Изобретение относится к области металлургии, в частности к способам изготовления биметаллов и многослойных структур.
Известен способ получения многослойных структур методом литого плакирования [1]. Недостатком способа является то, что подбор металлов ограничен явлением смачивания, так как не всегда жидкий металл может смачивать поверхность другого металла, находящегося в твердом состоянии.
Известен способ изготовления многослойных структур из цветных металлов, заключающийся в использовании промежуточных покрытий на вставки из листового металла и последующей заливки другим расплавленным металлом [2]. Недостатком способа является невысокая прочность сцепления.
Известен также способ изготовления биметаллических изделий, при котором холодную заготовку через слой жидкого флюса, с целью очистки поверхности и подготовки ее к лужению, погружают в плавильную ванну с расплавом другого металла, находящегося в жидко-твердом состоянии [3]. Затем заготовку извлекают из расплава и держат в защитной газовой среде, пока она не охладится до температуры 0,8- 0,9 температуры солидуса. Охлажденную и покрытую тонким слоем сплава заготовку повторно погружают в ту же ванну, а после повторной определенной выдержки извлекают изделие и охлаждают.
Недостатком способа является сложность осуществления наплавки из- за многократного погружения изделия в ванну и использования защитной газовой среды и флюса для очистки поверхности.
Наиболее близким к предлагаемому является способ получения биметалла методом контактно-реактивной пайки, при котором биметалл или многослойная структура образуются в результате контактного плавления соединяемых металлов, покрытий или прокладок. [4].
Недостатком способа является низкая скорость образования биметаллической зоны заданной толщины и недостаточная прочность соединения из-за невозможности регулирования структуры зоны биметалла в процессе пайки.
Цель изобретения - ускорение процесса образования биметалла или многослойной структуры, увеличение прочности биметаллического контакта, регулируя структуру (дендритная, армированная, мелкозернистая, крупнозернистая).
Поставленная цель достигается тем, что согласно способу изготовления биметаллов, включающему контактное плавление соединяемых металлов, промежуточных покрытий или прокладок, через металлы пропускают постоянный электрический ток, направление электропереноса которого совпадает с направлением диффузионного потока в контакте. При этом используют прокладку, находящуюся в жидко-твердом состоянии, концентрацию компонентов которой изменяют путем изменения температуры биметалла, а соответствующие данной температуре значения концентрации компонентов определяют по диаграмме состояния.
Способ осуществляется следующим образом: к контактирующим образцам металлов подводятся токонесущие электроды. Держатель с образцами помещается в термостат с силиконовым маслом или в другую защитную среду. Контактное плавление осуществляется при температуре на 1 К выше эвтектической температуры, и одновременно через контакт пропускается постойный электрический ток плотностью j = 10-100 А/см2 в течение времени, T ≥ L0 2/  , где L0 - характеристический путь диффузии,
, где L0 - характеристический путь диффузии,  - коэффициент взаимодиффузии. Направление тока выбирают таким образом, чтобы направление диффузионного потока и потока электропереноса совпадали. Совпадение указанных потоков по направлению ускоряет процесс образования контактной прослойки.
- коэффициент взаимодиффузии. Направление тока выбирают таким образом, чтобы направление диффузионного потока и потока электропереноса совпадали. Совпадение указанных потоков по направлению ускоряет процесс образования контактной прослойки.
Осуществление контактного плавления в температурном режиме, когда контактная прослойка находится в жидко-твердом состоянии [6] и через нее пропускается электрический ток, направление которого совпадает с направлением потока диффузии, а при определенных условиях и с направлением гравитационного поля (более тяжелый компонент располагается сверху, при вертикальном расположении образцов), дает возможность регулировать как протяженность биметаллической зоны, так и структуру, а значит и физико-химические и механические свойства. Природа действия электрического поля на ионы и твердые частицы расплава сводится к кулоновскому взаимодействию с одной стороны:
Fk = eEzi,
где e - заряд электрона,
E - напряженность поля,
zi - заряд иона,
и действию электронного "ветра" с другой стороны
F = eEne< 1 > σi,
где ne - концентрация электронов,
l<1> - длина свободного пробега электронов;
σi - сечение рассеяния.
Действие собственного магнитного поля, проходящего через зону соединения, приводит к появлению электромагнитного взаимодействия
где Pm - магнитный момент частиц (частицы намагничиваются), градиент магнитного поля,
градиент магнитного поля,
α - угол между магнитным моментом Pm и вектором магнитной индукции 
Взаимодействие электрических и магнитных полей с металлами в зоне контакта приводит:
1. к увеличению скорости контактного плавления;
2. к перераспределению компонентов и соответственно изменению структуры контактной прослойки. Таким образом появляется возможность регулировать структуру контактной прослойки, а соответственно и ее физико-химические свойства.
