниченную плоской передней, главной и вспомогательной задними поверхностями, образующими вершину рабочей части, и дополнительными задними поверхностями, одно ребро пирамидальной рабочей части выполнено в виде главной режущей кромки главного угла заострения, а другое - в виде вспомогательной режущей кромки, передний угол равен 0o, а поперечное сечение рабочей части имеет вид разностороннего многоугольника. Для расширения области применения резца и снижения трудоемкости его заточки вершинообразующие задние поверхности расположены с равным наклоном к оси хвостовика, главный угол заострения выполнен менее 70o, а стороны упомянутого многоугольника, принадлежащие дополнительным задним поверхностям, выполнены короче стороны, принадлежащей главной задней поверхности. 3 с. и 8 з.п. ф-лы, 26 ил.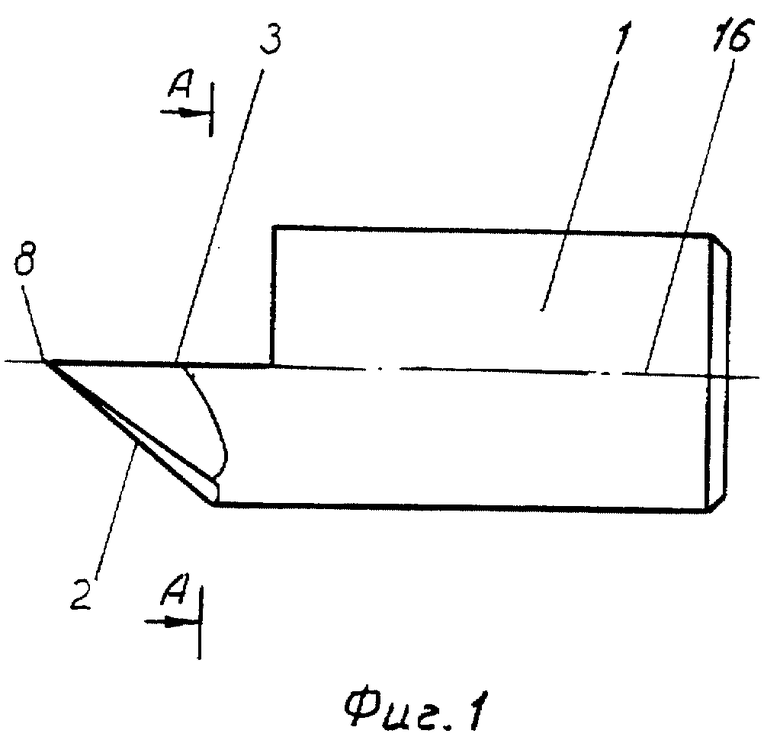
| Приспособление для сообщения движения ветряку | 1928 |
|
SU13288A1 |
| Вставки цилиндрические с наполненным алмазом | |||
| - М.: Издательство стандартов, 1976, с.10 | |||
| АЛМАЗНЫЙ ИНСТРУМЕНТ | 0 |
|
SU313614A1 |
| Резец для электрогравировальных автоматов | 1978 |
|
SU716876A1 |
| Граверный резец | 1973 |
|
SU816800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТ НЕОГРАНИЧЕННОЙ ДЛИНЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2032541C1 |
| US 5362183, 08.11.1994 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ ЭМУЛЬГАТОРА ДЛЯ ПОЛУЧЕНИЯ ВОДОТОПЛИВНОЙ ЭМУЛЬСИИ И ЕГО ВАРИАНТЫ | 2002 |
|
RU2213768C1 |
| НЕСМЕЛОВ А.Ф | |||
| и др | |||
| Алмазные инструменты в машиностроении | |||
| - М.: Машгиз, 1959, с.130-132, фиг | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

