Предлагаемое изобретение относится к области измерения температур, в частности к способам определения температуры в зоне резания и характера ее распределения при использовании инструментов из сверхтвердых материалов.
Известен способ измерения температуры в зоне резания естественной термопарой (1). Указанный способ невозможно использовать при механической обработке природных камней или правке абразивных кругов, предполагающих использование кристаллов из сверхтвердых материалов, поскольку последние являются диэлектриками.
Известен также способ определения температуры шлифуемой поверхности металла в зоне резания с помощью срезаемой термопары, состоящей из детали и термоэлектрода, помещенного в шлифуемую деталь (2). Согласно известному способу закладной срезаемый термоэлектрод покрывают предварительно электроизоляционным лаком и защемляют по нормали к шлифуемой поверхности между двумя половинами исследуемого образца. Полученную таким образом срезаемую полуискусственную термопару “деталь-закладной срезаемый термоэлектрод” подключают к электронному осциллографу, по осциллограммам определяют величину выходного напряжения данной термопары и вычисляют контактную температуру по определенной зависимости.
Недостатком указанного способа является отсутствие возможности определения температуры в зоне резания и характера ее распределения в режущих инструментах, когда обрабатываемый и режущий материалы - диэлектрики, поскольку известный способ применим лишь при обработке деталей из электропроводных материалов, образующих с закладным термоэлектродом полуискусственную термопару.
Целью предлагаемого изобретения является определение контактной температуры и характера ее распределения в режущих инструментах при обработке материалов, обладающих низкой электропроводностью, кристаллами из сверхтвердых диэлектрических материалов, в частности кристаллами из природных, моно- и поликристаллических синтетических алмазов.
Технический результат достигается за счет того, что в процессе обработки материала периодически фиксируют температуру при помощи искусственной термопары, которая устанавливается в инструментальном материале на определенном расстоянии от рабочей поверхности кристалла. Одновременно измеряется (с частотой фиксации температуры) расстояние от термопары до рабочей поверхности алмазного зерна, которое изменяется по мере его износа. Тем самым экспериментально устанавливается характер изменения температуры в зависимости от расстояния между рабочей поверхностью кристалла и рабочим спаем термопары. В последующем полученную экспериментальную зависимость аппроксимируют функцией, которую затем на участке, превышающем размер рабочего спая термопары, экстраполируют до зоны резания, что позволяет определить температуру в зоне обработки, а также характер ее распределения по длине кристалла.
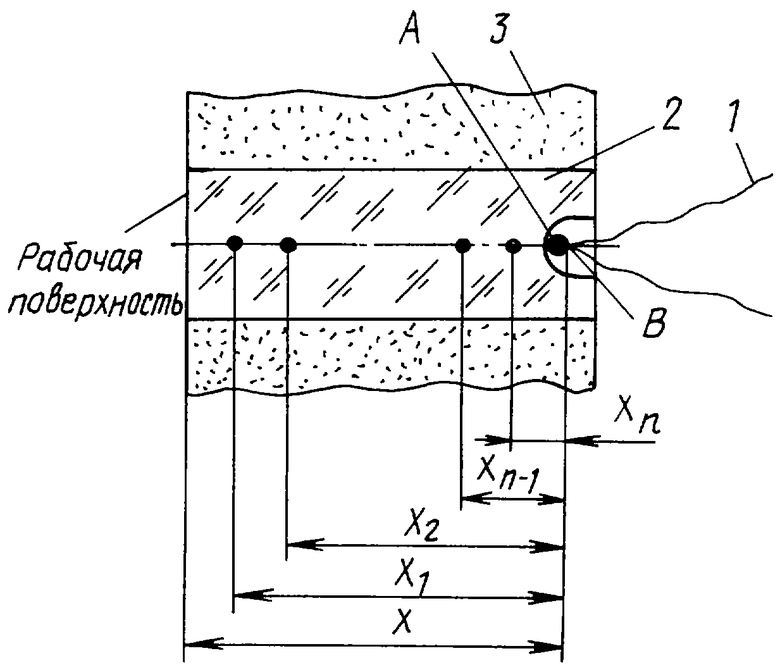
На чертеже изображена схема, поясняющая предлагаемый способ. Первое измерение расстояния от термопары 1 до рабочей поверхности кристалла 2, закрепленного в связке 3, выполняют сразу после вскрытия зерна алмаза 2, т.е. устанавливают значение размера Х (см. чертеж). При этом в качестве постоянной измерительной базы используется точка В, поскольку искусственная термопара регистрирует температуру не в месте соприкосновения ее шарика с нагретой поверхностью (точка А), а в месте перехода проводников в спай (точка В). Попытки приблизиться к точке В приводят к тому, что сошлифовывается рабочий спай термопары, т.е. регистрируется термо-ЭДС, возникающая при взаимодействии обрабатываемого материала с рабочим спаем термопары, а не искомая контактная температура в зоне резания.
После выработки определенного ресурса кристалла выполняют очередное измерение с целью определения расстояния Х1 и соответствующей ему температуры t1. Аналогичные измерения выполняют периодически по мере износа кристалла - до точки Хn и, используя экспериментальные данные, определяют функцию t=f(x), устанавливающую характер изменения температуры в кристалле алмаза на участке Х-Хn. На участке от точки В до точки Хn (этот участок должен быть больше диаметра рабочего спая термопары, чтобы исключить контакт рабочего спая с обрабатываемым материалом) функцию t=f(x) экстраполируют до зоны резания, т.е. “совмещают” зону резания с местом перехода термоэлектродов в спай (с точкой В).