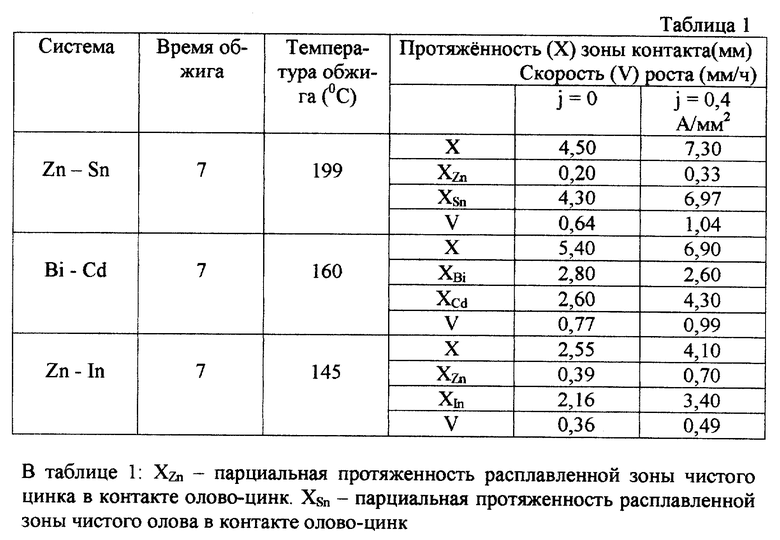
Пример 1. В таблице 1 приведены данные исследования трех биметаллических систем: цинк-олово, висмут-кадмий, цинк-индий, полученных контактным плавлением при пропускании тока и без тока. Исследования проводились следующим образом. Из каждого металла приготавливаются цилиндрические образцы диаметром 3 мм. Затем они приводятся в контакт и помещаются в стеклянную трубку с таким же внутренним диаметром. Эта система устанавливается в держатель, который позволяет одновременно отжигать образцы с током и без тока, и помещается в термостат. Температура отжига, время отжига и плотность пропускаемого тока указаны в таблице 1. По окончании отжига образцы вынимаются из термостата, изготавливается продольный шлиф, протравливается и с помощью микроскопа изучается протяженность зоны контакта и ее структура. В таблице 1 приведены протяженность всей зоны биметаллического контакта, скорость ее роста, а также протяженность отдельных компонентов. Как видно из приведенных данных, пропускание постоянного электрического тока увеличивает скорость роста зоны биметаллического контакта на 25-35%. На фиг.1 приведена фотография системы цинк - олово при указанных выше условиях. Как видно из фиг. 1,б, протяженность биметаллической зоны при пропускании через нее электрического тока значительно больше, чем без тока. Причем структура зоны под действием тока также изменилась: стала более мелкозернистой, что увеличивает прочность контакта.
Пример 2. На фиг. 2 приведена фотография зоны биметаллического контакта в системе кадмий - сплав (70 мас.% Bi + 30 мас.% Cd), полученных следующим образом: твердая подложка из кадмия контактирует со сплавом в жидко-твердом состоянии, полученном при температуре 150oC. Через один образец пропускается ток плотностью j = 0,4 А/мм2. Как видно, если не пропускается ток, то в зоне соединения частицы висмута выделяются самостоятельно и в основном сосредоточены в нижней части зоны (фиг. 2,а). В случае же, если через образец пропускается ток (фиг. 2,б), биметаллическая зона "очищена" от включений висмута, а кадмий связан с зоной дендритами, то есть связь как бы армированная, что повышает прочность соединения, и прочность границы раздела соответствует прочности одной из составляющих биметалла.
Преимущество предлагаемого способа перед известным состоит в том, что:
во-первых, уменьшается время создания контакта заданной толщины и увеличивается прочность соединения за счет изменения структуры зоны биметаллического контакта;
во-вторых, можно избирательно осаждать компоненты сплава, которым наплавляется твердая поверхность, тем самым, регулируя структуру сплава.
Варьируя концентрацию и температуру жидко-твердой смеси и пропуская постоянный ток, можно регулировать величину зоны расплавления твердой поверхности и структуру зоны соединения, а значит и прочность соединения.
В-третьих, возможно использование диаграммы состояния для нахождения концентрации жидко-твердой смеси с изменением температуры опыта (фиг. 3). В частности, процесс первичной кристаллизации доэвтектического сплава C1 запишется как  При температуре Tэ относительное количество первичных твердых частиц αa определится отношением отрезков ce/ae, а количество оставшейся жидкости Жe - соответственно соотношением ac/ae. Из оставшейся жидкости Же при постоянной температуре Tэ (в = к-ф+1 = 2-3+1 = 0) выделится эвтектическая смесь кристаллов αa+βв, т.е.
При температуре Tэ относительное количество первичных твердых частиц αa определится отношением отрезков ce/ae, а количество оставшейся жидкости Жe - соответственно соотношением ac/ae. Из оставшейся жидкости Же при постоянной температуре Tэ (в = к-ф+1 = 2-3+1 = 0) выделится эвтектическая смесь кристаллов αa+βв, т.е.  В момент окончания кристаллизации эвтектики относительное количество αa - кристаллов (первичных и входящих в эвтектику) измерится отношением отрезков cb/ab, а эвтектических βв - кристаллов - соответственно отношением ас/ab [5].
В момент окончания кристаллизации эвтектики относительное количество αa - кристаллов (первичных и входящих в эвтектику) измерится отношением отрезков cb/ab, а эвтектических βв - кристаллов - соответственно отношением ас/ab [5].
В-четвертых, нет необходимости многократно готовить сплавы, что ведет к экономии металлов и времени приготовления сплавов.
В-пятых, с целью ускорения процесса, состав жидко-твердой смеси подбирают таким образом, чтобы твердые частицы сплава были бы из более тяжелого компонента (ток ускоряет осаждение частиц, в нашем случае - висмута).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактного плавления | 1986 |
|
SU1437172A1 |
| ПОЛИРОВАЛЬНЫЙ СОСТАВ ДЛЯ ПОЛУПРОВОДНИКОВ ТИПА А В> И СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВ ТИПА А В> | 1999 |
|
RU2170991C2 |
| Способ определения эффективного заряда ионов в расплавах металлов | 1982 |
|
SU1040394A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНТАКТНОЙ ТЕМПЕРАТУРЫ И ХАРАКТЕРА ЕЕ РАСПРЕДЕЛЕНИЯ В РЕЖУЩИХ ИНСТРУМЕНТАХ | 2003 |
|
RU2248537C1 |
| Способ получения сплавов | 1980 |
|
SU945216A1 |
| УСТРОЙСТВО ДЛЯ ИЗБИРАТЕЛЬНОГО ИЗМЕЛЬЧЕНИЯ И ИСПЫТАНИЯ ТВЕРДЫХ ХРУПКИХ МАТЕРИАЛОВ | 2001 |
|
RU2209121C2 |
| Способ определения эффективного заряда ионов в расплавах металлов | 1985 |
|
SU1303919A1 |
| СПОСОБ ЗАКРЫТИЯ ДЕФЕКТА СТЕНКИ ТОЛСТОЙ КИШКИ | 2000 |
|
RU2218095C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЧ МЕЗА-ДИОДОВ | 2004 |
|
RU2280914C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ТЕМПЕРАТУРНОГО ПОЛЯ, ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ И ХАРАКТЕРА ЕЕ РАСПРЕДЕЛЕНИЯ В ОБРАБАТЫВАЕМОМ МАТЕРИАЛЕ | 2005 |
|
RU2287787C1 |

Изобретение относится к области металлургии, в частности к получению биметаллов или многослойных структур. В способе биметалл или многослойная структура образуется путем контактного плавления соединяемых металлов, промежуточных покрытий или прокладок. К контактирующим металлам подводят токонесущие электроды. Держатель с образцами помещают в термостат. Контактное плавление осуществляется при температуре на 1 К выше эвтектической температуры. Одновременно через контакт пропускают постоянный электрический ток. Направление тока выбирается таким образом, чтобы диффузионный поток в контакте совпадал с потоком электропереноса. В качестве соединительной прокладки используют сплавы, находящиеся в жидко-твердом состоянии. Концентрацию компонентов прокладки можно изменять путем изменения температуры биметалла. Соответствующее температуре значение концентрации компонента находят по диаграмме состояния. Способ позволяет увеличить скорость образования контактной области, регулировать ее толщину и повысить прочность биметалла. 1 з.п. ф-лы, 3 ил., 1 табл.
| Справочник по пайке./Под ред | |||
| ПЕТРУНИНА И.Е | |||
| - М.: Машиностроение, 1984, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| DE 3807347 А1, 14.09.1989 | |||
| DE 3816348 А1, 23.11.1989 | |||
| СПОСОБ ПАЙКИ КЕРАМИКИ С МЕТАЛЛОМ | 1992 |
|
RU2041776C1 |
| RU 94020634 А1, 10.04.1996. | |||