С использованием предлагаемого способа были проведены экспериментальные исследования по определению контактной температуры и характера ее распределения при правке абразивных кругов синтетическими поликристаллическими алмазами. Правку абразивных кругов 300×63×305 24А40НС15К6 производили на круглошлифовальном станке мод. ЗБ151 при обильном охлаждении СОЖ на следующих режимах: Sпрод=0,3 м/мин, Sпоп=0,02 мм/дв.х.стола. Возникающую в процессе выделения теплоты термо-ЭДС периодически фиксировали при помощи светолучевого осциллографа Н-115, а расстояние от термопары до рабочей поверхности кристалла, перемещающейся по мере износа алмаза к точке В, определяли при помощи специального приспособления с точностью ±0,01 мм (для этой цели можно использовать также инструментальный микроскоп). В эксперименте использовали поликристаллические синтетические спеки СВПК (диаметром 4 и высотой 3 мм). На торце спека предварительно формировали лунку определенных размеров для монтажа термопары хромель-алюмель (диаметр термоэлектродов 0,2 мм). С целью улучшения теплового контакта между алмазом и рабочим спаем монтаж термопары в лунке осуществляли с использованием теплопроводной пасты.
После математической обработки результатов эксперимента получена экспоненциальная функция, описывающая изменение температуры по длине кристалла
t=ае-bx,
где а и b - постоянные коэффициенты, зависящие от условий правки абразивного круга:
х - расстояние от рабочего спая (точки В) термопары до рабочей поверхности алмаза.
Полученную функцию в дальнейшем использовали для определения (путем экстраполяции) контактной температуры в зоне правки абразивного круга: в выбранных условиях эксперимента контактная температура составила 895°C.
Таким образом, предлагаемый способ позволяет определить значение контактной температуры в зоне резания, а также характер ее распределения по длине кристалла при использовании диэлектрических инструментальных материалов. Разработанный способ позволяет оценить значение температуры в зоне резания с учетом изменения теплофизических свойств алмаза, зависящих от температуры. Способ может быть использован не только при правке абразивных кругов, но и при обработке природных камней и эксплуатации буровых алмазных коронок.
Определение температуры в зоне резания, а также характера ее распределения в зерне позволит в дальнейшем разработать пути ее снижения, а значит, и параметров теплонагружений кристаллов алмаза. Реализация предлагаемого способа будет способствовать разработке методов повышения ресурса и конкурентоспособности инструментов из сверхтвердых материалов.
Использованная литература
1. Резников А.Н., Резников Л.А. Тепловые процессы в технологических системах. - М.: Машиностроение, 1990. - 288 с.
2. Жабокрицкий Р.А. Способ определения температуры шлифуемой поверхности металла в зоне резания срезаемой термопарой, состоящей из детали и термоэлектрода, помещенного в шлифуемую деталь. - А.с. СССР №468108, G 01 К 7/08.
3. Дьяков Ю.И. Способ Ю.И. Дьякова измерения температуры резания в процессе металлообработки. - А.с. СССР №1326907, G 01 K 7/08.
4. Жабокрицкий Р.А. Способ определения температуры шлифуемой поверхности в зоне резания металла с помощью срезаемой искусственной термопары. - А.с. СССР №453592, G 01 К 7/02.
Изобретение относится к области измерения температур в зоне резания при использовании инструментов из сверхтвердых материалов. Способ включает установку в теле инструментального материала искусственной термопары и осциллографирование ее выходного напряжения. При этом в процессе изнашивания инструмента периодически измеряют расстояние от места перехода термоэлектродов в спай до рабочей поверхности кристалла и соответствующее этому расстоянию значение температуры. После чего аппроксимируют экспериментальные результаты функцией, которую экстраполируют до зоны резания. Изобретение позволяет определить контактную температуру и характер ее распределения в режущих инструментах при обработке материалов, обладающих низкой электропроводностью, кристаллами из сверхтвердых диэлектрических материалов. 1 ил.
Способ определения контактной температуры и характера ее распределения в режущих инструментах с помощью искусственной термопары, смонтированной в теле инструментального материала, заключающийся в осциллографировании ее выходного напряжения, отличающийся тем, что в процессе изнашивания инструмента периодически выполняют одновременные измерения расстояний от места перехода термоэлектродов в спай до рабочей поверхности кристалла и соответствующей этим расстояниям значения температуры с последующей аппроксимацией экспериментальных результатов функцией, впоследствии экстраполируемой до зоны резания.
| Способ шлифования хромированных цилиндрических заготовок торцом алмазного чашечного круга | 1990 |
|
SU1776539A1 |
| Способ определения момента затупления режущего инструмента | 1986 |
|
SU1392448A1 |
| Способ определения температуры в зоне резания | 1975 |
|
SU522049A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ В ПОВЕРХНОСТНОМ СЛОЕ ЗАГОТОВКИ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2198085C2 |
| Способ контроля износа режущей кромки инструмента в процессе резания | 1977 |
|
SU753547A1 |

